Local laser bonding for low temperture buget
- 格式:pdf
- 大小:324.79 KB
- 文档页数:6

Product InformationAdhesivesFEATURES•Non-flowing •Room temp cure•Low levels of volatile condensable materials•High elongation for added stress reliefBENEFITS•No mixing required•RT cure, no ovens required•Faster in-line processing with optional heat acceleration•Proven for Space-Grade ApplicationsPOTENTIAL USES•Space-grade sealing and adheringAPPLICATION METHODS•Automated or manual needle dispense systemsDow Corning ®6-1104 CV Sealant1-part, translucent, nonflow space grade adhesive TYPICAL PROPERTIESSpecification Writers: Please contact your local Dow Corning sales office or your Global Dow Corning Connection before writing specifications on this product.PropertyUnit Value Extrusion Rate g/min 164 Skin Over Time at 25ºC minutes 26 Tack-Free Time at 25ºC minutes 64 Specific Gravity (Cured) - 1.1 Refractive Index - 1.41 Tensile Strengthpsi MPa kg/cm2 925 6.4 64Elongation % 610 Tensile Moduluspsi MPa kg/cm2 140 110Tear Strength (Die B)ppi N/cm 180 125 Durometer Shore A- 41 Unprimed Adhesion - Lap Shear to Aluminumpsi MPa N/cm2 220 1.5 150 Unprimed Adhesion - 180 Degree Peel Strength ppi N/cm2 2718.5 Dielectric Strengthvolts/mil kV/mm 550 21Volume Resistivityohm*cm 1.37 E+15 Dielectric Constant at 100 Hz - 2.59 Dielectric Constant at 100 kHz-2.58DESCRIPTIONDow Corning one-part moisture cure adhesives are generally cured at room temperature and in an environment of 30 to 80 percent relative humidity eliminating the need for curing ovens and the associated costs of energy and capital. Greater than 90 percent of full physical properties should be attained within 24 to 72 hours and varies according to product. Faster manufacturing throughput is achieve however since the adhesive and component can be handled in much shorter times of about 10 to 120 minutes depending on the adhesive selected and the amount of applied. These adhesives are not typically used in highly confined spaces or where a deep section cure is required as they generally cure from the exposed surface inward at a rate of 0.25 inch per seven days. Cure progresses from the outer exposed surface and is dependent on the moisture in the air. Working time is generally a few minutes to an hour for TYPICAL PROPERTIES, continuedProperty Unit Value Dissipation Factor at 100 hz - 0.00035Dissipation Factor at 100 kHz - < 0.00017 Thermal Conductivity btu/hr ft degFW/mK0.3460.2 Shelf Life at 25ºC months 12Primed Adhesion - Lap Shear onaluminumpsiMPaN/cm25103.535Primed Adhesion - 180 Degree PeelStrengthppiN/cm2kg/cm29968.26.8Total Mass Loss (ASTM E595) % 0.77Volatile Condensable Material(ASTM E595)% 0.027these products until a surface skin begins to form. Mild heat below 60°C (140°F) may be used to increase through-put by accelerating the cure. Dow Corning silicone adhesives retain their original physical and electrical properties over a broad range of operating conditions which enhance the reliability of and service life of electronic devices. The stable chemistry and versatile processing options of these adhesives offer benefits for a variety of electronics needs from increasing component safety and reliability, reducing total cost or increasing the performance envelope of devices or modules. PACKAGINGRTV Adhesives are typically packaged in 100 ml syringes and 330 ml cartridges, 1 kg tubs and pails (18 - 25 kg). In general, Dow Corning adhesives/sealants are supplied in nominal 0.45-, 3.6-, 18- and 200-kg (1-, 8-, 40- and 440-lb) containers, net weight. Not all products may be available in all packages and some additional packages, such as a bladder packs or tubes, may be available for certain package sizes. STORAGE AND SHELFLIFEFor best results, Dow Corning RTVadhesives should be stored at orbelow 25°C (77°F). Specialprecautions must be taken to preventmoisture from contacting thesematerials. Containers should be kepttightly closed with head or air spaceminimized. Partially filled containersshould be purged with dry air or othergases, such as nitrogen. Shelf life isindicated by the “Use Before” datefound on the product label.PREPARING SURFACESAll surfaces should be thoroughlycleaned and/or degreased with DowCorning® brand OS Fluids, naphtha,mineral spirits, methyl ethyl ketone(MEK) or other suitable solvent.Solvents such as acetone or isopropylalcohol (IPA) do not tend to removeoils well, and any oils remaining onthe surface may interfere withadhesion. Light surface abrasion isrecommended whenever possible,because it promotes good cleaningand increases the surface area forbonding. A final surface wipe withacetone or IPA is also useful. Somecleaning techniques may providebetter results than others; usersshould determine the best techniquesfor their particular applications.SUBSTRATE TESTINGDue to the wide variety of substratetypes and differences in substratesurface conditions, general statementson adhesion and bond strength areimpossible. To ensure maximumbond strength on a particularsubstrate, 100 percent cohesivefailure of the adhesive in a lap shearor similar adhesive strength test isdesired. This ensures compatibility ofthe adhesive with the substrate beingconsidered. Also, this test can be usedto determine minimum cure time orcan detect the presence of surfacecontaminants such as mold releaseagents, oils, greases and oxide films.ADHESIONDow Corning silicone adhesives arespecially formulated to provideunprimed adhesion to many reactivemetals, ceramics and glass, as well asto selected laminates, resins andplastics. However, good adhesioncannot be expected on non-reactivemetal substrates or non-reactiveplastic surfaces such as Teflon®,Dow Corning and Sylgard are registered trademarks of Dow Corning Corporation. All other trademarks or brand names are the property of their respective owners. ©2008 Dow Corning Corporation. All rights reserved. Printed in USA Form No.11-1189B-01polyethylene or polypropylene. Special surface treatments such as chemical etching or plasma treatment can sometimes provide a reactive surface and promote adhesion to these types of substrates. DowCorning® brand Primers can be used to increase the chemical activity on difficult substrates. Poor adhesion may be experienced on plastic or rubber substrates that are highly plasticized, because the mobile plasticizers act as release agents. Small-scale laboratory evaluation of all substrates is recommended before production trials are made.USEFUL TEMPERATURE RANGESFor most uses, silicone elastomers should be operational over atemperature range of -45 to 200°C (-49 to 392°F) for long periods of time. However, at both the low- and high temperature ends of the spectrum, behavior of the materials andperformance in particular applications can become more complex andrequire additional considerations. For low-temperature performance,thermal cycling to conditions such as -55°C (-67°F) may be possible, but performance should be verified for your parts or assemblies. Factors that may influence performance areconfiguration and stress sensitivity of components, cooling rates and hold times, and prior temperature history. At the high-temperature end, the durability of the cured silicone elastomer is time and temperature dependent. As expected, the higher the temperature, the shorter the time the material will remain useable.SOLVENT EXPOSUREWhen liquid or vapor solvent or fuel exposure can occur in an application, the silicone adhesive discussed in this brochure is intended only to survivesplash or intermittent exposures. It is not suited for continuous solvent or fuel exposure. Testing should be done to confirm performance of the adhesives under these conditions.HEALTH ANDENVIRONMENTAL INFORMATIONTo support customers in theirproduct safety needs, Dow Corning has an extensive Product Stewardship organization and a team of Product Safety and Regulatory Compliance (PS&RC) specialists available in each area. For further information, please see our website,, or consult your local Dow Corning representative.LIMITATIONSThese products are neither tested nor represented as suitable for medical or pharmaceutical uses.LIMITED WARRANTY INFORMATION PLEASE READ CAREFULLYThe information contained herein is offered in good faith and is believed to be accurate. However, because conditions and methods of use of our products are beyond our control, this information should not be used in substitution for customer’s tests to ensure that Dow Corning’s products are safe, effective, and fullysatisfactory for the intended end use. Suggestions of use shall not be taken as inducements to infringe any patent. Dow Corning’s sole warranty is that the product will meet the DowCorning sales specifications in effect at the time of shipment. Yourexclusive remedy for breach of such warranty is limited to refund ofpurchase price or replacement of any product shown to be other than aswarranted. DOW CORNINGSPECIFICALLY DISCLAIMS ANY OTHER EXPRESS OR IMPLIED WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE OR MERCHANTABILITY. DOW CORNING DISCLAIMS LIABILITY FOR ANY INCIDENTAL ORCONSEQUENTIAL DAMAGES.SAFE HANDLING INFORMATIONPRODUCT SAFETYINFORMATION REQUIRED FOR SAFE USE IS NOT INCLUDED IN THIS DOCUMENT. BEFORE HANDLING, READ PRODUCT AND MATERIAL SAFETY DATA SHEETS AND CONTAINER LABELS FOR SAFE USE, PHYSICAL AND HEALTHHAZARD INFORMATION. THE MATERIAL SAFETY DATA SHEET IS AVAILABLE ON THE DOW CORNING WEBSITE AT , OR FROM YOUR DOW CORNING REPRESENTATIVE, ORDISTRIBUTOR, OR BY CALLING YOUR GLOBAL DOW CORNING CONNECTION.For More InformationTo learn more about these and other products available from Dow Corning, please visit the Dow Corning Electronics website at / electronics.。
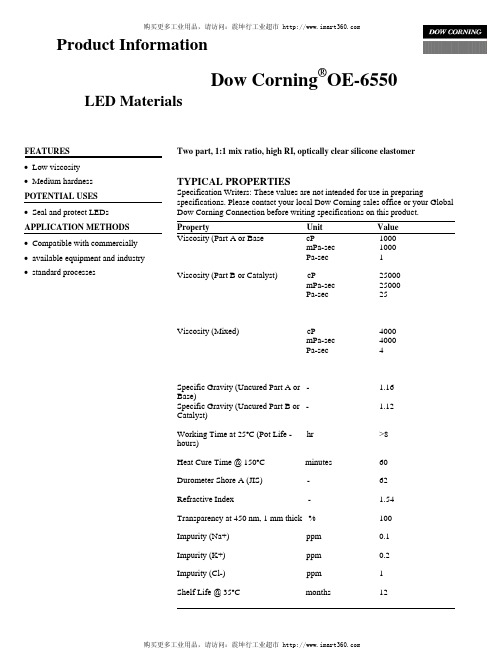
LED MaterialsDow Corning ®OE-6550FEATURESTwo part, 1:1 mix ratio, high RI, optically clear silicone elastomerTYPICAL PROPERTIESSpecification Writers: These values are not intended for use in preparingspecifications. Please contact your local Dow Corning sales office or your Global Dow Corning Connection before writing specifications on this product.PropertyUnit Value Viscosity (Part A or Base cP 1000 mPa-sec 1000 Pa-sec 1Viscosity (Part B or Catalyst) cP 25000 mPa-sec 25000 Pa-sec 25Viscosity (Mixed) cP 4000 mPa-sec 4000 Pa-sec 4Specific Gravity (Uncured Part A or - 1.16 Base)Specific Gravity (Uncured Part B or - 1.12 Catalyst)Working Time at 25ºC (Pot Life - hr >8 hours)Heat Cure Time @ 150ºC minutes 60Durometer Shore A (JIS) - 62Refractive Index - 1.54Transparency at 450 nm, 1 mm thick % 100Impurity (Na+) ppm 0.1Impurity (K+) ppm 0.2Impurity (Cl-) ppm 1Shelf Life @ 35ºC months 12 • Low viscosity • Medium hardness POTENTIAL USES • Seal and protect LEDs APPLICATION METHODS • Compatible with commercially • available equipment and industry • standard processesProduct Information购买更多工业用品,请访问:震坤行工业超市 STORAGE AND SHELF LIFEShelf life is indicated by the “Use Before” date found on the product label. Dow Corning two-part products should be stored at or below 25°C (77°F). Containers should be kept tightly closed at all times to extend shelf life. Check the product label for specific storage conditions. DESCRIPTIONDow Corning® brand silicone LED (light emitting diode) encapsulants are designed to meet the challenging needs of the LED market, including high adhesion, high purity, moisture resistance, thermal stability and optical transmittance. Silicone materials can absorb stresses caused by thermal cycling inside the package, protecting the chip and the bonding wires. And with the electronics industry quickly moving toward lead-free processing, silicone encapsulants, with their demonstrated, excellent stability at reflow temperatures, are a natural fit for LED applications.PREPARING SURFACES Surfaces should be clean and dry. Recommended cleaning methods include Dow Corning® brand OS Fluids, naphtha, mineral spirits, methyl ethyl ketone (MEK) or other suitable solvent. Rougher surfaces tend to promote adhesion of silicones to other surfaces.PROCESSING/CURING These products are also compatible with commercially available equipment and industry standard processes. These materials can be dispensed or molded depending on the product and application. Dow Corning OS Fluids are recommended to clean cured or uncured silicone residue from application equipment. ADHESIONDow Corning LED materials are specially designed for adhesion to commonly used LED substrates. Surface treatments such as chemical Etching or plasma treatment may providea reactive surface and improve adhesionto these types of substrates. In general,increasing the cure temperature and/orcure time will improve the ultimateadhesion.USEFUL TEMPERATURERANGESFor most uses, silicone encapsulants andresins should be operational over atemperature range of -45 to 200°C (-49to 392°F) for long periods of time.However, at both the low- and high-temperature ends of the spectrum,behavior of the materials andperformance in particular applicationscan become more complex and requireadditional considerations. For low-temperature performance, thermalcycling to conditions such as -55°C(-67°F) may be possible, but performanceshould be verified for your parts orassemblies. Factors that may influenceperformance are configuration and stresssensitivity of components, cooling ratesand hold times, and prior temperaturehistory. At the high-temperature end, thedurability of the cured siliconeencapsulants and resins is time andtemperature dependent. As expected, thehigher the temperature, the shorter thetime the material will remain useable.COMPATIBILITYCertain materials, chemicals, curingagents and plasticizers can inhibit thecure of addition cure adhesives. Mostnotable of these include: Organotin andother organometallic compounds,Silicone rubber containing organotincatalyst, Sulfur, polysulfides,polysulfones or other sulfur containingmaterials, unsaturated hydrocarbonplasitcizers, and some solder fluxresidues. If a substrate or material isquestionable with respect to potentiallycausing inhibition of cure, it isrecommended that a small scalecompatibility test be run to ascertainsuitability in a given application. Thepresence of liquid or uncured product atthe interface between the questionablesubstrate and the cured gel indicatesincompatibility and inhibition of cure.SAFE HANDLINGINFORMATIONPRODUCT SAFETY INFORMATIONREQUIRED FOR SAFE USE IS NOTINCLUDED IN THIS DOCUMENT.BEFORE HANDLING, READPRODUCT AND MATERIALSAFETY DATA SHEETS ANDCONTAINER LABELS FOR SAFEUSE, PHYSICAL AND HEALTHHAZARD INFORMATION. THEMATERIAL SAFETY DATASHEET IS AVAILABLE ON THEDOW CORNING WEBSITE AT, ORFROM YOUR DOW CORNINGREPRESENTATIVE, ORDISTRIBUTOR, OR BY CALLINGYOUR GLOBALDOW CORNING CONNECTION.For More InformationTo learn more about these and otherproducts available from Dow Corning,please visit the Dow Corning Electronicswebsite at /electronics.LIMITATIONSThis product is neither tested norrepresented as suitable for medical orpharmaceutical uses.HEALTH ANDENVIRONMENTALINFORMATIONTo support Customers in their productsafety needs, Dow Corning has anextensive Product Stewardshiporganization and a team of ProductSafety and Regulatory Compliance(PS&RC) specialists available in eacharea.For further information, please see ourwebsite, orconsult your local Dow Corningrepresentative.LIMITED WARRANTY INFORMATION - PLEASE READ CAREFULLYThe information contained herein is offered in good faith and is believed to be accurate. However, because conditions and methods of use of our products are beyond our control, this information should not be used in substitution for customer's tests to ensure that Dow Corning's products are safe, effective, and fully satisfactory for the intended end use. Suggestions of use shall not be taken as inducements to infringe any patent.Dow Corning's sole warranty is that the product will meet the Dow Corning sales specifications in effect at the time of shipment.Your exclusive remedy for breach of such warranty is limited to refund of purchase price or replacement of any product shown to be other than as warranted.DOW CORNING SPECIFICALLY DISCLAIMS ANY OTHER EXPRESS OR IMPLIED WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE OR MERCHANTABILITY.DOW CORNING DISCLAIMS LIABILITY FOR ANY INCIDENTAL OR CONSEQUENTIAL DAMAGES. We help you invent the future.™。

