HP03-B In Line Inspection Procedure
- 格式:doc
- 大小:46.50 KB
- 文档页数:2

Mechanical Design and Manufacture Manual机械设计及制造指导书741.100章: 外观 (总纲) 制订日期: 1988.5.23自分发以来的变更以“→”标注公司标准: 外观上次更改: 1996.2.5该文件总复印件可通用http: 1/www . ce .hp . com/me/info/mdm/A. 本章信息为公司标准,所有的员工,分公司,HP 集团都应遵从。
B. 该颁布文件741.100取代1987.4.30版本。
C.本标准同时包括机械设计和制造指导书里增补的信息。
D.其中提出的资料代表了一种共识并获得HP 集团和分公司一致同意。
E. HP 外观规格图包括741.100章附加部分为本标准控制下的双重目标文件,所有741.100的 修订及外观标准图应通过公司制造部门协调。
F. 关于本章节进一步信息与公司制造部门联系。
内容:1.范围2.目标3.定义4.外观判定系统:4.1外观等级分类4.2 外观检验4.3 外观允收标准5. 外观名称及编码6. 要求:6.1 概论6.2 图样外观批注7. 深层外观信息图示1: 样品前墙面板不同外观注释及编码附录:741.100A:塑料部品外观检验标准(A-5951-1509-1)REV: C741.100B: 模具浇铸之部品外观检验标准(A-5951-1510-1)REV: B741.100C: 钣金外观检验标准(A-5951-1511-1)REV: B741.100D: 涂装部品外观检验标准(A-5951-1512-1)REV: B741.100E: 印刷资料外观检验标准(A-5951-1513-1)REV: C741.100F: 加工金属部品外观检验标准(A-5951-1514-1)REV: A741.100G: 前面板外观检验标准(A-5951-1515-1)REV: B741.100H: 标签外观检验标准(A-5951-2501-1)REV: A前言:本章节在公司标准方面提出了一个新概念,即“双重目标标准”,章节741.100附录规定了外观检验标准,附录同时也是转发标准给HP外部合约商的资格图,新标准的格式确认了这两者的应用。

HP 3PAR存储日常管理手册H e w l e t t-P a c k a r d C o,.L t d技术支持服务热线800-810-3860/400-810-3860目录一,3PAR存储介绍 (2)1.3PAR InSpire架构 (2)2.3PAR InForm软件 (3)3.3PAR主要构件 (6)4.3PAR组件编号系统 (8)5.3PAR LED状态指示灯 (9)二,日常配置 (10)1.添加主机Host (10)2.创建CPG (11)3.创建VV虚拟磁盘 (12)4.分配VV虚拟磁盘 (14)三,日常维护 (16)1.存储开机步骤 (16)2.存储关机步骤 (16)3.存储日志Insplore收集 (16)4.管理机SP日志SPLOR收集 (18)5.特定信息CLI命令行收集 (20)四,HP支持服务模式 (21)1.主动式响应--SP Call-Home (21)2.被动式响应—HP服务热线 (22)3.被动式响应—邮寄存储日志 (22)May.2012Version 1.0Hewlett-Packard Co,.Ltd一,3PAR存储介绍3PAR 系列存储平台具有超高的灵活性和高效性,突破了公共基础设施中传统存储阵列的局限性。
作为精简配置、绿色存储以及存储虚拟化技术的先行者,3PAR能帮助用户降低能耗、实履行环保义务,还可削减最高达50%的存储总拥有成本1.3PAR InSpire架构紧密集群化、多客户端的3PAR InSpire 构架设计,消除了传统整体式和模块化阵列价格高昂和扩展十分复杂的弊端。
用户可以一开始只购买较小的系统,之后,随着业务量的增加再进行扩展,即经济且连续地添加新的应用和工作负载,所有这些都将在一个单一、自动化的分层阵列中进行。
内置Thin Built In™的 Gen3 /Gen4 ASIC内置Thin Built In™的3PAR Gen3 ASIC 提供一种高效、基于硬件的零检测机制。

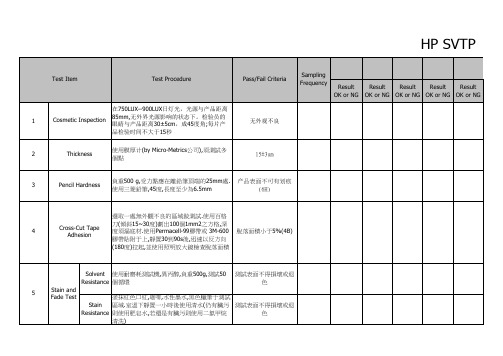
Data sheet HP ScanJet Pro 3000 s3 Sheet-feed Scanner (L2753A)Manage projects and work ows quickly and con dently. Easily handle mixed media, and get one-pass duplex scanning with speeds up to 35 ppm/70 ipm. Scan to mobile devices for on-the-go control. Recommendedfor 3,500 pages per day.Fast scanning. Superb results. Every page.Produce scans at up to 35 ppm/70 ipm with two-sided scanning that captures both sides at once.Capture every page easily—even stacks of mixed media—with HP EveryPage and an ultrasonic sensor.Free up space for work. This HP ScanJet Pro is small and slim—a modern design perfect for the desktop.Handle paper from 11 lb. (40 gsm) to 110 lb. (413 gsm) weight and up to 8.5 x 122 inches (21.6 x 309.9 cm).Optimize work ows with one-touch scanningStreamline routine work with one-touch scanning—create one-button, custom settings for recurring scan jobs.Scan images directly into applications with included and full-featured TWAIN and ISIS®.Easily transfer scans into editable text, secure PDF les, and more le types,using built-in OCR.Quickly share or archive scans directly to popular cloud destinations with HP Scan software.Capture business documents like a proDe ne scan pro les for common document types, and scan to multiple destinations with HP Scan software.Scan directly to mobile devices with the HP JetAdvantage Capture App, and then edit and save les.Capture and organize documents, business cards, and other le types with feature-rich software.FootnotesScan