焊接专业英语词汇(焊接及相关工艺英文缩写)AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割激光切割laser cutting(LC); laser beam cutting电子束切割electron beam cutting喷气激光切割gas jet laser cutting碳弧切割carbon arc cutting水下切割underwater cutting喷水式水下电弧切割waterjet method underwater arc cutting氧矛切割oxygen lancing; oxygen lance cutting溶剂氧切割powder lancing手工气割manual oxygen cutting自动气割automatic oxygen cutting仿形切割shape cutting数控切割NC (numerical-control) cutting快速切割high-speed cutting垂直切割square cut叠板切割stack cutting坡口切割beveling; bevel cutting碳弧气割carbon arc air gouging火焰气刨flame gouging火焰表面清理scarfing氧熔剂表面修整powder washing预热火焰preheat flame预热氧preheat oxygen切割氧cutting oxygen/ cutting stream切割速度cutting speed切割线line of cut/ cut line切割面face of cut/ cut face切口kerf切口上缘cutting shoulder切口宽度kerf width后拖量drag切割面平面度evenness of cutting surface/ planeness of cutting surface 割纹深度depth of cutting veins/ stria depth切割面质量quality of cut face上缘熔化度shoulder meltability/ melting degree of shoulder切口角kerf angle缺口notch挂渣adhering slag结瘤dross割炬cutting torch/ cutting blowpipe/ oxygen-fuel gas cutting torch割枪cutting gun割嘴cutting nozzle/ cutting tip快速割嘴divergent nozzle/ high-speed nozzle表面割炬gouging blowpipe水下割炬under-water cutting blowpipe水下割条electrode for under-water cutting粉剂罐powder dispenser数控切割机NC cutting machine门式切割机flame planer光电跟踪切割机photo-electric tracing cutting火焰切管机pipe flame cutting machine磁轮式气割机gas cutting machine with magnetic wheels 焊接结构welded structure/ welded construction焊件weldment焊接部件weld assembly组装件built-up member接头设计joint design焊接应力welding stress焊接瞬时应力transient welding stress焊接残余应力welding residual stress热应力thermal stress收缩应力contraction stress局部应力local stress拘束应力constraint stress固有应力inherent stress固有应变区inherent strain zone残余应力测定residual stress analysis逐层切割法Sach’s methodX射线衍射法X-ray stress analysis小孔释放法Mathar method固有应变法inherent strain method消除应力stress relieving局部消除应力local stress relieving应力重分布stress redistribution退火消除应力stress relieving by annealing温差拉伸消除应力low temperature stress relieving机械拉伸消除应力mechanical stress relieving应力松弛stress relaxation焊接变形welding deformation焊接残余变形welding residual deformation局部变形local deformation角变形angular distortion自由变形free deformation收缩变形contraction deformation错边变形mismatching deformation挠曲变形deflection deformation波浪变形wave-like deformation火焰矫正flame straightening反变形backward deformation焊接力学welding mechanics断裂力学fracture mechanics弹塑性断裂变形elasto-plastic fracture mechanics线弹性断裂力学linear elastic fracture mechanics延性断裂ductile fracture脆性断裂brittle fracture应力腐蚀开裂stress corrosion cracking热应变脆化hot straining embrittlement临界裂纹尺寸critical crack size裂纹扩展速率crack propagation rate裂纹张开位移(COD)crack opening displacement拘束度restraint intensity拘束系数restraint coefficient应变速率strain rate断裂韧度fracture toughness应力强度因子stress intensity factor临界应力强度因子critical stress intensity factors应力腐蚀临界应力强度因子critical stress intensity factor of stress corrosion cracking J积分J-integration罗伯逊止裂试验Robertson crack arrest testESSO试验ESSO test双重拉伸试验doucle tension test韦尔斯宽板拉伸试验Well’s wide plate test帕瑞斯公式Paris formula断裂分析图fracture analysis diagram焊接车间welding shop焊接工作间welding booth焊接工位welding post/ welding station焊接环境welding surroundings焊工welder电焊工manual arc welder气焊工gas welder焊接检验员weld inspector焊工培训welders training焊工模拟训练器trainer of synthetic weld焊工考试welder qualification test焊工合格证welder qualification/ welder qualified certification钢板预处理steel plate pretreatment喷沙sand blast喷丸shot blast矫正straighten开坡口bevelling (of the edge)/ chanfering装配assembly/ fitting安装erect刚性固定rigid fixing装配焊接顺序sequence of fitting and welding焊接工艺评定welding procedure qualification(转载自第一范文网,请保留此标记。

AAW——Air-Acetylene Welding——空气乙炔焊AB——Adhesive Bonding——粘接ABW——Arc Braze Welding——电弧钎焊AC——ARC CUTTING——电弧切割Acetylene 乙炔 Ampere 电流安培Acid-Resistant Water Purifier抗酸化机能水制造装置Acoustic Emission Testing声发射检测Actual Throat焊缝实际厚度Actual Weld-Throat Thick-Ness焊缝厚度AHW——Atomic Hydrogen Welding——原子氢焊Air Tight Test气密性检验Air-Acetylene Welding空气-乙炔焊接Aircomatic Welding自动调弧氩弧焊, 惰性气体保护金属极弧焊All-Around Weld (整周焊缝)环焊缝All-Around Weld整周焊缝All-Welded Construction全焊结构All-Welded全焊接Aluminothermic Welding 铸焊, 铝热剂焊接Analyzer,Particle Size Distribution Laser Diffraction Device回折/散乱式粒度分布测定装置Angle Beam Method斜射法超声波探伤Angle Butt Weld斜对接焊Angle Welding 角焊 Arc 电弧Angle Weld角焊Angular Distortion角变形Appearance Of Weld焊缝成形Aqueous Ultrasonic Cleaning Systems大型超声波清洗机Arc Scratch电弧擦伤Arc Welding Robot弧焊机器人Arc-Seam Weld电弧缝焊Arc-Spot Weld电弧点焊Arc-Welded Pipe弧焊管Arc-Welded Steel Pipe电弧焊接钢管Arc-Weld电弧焊Argon Arc Welding 氩弧焊Argon Shielded Arc Welding 氩护电弧焊Around Openings For Welded Attachments环绕焊接附件孔口Artificial Atmospheric Phenomena Simulator人工气候室As Welded焊态ASP——Arc Spraying——电弧喷涂Aspect Ratio Of Weld焊缝成形系数Aspirators, Pumps, Compressors送液。

RESEARCH PAPERNon-denaturing low-temperature bonding of patterned poly(methyl methacrylate)enzymatic microreactorsMichelle D.Douma •Laurie Brown •Terry Koerner •J.Hugh Horton •Richard D.OleschukReceived:9May 2012/Accepted:15July 2012/Published online:1September 2012ÓSpringer-Verlag 2012Abstract A low-temperature solvent bonding system using methanol and water has been developed to bond poly(methyl methacrylate)(PMMA)microchips at 35°C.The substrate/cover plate adhesion strengths obtained with this bonding protocol peaked at 4,000kN/m 2for unmodified PMMA substrates.Nanoindentation measurements per-formed using atomic force microscopy revealed that only the first 30nm of the PMMA surface showed a decreased hardness following surface modification and solvent treat-ment of the PMMA surface allowing the channel architec-ture to be maintained.The low temperature utilized for bonding enabled both a temperature-robust and temperature-labile enzyme to be facilely patterned prior to bonding with little-to-no loss in enzyme activity.Furthermore,the bond-ing methodology could be customized and used to fabricate an enzyme microreactor with pepsin (a pH,temperature and solvent sensitive enzyme).The enzyme microreactor per-formance was characterized by the longevity of the mic-roreactor,as well as the efficiency of the protein digest performed.Enzyme immobilized with WSC decreased over a period of days,whereas the enzyme immobilized with both WSC (water soluble carbodiimide and NHS (N -hydroxy-succinimide)remained active even after a month of use.Short 10mm column lengths with limited residence time provided high protein sequence coverage.Keywords Microreactor ÁProteolytic digestion ÁLow temperature bonding ÁPolymemthylmethacrylate ÁSolvent bonding1IntroductionThe development of microfluidics in the 1990s has led to the creation of micro total analysis systems (l -TAS)(Harrison et al.1992,1993;Vilkner et al.2004).The first devices fabricated were glass chips,on which electropho-retic separations were performed (Effenhauser et al.1993;Seiler et al.1993).Since then,the field has grown rapidly and many common laboratory practices have been inte-grated on a microfluidic platform.Microfluidics offers many advantages over conventional bench-top chemistry.The devices have high-throughput capabilities,require only minute amounts of sample,and analysis times are decreased (Dolnik et al.2000).Initially,microfluidic devices were fabricated in glass or silicon because standard photolithography and chemical etching protocols had already been optimized for these materials in the microelectronics industry (Fan and Harrison 1994).Furthermore,the surface chemistry of glass and associated surface modifications has also been well studied,allowing facile modification for specific applications.Glass devices are,however,relatively expensive to fabricate because each device requires a photolithographic step,so other substrate materials have been explored,with polymers receiving the most attention.Polymer microstructures can be fabricated inexpensively without the use of a clean room using high-throughput techniques with methods such as injection molding (Heckele and Schomburg 2004),laser ablation (Roberts et al.1997),X-ray photolithographyElectronic supplementary material The online version of this article (doi:10.1007/s10404-012-1031-6)contains supplementary material,which is available to authorized users.M.D.Douma ÁL.Brown ÁT.Koerner ÁJ.Hugh Horton ÁR.D.Oleschuk (&)Department of Chemistry,Queen’s University,Kingston,ON K7L 3N6,Canada e-mail:oleschuk@chem.queensu.ca;Richard.Oleschuk@chem.queensu.caMicrofluid Nanofluid (2013)14:133–143DOI 10.1007/s10404-012-1031-6(Meng et al.2001),and hot embossing(Kricka et al.2002). After the microstructures have been fabricated,a cover plate must be bonded to the substrate to complete the capillary channel structure(Becker and Gartner2000).Several methods of bonding rigid polymers have been explored, including thermal bonding(Chen et al.2005b;Muck and Svatos2004),lamination(Metz et al.2001),adhesives (Schlautmann et al.2003),solvents(Hiratsuka et al.2004) and surface modifications(Behnisch et al.2001).Bonding of polymers is difficult because the changes to the surface must be closely controlled.Ideally,the bond must be able to withstand the requirements of the chemistry and attached instrumentation without delamination,the channel must not be clogged during bonding and the channel integrity,shape and structure,and surface chemistry must not be altered (Becker and Gartner2000).To date,it has been difficult to find a bonding protocol that fulfills each of these requirements.Recently,there have been several groups that have published PMMA bonding methods that use temperatures lower than the glass transition temperature of PMMA. These include UV/ozone(Tsao et al.2007;Devoe and Tsao 2009)(25,50,90and110°C but prior to bonding polymer pieces were dried in a vacuum oven at85°C for2h), ultrasonicfield(Li et al.2009)(immersed in solvent at50 or60°C),carbon dioxide,(Lu et al.2007)low-molecular-weight PMMAfilm(Li et al.2005)(95°C for20min), or solvent bonding with such solvents as cyclopenta-none(Chen et al.2005a)(75–85°C at1–2N/cm2for 10–15min),acetic acid(Chen et al.2005a)(75–85°C at 1–2N/cm2for10–15min),isopropyl alcohol(Cha et al. 2006)(60°C at1.3bar for10min)or a mixture of1,2-dichloroethane and ethanol(Lin et al.2007).Although all these techniques lower the temperature required for PMMA bonding,the temperature for all cases except that of1,2-dichoroethane and ethanol or carbon dioxide-assisted bonding can still be too high for non-denaturing protein conditions.Work by Lin et al.(2007)using1,2-dichloro-ethane and ethanol allows bonding of PMMA at room temperature;however,these conditions have not been applied to microfluidic devices with enzyme immobilized on the surface.Another method using carbon dioxide-assisted bonding was performed at37°C and only showed a10%reduction in bovine serum albumin content unlike thermal bonding which showed a50%reduction(Lu et al. 2007).ELISA was also used to determine the activity of devices containing immobilized lysozyme and prepared with carbon dioxide-assisted bonding.Enzyme activity was maintained by more than95%using their method in comparison with less than90%using thermal bonding.In this work,PMMA enzyme microreactors have been fabricated with both pepsin and trypsin immobilized onto the channels of a simple microchip.Trypsin is a widely used enzyme that is very robust to analysis conditions and cleaves specifically at the C-terminus of lysine and arginine residues except if followed by proline and thus provides known peptide sequences.Polymer-based microfluidic reactors that employ trypsin have found utility in a number of proteomic applications(Liuni et al.2010;Landreh et al. 2011;Rob et al.2012).On the other hand,pepsin is a less robust enzyme and its non-specific cleavage of proteins results in less predictable peptide sequences.Despite the potential of non-specific cleavage sites,pepsin is routinely used in hydrogen–deuterium(H–D)exchange studies.A non-denaturing low-temperature solvent bonding protocol was developed(below37°C)to ensure that the enzyme is not denatured during bonding and remains active in the final device.By combining enzyme immobilization tech-niques with the new solvent assisted bonding protocol, enzymes can be immobilized on the chip in selected regions prior to polymer microchip fabrication to create patterned enzyme micro reactors.Patterning prior to bond-ing eliminates the difficulties associated with patterning surface functionality following cover plate substrate adhesion.The solvent-assisted bonding system has been characterized with tensile strengths and provided bond strengths that exceed those obtained with conventional thermal bonding.Nanoindentation measurements are used to probe the depth of material softening.Minimal soft-ening ensures that channel architecture is preserved fol-lowing bonding.Enzyme activity following bonding is characterized by digestion efficiencies of a model protein (cytochrome c).The necessity of low-temperature solvent bonding conditions is demonstrated by fabricating an enzyme micro reactor with a thermally robust enzyme, trypsin,and a thermally labile enzyme,pepsin using standard thermal bonding conditions,and low-temperature solvent bonding conditions.Pepsin is permanently dena-tured at high pH and temporarily deactivated in presence of sufficient amounts of organic solvents.Thermal bonding provides a functional trypsin microreactor; however,a similarly prepared pepsin micro reactor was non functional.The low-temperature solvent bonding conditions enable a functional pepsin micro reactor to be fabricated and should provide a more universal bonding scheme as the solvent conditions can be easily tailored for the use with pH-sensitive enzymes such as pepsin.2Experimental2.1Materials and chemicalsPoly(methyl methacrylate)(PMMA)polymer sheets (150915091.5mm and150915092mm)werepurchased from Warehoused Plastic Sales Inc.