speed measured at 300 dpi (black-and-white, grayscale, and color). Actual processing speeds may vary depending on scan resolution, network conditions, computer performance, and application software. Scanning from a mobile device requires the HP Wireless Adapter 100 (L2761A), which must be purchased separately, and the HP JetAdvantage Capture App. The app is available for mobile devices running Android™ version 4.0 and higher , and can be downloaded from the Google Play™ store. For more information, see /go/documentmanagement. Wireless performance is dependent on physical environment and distance from access point and may be limited during active VPN connections. Wi-Fi Direct® scanning requires the mobile device to be connected directly to the Wi-Fi® network of the scanner.Wi-Fi and Wi-Fi Direct are registered trademarks of Wi-Fi Alliance®. HP EveryPage is referred to as HP Precision Feed on HP ScanJet devices introduced prior to May 2013.12132123Data sheet | HP ScanJet Pro 3000 s3 Sheet-feed ScannerAccessories and servicesAccessories L2754A HP ScanJet Pro 3000 s3 Roller Replacement KitService and Support U9JR1E HP 3 year Exchange Hardware Support for ScanJet Pro 3xxxU9JR3E HP 3 year Return to Depot Hardware Support for ScanJet Pro 3xxx Technical speci cationsControl panel Scan button, Cancel button, Power button with a LED and a LED for Error indication.Scanner speci cationsScanner type Sheetfed; Scan technology: CMOS CIS; Scan input modes: One default scan mode on front-panel for HP scan in Win OS, HP Easy Scan/ICA in Mac OS and third parties applications via TWAIN,ISIS and WIA; Twain version: Windows: 32-bit and 64-bit TWAIN version 2.1; Mac: n/a; Colour scanning: Yes; Output resolution dpi settings: 75; 150; 200; 240; 300; 400; 500; 600; 1200 ppi; Imagescaling or enlargement range: Will not perform any arbitrary scalingScan Size ADF: Maximum 216 x 3100 mm; Minimum 50.8 x 74 mmScan speed Up to 35 ppm/70 ipmScan resolution Optical Up to 600 dpi (color and mono, Sheet-feed); Hardware: Up to 600 dpi (color and mono, Sheet-feed)Scan le format For text & images: PDF, JPEG, PNG, BMP, TIFF, Word, Excel, Text (.txt), Rich Text (rtf) and Searchable PDFScanner advanced featuresAuto-color detect, auto-crop, auto-exposure, auto orient, OCR, zonal OCR, zonal barcode, edge removal, background cleanup, remove hole, color drop out, straighten the page, scan to cloud, scan toemail, PDF security, misfeed detection advance setting, advanced misfeed detection, Citrix ReadyGrayscale levels/Bit depth256/24-bits external 48-bits internalDuty cycle Recommended for 3,500 pagesAuto document feeder capacity50 sheets of 75 g/m² paperConnectivity Standard USB 2.0 and USB 3.0 (SuperSpeed); Optional: USB 2.0 port for Wi-Fi accessoryMemory Standard 512 MBExternal I/O ports 1 x USB 3.0 and 1 x USB 2.0 portMedia handlingMedia typesCut Sheet Paper, Printed Paper (Laser and ink), Pre-Punched Paper, Bank Checks, Business Cards, Freight Bills, Carbonless forms, Previously stapled media with staple removed, Plastic cards (up to1.24mm)Media size (ADF)U.S.-Letter: 215.9 x 279.4 mm (8.5 x 11 in); U.S.-Legal: 215.9 x 355.6 mm (8.5 x 14 in); U.S.