(Toronto, ON,Canada)and cut to size before use.Fused silica cap-illary with a polyimide coating and an outer diameter of 150l m and an inner diameter of75l m was purchased from PolyMicro Technologies(Phoenix,AZ,USA) N-hydroxysuccinimide(NHS),and trifluoroacetic acid (TFA)were purchased from Aldrich Chemicals(Milwaukee, WI,USA).N-(3-dimethylaminopropyl)-N’-ethylcarbodi-imide(WSC)and a-cyano-4-hydroxycinnamic acid(HCCA) were acquired from Fluka(Buchs,Switzerland).Trypsin (bovine13,000units/mg),pepsin(porcine3,600units/mg) and cytochrome c(horse heart)were obtained from Sigma (Oakville,ON,Canada).TRISÁHCl,2-propanol(ACS reagent grade)and methanol(ACS reagent grade,Ultrapure grade)were purchased from Fisher Scientific(Fair Lawn,NJ, USA).Sulfuric acid(ACS reagent)and acetic acid were purchased from Fisher Scientific(Nepean,ON,Canada). Ammonium bicarbonate,2,5-dihydroxybenzoic acid (DHB),sodium chloride(ACS reagent),sodium phosphate monobasic,magnesium dichloride hexahydrate and calcium chloride dihydrate(ACS reagent)were acquired from Sigma (Oakville,ON,Canada).Deionized water(18.2M X)was purified using a MilliQ apparatus(Millipore,Bedford,MA, USA).2.2Enzymatic patterning on PMMA substratesPoly(methyl methacrylate)substrates(1.5mm thick)were embossed using an electroplated nickel master with dimensions1009100mm(Tecan,Dorset,UK)with a single straight channel design measuring85mm long, 100l m wide and20l m deep.Briefly,the PMMA and nickel master were brought into conformal contact,aligned and placed in a HEX-01hot embosser(Jenoptik Micro-technik,Jena,Germany).The embossing chamber was closed,evacuated and heated to115°C and an embossing force of10,000N applied for10min.Following stamping, the temperature of the tool and substrate was decreased to 85°C and then the chamber was brought to atmospheric pressure and opened.The nickel master and PMMA sub-strate were then carefully demolded by hand.The PMMA substrate and cover plates were cut to size,and2mm holes were drilled in the cover plates in predefined locations to act as access reservoirs to the channels.As an alternative, larger channel diameters of150l m could be fabricated by embossing a fused silica capillary with an outer diameter of150l m into the PMMA substrate using a temperature of115°C with a force of2,000N for600s.The capil-lary could then be removed to leave a150-l m channel diameter in the PMMA.In this case the cover plate did not have the requirement of having access holes because fused silica capillary pieces with an outer diameter of 150l m and an inner diameter of75l m could be placed at the entrance and exit of the channel to define a specific channel length while allowing the microfluidic chip to be connected to a syringe pump.The embossed PMMA substrates were immersed in3M H2SO4at60°C for 20min.Acid treatment was used to hydrolyze ester linkages to carboxylic acids on the surface of the poly-mer.The modified PMMA was then rinsed with copious amounts of water,followed by rinsing with2-propanol and drying with a stream of nitrogen.PDMS pieces were cut to create solution reservoirs2mm wide and10mm or80mm in length.These were positioned over the channel region and pressed against the PMMA substrate plates by hand until a watertight seal was formed (Fig.1).Two different methods of enzyme immobiliza-tion were used.2.3N-(3-dimethylaminopropyl)-N0-ethylcarbodiimide(WSC)immobilization methodA solution(approximately40l L for the10mm reactor and320l L for the80-mm reactor)containing1.0mg/mL of aqueous N-(3-dimethylaminopropyl)-N0-ethylcarbodi-imide(WSC)was added to the PDMS reservoirs and allowed to react for2h at room temperature.The PMMA was then rinsed with water and2-propanol and dried with nitrogen.The PDMS pieces were replaced,to limit the amount of protein solution required,in the same positions on the surface of the PMMA,and a10-mg/mL trypsin solution in50mM NH4HCO3(pH7.4),10mM NaCl and 10mM MgCl2was added to the solution reservoirs.The reservoirs were covered with parafilm and stored at4°C for24h.After that time,the PDMS sample reservoirs were removed and the PMMA was rinsed gently with copious amounts of water to remove any adsorbed enzyme.PDMS Reservoir/MaskAB2.4WSC/N-hydroxysuccinimide(NHS)immobilization methodIn the second method,a solution of1.0mg/mL aqueous WSC and0.1mg/mL N-hydroxysuccinimide(NHS)was added to the PDMS solution reservoirs and reacted at room temperature for2h.The PMMA substrates were then rinsed with water and2-propanol and dried with nitrogen. The PDMS solution reservoirs were replaced and a10mg/ mL trypsin solution in50mM NH4HCO3(pH7.4),10mM NaCl and10mM MgCl2or a5-mg/mL pepsin solution in 1%acetic acid was used tofill the reservoirs.The reser-voirs were sealed with parafilm and stored at4°C for24h followed by gentle rinsing with water or1%acetic acid to remove the pepsin.An acidified rinse solution was used due to the pH sensitivity of Pepsin.2.5Low-temperature bonding with immobilizedenzymePoly(methyl methacrylate)cover plates were sonicated in a 1:12-propanol and water solution for10min and dried with nitrogen.For the tryptic microreactors,eight drops (approximately250l L)of a97%methanol(ACS grade) and3%water solution were evenly spread over the stamped PMMA substrate.Bonding solution was applied to the substrate and the cover plate and substrates brought into conformal contact.The two polymer layers were inspected to ensure the solution had evenly wet the interface.The cover plate was aligned and placed in conformal contact with the substrate and placed within the embossing chamber.Alternatively,when peptic microreactors were prepared the conditions were modified to address the pH sensitivity of the enzyme(i.e.pepsin becomes irreversibly inactivated above a pH of5).Solvent bonding conditions consisted of:97%methanol and3%of a1M H2SO4 solution.The chamber was closed,a touch force of250N was applied for30s and the tool and substrate were brought to35°C.A force of3,000N was then applied for 1min.For the100-l m-wide920-l m-deep channels,a one-piecefinger-tightfitting(Upchurch Scientific,Oak Harbour,WA,USA)wasfixed to one of the access holes of the PMMA microchip with5min epoxy(Lepage,Taylor, MI,USA).This step was unnecessary when the larger channel diameters of150l m were used.Capillary lengths (*20cm)were positioned at the entrance and exit of the channel to define the channel length,followed by bonding of the cover plate.For tryptic microreactors,the channels were rinsed with50mM TRISÁHCl(pH7.4)after bonding and stored at4°C in a50mM TRISÁHCl(pH7.4)and 10mM CaCl2solution.To prevent drying of the enzyme during storage,the microchip access holes were sealed with parafilm.Prior to use,the PMMA microfluidic channels were rinsed with50mM TRISÁHCl(pH7.4),followed by 50mM NH4HCO3(pH7.4)at aflow rate of5.0l L/min for 10min using a syringe pump(Harvard Apparatus,St. Laurent,PQ,Canada).With peptic microreactors,the channel was rinsed with1%acetic acid solution and also stored at4°C using the same solution.2.6Thermal bonding of PMMA substratesThe temperature stability of immobilized pepsin and trypsin was tested using thermal bonding enzyme immobilized substrates.Conditions consisted of105°C with500N of applied force for300s.The activity of the enzyme was ascertained by sequence coverage(see below)both before and after thermal bonding conditions were applied.2.7Measurement of cover plate adhesion strengthThe tensile strength of the bond between the sulfuric acid modified or unmodified PMMA substrates and unmodified cover plates was determined using an Instron3369tensile tester(Instron,Toronto,ON,CA).Two pieces of PMMA (7092091.5mm)were bonded with the aid of a solvent solution consisting of97%methanol and3%water.These PMMA substrates were bonded with known cross-sectional areas ranging between1.0and3.0cm2.The samples were clamped to the tensile tester with grips pulled away from each other at a rate of1.3mm/min and set114mm apart initially(ASTM2004).The force at which the bonded PMMA failed was measured.These values were divided by the cross-sectional area to obtain the tensile strength of adhesion.Each value reported is the average of at leastfive samples per cross-sectional area,and three cross-sectional areas were tested for each method of bonding.2.8Nanoindentation measurements on the surfaceof PMMAPoly(methyl methacrylate)samples were cut to109 1092mm and left unmodified or treated with3M sul-furic acid at60°C for20min.Nanoindentation measure-ments were performed by immersing the PMMA substrates in2mL of the solvent mixture(3%water,97%metha-nol)at35°C for1min.Each sample was analyzed within 20min of preparation.Nanoindentation experiments were performed using either a Hysitron Triboscope TS1(Hysi-tron Inc.,Minneapolis,MN,USA)and a scanning probe microscope(SPM)(Nanoscope E,Digital Instruments, Santa Barbara,CA,USA)equipped with a1-l m conical diamond tip probe or a Hysitron nanoidenter with a1-l m 60°conical tip with an AFM integrated within the indenter to image the indents with a higher resolution than the indenter tip.The SPM was used to image the surface topography of the polymer prior to,and after indentation to determine the integrity of both the polymer surface and the tip indenta-tion.A typical nanoindentation data curve and an illustra-tion of the indentation geometry with all pertinent parameters are given in Fig.2.The Hysitron was calibrated using a fused quartz crystal to obtain the empirically determined constants C0,C1,C2, C3relating the contact area of the indenter,A,and the contact depth,h c.The two are expressed in terms of a polynomial:Aðh cÞ¼C0h2cþC1h cþC2h1=2cþC3h1=4cþÁÁÁLoads ranging from10to1,000l N were repeated at least three times to determine the coefficients for this equation.Loads ranging from10to200l N were performed on the PMMA samples.Each force was applied to the PMMA at least three times.The hardness (H)was calculated as follows:H¼P max Aðh cÞusing Hysitron software(Klapperich et al.2001).2.9On chip enzymatic digestsCytochrome c was chosen as a model protein to test the enzymatic microreactors as it is easy to digest and contains no disulfide linkages that require reduction/alkylation to unfold the protein prior to enzymatic digestion.For tryptic microreactors,protein solutions(5l M in50mM NH4HCO3solution,pH7.4)were prepared and diluted3:2 with methanol to assist in protein denaturation(ACS grade) and pumped through the PMMA enzyme microreactors at a flow rate of0.5l L/min,producing an on chip residence time of approximately20s for the smaller channel diam-eter(100l m)and3min for the larger channel diameter (150l m)when an80-mm enzymatic channel bed was fabricated.When peptic microreactors were used,5l M cytochrome c in a100-mM sodium phosphate monobasic solution was used or a mixture of5l M cytochrome c in a 9:1mixture of1%acetic acid solution and methanol for the longevity experiments.The appropriate solution was then passed through the chip at0.5l L/min with a syringe pump.All digested solutions were collected and analyzed off-line by Matrix-assisted laser desorption ionization-time-of-flight mass spectrometry(MALDI-TOF MS).2.10MALDI-TOF MS analysis of enzyme digestsA Voyager DE STR MALDI time-of-flight mass spec-trometer(Applied Biosystems,Foster City,CA,USA)was used to analyze all the collected protein digests except for the digest from the peptic microreactor fabricated using the low-temperature bonding technique.The latter protein digest was analyzed by a QSTAR XL Quadrupole time of flight mass spectrometer instrument equipped with a MALDI source(Applied Biosystems,MDS SCIEX,Con-corde,ON,Canada).A two-layer HCCA matrix sample prep(Dai et al.1999)was employed for analysis with the Voyager MALDI instrument,while a DHB drieddrop Fig.2A schematic diagram of a nanoindentation curve with all necessary nomenclature for the determination of hardness and reduced modulus.a Shows the indentation under maximum load.b Shows the an image of the nanoindentation produced while testing surface hardness.c Shows a typical nanoindentation curve detailing the values obtained from the unloading curve(Klapperich et al.2001; VanLandingham et al.2001).hf is defined as thefinal displacement. P max-Maximum pressure at which the unloading cycle begins. S-contact stiffness from which modulus is obtained=initial slope of the unloading curvemethod(Bahr et al.1997)was used with the QSTAR MALDI.The tryptic digest solutions were acidified with 1%trifluoroacetic acid prior to analysis.At least three spots were analyzed for each protein digest performed.2.11Data analysisThe peptides obtained from on chip tryptic digests of cyto-chrome c were matched to theoretical peptide masses obtained from Protein Prospector() using a maximum of three missed cleavages and allowing for the variable modification of methionine oxidation.For tryptic digests the percent sequence coverage was determined by inputting the observed peptides into MASCOT peptide mass fingerprint.For peptic digests,the sequence coverage had to be calculated manually because pepsin can non-specifically cleave).Peptide fragments used to determine sequence cov-erage are included as Table1and2supplementary data. Sequence coverage was calculated by dividing the total number of amino acid residues observed by the total number of amino acid residues in the protein.Thus,both the theo-retical peptide peaks obtained from Protein prospector and those experimentally determined by Bayraktar et al.