-Executive: 184.2 x 266.7 mm (7.25 x 10.5 in); ISO A4: 210 x 297 mm (8.3 x 11.7 in); JIS B5: 182 x 257 mm(7.2 x 10.1 in); ISO B5: 176 x 250 mm (7.0 x 9.9 in); ISO A5: 148 x 210 mm (5.8 x 8.3 in); ISO A6: 105 x 148 mm (5.8 x 4.1 in); ISO A7: 74 x 104 mm (2.9 x 4.1 in); ISO A8: 52 x 74 mm (2.0 x 2.9 in) Media weight (ADF)40 to 413 g/m²Compatible operating systems OS X El Capitan 10.11, Microsoft® Windows® 10, 8.1, 8, 7, XP: 32-bit or 64-bitMinimum system requirementsPC: Microsoft® Windows® 10, 8.1, 8, 7, XP: 32-bit or 64-bit, 2 GB available hard disk space, CD-ROM/DVD drive or Internet connection, USB port, Microsoft® Internet Explorer; Windows Vista®: (32-bitonly), 2 GB available hard disk space, CD-ROM/DVD drive or Internet connection, USB port, Microsoft® Internet Explorer 8; Windows® XP SP3 or higher (32-bit only): any Intel® Pentium® II, Celeron® or233 MHz compatible processor, 850 MB available hard disk space, CD-ROM/DVD drive or Internet connection, USB port, Microsoft® Internet Explorer 8Software included HP WIA scan driver, HP TWAIN scan driver (32-bit and 64-bit), HP Scan, HP Scanner Tools Utility, Nuance PaperPort (Win only), I.R.I.S Readiris, I.R.I.S Cardiris (Win only), EMC ISIS (Win only) Dimensions and weightProduct dimensions (W x D x H)Minimum: 310 x 198 x 190 mm; Maximum: 342 x 310 x 319 mmPackage dimensions (W x D x H)397 x 248 x 303 mmProduct weight 3.4 kgPackage weight 5.0 kgOperating environment Temperature: 10 to 35ºC Humidity: 15 to 80% RH (non-condensing)Storage Temperature: -40 to 60ºCPower Requirements: Input Voltage range: 90 - 264 VAC, Rated Frequency: 50 - 60HZ, Worldwide use; Consumption: 4.2 watts (ready), 0.7 watts (sleep), 0.1 watts (off), 0.1 watts (auto-off); ENERGY STAR: Yes Certi cationsIEC 60950-1:2005 +A1+A11+A12 and all applicable amendments; CSA/UL 60950-1, 2nd edition (2007); EN 60950-1:2006 +A11 +A1 +A12+A2; EAC safety; Canada cUL CoC; China CCC; European UnionCE; Kenya PVOC; Kuwait TER; Nigeria SON; Saudi Arabia SASO; South Africa NRCS; Taiwan BSMI; Ukraine safety approval Electromagnetic compatibility: Class B Emissions; CISPR 22:2008 (International);European Union EMC Directive 2014/30/EU, EN 55022:2010 (CE mark); China GB9254-2008 (CCC); Taiwan CNS13438:2006 (BSMI); USA CFR47 Part 15, Subpart B (FCC); ICES-003:2012 Issue 6 (Canada);Australia C-tick (includes New Zealand); KN 22 and Korea KCC; EAC EMC Certi cate; Ukraine EMC approval; EN 61000-3-2:2014 (harmonics); EN 61000-3-3:2013 ( icker); Immunity CISPR 24:2010, EN50024:2010 Energy Star; CECP; EPEAT-SilverWhat's in the box L2753A HP ScanJet Pro 3000 s3 Sheet-feed Scanner engine; Installation guide; Support yer; Warranty guide; 2CDs; Power cord; USB cable; Power AdapterWarranty 1 Year Limited Warranty (Return to HP/Dealer - Unit Exchange)Technical speci cations disclaimersWith input and output trays folded and covers closedPower requirements are based on the country/region where the scanner is sold. Do not convert operating voltages. This will damage the scanner and void the product warranty.Actual speeds may vary depending on scan resolution, connectivity type, computer performance and application software.© Copyright 2022 HP Development Company, L.P. The information contained herein is subject to change without notice. The only warranties for HP products and services are set forth in theexpress warranty statements accompanying such products and services. Nothing herein should be construed as constituting an additional warranty. HP shall not be liable for technical oreditorial errors or omissions contained herein.ap-en May 2022312123。