(2007) were used to calculate the sequence coverage.3Results and discussion3.1Immobilization of trypsin on PMMA substratesThe patterning of reagents on a microfluidic substrate(pre-bond)greatly simplifies the fabrication procedure.In this study we demonstrate that through low-temperature solvent-assisted bonding,a temperature-and pH-sensitive enzyme can be patterned/immobilized to facilely form an enzymatic micro reactor.Different enzyme coupling strategies can be employed and in this study we employed two enzyme procedures that involve the activation of the surface of the polymer to facilitate enzyme attachment. Method I uses carbodiimide as the surface activator (Fig.3)while Method II uses the carbodiimide as well as N-hydroxysuccinimide to activate the surface(Fig.3). NHS has been shown to increase the yield and stability of the reaction intermediate,which can increase the lifetime of the enzyme microreactors(Staros et al.1986).This is a result of an increase in enzyme covalently attached to the surface as more sites are accessible for covalent attachment due to a decrease in hydrolysis of the intermediate.Both Methods I and II involve the reaction of the carboxylic acid surface termini with the activator to form an ester which readily reacts with amine groups on the protein to form an amide bond.Tryptic enzyme microreactors were prepared by pre-patterning trypsin on the PMMA surface followed by solvent bonding the embossed PMMA substrate and cover plate.Trypsin was immobilized within the micro-channel using both Method I and II.MALDI-TOF MS analysis was performed on each of the cytochrome c samples collected from on-chip digestions.Cytochrome c digests were performed daily for a1-week period at 0.5l L/min(19s residence time)to examine the enzyme activity.As the number of missed cleavages were kept to a minimum the calculated sequence coverage results in a valid quantification of digestion efficiency.The digests with both methods of immobilization yielded good sequence coverage on Day1(99%method II and91%for method I,respectively).These sequence coverages areschematic diagram of the enzyme immobilization procedures performed on the surface of PMMAslightly higher than that obtained from a 30-min in-solution tryptic digestion of cytochrome where an 81%sequence coverage was obtained (data not shown).A slightly lower percent sequence coverage was obtained with microreac-tors prepared using Method I (Fig.4)which was expected since the WSC intermediate used in this method is less stable against hydrolysis than the WSC-NHS intermediate in Method II (Staros et al.1986).However,after 1week of use,the difference in digestion efficiency changes consid-erably.Method II chips continue to yield relatively high sequence coverage (77%),while the sequence coverage provided by chips prepared using Method I decreases to only 47%(Fig.4).No further testing of Method I chips was conducted beyond 1week due to the significant decrease in sequence coverage after 1week.This is hypothesized to be a result of less enzyme being covalently bound to the PMMA surface in Method I which would result in a more dramatic decrease in digestion efficiency as the enzyme starts to become inactive.Even following 4weeks of storage and multiple uses the Method II type microreactors were still generating reasonable sequence coverage (59%).Data show that the combination of WSC and NHS as surface activators greatly increases the sta-bility and lifetime of the immobilized enzyme.As the enzyme activity is lost,higher-molecular-weight peptides are not observed,after the first week of use.It is expected that peptides with higher m /z would be observed resulting from an increase in the number of missed cleavages as digestion efficiency is reduced.However,the intensity of the peaks of higher-molecular-weight peptides is signifi-cantly lower than that of lower-molecular-weight peptides most likely due to mass bias.As such even though these higher-molecular-weight peptides are expected,they areprobably below the detection limit.To determine if the amount of use increases the rate of degradation of the enzyme,a second set of enzyme microreactors were fab-ricated using Method II.Based upon the similar sequence coverage obtained for a used and unused microreactor,it appears that the time after immobilization has more of an influence on enzyme activity longevity (under these conditions)rather than the number of protein digests per-formed on the chip (data not shown).Furthermore,although only microliters of sample were required for analysis,the microfluidic chips were often run for 30–60min each time in order to have extra volume to run replicates.The use the microreactors over the month would result in an overall use of the microreactor for approximately 6h and during this time no evidence of clogging of the channel was observed.Thus,proteins such as cytochrome c,which can be more difficult to analyze in microfluidic devices due to the presence of the heme group which can lead to buildup on microfluidic channels,showed no deleterious effects.3.2Low-temperature bonding of pre-patterned enzymesubstrates To probe the effects of exposure to increased temperature during the bonding process,trypsin was immobilized within the microchannels,after the device had been bon-ded,so the enzyme was not exposed to elevated tempera-tures prior to testing.The resulting enzyme microreactors were assessed for digestion efficiency and then subjected to thermal bonding conditions (105°C and 500N of applied pressure for 300s).The exposed trypsin microreactors were then used to perform a digestion and the sequence coverage monitored.Not surprisingly,the trypsinmicroFig.4The change in percent sequence coverage ofcytochrome c over time that is observed for an 80mm solvent bonded tryptic microreactor fabricated using either Method I or Method II,as well as an 80mm thermally bonded peptic microreactor fabricated using Method II.The channeldimensions of the microreactor are 20l m deep and 100l m wide for the trypticmicroreactors and a 150l m diameter for the peptic microreactors。
Ultrasuede® | Sewing Manual | ContentsHandling of fabrics rolls ........................ 1.00Marking (stenciling)................................. 2.00Spreading .................................................. 3.00Cutting ........................................................ 4.00Interlining ................................................... 5.00Sewing .......................................................... 6.00Ironing and finishing press .................... 7.00Care Label ..................................................8.00 This manual may not be copied or reproduced without permission.Ultrasuede® registered trademarks of Toray Industries.Ultrasuede® is a delicate material. Please store it in an environment with appropriate temperature, humidity and physical storage conditions.Handling of fabrics rolls2. If the fabric gets stained during handling, remove the stains as soon aspossible so as not to damage the fabric, and then brush the fabric lightly with a lint brush.3. If moire-like wrinkles appear on the inner roll (tube core) when thefabric is unfolded, they can be removed with gentle steaming.1. When storing fabrics rolls, keep in a cool, well-ventilated area out ofdirect sunlight. To prevent excessive load from being applied to the fabric rolls, store it on shelves rather than stacking it in large volumes.4. Wrap the remaining fabric rolls after cutting and store it as describedas in "1" above.5. The surface of Ultrasuede® is made of brushed fibers with alengthwise nap. When checking the color of the fabric, be sure that the length is configured along the lengthwise nap. The fabric hue will appear di erent based on the direction of the nap and the angle ofincident light. Note that any observed di erences will not be due to di erences in the color of the fabric. 1.00Ultrasuede® | Sewing Manual | Handling of fabrics rollsProper storage Di erences in appearance due to di erences in the direction of napMark in one direction, paying attention to the direction of the nap.Marking (stenciling)2. The finish will be glossy in the direction of the nap, while it will have a deeper color against the nap.3. Please apply the stencil on a marking sheet.1. Marking (stenciling) should be done in one direction as the nap is directional. *Do not rotate the stencil.Spread the fabric in one direction, paying attention to the direction of the nap.Spreading2. Place a sheet of paper below the bottom layer of fabric and lay the fabric on top. This will prevent misalignment and ensure accurate cutting of the layers in subsequent processes.3. The maximum fabric stack height should be 7 to 8 cm.1. The color and appearance of each part will di er when the fabric is folded or spread as the nap is directional.1. Rotary cutter is recommended.2. Place a sheet of paper below the bottom layer of fabric to prevent misalignment.Single sheet cutting1. The most accurate way to cut is with a CAM/automatic cutter, but it is also possible to make a rough cut with a vertical blade cutter then an accurate cut with a band knife (wavy blade).2. The notch mark is preferred to be around 3mm.3. There is no need to use a overlock sewing machine.Overlapping cutting (vertical blade cutting machine, band knife cutting machine, CAM/automatic cutting machine, etc.)Cut out the parts accurately to avoid problems in the subsequent sewing and finishing processes.CuttingUltrasuede® is sensitive to heat. In order not to damage the surface quality and texture, please use the appropriate temperature, pressure and time when interlining fabric.Interlining1.Type of interlining: Woven, knitted, and non-woven interlining can all be used. However, please note the following points.(1) We recommend the use of interlining that can be bonded at low temperatures(120°C or lower) to obtain su cient adhesive strength.(2) Select an interlining that has adhesive strength, washing resistance and that does nota ect shape retention.(3) Make sure that there is no shrinkage or peeling when the interlining is worn or washed.3. Adhesion conditions: The following are the reference setting conditions for low-temperature adhesive interlining.(1) Bonding temperature: 120°C(2) Pressure: Machine pressure 2–3 kg (actual pressure 150–300 g/cm2)(3) Preheating time: 5–6 seconds(4) Automatic pressurization time: 8–10 seconds(5) Cooling time: 6–8 seconds2. Adhesion press: Reliant (roller) type press, flat press, etc.*The conditions may vary slightly depending on the model, interlining, etc.Please make adjustments accordingly.1.Sewing machine adjustmentThe following are reference setting conditions for sewing machines. (1) Needle plate: Use a Teflon-coated variety.(2) Clamp: Use a Teflon clamp or ring clamp.(3) Other measures: To decrease the friction of the needle plate, we recommend that you apply paper gummed tape, etc., that has a smooth and slippery surface (low adhesive type) to the needle plate and table area of the sewing machine.*The conditions may very slightly depending on the machine model, etc. Please make adjustments accordingly.Since Ultrasuede® does not slide across other layers easily when sewing, there is a tendency for misalignment to occur between the upper and lower fabrics. Please adjust the sewing machine appropriately and beSewingSewingSince Ultrasuede® does not slide across other layers easily when sewing, there isa tendency for misalignment to occur between the upper and lower fabrics.Please adjust the sewing machine appropriately and be careful during handling.2. Sewing(1) The needle holes are somewhat visible, so it is important to finish sewing in one sittingand avoid re-sewing.(2) Note that since the fabric is stretch resistant and relatively inflexible, it is di cultto perform shirring and similar actions.(3) In order to finish the sleeves neatly, use a running stitch, iron them into shape, andattach the sleeves.Ultrasuede® | Sewing Manual | Ironing and finishing press Ultrasuede® is very sensitive to heat. In order not to damage the surface quality and texture, please use the appropriate temperature, pressure and time when ironing and finishing.Ironing and finishing press 7.002. The following are the reference settingconditions for finishing press. (1) Finishing press temperature: 100–105ºC (2) Steam pressure: 2–3 kg/cm2(3) Pressing pressure: 50–150 g/cm2(4) Time: 3–5 seconds for steaming, 5–7 seconds for vacuuming(5) Press pad: soft and elastic(6) Press cover: knitted fabric or raised fabric, such as towels, with no visible structure*The conditions may vary slightly depending on the machine model, etc., so please adjust accordingly. Use a three-dimensional (body) press if possible.1. Ironing (1) Ironing machine: Steam iron.(2) Ironing cover: Teflon ironing covers are recommended.(3) Ironing Board: Vacuum ironing boards are recommended.(4) Temperature setting: 120°C or lower.(5) Prevention of press marks and impressions: Use an ironing cover or cloth. Special fiber cloths are particularly e ective in preventing press marks.30Ultrasuede® | Sewing Manual | Care Label Machine-washable. Wash using cold water on delicate cycle with similar colors. Use mild laundry detergent. Do not use bleach. Ultrasuede® fabric must not be washed together with other items. Use a mesh laundry bag for washing Ultrasuede® items. color migration may occur when dark fabrics are washed together with white and light-colored fabrics. Set your washing machine to its Dry Course or Dry Program mode. (If these modes are not available on the washing machine, keep the spin-dry mode within 1 minute) Do not tumble-dry. Hang out to dry immediately after spin-drying (within 1 minute). Lightly wring dry if washed by hand. Line dry. Can be steam ironed on low setting using cloth to press down. Can be dry cleaned with conventional dry cleaning methods. Lightly brush after drying if Ultrasuede’s nap alignment causes concern.Care label 8.00*When handling Ultrasuede®, please give priority to the "Care Label" displayed on the product,as these relate to the secondary materials used.。
半导体一些术语的中英文对照离子注入机ionimplanterLSS理论LindhandScharffandSchiotttheory 又称“林汉德-斯卡夫-斯高特理论”。
沟道效应channelingeffect射程分布rangedistribution深度分布depthdistribution投影射程projectedrange负性光刻胶negativephotoresist正性光刻胶positivephotoresist无机光刻胶inorganicresist多层光刻胶multilevelresist电子束光刻胶electronbeamresistX射线光刻胶X-rayresist刷洗scrubbing甩胶spinning涂胶photoresistcoating后烘postbaking光刻photolithographyX射线光刻X-raylithography电子束光刻electronbeamlithography离子束光刻ionbeamlithography深紫外光刻deep-UVlithography光刻机maskaligner投影光刻机projectionmaskaligner曝光exposure接触式曝光法contactexposuremethod接近式曝光法proximityexposuremethod光学投影曝光法opticalprojectionexposuremethod磷硅玻璃phosphorosilicateglass硼磷硅玻璃boron-phosphorosilicateglass钝化工艺passivationtechnology 多层介质钝化multilayerdielectricpassivation划片scribing电子束切片electronbeamslicing烧结sintering印压indentation热压焊thermocompressionbonding热超声焊thermosonicbonding冷焊coldwelding点焊spotwelding球焊ballbonding楔焊wedgebonding内引线焊接innerleadbonding外引线焊接outerleadbonding梁式引线beamlead装架工艺mountingtechnology附着adhesion封装packaging金属封装metallicpackagingAmbipolar双极的Ambienttemperature环境温度Amorphous无定形的,非晶体的Amplifier功放扩音器放大器Analogue(Analog)comparator模拟比较器Angstrom埃Anneal退火Anisotropic各向异性的Anode阳极Arsenic(AS)砷Auger俄歇Augerprocess俄歇过程Avalanche雪崩Avalanchebreakdown雪崩击穿Avalancheexcitation雪崩激发Backgroundcarrier本底载流子Backgrounddoping本底掺杂Backward反向Backwardbias反向偏置Ballastingresistor整流电阻Ballbond球形键合Band能带Bandgap能带间隙Barrier势垒Barrierlayer势垒层Barrierwidth势垒宽度Base基极Basecontact基区接触Basestretching基区扩展效应Basetransittime基区渡越时间Basetransportefficiency基区输运系数Base-widthmodulation基区宽度调制Basisvector基矢Bias偏置Bilateralswitch双向开关Binarycode二进制代码Binarycompoundsemiconductor二元化合物半导体Bipolar双极性的BipolarJunctionTransistor(BJT)双极晶体管Bloch布洛赫Blockingband阻挡能带Chargeconservation电荷守恒Chargeneutralitycondition电中性条件Chargedrive/exchange/sharing/transfer/storage电荷驱动/交换/共享/转移/存储Chemmicaletching化学腐蚀法Chemically-Polish化学抛光Chemmically-MechanicallyPolish(CMP)化学机械抛光Chip芯片Chipyield芯片成品率Clamped箝位Clampingdiode箝位二极管Cleavageplane解理面Clockrate时钟频率Clockgenerator时钟发生器Clockflip-flop时钟触发器Close-packedstructure密堆积结构Close-loopgain闭环增益Collector集电极Collision碰撞CompensatedOP-AMP补偿运放Common-base/collector/emitterconnection共基极/集电极/发射极连接Common-gate/drain/sourceconnection共栅/漏/源连接Common-modegain共模增益Common-modeinput共模输入Common-moderejectionratio(CMRR)共模抑制比Compatibility兼容性Compensation补偿Compensatedimpurities补偿杂质Compensatedsemiconductor补偿半导体ComplementaryDarlingtoncircuit互补达林顿电路ComplementaryMetal-Oxide-SemiconductorField-Effect-Transistor(CMOS)互补金属氧化物半导体场效应晶体管Complementaryerrorfunction余误差函数Computer-aideddesign(CAD)/test(CAT)/manufacture(CAM)计算机辅助设计/测试/制De.broglie德布洛意Decderate减速Decibel(dB)分贝Decode译码Deepacceptorlevel深受主能级Deepdonorlevel深施主能级Deepimpuritylevel深度杂质能级Deeptrap深陷阱Defeat缺陷Degeneratesemiconductor简并半导体Degeneracy简并度Degradation退化DegreeCelsius(centigrade)/Kelvin摄氏/开氏温度Delay延迟Density密度Densityofstates态密度Depletion耗尽Depletionapproximation耗尽近似Depletioncontact耗尽接触Depletiondepth耗尽深度Depletioneffect耗尽效应Depletionlayer耗尽层DepletionMOS耗尽MOSDepletionregion耗尽区Depositedfilm淀积薄膜Depositionprocess淀积工艺Designrules设计规则Die芯片(复数dice)Diode二极管Dielectric介电的Dielectricisolation介质隔离Difference-modeinput差模输入Differentialamplifier差分放大器Differentialcapacitance微分电容Diffusedjunction扩散结Diffusion扩散Diffusioncoefficient扩散系数Diffusionconstant扩散常数Diffusivity扩散率Diffusioncapacitance/barrier/current/furnace扩散电容/势垒/电流/炉Electrostatic静电的Element元素/元件/配件Elementalsemiconductor元素半导体Ellipse椭圆Ellipsoid椭球Emitter发射极Emitter-coupledlogic发射极耦合逻辑Emitter-coupledpair发射极耦合对Emitterfollower射随器Emptyband空带Emittercrowdingeffect发射极集边(拥挤)效应Endurancetest=lifetest寿命测试Energystate能态Energymomentumdiagram能量-动量(E-K)图Enhancementmode增强型模式EnhancementMOS增强性MOSEntefic(低)共溶的Environmentaltest环境测试Epitaxial外延的Epitaxiallayer外延层Epitaxialslice外延片Expitaxy外延Equivalentcurcuit等效电路Equilibriummajority/minoritycarriers平衡多数/少数载流子ErasableProgrammableROM(EPROM)可搽取(编程)存储器Errorfunctioncomplement余误差函数Etch刻蚀Etchant刻蚀剂Etchingmask抗蚀剂掩模Excesscarrier过剩载流子Excitationenergy激发能Excitedstate激发态Exciton激子Extrapolation外推法Extrinsic非本征的Extrinsicsemiconductor杂质半导体Face-centered面心立方Falltime下降时间Heatsink散热器、热沉Heavy/lightholeband重/轻空穴带Heavysaturation重掺杂Hell-effect霍尔效应Heterojunction异质结Heterojunctionstructure异质结结构HeterojunctionBipolarTransistor(HBT)异质结双极型晶体Highfieldproperty高场特性High-performanceMOS.(H-MOS)高性能MOS.Hormalized归一化Horizontalepitaxialreactor卧式外延反应器Hotcarrior热载流子Hybridintegration混合集成Image-force镜象力Impactionization碰撞电离Impedance阻抗Imperfectstructure不完整结构Implantationdose注入剂量Implantedion注入离子Impurity杂质Impurityscattering杂志散射Incrementalresistance电阻增量(微分电阻)In-contactmask接触式掩模Indiumtinoxide(ITO)铟锡氧化物Inducedchannel感应沟道Infrared红外的Injection注入Inputoffsetvoltage输入失调电压Insulator绝缘体InsulatedGateFET(IGFET)绝缘栅FETIntegratedinjectionlogic集成注入逻辑Integration集成、积分Interconnection互连Interconnectiontimedelay互连延时Interdigitatedstructure交互式结构Interface界面Interference干涉Internationalsystemofunions国际单位制Internallyscattering谷间散射Matching匹配Maxwell麦克斯韦Meanfreepath平均自由程Meanderedemitterjunction梳状发射极结Meantimebeforefailure(MTBF)平均工作时间Megeto-resistance磁阻Mesa台面MESFET-MetalSemiconductor金属半导体FETMetallization金属化Microelectronictechnique微电子技术Microelectronics微电子学Millenindices密勒指数Minoritycarrier少数载流子Misfit失配Mismatching失配Mobileions可动离子Mobility迁移率Module模块Modulate调制Molecularcrystal分子晶体MonolithicIC单片ICMOSFET金属氧化物半导体场效应晶体管Mos.Transistor(MOST)MOS.晶体管Multiplication倍增Modulator调制Multi-chipIC多芯片ICMulti-chipmodule(MCM)多芯片模块Multiplicationcoefficient倍增因子Nakedchip未封装的芯片(裸片)Negativefeedback负反馈Negativeresistance负阻Nesting套刻Negative-temperature-coefficient负温度系数Noisemargin噪声容限Nonequilibrium非平衡Nonrolatile非挥发(易失)性Normallyoff/on常闭/开Numericalanalysis数值分析Occupiedband满带Officienay功率Photoelectriccell光电池Photoelectriceffect光电效应Photoenicdevices光子器件Photolithographicprocess光刻工艺(photo)resist(光敏)抗腐蚀剂Pin管脚Pinchoff夹断PinningofFermilevel费米能级的钉扎(效应)Planarprocess平面工艺Planartransistor平面晶体管Plasma等离子体Plezoelectriceffect压电效应Poissonequation泊松方程Pointcontact点接触Polarity极性Polycrystal多晶Polymersemiconductor聚合物半导体Poly-silicon多晶硅Potential(电)势Potentialbarrier势垒Potentialwell势阱Powerdissipation功耗Powertransistor功率晶体管Preamplifier前置放大器Primaryflat主平面Principalaxes主轴Print-circuitboard(PCB)印制电路板Probability几率Probe探针Process工艺Propagationdelay传输延时Pseudopotentialmethod膺势发Punchthrough穿通Pulsetriggering/modulating脉冲触发/调制Pulse WidenModulator(PWM)脉冲宽度调制Punchthrough穿通Push-pullstage推挽级Qualityfactor品质因子Quantization量子化Schottkybarrier肖特基势垒Schottkycontact肖特基接触Schrodingen薛定厄Scribinggrid划片格Secondaryflat次平面Seedcrystal籽晶Segregation分凝Selectivity选择性Selfaligned自对准的Selfdiffusion自扩散Semiconductor半导体Semiconductor-controlledrectifier可控硅Sendsitivity灵敏度Serial串行/串联Seriesinductance串联电感Settletime建立时间Sheetresistance薄层电阻Shield屏蔽Shortcircuit短路Shotnoise散粒噪声Shunt分流Sidewallcapacitance边墙电容Signal信号Silicaglass石英玻璃Silicon硅Siliconcarbide碳化硅Silicondioxide(SiO2)二氧化硅SiliconNitride(Si3N4)氮化硅SiliconOnInsulator绝缘硅Siliverwhiskers银须Simplecubic简立方Singlecrystal单晶Sink沉Skineffect趋肤效应Snaptime急变时间Sneakpath潜行通路Sulethreshold亚阈的Solarbattery/cell太阳能电池Solidcircuit固体电路SolidSolubility固溶度Sonband子带Transistoraging(stress)晶体管老化Transittime渡越时间Transition跃迁Transition-metalsilica过度金属硅化物Transitionprobability跃迁几率Transitionregion过渡区Transport输运Transverse横向的Trap陷阱Trapping俘获Trappedcharge陷阱电荷Trianglegenerator三角波发生器Triboelectricity摩擦电Trigger触发Trim调配调整Triplediffusion三重扩散Truthtable真值表Tolerahce容差Tunnel(ing)隧道(穿)Tunnelcurrent隧道电流Turnover转折Turn-offtime关断时间Ultraviolet紫外的Unijunction单结的Unipolar单极的Unitcell原(元)胞Unity-gainfrequency单位增益频率Unilateral-switch单向开关Vacancy空位Vacuum真空Valence(value)band价带Valuebandedge价带顶Valencebond价键Vapourphase汽相Varactor变容管Varistor变阻器Vibration振动Voltage电压Wafer晶片Waveequation波动方程Waveguide波导Wavenumber波数CT:ContaminationThreshold??污染阀值Ctrl:Control控制;管理;抑制D:Die芯片DAC igitalAnalogConverter??数字转换器DSP igitalSignalProcessing数字信号处理EFO:ElevtronicFlame-Off电子打火系统FA:FaceAngle顶锥角(面锥角)FAB:FreeAirBall空气球FD:FloppyDisk软盘,软式磁碟片Frd:Forward??前进GEM:GenericHi:HightMagnification高倍率Hybd:Hybrid混合动力/混合式Impd:Impedence阻抗Ins:Inspection检查,检验L/F eadFrame框架Lo:LowMagnification低倍率PM reventiveMaintenance??PR atternRecognitionT/P:TopPlate??顶板UPH:UnitPerHour??每小时产量UTI:UltrasonicTransducerInterface超声波传感受器接口VLL:VisualLeadLocator导脚定位W/C:WireClamp??线夹W/H:WorkHolder??轨道W/S:WireSpool??线轴ESD:ElectroStaticDischarge静电释放EPa:ESDProtectedarea??静电防护区ESDS??????????????????????静电敏感设备BM:BreakdownMaintenance事后维修CM:CorrectiveMaintenance改良保养PVM:PreventiveMaintenance预防保养MP:MaintencePreventive保养预防PM:ProductionMaintenance生产保养BG:backgrinding??背部研磨DS:diesaw????将wafer切die DA:dieattach??=DB:diebond??装片WB:wirebond焊线????。
工业材料K L M N O(查询按字母顺序;按住Ctrl并点击鼠标以跟踪链接~)(注:上一行英文的释义在下一行)———————————————————————————————————————kaolin高岭土kaolinite高岭石kaolinization高岭土化[作用]Kassel kilnCassel kilnKeene's cement, Keene's plaster克恩水泥Kelly ball test克里球试验(泥)Kelly sedimentation tube克里沉积管Kelvin contact开耳芬接点Kelvin temperature scale克耳文温标(从化工)kerf inspection劈痕检查kerf loss截口损失kerf thickness刀刃(截口)厚度Key brick键砖kibushi-clay木节土kieselguhr硅藻土killed steelkilnkiln basin料浆池kiln bedding窑料层kiln car窑车kiln crown窑顶kiln floor窑床kiln foundation窑基kiln furniture窑具kiln lining窑衬kiln pier窑台kiln quadrant窑象限kiln shell窑壳kinematic coupling运动学上之耦合Klein turbidimeter凯林浊度计Knocking膏震(泥)knockings滤渣(陶)Knoop hardness testknot节(波)known good die已知合格之芯片Knudsen cell克努森容器Kohn pipette丘氏吸管Kuhl cement库耳水泥kyanite蓝晶石lacustrine clay湖积[黏]土Ladd circular tunnel kiln雷氏圆形隧道窑ladder支架(玻)ladle熔桶(陶);长柄勺(玻)ladle brick熔液盛桶砖laitance渗出物(泥)laminate迭片laminated glass层合玻璃lamination层状组织(陶)lamp arrangement灯泡排列lamp base cement灯泡黏合剂lamp power control照射灯功率控制lamp-blown喷灯吹制(玻)lancing清除lap折痕(玻)lapped wafer经磨光晶圆lappinglapping wafer刚磨光晶圆larnite硅灰石laserlaser ablation激光烧蚀laser annealer激光退火处理机laser assisted CVD system激光辅助型CVD系统laser beam prober激光束探测器laser beam test system激光束测试系统laser beam welding equipment 激光束焊接装置laser bonding激光接合laser cavity苗射谐振腔laser doping system激光掺杂系统laser homogenizer激光波束均匀化机laser mark激光标记laser marker激光标印机laser microscope激光显微镜laser output stability激光输出稳定度laser power激光功率laser processing system激光处理系统laser scattering tomograph defect 激光散射X光断层摄影缺陷laser solderinglaser surface scanner晶圆表面激光扫描仪latent heatlaterite红土lathe车床latticelattice brick格子砖lattice constant晶体常数;点阵常数lattice parameter launderlanderlayout driven synthesis布置驱动合成layout editor配置编辑器layout parameter extraction配置参数萃取layout versus schematic配置、检图对照layout-circuit comparison配置电路比较leachingleadlead coplanarity脚端同平面性lead cutting/lead trimming脚端切断/脚端修剪lead forming脚端整形,脚端弯曲lead frame引导框架,花架lead frame loader引导框架装载机lead glaze铅釉lead locater引线定位器lead on chip脚端由芯片引线端焊接之封装体lead poisoning 铅毒;中铅毒lead solubility test铅溶度试睑leadless glaze无铅釉leaf type contract薄板型接触lean clay贫黏土leather-hard半干lehr徐冷窑length of fresh wire feeding新线馈线长度lens projection aligner透镜投影对准曝光器lens-fronted tubing凸面玻管lepidolite鳞云母Lessing rings勒辛陶圈leucite白榴子石lever rulelicense许可证、执照life time寿命lifetime measurement system(载子)寿命测试系统light低折射率[光学]玻璃light figure method光像法light integrator光线积分器light metallight scattering measurement system光散射测量系统light scattering measurement system (LSM) 光散射测量系统light scattering method光散射法light weight aggregate轻质骨材limbo备用行与被用列之焦点lime石灰lime refractory石灰耐火物lime saturation valuelime saturation ratiolime-slag cement石灰熔渣水泥limestone石灰石Lindemann glass林得曼玻璃line and space/L&S线与间隙/L&Sline defect线缺陷line defect test线缺陷试验line width accuracy线宽精确度lineage defect系属缺陷,系谱缺陷linear test system线性测试系统linear tube线性温度加热管,均热管link cut data链环切断资料link to layout连接布置liquid burn-in system液体老化测试系统liquid encapsulation Czochralski method 液体密封切克劳斯基法liquid goldbright goldliquid phase epitaxial growth system液相磊晶生长系统liquid source delivery system液体源输送系统liquid spill sensor液体溢流传感器liquiduslitharge密陀僧lithium- metal-polymer battery锂高分子电池lithography石印[术]lithophane透光浮雕load产量(玻)load board搭载基板load circuit负载电路load power supply selective relay负载电源选择继电器load test furnace载重拥验炉load test under heat加热载重试验load-bearing tile承重砖load-lock chamber加载互锁真空室loader装载机、装料机loading effect搭载效应loading frame装载架loam坏土local electric field effect局部电场效应local memory局部记忆器local thickness variation局部厚度变动location pin定位插栓log-normal graph对数正规图表log-normal plot对数正规图表logging memory记录记忆器logic memory mixed design逻辑记忆混合设计logic simulator逻辑仿真器logic synthesis/logic synthesizer逻辑合成/逻辑合成器logical conversion逻辑变换long glass缓硬玻璃long throw sputtering method长抛溅射法loop环路loop control环路控制loop height环路高度loop shape环路形状loose abrasive松弛研磨料loss on iignitionLOIlow current ion implanter小电流离子注入机low energy electron diffraction method低能电子绕射法low energy ion implanter低能量离子注入机low power design低耗电设计low pressure CVD system低压CVD系统low pressure vapor phase epitaxial growth system低压汽相磊晶生长系统low presure vapor phase epitaxial growth system 低压汽相磊晶生长系统low temperature etching低温蚀刻low-alkali cement低碱水泥low-duty fireclay brick低级火黏土砖low-expansion glass低胀玻璃low-frequency induction furnace低频[率]感应[电]炉low-heat cement低热水泥low-melting enamel低熔搪瓷lower lapping plate下盘磨盘/下定盘lower surface grinding width下侧平面研磨宽度Luder bandsluminescent enamel发光珐琅lumnite cement高铝水泥(商名)M-alkalinityM碱度m-vinylphenol邻乙烯基酚m-vinyltoluene间乙烯基苯Mack's cement麦克胶合剂macromoleculemagazine接合机收纳盒,弹匣magazine stacker接合机收纳盒堆栈机magic mirror method魔镜法magnesia镁氧;苦土magnesioferrite镁铁矿magnesite菱镁矿magnesite brick镁砖magnesite-chrome brick镁铬砖magnesite-chrome refractory镁铬耐火物magnesium aluminate铝酸镁magnesium fluoride氟化镁magnesium oxychloride cement镁氧氯水泥magnesium titanate钛酸镁magnetic ceramics磁性陶瓷magnetic coupled feedthrough磁耦合旋转馈通magnetic field applied Czochralski crystal growth method 施加磁场切克劳斯基结晶成长法magnetic field strength (H)magnetic flux density (B)magnetic levitation transfer磁悬浮输送magnetic neutral loop discharge磁中性环路放电magnetic particle test磁粉探伤magnetic separator磁力分离器magnetite磁铁矿magnetizationmagneto-microwave plasma etching system磁场微波型等离子体蚀刻系统magnetron磁控管magnetron discharge磁控管放电magnetron enhanced reactive ion etaching system磁控管增强型反应性离子蚀刻系统magnetron sputtering system磁控管溅镀系统magnification correction system for atmospheric pressure 大气压对应投影透镜放大率校正系统main arch主拱main discharge主放电main roller主滚轮maiolicamajolicamajolicamaiolicamalleable cast ironman machine interface人机界面manganese glass锰玻璃manganese-alumina pink锰铝红mangle卷扬干燥器manipulator操纵器,键控器mantel block挡砖[块]manual station手动测试站Marangoni drying马兰葛尼干燥marbling大理石纹釉marcasite白铁矿marco-crystalline巨晶margarite珍珠云母marine clay海面[黏]土Mariotte tube马氏黏度计marker标印器marking加标记,打标印marking accuracy标印精确度marking area标印面积marking ink标印油墨marking machine标印机器marking optics标印光定系marking speed标记速度marking strength标印附着强度marking visibility标记可见性marl泥灰岩martensitemask孔板,障板mask holder遮光罩固定器mask loader/mask changer 遮光罩搭载器/遮光罩更换器mask stage遮光罩载物台masking blade遮光板,掩蔽片masking power遮盖力masonry圬工masonry cement墁砌水泥mass analyzing capability质量分析能力mass analyzing system质量分析系统mass resolution质量分解力master mould原模matching box/matching network匹配箱/匹配网络matching piece配合槽matching unit匹配单元material lift travel材料升降行程material safety data sheet 材料安全数据清单matrixmatrix frame矩阵式引线框架matrix probing矩阵检测matt blue无觉蓝matt glaze无光釉maturing range成熟范围mazarine blueroyal bluemean diameter平均直径measurement method of interstitial oxygen content in silicon wafer by infrared a以P偏光布儒斯特角入射,靠红外光吸收光谱学之硅晶圆晶格间隙氧气浓度测试法measurement method of interstitial oxygen content in silicon wafer by infrared a以p偏布儒斯特角入射,靠红外光吸收光谱学之硅晶圆晶格间隙氧气浓度测试法mechanical analysis机械分析mechanical blade tensioning机械式张力刀片mechanical chuck机械式夹头mechanical press机力压机mechanical scan机械式扫描mechanical spalling机械剥落法mechanical water机械水mechanicl shovel机力铲mechano chemical polishing机械化学抛光加工medium current ion implanter中电流离子注入机medium energy ion implanter中能量离子注入机medium surface中间面medium-duty fireclay brick中级火黏土砖mega cell超大型功能电路胞megasonic cleaning equipmentMHz超音波洗条设备melt融解melting熔化melting area熔化区melting end熔化端melting point融点melting temperature熔[化]温[度]melting zone熔化带membrane curing液膜养护membrane probe card薄膜探测卡membrane theory of plasticity塑性液膜论memory exerciser内存测试程序memory test pattern内存测试图案memory under test被测试内存mending slip修补泥浆mermercury penetration method汞渗法mesh[筛]目;筛孔metahalloysite偏多水高岭土metakaolin偏高岭土metalmetal bonded grinding wheel金属结合研磨轮metal contamination level金属污染等级metal CVD method金属CVD法metal line玻膏面metal organic CVD system有机金属CVD系统metal organic molecular beam epitaxial growth system有机金属分子束磊晶生长系统metal organic vapor phase epitaxial growth system /MOVPE system有机金属汽相磊晶生长系统/MOVPE系统metal protection金属保护[法]metal surface treatment金属表面处理metallic bondmetallic decoration金属彩饰metallic dryer金属干燥剂metallic luster金属闪光料metallic material金属材料metallizing金属化Metallurgical Thermodynamics治金热力学metallurgymetastablemica云母micro bubble微细气泡micro computer ASIC(ASIC)微电脑micro-hardness微硬度microcline钾微斜长石microcomputer software微电脑软件microlite微晶microloading effect微型加载效应micromeritics微粒学micrometry显微术microminiaturization微尘化micronmicroroughness微型粗糙度microscopymicrostructuremicrovoid coalescence (MVC)microwave plasma enhanced CVD system微波等离子体增强型CVD系统mil密耳(1/1000吋)milk glass乳白玻璃mill addition磨机添加剂Miller Bravais indices密勒布喇菲指数Miller indicesmineral wool矿物绵mineralizer矿化剂minimum detectable pulse width最小可?