HP-UX系統维护手册第一章、故障诊断一、硬件故障诊断1.电缆连接注意计算机及各外设之间连线接触良好,不要无故拔插电缆;如果发生计算机不能识别某个设备,有可能是电缆的接触问题。
2.硬件状态指示灯如果发现系统工作不正常,可以观察硬件状态指示灯的情况。
开机后系统将自动完成自测试,诊断及引导启动代码。
检测顺序大致为:高速缓存,中央处理器,总线,内存,I/O设备。
当检测到相关的硬件时,对应的显示灯会亮。
硬盘,软盘,磁带机及光盘驱动器自检时,能从前面板上看到相应的灯亮一下,表明系统已经识别到上述设备。
相反,如果某驱动器的自检灯没亮,很可能是该设备有问题。
另外,主机背后的SCSI接口卡及网络接口卡上的自检指示灯亮为正常状态。
否则,可能该接口卡有问题。
发现这种问题,请马上与HP联系,考虑更换备件。
3.错误代码每次开机后,系统都会自动进行硬件自检及初始化,假如系统出现硬件故障,一般都不能正常启动,并在液晶显示屏及控制台上相应的显示出错误代码及出错信息。
若屏幕上出现ERROR且液晶显示上出现FLT,表明有故障发生,应根据上述提示确定故障点。
绝大部分硬件错误都能在自检时暴露出来,在液晶显示及控制台的左下角都有四位错误代码,格式:FLT xxxx.分析这四位代码可以进一步检测出故障的情况。
如下表列出了K系列计算机的错误代码,相应的故障原因及解决方案。
二、软件故障诊断常用命令来查看系统状态。
1.# ioscan -fn列出各I/O卡及设备的所有相关信息:如逻辑单元号,硬件地址及设备文件名等。
2.# ps -ef列出正在运行的所有进程的各种信息:如进程号及进程名等。
3.# netstat -rn列出网卡状态及路由信息等。
4.# lanscan列出网卡状态及网络配置信息。
5.# bdf列出已加载的逻辑卷及其大小信息。
6.# mount列出已加载的逻辑卷及其加载位置。
7.# uname -a列出系统ID 号,OS版本及用户权限等信息。
ISO9001出货检验程序Out-going Inspection Product 文件更改历史记录Amendment HistoryISO9001出货检验程序Out-going Inspection Product一、目的Purpose:規定出貨檢查工作在有效受控下進行。
To ensure that out-going inspection is performed under effective control.二、適用範圍說明Scope:一般情況下,本公司产品终检后不再做出貨檢查:但在以下四种情況任一種出現時,必須進行出貨檢查。
對于特別的部品(如尼龙用料部品)在某种情況必需做出貨檢查的,由项目部、QC部门等相關人員共同确定。
Generally, no need out-going inspection after final inspection. But in any one of the following situations, out-going inspection is necessary.Related personnel in Program Dept and QC section are responsible for determining whichparts need to do out-going inspection.1.產品庫存期超過6個月(若FQC当月已对待出货产品进行了仓贮品质评估,可根据其《仓库物资评估报告》QF-PW-009的结果进行,反之,则必须做出货检查)。
Stored more than 6 months (If the waiting-for-delivery product has been assessed byFQC in the same month, then FQC conduct in accordance with the result of thecorresponding <<Material/product assessment report>> QF-PW-009, otherwise it is amust for FQC to perform out-going inspection.)2.因受外界環境的影響發生异常,影響到產品質量Product quality is effected by thechanging of environment;3.包材被損坏.Damage of package;4.出貨海外(包括香港)或客户指定产品。
The WindsorHP Probe System Featuresand Benefits•New electronic measuring system enhances accuracy and efficiency.•Measurement up to17000psi(110MPa).For in-place strength testingThe Windsor HP System does not require great skill to use and consistent results can beobtained by construction site supervisory staff or field technicians.In fact,among its users are contractors,engineers,architects,testinglaboratories,ready mix concrete producers,owners,managers and government authorities.This system has widespread use in testing concrete in-situ,on conventionally placed,sprayed or precast concrete;on horizontal or vertical slabs;on floors or overhead;on fresh or mature concrete.The system is safe to use.The driver cannot be discharged unless it is fully depressed with some force against the actuating template which rests against the surface being examined.ProbesThere are two power settings available,low and standard power.The low power is used where concrete strength is less than 3000psi (19.4MPa).Standard power is for any strengths above that.The newly designed silver probes can be used for high performance concrete with strength up to17000psi (110MPa).The probes are made of a high strength alloy,specially heat treated and annealed to achieve a hardness of Rockwell C 48.Special machining of each probe eliminates stress concentrations.The gold probe has a 56%greater cross-sectional area than the silver;it is recommended for light weight concrete —less than 125lbs/cu.ft.