测脉冲宽minimum pulse width最小脉冲宽minium铅丹mirror反射镜mirror lens projection aligner镜面透镜对准曝光器mirror projection aligner镜面投影对准曝光器mirror wafer镜面晶圆misfire点火不良,无法发射mismatch失配mist in bowl碗盘内雾状mix混合料mix simulator混合仿真器mix-and-match/M&M混合与匹配/M&Mmixed dislocationmixed gas混合气体mixed level simulator混合位阶仿真器mixed level test bus混合位阶测试用总线mixer混合机mixture混合物mobility迁移率model模样(陶)model parameter extraction模型参数萃取modeling塑造modeling clay可雕塑成形的土;雕塑土;油土modified illumination 变形照明module模块module generator模块产生器module test模块测试modulus模数modulus of elasticity弹性模数modulus of elasticity (E)modulus of rigidity刚性模数modulus of ruptureMohammedan blue回回青Mohs' hardness莫士硬[度]标Moir'e topography莫氏构形学moisture content水分moisture expansion水分膨胀mold clamping force成型夹住力mold cleaner/die cleaner铸模洗涤器mold release/release agent铸模分离/铸模分离剂mold temperature铸模温度molding die成型铸模molding equipment塑模成型装置,封胶装置molding press封胶冲压molding time成型时间molecular beam epitaxial growth system 分子束磊晶生长系统moleculemolten-cast refractory熔铸耐火物monazite独居石Monel alloy蒙纳合金(商名)monitor侦查器monitor board监测基板monitored burn-in system监视老化测试系统monochrome decoration单色彩monolithic整块的monomermonticellite钙橄榄石montmorillonite微晶高岭石mortar墁料;水泥胶砂;灰泥;灰浆mosaic马赛克;驻嵌瓷片mother board母基板MotifMotif图形接口mottling斑点彩饰moudlus of rupture破坏模数mould模型mould brick模砖mould mark模痕mount plate/top plate固定板/上方板mounter安装器mounting machine /mount station晶圆固定机mouse hole老鼠洞mouthpiece口型moving picture experts动画专家群mud gun泥muffle隔焰室muliple tilt angle implantation多倾斜角植入mulit media多媒体mulit media microcomputer多媒体微电脑muller mixer碾式混合机mullite富铝红柱石multi band saw多条带锯子multi blade saw多刀片锯子multi cassette rotor多个套装匣转子multi cycle annealing多循环退火处理multi magazine type多个收盒型multi pulling method多段拉晶法multi step annealing多步骤退火处理multi steps annealing多步骤退火热处理multi wire saw多钢线锯子multi-bath wet cleaning equipment多槽浸渍式洗条装置multi-bit memory application function多位内存应用功能multi-bucket excavator着斗挖土机multi-cellular glass泡沫玻璃multi-chamber vacuum system多室真空系统multi-passage kiln多隧窑multi-plunger molding die多柱塞型成型铸模multi-site probing多部位探测multi-station cleaning equipment多处理站洗条装置multi-station synchronous probe test多数测试站同步探针测试multichip module多芯片模块multiplayer mirror optics多层镜面光学multiplayer resist method多层抗蚀剂法multiple bonding多数个芯片接合multiple head bonder多焊接头压接机multiple interference effect多重干涉效应multiple nozzle多喷嘴(配料机)multiple parallel plate electrode plasma enhanced CVD system 多平行电极等离子体增强型CVD系统multiple tilt angle implantation多倾斜角植入multiple-hearth furnace多床炉multiplex test function多任务测试功能,多路复用测试功能multiplexer选通器,选择器multiwall carbon nanotubes多层碳奈米管muscovite白云母n-methacrylamiden-甲基丙烯酰胺n-type semiconductorn型半导体n-vinylimidazole氮领乙烯基咪唑nacrite珍珠陶土nail head bonder钉头式接合机,钉头式压接机nano glass奈米玻璃nano photo-catalysis ceramics奈米光触媒陶瓷nano-motor奈米马达nano-sphere奈米球nanocomposite奈米复合材料nanofabrication奈米制造nanoimprint lithography奈米印刷技术nanometric lithography毫微米微影术nanomineral material奈米矿物材料nanoparticle奈米粒子nanostructured high-entropy alloys奈米高熵合金nanowire奈米线naple yellow尼泊尔黄narrow gap reactive ion etching system 狭窄间隙反应性离子蚀刻系统native oxide layer自然氧化膜`natural abrasive天然研磨料natural cement天然水泥natural glass天然玻璃navigation故障导航观察NC-control chamfer machine数值控制去角取面机neat cement净水泥neat work净砖工neck槽颈neck breaking颈部断裂neckingneedle膏球针nephelien霞石nepheline syenite霞长石nesting阶层表达,阶层关系net联机网net data联机网数据net driven editor联机网驱动编辑器net list联机网表network-forming ion网工形成离子network-modifying ion纳工改性离子Neumann's Lawneutral atmosphere中恍蒙气neutral glass中性玻璃neutral refractory中性耐火物neutral-tinted glass中性有色玻璃neutralizer中和剂neutron transmutation doping wafer参杂中子变嬗变晶圆neutron-absorbing glass中子吸收玻璃new donor新施体nibbed saggar内突匣钵nickel dipping镍盐浸nickel metal hydride battery镍氢电池nitrides氮化物noble metalnode节点nodelock license节点锁定许可证nodular-fireclay节状火黏土nodules生料粒nodulizer制粒机nominal dimension标称尺度nomogramnomograohnon filling未填满,未注满non flammable solvent vapor drying不可燃溶剂蒸汽干燥non mirror wafer非镜面晶圆non stick没黏住,没固定non-clay refractory非黏土耐火物non-load bearing tile非载重砖(或瓦)non-metallic inclusion非金属夹杂物non-standing wave type ultrasonic generator 非驻波型超音波产生器non-stoichiometric非化学计算的non-vitreousnon-vitrifiednoncontact test system非接触型测试系统noncrystallinenondestructive testingnonsteady-state diffusionnormal bonding正常接合,正向压接normal brick普通砖normal single crystal正常单结体normalizingnose-ring block灰圈砖notch凹槽,缺口notch test缺口试验nozzle喷嘴nozzle scan喷嘴扫描nuclear magnetic resonance method核磁共振法nuclear reactor ceramics核反应器陶瓷nucleationnumber of clock定时脉冲数number of timing phase时钟脉冲相数numbers of unremovable particle残留粒子数numerical aperture数值孔径o-triphenylmethylstarch邻-三苯代甲基淀粉o-vinyltoluene邻乙烯基苯oblique incidence illumination倾射入射照明oblique lighting斜角照明observability可观察性obsidian黑曜石ochre赭石octahedral positionoff line离线off-axis alignment轴外对准off-hand blowing吹制法off-hand ware吹制玻璃器offset偏置offset control偏置控制offset cylinder胶版滚筒offset printing press胶版印刷机oil spot油斑oligocllase钠钙长石olivine橄榄石on-axis alignment轴上对准on-glaze decoration釉上彩on-the-fly link blow连接线快速烧断on-the-fly split快速分档改变once-fired ware一次烧成器one bath type cleaning equipment单槽型洗条设备one layer tape一层胶带one-glaze ware单釉器opacifier乳白剂opacity乳白度opal蛋白石opal glass乳白玻璃opalescence乳光opaque ceramic glazed tile不透明瓷釉面砖opaque glass不透明玻璃opaque glaze不透明釉open cassette开放式晶圆匣open firing敞烧open hearth furnace平炉open setting松装opening material疏松物料operation box操作箱optical aligner光对准曝光器optical crown glass光学晚玻璃optical detector of particle on surfaces 表面微粒生学探测器optical edge bead removal晶圆边缘曝光球状物去除optical glass classification 光学玻璃分类optical metallographic examination 光学金相检验optical metalographic examination 光学金相检验optical pyrometer光测高温计optional beam induced current光束感应电流orange peel橘皮状orderingoreorganic binder有机接合剂organic bond有机黏合剂organo-metallic CVD system有机金属CVD系统organo-metallic VPE system有机金属VPE系统orientationorientation flat定向平面orientation flat aligner/flat orientor定向平面对准器orientation flat arrange equipment 晶圆定向平面摆齐装置orienter定方位器orifice ring孔口环ornamental brick饰砖orthoclase正长石Orton cones奥吞[示温]锥oscilating screen摆动筛osmosis渗透out diameter saw外径锯子outer diameter blade外径刀片outer lead外界引线outer lead bonder外界脚端接合机outer lead bonding外界脚端接合outgassingoutside heating method外部加热法over drive超越驱动;多余驱动over flow rinse溢流冲洗over ride功能超越over travel超程;多余行程over-erase prohibit function过多删除禁止功能over-etching过份蚀刻over-glazed过度施釉over-pickling过度浸渍over-programming prohibit function过多程序设计禁止功能overall timing accuray全部定时信号精准度overburden表土overflow cup etching system溢流杯蚀刻系统overglaze decoration釉上彩overhang突出部分,县垂物overlay accuracy重迭精确度overpress超量(玻)oversize过大;筛上物overspray喷馆;面积Owen's machine欧文机oxidationoxidation induced stacking fault氧化感应迭层缺陷oxidation period氧化期oxidation seed氧化种子oxidation system氧化系统oxide ceramics氧化物陶瓷oxidizing flame氧化焰oxygen concentration monitor氧气浓度监控器oxygen donor氧气施体oxynitridation in N2O在N2O中之氧氮化oxynitridation in N2O(NO) 在N2O(NO)中之氧氮化Ozone gas processor 臭氧瓦斯处理器Ozone removal equipment臭气去除装置ozonized ultrapure water臭氧化超纯水。
焊接方面的1. 保护气体shielding gas2. 变形deformation3. 波浪变形buckling distortion4. 补焊repair welding5. 残余应力residual-stress6. 层状撕裂Lamellar Tear7. 插销试验Implant Test8. 常规力学性能convention mechanics performance9. 超声波探伤ultrasonic inspection10. 衬垫焊welding with backing11. 船形焊fillet welding in the flat position12. 磁粉探伤magnetic particle inspection13. 粗滴过渡globular transfer14. 脆性断裂brittlement fracture15. 淬火vt. quench n. ~ing16. 错边变形dislocating distortion17. 搭接lap welding18. 打底焊backing welding19. 单道焊single-pass welding20. 单面焊welding by one side21. 导电嘴wire guide ;contact tube22. 等离子弧焊plasma welding23. 低合金钢low alloy steel24. 点焊spot welding25. 电弧动特性dynamic characteristic26. 电弧焊electric arc welding27. 电弧静特性static characteristic28. 电极electrode29. 电流current30. 电压voltage31. 电源power supply;power source32. 电阻焊resistance welding33. 调修correct34. 定位焊tack welding35. 短路过渡short circuiting transfer36. 段焊tack37. 断续焊intermittent welding38. 堆焊surfacing;build up welding39. 对接butt welding40. 钝边root face41. 多层焊multi-layer welding42. 多道焊multi-pass welding43. 二氧化碳气体保护焊carbon-dioxide arc welding44. 反接reversed polarity;positive electrode45. 返修焊rewelding46. 飞溅splash47. 飞溅spatter48. 分段多层焊block sequence welding49. 分段退焊backstep sequence50. 封底焊back welding;sealing welding51. 缝焊seam welding52. 根部间隙root gap;root opening53. 固体夹杂solid inclusions54. 过热区overheated zone55. 焊道bead56. 焊缝seam welding57. 焊缝凹度concavity58. 焊缝成形系数form factor(of the weld )59. 焊缝代号welding symbols60. 焊缝厚度weld throat thickness61. 焊缝金属weld metal62. 焊缝宽度weld width63. 焊缝凸度convexity64. 焊根root of weld65. 焊后热处理postweld heat treatment66. 焊机welding machine67. 焊剂fluxes68. 焊脚尺寸fillet weld size;size of a fillet weld69. 焊接变位机welding positioner70. 焊接变位机positioner71. 焊接材料welding material72. 焊接残余变形welding residual deformation73. 焊接翻转机welding tilter74. 焊接工艺welding technology75. 焊接工艺参数welding condition(welding parameter)76. 焊接工艺评定evaluation about technology of welding77. 焊接工作台welding bench78. 焊接规范welding norm ;welding specifation79. 焊接机器人welding robot80. 焊接技术welding technique81. 焊接夹具fixture82. 焊接缺陷crack imcomplete penatration83. 焊接热循环weld thermal cycle84. 焊接熔池welding pool85. 焊接顺序welding sequence86. 焊接速度welding speed87. 焊接位置position of welding88. 焊接温度场welding temperature field89. 焊接性weldability90. 焊接性weldability91. 焊接应力welding stress92. 焊瘤overlap93. 焊枪welding gun94. 焊丝welding wire95. 焊条welding rod;electrode96. 焊趾toe of weld97. 横焊horizontal position welding98. 横向收缩变形transverse shringkage distortion99. 后热postheat100.弧长length of arc101.弧坑裂纹crater crack102. 划线criibing103.混合比mixing ratio104.基本尺寸basic dimensions105.激光焊laser beam welding106.夹紧力clamping force107.间隙gap108.减压器pressure regulator109.交流alternating current110.角变形angular distortion111.角接fillet welding112.接头joint113.近缝区Near Weld Zone114. 开焊接坡口bevelling115.快速割嘴nozzle for high-flame cutting 116.扩散焊diffusion welding117.冷裂纹Cold Cracking118.立焊vertical position welding 119.连续焊continuous welding120.流量the rate of flow121.流量计flowmetre122.螺旋变形twisting distortion 123.埋弧焊submerged arc welding 124.脉冲氩弧焊plused argon arc welding 125.密封性检验leak test126.摩擦焊friction welding127.母材basic material128.内应力internal stress129.耐压检验pressure test130.挠曲变形bending distortion 131.扭曲变形distormation132.喷射过渡spray transfer133.喷嘴nozzle134.疲劳性能fatigue property135.平焊flat position welding 136.坡口groove137.坡口角度groove angle138.气孔gas cavity139.气密性检验air tight test140.气体保护电弧焊gas shielding arc welding141.钎焊brazing;soldering142.切割cut143.氢致裂纹Hgdrogen induced Crack 144.清根back chipping145.缺陷imperfection146.缺陷分级classification for imperfection 147.热烈纹heat crack148.热烈纹Hot Cracking149.热应力thermal stress150.热影响区Heat Affected Zone金属切削metal cutting机床machine tool金属工艺学technology of metals刀具cutter摩擦friction联结link传动drive/transmission轴shaft弹性elasticity频率特性frequency characteristic误差error响应response定位allocation机床夹具jig动力学dynamic运动学kinematic静力学static分析力学analyse mechanics拉伸pulling压缩hitting剪切shear扭转twist弯曲应力bending stress强度intensity三相交流电three-phase AC磁路magnetic circles变压器transformer异步电动机asynchronous motor几何形状geometrical精度precision正弦形的sinusoid交流电路AC circuit机械加工余量machining allowance 变形力deforming force变形deformation应力stress硬度rigidity热处理heat treatment退火anneal正火normalizing脱碳decarburization渗碳carburization电路circuit半导体元件semiconductor element 反馈feedback发生器generator直流电源DC electrical source门电路gate circuit逻辑代数logic algebra外圆磨削external grinding内圆磨削internal grinding平面磨削plane grinding变速箱gearbox离合器clutch绞孔fraising绞刀reamer螺纹加工thread processing螺钉screw铣削mill铣刀milling cutter功率power工件workpiece齿轮加工gear mechining齿轮gear主运动main movement主运动方向direction of main movement进给方向direction of feed进给运动feed movement合成进给运动resultant movement of feed合成切削运动resultant movement of cutting合成切削运动方向direction of resultant movement of cutting 切削深度cutting depth前刀面rake face刀尖nose of tool前角rake angle后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck (来源:英语麦当劳-英语杂志)加工中心machining center车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain (来源:英语麦当劳-英语快餐) 皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop (来源:英语交友) 工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination(来源:英语博客) 气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheelGood collection but some corrections below for your reference:频率特性frequency characteristics定位positioning动力学dynamics运动学kinematics静力学statics分析力学analytical mechanics拉伸tension压缩compression磁路magnetic circuit几何形状geometric shape正弦形的sinusoidal直流电源DC electrical power螺纹加工thread machining压模stamping die铸造casting液压离合器fluid clutch液压泵hydraulic pump腐蚀corrosion集成电路integrated circuit缸cylinder汽缸pneumatic cylinder金属切削metal cutting机床machine tool金属工艺学technology of metals 刀具cutter摩擦friction联结link传动drive/transmission轴shaft弹性elasticity频率特性frequency characteristic 误差error响应response定位allocation机床夹具jig动力学dynamic运动学kinematic静力学static分析力学analyse mechanics拉伸pulling压缩hitting剪切shear扭转twist弯曲应力bending stress强度intensity三相交流电three-phase AC磁路magnetic circles变压器transformer异步电动机asynchronous motor几何形状geometrical精度precision正弦形的sinusoid交流电路AC circuit机械加工余量machining allowance 变形力deforming force变形deformation应力stress硬度rigidity热处理heat treatment退火anneal正火normalizing脱碳decarburization渗碳carburization电路circuit半导体元件semiconductor element 反馈feedback发生器generator直流电源DC electrical source门电路gate circuit逻辑代数logic algebra外圆磨削external grinding内圆磨削internal grinding平面磨削plane grinding变速箱gearbox离合器clutch绞孔fraising绞刀reamer螺纹加工thread processing螺钉screw铣削mill铣刀milling cutter功率power工件workpiece齿轮加工gear mechining齿轮gear主运动main movement主运动方向direction of main movement进给方向direction of feed进给运动feed movement合成进给运动resultant movement of feed合成切削运动resultant movement of cutting合成切削运动方向direction of resultant movement of cutting 切削深度cutting depth前刀面rake face刀尖nose of tool前角rake angle后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck加工中心machining center车刀lathe tool钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability液压驱动泵fluid clutch 液压泵hydraulic pump 阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin滚动轴承rolling bearing 滑动轴承sliding bearing 弹簧spring制动器arrester brake十字结联轴节crosshead 联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor 集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC 电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion 车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械仆?Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear 斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant 逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel参考资料:/bbs/a/a.asp?B=111&ID=5192回答者:Z赌神- 三级2006-6-8 16:15 机械专业英语词汇(很全)金属切削metal cutting机床machine tool金属工艺学technology of metals刀具cutter摩擦friction联结link传动drive/transmission轴shaft弹性elasticity频率特性frequency characteristic误差error响应response定位allocation机床夹具jig动力学dynamic运动学kinematic静力学static分析力学analyse mechanics拉伸pulling压缩hitting剪切shear扭转twist弯曲应力bending stress强度intensity三相交流电three-phase AC磁路magnetic circles变压器transformer异步电动机asynchronous motor几何形状geometrical精度precision正弦形的sinusoid交流电路AC circuit机械加工余量machining allowance 变形力deforming force变形deformation应力stress硬度rigidity热处理heat treatment退火anneal正火normalizing脱碳decarburization渗碳carburization电路circuit半导体元件semiconductor element 反馈feedback发生器generator直流电源DC electrical source门电路gate circuit逻辑代数logic algebra外圆磨削external grinding内圆磨削internal grinding平面磨削plane grinding变速箱gearbox离合器clutch绞孔fraising绞刀reamer螺纹加工thread processing螺钉screw铣刀milling cutter功率power工件workpiece齿轮加工gear mechining齿轮gear主运动main movement主运动方向direction of main movement进给方向direction of feed进给运动feed movement合成进给运动resultant movement of feed合成切削运动resultant movement of cutting合成切削运动方向direction of resultant movement of cutting 切削深度cutting depth前刀面rake face刀尖nose of tool前角rake angle后角clearance angle龙门刨削planing主轴spindle主轴箱headstock加工中心machining center 车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics 流体力学fluid mechanics 加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration 气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor 集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC 电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting相图phase diagram热处理heat treatment固态相变solid state phase changes 有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion 车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械仆?Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear 斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape焊接专业英语(一)(2009-01-12 21:52:18)分类:焊接培训标签:教育Aactual weld-throat thick-ness焊缝厚度all-around weld (整周焊缝)环焊缝angle butt weld斜对接焊angle weld角焊appearance of weld焊缝成形arc-seam weld电弧缝焊arc-spot weld电弧点焊arc-weld电弧焊arc welding 弧焊aspect ratio of weld焊缝成形系数at weld edge在焊缝边上attachment weld连接焊缝automatic spot weld自动点焊法automatic weld自动焊接axis of a weld焊缝中心线; 焊接轴线axis of weld焊缝轴线; 焊接轴线arc seam weld电弧缝焊缝arc spot weld 电弧焊点arc strike 碰弧as–brazed 钎接态as–welded 焊态argon (shielded) arc welding氩弧焊接argon tungsten-arc welding钨极氩弧焊argon-arc welding氩弧焊argonaut welding自动氩弧焊atomic H welding氢原子焊atomic hydrogen welding原子氢焊atomic-hydrogen welding原子氢焊接austenite welding不锈钢焊接autogenous pressure welding自动压合热焊autogenous welding气焊automatic arc welding head自动电弧焊接机头automatic arc welding machine自动电焊机; 自动弧焊机automatic drying line for welding electrode电焊条自动烘焙线automatic slag pool welding自动电渣焊automatic spot welding自动点焊automatic submerged arc welding自动埋弧焊automatic submerged slag welding of rail钢轨自动埋弧电弧焊automatic submerged-arc welding machine埋弧自动焊机automatic transverse welding横向自动焊automatic welding自动焊; 自动焊接automatic welding head自动焊头automatic welding machine自动焊接机automatic welding of circumferential seams环缝自动焊automatic welding process自动焊接工艺规程automation of welding焊接自动化arc-welded pipe弧焊管arc-welded steel pipe电弧焊接钢管around openings for welded attachments环绕焊接附件孔口as welded焊态as-welded焊后状态automatic arc welded tube自动电弧焊缝管air-acetylene welding空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊all-welded全焊接all-welded construction全焊结构automatic spot weld 自动点焊法AC & D. C. arc welding machine交直流弧焊机AC arc welding交流电弧焊AC gas metal-arc welding process交流熔化极气保护焊AC gas tungsten arc welding交流钨极气保护焊AC welding set交流焊机; 交流焊接变压器AC-dc welding machine交直流两用焊机acetylene welding气焊; 乙炔焊; 乙炔焊接acetylene welding torch乙炔焊炬; 乙炔接焊吹管air-acetylene welding空气-乙炔焊接all-position welding全位置焊接alloy steel gas welding rod合金钢气焊条alternating current arc welding交流电弧焊alternating current welding machine交流电焊机aluminium alloy arc welding electrode铝合金焊条aluminothermic welding铝热焊; 铸焊angle backwards welding后倾焊axial bend test纵弯试验angle butt welding斜口对接焊angle forwards welding前倾焊annealing welding wave退火焊波antogenous welding氧炔焊apparatus for butt welding平接压焊夹具arc braze welding电弧钎焊arc flash welding电弧闪光焊arc spot welding电铆焊arc stud welding柱钉电弧焊; 螺柱电弧焊arc voltage feedback controlling arc welding弧压反馈电弧焊arc welding电弧焊; 电弧焊接; 弧焊arc welding electrode电弧焊条arc welding generator电弧焊接用发电机; 弧焊发电机arc welding generator with independent excitation自激弧焊发电机; 他激电焊发电机arc welding generator with self-excitation自激电焊发电机arc welding machine弧焊机; 电焊机; 电弧焊机arc welding mask电弧焊遮罩arc welding process电弧焊接工艺过程arc welding rectifier弧焊整流器arc welding robot弧焊机器人arc welding set电弧焊机组arc welding transformer弧焊变压器arc-welding electrode电弧焊用焊条arc-welding plant电焊厂arcogen welding电弧氧乙炔焊air-acetylene welding空气-乙炔焊接aircomatic welding自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding铸焊, 铝热剂焊接argon arc welding氩弧焊argon shielded arc welding氩护电弧焊austenite welding不锈钢(焊条)焊接automatic slag-pool welding自动电渣焊automatic submerged arc welding自动埋弧焊Bback of weld焊缝背面back gouging 背面清根backing 衬垫backing gas 背面保护气base metal 母材backing groove of weld焊缝反面坡口backing weld底焊; 底焊焊缝bare metal arc weld裸焊条电弧焊bead weld珠焊; 堆焊bead-on-plate weld堆焊焊缝beading weld凸焊beam-to-beam weld梁间焊接; 梁式引线焊接block sequence weld分段多层焊bond weld钢轨接头焊接bridge seam weld桥缝焊接; 桥线焊brize weld硬焊braze 钎接接头brazer 钎接工brazing 钎接butt weld对接焊缝butt weld ends对头焊接端butt-weld碰焊; 平式焊接; 对头焊接butt-weld in the downhand position对接平焊butt-weld joint对头焊接butt-weld pipe mill对焊管轧机button spot weld按电钮点焊back hand welding后退焊; 反手焊接back step welding反手焊接back ward welding反手焊接back welding底焊; 退焊法back-step welding分段退焊法backhand welding逆向焊; 右焊法; 后焊法; 向后焊backing welding打底焊backstep welding分段逆焊; 分段退焊; 反向焊; 逐步退焊法; 逆向焊backstep welding sequence分段退焊次序backward welding后倾焊; 后退焊; 向右焊balanced welding对称焊bare welding rod光焊条bare wire arc welding光焊丝电弧焊bead welding窄焊道焊接bench arc welding machine台式弧焊机bevel welding斜角焊blacksmith welding锻工焊接; 锻焊block sequence welding分段多层焊; 分段连续焊接block welding块焊接big diameter welded tube大口径焊缝管blacksmith welded joint煅接接头butt welded (bw)对焊机butt welded seam对焊缝butt-welded drill对头焊接钻头butt-welded joint对焊接头butt-welded pipe对缝焊接管butt-welded rail ends对焊轨端butt-welded tube对缝焊管; 对焊钢管; 对口焊接钢管butt-welded with square ends方头对焊braze welding硬焊, 铜焊, 钎焊butt welding对接焊, 对焊butt weld对接焊缝blasting welding factory爆破焊接厂braze welding 硬焊, 铜焊, 钎焊butt welding 对接焊, 对焊butt weld 对接焊缝backing run; backing weld打底焊道block welding sequence分段多层焊body welding machine罐身焊接机both sides welding双面焊接brass welding rod黄铜焊条braze welding钎焊; 钎焊接; 钎接; 铜焊braze-welding钎接焊bridge spot welding带接合板点焊; 单面衬垫点焊; 单面搭板点焊bridge welding桥接焊; 盖板焊brize welding硬焊build (built) up welding堆焊build-up welding堆焊building-up by welding堆焊butt resistance welding电阻对焊; 对接电阻焊butt seam welding对接滚焊butt seam welding machine对接缝焊机butt welding对接焊; 平对焊butt welding machine对接焊机butt welding process对接焊法butt-welding对接焊butt-welding machine对焊机Ccap weld最后焊层; 盖面焊缝carbon content of weld materials焊接材料的碳含量cast-weld construction铸焊结构caulk weld填缝焊contour weld 特形焊接concave fillet weld 凹角焊carbon arc weld 碳极弧焊capability of welding vertically upwards直上焊接能力capacitor-discharge welding电容放电焊接carbon arc welding碳弧焊; 碳极弧焊carbon in materials for welding焊接用材料中的碳carbon-dioxide arc welding二氧化碳保护焊carriage of automatic welding machine自动焊机走架cascade welding阶梯式焊; 山形多层焊cascade welding sequence串级叠置法cast welding铸焊concave fillet weld凹形角焊缝carbon arc weld碳极弧焊concave fillet weld凹角焊contour weld特形焊接cement-welding金属陶瓷焊接centralized installation of welding machine多站焊接chain intermittent fillet welding并列断续角焊缝; 链式断续角焊chemical welding化学焊circular seam welding环缝对接焊circular seam-welding machine环形滚焊机cleaning before welding焊接前的清理cleaning of welding deposits焊接沉积的清理closed butt gas pressure welding闭式加压气焊cold welding冷焊; 冷压焊cold-pressure welding冷压焊combined cutting and welding torch焊割两用炬combined cutting and-welding blow-pipe焊割两用炬combined thermit welding加压铸焊complete penetraction and fusion in welding全焊透complete fusion 完全熔合caulking weld密实焊缝chain intermittent fillet weld链式分段角焊; 并列间断角焊缝chain intermittent weld并列焊接circular weld环形焊缝circumferential weld环缝; 环焊缝cleft weld裂口焊closed weld底边无缝焊; 无间隙焊缝closed-chamber fusion weld闭室熔焊cluster weld丛聚焊缝coil weld 卷板对接焊; 卷板对接焊; 板卷焊cold weld 冷压接commutator-controlled weld 换向控制焊接complete penetration butt weld 贯穿对焊composite weld 紧密焊缝; 强度密封焊缝concave filled weld 凹形角焊缝concave filler weld 凹角焊concave fillet weld 凹面填角焊concave weld 凹焊缝; 凹面焊; 凹形焊缝; 轻型焊connective weld 联系焊缝continuous butt-weld mill 连续式炉焊管机组continuous fillet weld连续(填)角焊缝; 连续角焊缝; 连续贴角焊continuous weld 连续焊缝continuous weld process连续式炉焊管法contour weld 特形焊接convex fillet weld 凸角焊缝; 凸形角焊缝convex weld 凸焊缝; 凸形焊缝copper weld wire 包铜钢丝corner flange weld 单卷边角焊缝corner weld 角焊corner-flange weld 卷边角焊缝; 卷边角焊缝crack of weld 焊部裂纹cross weld十字交叉焊缝; 横向焊缝cross-wire weld十字焊crotch weld 楔接锻接; 楔接焊接cup weld 带盖板焊缝condenser (discharge) spot-welding machine 电容器放电点焊机condenser discharge spot welding 电容储能点焊; 电容贮能点焊constant current welding machine 恒流电焊机constant energy welding machine 恒功率电焊机constant voltage welding machine 恒压电焊机constant-current arc welding power source 垂降特性弧焊电源constant-current welding source 恒流式焊接电源constant-power welding source 恒功率式焊接电源constant-pressure pressure welding 恒压压力焊constant-temperature pressure welding恒温压力焊constant-voltage welding machine恒电压焊机constant-voltage welding source恒压式焊接电源; 平特性焊接电源consumable electrode welding 熔化极电弧焊consumable guide electroslag welding自耗定向电渣焊contact welding 接触焊continuous feed welding 连续送丝电弧焊continuous welding 连续焊; 连续焊接contour welding 绕焊controlled arc welding 可控电弧焊接controlled atmosohere arc welding 充气室电弧焊controlled atmospere arc welding 充气式电弧焊controlled tungsten-arc welding 自动控制弧长的钨极电弧焊controlled-transfer welding 可控过渡电弧焊convex fillet welding 凸面角焊缝copper arc welding electrode 铜焊条copper welding rod 铜焊条copper-alloy arc welding electrode 铜合金焊条。
Local laser bonding for low temperature budgetU.M.Mescheder a,*,M.Alavi b ,K.Hiltmann b ,Ch.Lietzau b,1,Ch.Nachtigall a ,H.Sandmaier caFH Furtwangen,Institut fuer Angewandte Forschung,Hochschule Fuer Technik und Wirtschaft,University of Applied Sciences,Robert-Gerwig-Platz 1,78120Furtwangen,Germany bHSG-IMIT,Wilhelm-Schickard-Straûe 10,D 78052Villingen-Schwenningen,Germany cHSG-IMIT and IZFM,University of Stuttgart,Breitscheidstrasse 2b,D 70174Stuttgart,Germany Received 11June 2001;received in revised form 16October 2001;accepted 12November 2001AbstractA new bonding process for Si-wafer has been developed.The bonding is provided through intermediate layers such as Al or Au forming aneutectic alloy with silicon.A focused laser beam is used to heat up the contact site locally to temperatures well above the eutectic temperatureof the corresponding alloys.Depending on the laser wavelength used the bond partner might be Pyrex or silicon.This bonding process is especially suitable for bonding wafers containing devices with low temperature budget.The bonding strength of about 40MPa is comparable to that of anodic bonding.The presented technique allows for a considerable reduction of the area needed for proper bonding.Furthermore,it provides for electrical contacts between the cap wafer and the device wafer so that new functions can be integrated into the cap.#2002Elsevier Science B.V .All rights reserved.Keywords:Wafer bonding;Laser micromachining;Eutectic bonding1.IntroductionPackaging is one of the most important issues for microsystem applications.Bonding of the wafer or of the microsystem chip (in most cases Si)to one or two carriers is the ®rst packaging step.This bonding step has to ful®ll several requirements:low cost (achieved by full wafer bond-ing and short process time),low bonding temperature (to ensure compatibility to the microsystem fabrication process),no or low impact on the performance of the microsystem (caused by mechanical stress or diffusion during bonding)and last but not least high reliability to provide large yield and long-term stability.Anodic bonding [1]is the state of the art bonding tech-nique.However,direct wafer bonding [2]or eutectic bond-ing [3,4]have been used too for this purpose at least on a R&D scale.All these techniques suffer from high process temperatures needed to ensure suf®cient bonding strength or from the high electric ®eld required at the starting phase in the anodic bonding process.2.Process description of local laser bondingAs an alternative to the mentioned bonding techniques a novel local laser bonding (LLB)process has been developed.It is based on a local heating of the contact surfaces by a focused laser beam.The surfaces are coated with intermedi-ate layers which form an eutectic alloy with at least one of the bond partners by diffusing into the surface of the bonding materials.Therefore,the melting temperature of the surfaces is considerably lowered and bonding occurs through weld-ing of the interface layers.In addition,bonding could occur due to direct melting of the substrate materials themselves at higher laser power ser parameters,especially laser power and laser operation mode (continuous wave (cw)or Q-switched),determine which of these two effects will dominate the bonding process.At least one of the bonding partners must be transparent to the used laser light.2.1.Experimental set-upSet-up of the bonding process and typical structures are shown in Fig.1.We used a Nd:YAG laser for bonding (l 1064nm)which was dedicated for material proces-sing.Pyrex glass is a suitable bond partner for this ing a CO 2-laser (l 10:6m m)even two or more Si-wafers with standard thickness can be used also as bond.Sensors and Actuators A 97±98(2002)422±427*Corresponding author.Tel.: 49-7723-920232;fax: 49-7723-920610.E-mail address:mes@fh-furtwangen.de (U.M.Mescheder).1Present address:Deutsche Thomson Brand,D-70174Villingen,Germany.0924-4247/02/$±see front matter #2002Elsevier Science B.V .All rights reserved.PII:S 0924-4247(01)00871-8共熔合金The smallest bonding site or bonding trace depends on the spot size of the laser,in the range 20±100m m,the laser power and the thermal conductivity of the used materials.2.2.MaterialsIn the present work,we used Nd:YAG laser systems only.Therefore,Pyrex 7740was chosen as bonding partner.Either Al (eutectic concentration in Si,c E 11:3%;eutectic tem-perature,T E 5778C)or Au (c E 31%;T E 363 C )were used as intermediate layers.They were evaporated or sputtered onto both bond partners.The thickness of the intermediate layers was varied between 100and 1000nm.For some bonding tests,TiW was employed as diffusion barrier on either one or both of the bond partners.TiW provides also an improved adhesion of Au on Pyrex and a protection for oxidation of the Si surface.The thickness of TiW was varied between 20and 200nm.A critical point for the performance of a bonding process is the quality of the involved surfaces.Total thickness variation (TTV)of the selected wafers for these experiments was in the range 0.5±1m m.2.3.Bonding processBefore getting the bond partners into contact the surfaces were rinsed in acetone,isopropanol and water and dried with a rinser or nitrogen.Good contact of the