(2003Kg/m 3)in density.The silver probe is used with concrete having a density greater than 125lbs/cu.ft.(2003Kg/m 3).Safe and UserFriendlyThe Windsor HP Probe SystemProcedureA.ActuatingLoad the driver withsuited for the type of concretePlace the driver firmly onand fire.The locatinglocate the probestriangle.measurementsconsistentreliableB.Thedevice is menu drivenFront andSide ViewThe Windsor HP Probe SystemTechnicalThe Windsor HP Probe System is designed to evaluate the compressive strength of concrete in place.It is non-destructive and can be used with equal effectiveness on fresh and mature concrete.Equally accurate results are obtained on horizontal or vertical surfaces provided that the probe is perpendicular or at right angles to the test surface.A hardened steel alloy probe is propelled at high speed by an exactly measured explosive charge into the concrete and its penetration measured.Each power load is guaranteed to have an energy level to give an exit muzzle velocity tolerance within ±3%.The compressive strength of the concrete is directly related to the resistance to penetration of the crushed aggregate and cement matrix:this is determined by the distance required to absorb the specific amount of kineticenergy of the probe.The compressive strength of the concrete is empirically related to the penetration that varies with the hardness of the aggregate.This relationship is recognized by determining the Moh’s scale of hardness of the aggregate and applying a correction factor to the penetration.The combined contributions of both the aggregate and the cement paste to concrete strength are examined by the test.The accuracy of the inferred strengths has been examined in many independent tests and trials.The Windsor HP results correlate well with the concrete strength determinations obtained by conventional means.For most accurate test results ASTM recommends that a correlation be developed for the particular mix design being tested.Exact duplication of cylinder test results should not be expected.The probes measure the strength of the actualconcrete in a structure rather than that of a sample compacted and cured understrict and somewhat artificial conditions which do not necessarily represent those of the structure itself.The Windsor Probe test has been approved by federal,state and municipal agencies as well as a number of foreigncountries.It conforms to the following tests,specifications and practices:ASTM C803ACI 347ANSI A.10-3BS 1881#207Sales Numbers &SpecificationsZ-WP-1000PSI Complete Windsor HP Systemwith readings in PSIZ-WP-1000MPA Complete Windsor HP Systemwith readings in MPAZ-WP-534Complete Windsor Probe Standard System Z-WP-500Driver UnitZ-WP-700PSI Electronic Measuring Kitwith readings in PSIZ-WP-700MPA Electronic Measuring Kitwith readings in MPAU-PRS-01Box of 75Silver Probes and 75Power Loads U-PRS-03Box of 75Gold Probes and 75PowderLoadsThe Windsor HP Probe System.Standard measuringgauge3727North Kedzie Avenue,Chicago,Illinois 606181-800-426-6500(773)463-6565FAX (773)463-0009e-mail:*****************TechnicalSpecifications。
EL-MF877-00 Page 1 Template Revision BProduct End-of-Life Disassembly InstructionsProduct Category: External Options Marketing Name / Model[List multiple models if applicable.] T1500 G3 UPS NA / AF450A T1500 G3 UPS INTL / AF451A T1000J UPS / AF457A T1500J UPS / AF458APurpose: The document is intended for use by end-of-life recyclers or treatment facilities. It provides the basic instructions for the disassembly of HP products to remove components and materials requiring selective treatment, as defined by EU directive 2002/96/EC, Waste Electrical and Electronic Equipment (WEEE). 1.0 Items Requiring Selective Treatment1.1 Items listed below are classified as requiring selective treatment.1.2 Enter the quantity of items contained within the product which require selective treatment in the right column, as applicable.Item Description NotesQuantity of itemsincluded in product Printed Circuit Boards (PCB) or Printed Circuit Assemblies (PCA) With a surface greater than 10 sq cm3 BatteriesAll types including standard alkaline and lithium coin or button style batteries3 Mercury-containing componentsFor example, mercury in lamps, display backlights, scanner lamps, switches, batteries0 Liquid Crystal Displays (LCD) with a surface greater than 100 sq cm Includes background illuminated displays with gas discharge lamps 0 Cathode Ray Tubes (CRT)0 Capacitors / condensers (Containing PCB/PCT) X capacitors,Y capacitors 4 Electrolytic Capacitors / Condensers measuring greater than 2.5 cm in diameter or height 3 External electrical cables and cords 1 Gas Discharge Lamps0 Plastics containing Brominated Flame Retardants weighing > 25 grams (not including PCBs or PCAs already listed as a separate item above)Components and parts containing toner and ink,Include the cartridges, print heads, tubes, vent 0EL-MF877-00 Page 2 Template Revision Bincluding liquids, semi-liquids (gel/paste) and toner chambers, and service stations. Components and waste containing asbestos 0 Components, parts and materials containing refractory ceramic fibers0 Components, parts and materials containing radioactive substances2.0 Tools RequiredList the type and size of the tools that would typically be used to disassemble the product to a point where components and materials requiring selective treatment can be removed. Tool Description Tool Size (ifapplicable) Philips Screw Driver #2 Torx Head Screw Driver Large Wrench M43.0 Product Disassembly Process3.1 List the basic steps that should typically be followed to remove components and materials requiring selective treatment: 1. Bezel-Manual removal2. Removal the battery fixed plate3. Battery connector-Manual disconnection4. Removal of cover with Hex head screw drive on the rear of the unit5. Pull the battery pack out from the battery room,disconnect the battery pack with PCB6. Removal the rear panel with Philips Screw Driver, disconnect the wire between the rear panel and PCB7. Removal the PCB from the main frame with Philips screw driver8. Remove the AVR from the main frame with a M4 wrench9.3.2 Optional Graphic. If the disassembly process is complex, insert a graphic illustration below to identify the items contained in the product that require selective treatment (with descriptions and arrows identifying locations).(1) The Component location of T1000/T1500 UPS Unit(2) Capacitor Location(diameter over 2.5cm)(3) Battery Pack disassembly(1) The Component location of T1000/T1500 UPS Unita. front sideb. back sideEL-MF877-00 Page 3 Template Revision B(2) Capacitor Location(diameter over 2.5cm)(3) Battery Pack disassemblyEL-MF877-00 Page 4 Template Revision BEL-MF877-00 Page 5 Template Revision BEL-MF877-00 Page 6 Template Revision BNOTE:The battery should be properly disposed of at a local recycling/reuse or hazardous waste center.EL-MF877-00 Page 7 Template Revision B。