surfaces was achieved by pressing the two bonding partners together with a large force.For this purpose,a special chuck was con-structed which provided a distributed load and good access of the laser to the bonding surfaces.The following laser parameters were used to investigate the in¯uence of bond performance on operating conditions:laser power in the range 1±40W;laser operation mode:cw and Q-switched (frequency up to 20kHz);for Q-switched operation:pulse width (70ns±14m s)adjusted to the frequency;stage velocity:50±200mm/min (beam fixed).Very good bonding results were found at low power range (1W approximate).A further reduction of laser power resulted in unstable laser operation for laser systems used in the present work (Quatronix and LS9000).Closed bonding frames were produced by laser tracks de®ned by appropriate programming of the laser stage movement.3.ResultsThe following methods were used to determine the per-formance of the bonding process:inspection of the laser track in the intermediate layer at test structures;measurement of tensile bonding strength;SEM inspection of cuts through bonded structures; Auger electron spectroscopy (AES);electrical measurements (conductivity through bonding layers).One of the most important parameters is the energy w deposited per surface area F (called energy density from now)wW F P v Ád spotwith P the laser power,v the stage velocity,d spot the spot size of the laser beam.Under high laser energy density the intermediate layer was partially damaged.This occurred in the cw-mode especially at the starting point of the laser track and at crossing points of laser tracks (e.g.corner of a rectangular frame structure de®ned with the laser)andforFig.1.Set-up of the LLB process.The top bonding partner is transparent for the laser wavelength.The intermediate layer (here Al)may have a frame like structure.U.M.Mescheder et al./Sensors and Actuators A 97±98(2002)422±427423pulsed mode operation due to the extremely increased intensity of the ®rst pulse.A typical result is shown in Fig.2.The Q-switch of the laser caused a high pulse intensity after the beam was switched on.Evaporation of the intermediate layer or even cracks in the Pyrex glass occurred and led to poor bonding strength.Damping of the intensive starting pulse reduced these problems.The quality of the bonding depended on many parameters.In a multi-parameter space several working points can be used.Pull tests were used to characterize the bonding quality.The bonding strength is calculated from the force needed to pull the bond partners apart divided by the bonding area (length and width of the laser track).A typical distribution of the bonding strength at high laser energy density (cw-mode)is shown in Fig.3.For this experiment a cw-power of 38W was used.The spot size was about 100m m.The intermediate layers were Al,no diffusion barrier or adhesion layer was used.The average bonding strength was about 42.6MPa.The bonding partners were investigated after pulling them apart.Fig.4shows that at very high laser power the interaction zone was up to 50m m deep in Si.Breakage occurred on the Si-side of the bonding.These results show that for high laser power the Si lattice was already considerably disturbed and damaged during the bonding process.The estimated induced temperature at high laser energy density was well above the eutectic temperature and was approaching the melting temperature of pure Si which might have led to thermal stress in the structures near the bonded area.Therefore,at this high laser power density welding is assumed to be the predominant bonding mechan-ism.The large depth of the welding zone will also destroy an electrical insulation between the bond and the substrate which might be necessary in different applications.The energy density w was reduced by a factor of 143approximately and the results were compared with the previous case of Figs.3and 4.The reduction of w was achieved by decreasing the laser power to about 1W and increasing the stage velocity to 150mm/min (spot size was reduced from 100to 50m m).Even at this low energy density reliable bonding could be achieved.Results of pull tests at low energy density w are shown in Fig.5.The results are given for three different material combinations:Pyrex/Al±Al/Si,Pyrex/WTi/Au±Au/WTi/Si and Pyrex/WTi/Au±Au/Si.The bonding strengths are comparable to those shown in Fig.3.The average bonding strength was 32.6,50.7and 44.5MPa for the listed material combinations,respectively.For Al as an intermediate layer a diffusion barrier does not improve the bonding strength considerably.With Au asanser track in the intermediate layer.The star shaped structures in the corners of the tracks indicate too much laser power in the startingphase.Fig.3.Bonding strength at very high laser power for Al as intermediate layer (P 38W,spot size 100m m,stage velocity 20mm/min,corre-sponding to an energy density of 109W s/m 2).Fig.4.Bonding partners after pull test:left,Si partner;center,Pyrex bond partner;right,SEM of cut through the interaction zone in Si (parameters as in Fig.3).424U.M.Mescheder et al./Sensors and Actuators A 97±98(2002)422±427intermediate layer a slightly larger bonding strength than with Al is achieved.The in¯uence of a diffusion barrier on Si is statistically not signi®cant (50.7and 44.5MPa).The better bonding results for the Pyrex±Au±Si combina-tion compared to the Pyrex±Al±Si combination indicate that a lower eutectic temperature of Au/Si and a higher diffusion coef®cient of Au in Si has improved the bonding perfor-mance.The bond broke at the Pyrex side for these bonding parameters as indicated in Fig.6.The interaction zone in Si is about 5m m deep and thus considerably smaller than that shown in Fig.4.Similar results were achieved in the Q-switched mode at frequencies between 5and 10kHz and with very large stage velocities in the range 10±40mm/s,thus up to 16times faster than for the low energy density parameters with cw-mode.Also,in this case bond strength of up to 40MPa was achieved.However,for Q-switched mode operation it is important to adjust frequency,pulse width and ®rst pulse power density in such a way that evaporation of material is avoided (compare Fig.2).The results show that even laser systems with low power can be used for bonding purposes (e.g.scribing laser sys-tems)and that the process time can be considerably reduced.4.DiscussionThe increase in the laser induced temperature can be estimated by solving the differential equation for heat con-ductivity assuming a gaussian intensity distribution of the laser spot (point source procedure [5]).The derived max-imum temperature at the Al-surface is about 8008C for the low energy density conditions with a distribution width (1/e )of about 70m m [6].Another way to determine the tempera-ture during the laser bonding process is to investigate the diffusion of the intermediate layer into Si.A maximum temperature of about 5508C was derived [6].Therefore,we expected a temperature between 550and 8008C at these bonding parameters.This approximation indicates that for low laser energy density the temperature within the inter-action zone is well above the eutectic temperature for Au/Si (T E 3638C),whereas just around the eutectic temperature for Al/Si (T E 5778C).Compared to the melting tempera-tures of the bond partners (Pyrex:T S 8208C,Si:T S 14208C)the temperature for low laser power and high stage velocity is well below the melting temperature of Si,whereas it is conjectured to be above 14208C for P 38W and a stage velocity of 20mm/min.This might explain that for high laser power Si is found to be the weaker bond partner (Fig.4),whereas for small laser power the bonding will break on the Pyrex site (Fig.6).In order to investigate the bonding mechanism AES of the bonded area was used.A typical spectrum is shown in Fig.7.The material combination for this case was Pyrex,200nm WTi,1m m Au and Si.The scale for the distance from surface has been corrected because a slanted cut was used.It can be seen that the WTi layer on Pyrex prohibited Au-diffusion into the Pyrex wafer.The interaction zone is approximately 2m m and correlated to the formation of the eutectic alloy.Boron is found relatively deep in Si indicating a partial decomposition of the Pyrex (boron silicate glass).Oxygen is found within the interface layer and even in Si.This indicates that both,eutectic bonding and welding is involved in the bondingprocess.Fig.5.Bonding strength at low laser power and fast stage velocity (P %1W,spot size 50m m,stage velocity 150mm/min,corresponding to an energy density of 107W s/m 2)for different bondingpartners.Fig.6.Bond partners after pull test,low laser power,high stage velocity:left,Si bond partner;center,Pyrex bond partner;right,SEM of cut through the interaction zone in Si.U.M.Mescheder et al./Sensors and Actuators A 97±98(2002)422±4274255.ConclusionA novel bonding process was developed and characterized.LLB provides high bonding strength and rapid processing time.The temperature increase during the process is restricted to the exposed area.The process is robust allowing reliable bonding for various sets of parameters.The parameters are laser power and mode,stage velocity and spot size.The results indicate that parameters corresponding to low energy density produced high bond strength,which is important for practical applications.The bonding mechanism is a superposition of fusion bonding and eutectic bonding.At low laser energy density,eutectic bonding dominates the process while at high laser energy density fusion bonding and welding dominate the process.The bond provides also an electrical contact between the wafer and the bond partner,therefore functional elements can be integrated into the cap wafer which can be contacted via the bond to the sensor wafer.AcknowledgementsThis work was partially supported by the German BMBF (FKZ1700697).The authors would like to thank Dipl.Ing.F.Aschenbrunner,Dipl.Cand.O.Arzt and M.Tillmann for their contributions and Prof.Dr.Nagy Nosseir (San Diego State University)for helpful comments during writing this manuscript.References[1]P.R.Mallory &Co.,Anodic Bonding,US Patent 3397278(1968).[2]F.Secco D'Aragona,L.Ristic,in:L.Ristic (Ed.),Sensor Technologyand Devices,Artec House,1994,pp.157±201.[3]R.F.Wolffenbuttel,Low-temperature silicon wafer-to-wafer bondingusing gold at eutectic temperature,Sensors and Actuators A 43(1994)223±229.[4]A.L.Tiensuu,M.Bexell,J.-A.Schweitz,L.Smith,Assembling three-dimensional microstructures using gold±silicon eutectic bonding,Sensors and Actuators A 45(1994)227±236.[5]M.I.Cohen,in:F.T.Arecchi,E.O.Schulz-Dubois (Eds.),LaserHandbook,V ol.2,North-Holland,Amsterdam,1972.[6]C.Lizeau,Entwicklung eines laserunterstuÈtzten Bondprozesses fu Èr Anwendungen in der Mikromechanik,Diplomarbeit Ravensburg-Weingarten,FB Physikalische Technik,1999.BiographiesU.M.Mescheder was born in 1957in Stukenbrock (Germany).He received his MSc degree in physics (Dipl.Phys.)from the Phillips University in Marburg (Germany)in 1982and his PhD (Dr.Rer.Nat.)from the Phillips University in Marburg (Germany)in 1985.From 1985to 1991,he was with the Philips Research Laboratory (Hamburg)where he was engaged in the development of high resolution lithography techniques.In 1991,he joined the University of Applied Sciences in Furtwangen (Germany)where he is currently a Professor for microsystem technology and program director of the master program in microsystem engineering.He is a Director of the Institute for Applied Research (IAF)and of the Microelectronic Laboratory of the University.His research interests are microfabrication technology,micromechanical sensors and microsystems (MEMS).M.Alavi received his MSc degree in electrical engineering from the Technical University of Munich,Germany.He then worked as a research assistant in the field of surface physics at the University of Marburg,Germany,where he received his PhD degree in physics in 1982.In 1986,he joined the Hahn-Schickard-Gesellschaft (HSG),and was engaged in the application of laser material processing.He is working with the Institute of Micro-and Information Technology from 1992and is currently the Deputy Head of Micromachining at HSG-IMIT.He is involved in the development and application of laser processes for prototyping and manufacturing of microcomponents and microsystems.K.Hiltmann was born in 1962.He studied mechanical engineering at Stuttgart University,majoring in precision mechanics and materials science,andFig.7.AES at a cross-section (laser bonded at P 1W).426U.M.Mescheder et al./Sensors and Actuators A 97±98(2002)422±427graduated in1990.He has then joined HSG-IMIT numerical analysis section, changed to verification and test section in1992,and to sensors section in 1995.He has been in charge of development of micromachined switches since1992.Ch.Lietzau received his Dipl.Ing.from the University of Applied Sciences in Ravensburg Weingarten(Germany)in1999.From1999to2000,he was with the HSG-IMIT in Villingen-Schwenningen(Germany)where he made his dissertation in``eutectic laser bonding''.Since2000,he is with the Deutsche Thomson Brandt,Villingen(Germany)where he is working on the development of DVD and CD applications.Ch.Nachtigall was born in1964in Bingen(Germany).He earned his master degree in physics(Dipl.Phys.)in1992and his PhD(Dr.Rer.Nat.) in1996from the Johannes-Gutenberg University in Mainz(Germany). From1996to1998,he was with Prema Semiconductor.Since1998,he is working at the Institute for Applied Research at the University of Applied Sciences,Furtwangen(Germany).H.Sandmaier was born in Ruhstorf,Germany,in1955.He received his MS and PhD degrees in electrical engineering from Munich Technical University in1982and1988,respectively.He was working with the Fraunhofer Institute in Munich from1982to1995,developing microsensors for physical and chemical quantities as well as micro-fluidic devices.He is currently head of the Institute of Micromachining and Information Technology,a research center of German`Hahn-Schickard'Society,and a Professor at Stuttgart University.His research interest focuses on microsensors,microfluidics,and microelectromecha-nical systems besides topics in technology,fabrication,and modeling. He received the Schlumberger Award in1989.In1998,he has organized the MEMS Workshop in Heidelberg.He is an Editorial Board Member of the Journal of Micromechanics and Microengineering as well as Sensors and Materials,Steering Committee Member of MEMS-Workshop,Program Committee Member of Sensors and Eurosensors as well as European Technical Program Chair of Transducers'01in Munich.U.M.Mescheder et al./Sensors and Actuators A97±98(2002)422±427427。