HP ProLiant DL580 G7 服务器- 服务器的开机报错代码详解背景介绍:经常在诊断服务器时候,由于没有任何外部警告灯的提示,所以无法锁定故障点,因此需要登录HP管理模块,进行日志信息的查看,里面会有一些错误代码。
问题本文主要为HP ProLiant DL580 G7服务器的开机报错代码详解。
解决方案100 系列1.101-I/O ROM Error蜂鸣声:无可能的原因:PCI、PCI-X 或PCI Express 设备上的选件ROM 已损坏。
措施:如果可以卸下设备,请将其卸下,然后检查消息是否消失。
更新发生故障的设备的选件ROM。
2.101-ROM Error蜂鸣声:一声长音,一声短音可能的原因:系统ROM 校验和。
措施:运行Insight Diagnostics,按照说明更换发生故障的组件。
3.101-Option ROM Checksum Error...蜂鸣声:一声长音,一声短音可能的原因:系统中的扩展卡无法正常工作。
措施:如果最近添加了新硬件,请将其卸下,然后检查问题是否仍然存在。
在卸下新硬件后,如果该消息消失,则说明扩展卡可能存在问题。
请查阅扩展卡文档,然后尝试重新安装该板卡。
4.102-System Board Failure蜂鸣声:无可能的原因:8237 DMA 控制器、8254 计时器和类似设备。
措施:更换主板。
运行服务器设置实用程序。
5.104-ASR Timer Failure蜂鸣声:无可能的原因:主板故障。
措施:运行Insight Diagnostics,按照说明更换发生故障的组件。
6.162-System Options Not Set蜂鸣声:两声长音可能的原因:配置不正确。
系统配置在上次引导后发生了变化(例如,添加了硬盘驱动器),或者发生了实时时钟断电情况。
如果板载电池无法正常工作,则会发生实时时钟断电情况。
措施:按F1 键以记录新配置。
运行服务器设置实用程序以更改配置。
Section 741.100G: Cosmetic Inspection Specification for Front Panel FinishDwg. No. A-5951-1515-1Rev. BDate this issue: 1987-04-30Changes since previous issue noted by:Last Modified: Jun 4, 2001HP Internal InformationFor internal HP use this document is known as HP Company Standard, Section741.100G. For external use it is known as drawing A-5951-1515-1.G1. ApplicabilityThis Cosmetic Inspection Specification applies to all requirements for cosmetic inspection on HP drawings for finished front panels.It applies to all front panels whether their finish is smooth or textured. Front panel surface(s) that are to be controlled by this specification are limited to surfaces which are viewed by the product user.Areas exempted from this specification must be identified on part drawing.G2. Inspection RequirementsG2.1 GeneralCosmetic inspection of HP parts shall use the "Time and Distance"(T & D) inspection procedure described below, and shall rely on the judgment of trained inspectors and suppliers. The Cosmetic Reference Standard defined in this Specification is to be used for training inspection personnel and may be used to assist in making an"accept/reject" decision.Drawing number: A-5951-1515-1Page 1 of 4G2.2 Process ControlManufacturing steps which might affect finished part appearance shall be prepared to enable compliance with this cosmetic specification.G2.3Order of InspectionCosmetic inspection finished parts shall be the last inspection performed by the supplier and the first inspection by the customer.G2.4 Viewing ConditionsParts and products shall be inspected under the following conditions:· a. Uniform, nondirectional illumination between 80 and 150 footcandles.· b. Parts shall not be manipulated to reflect a single light source in order to accentuate surface flaws.View without directly reflecting a light source..· c. Magnification is not to be used when inspecting for cosmetic defects.G2.5 Time and Distance InspectionParts shall be inspected in accordance with instructions and codes on the part drawing, (see Table G1 for T & D requirements) WITHOUT using the Reference Standard (flaw table), Table G2.Table G1. Cosmetic Inspection Viewing Time Distance Per Designated Area or SurfaceG2.6 Accept/Reject DecisionWhen flaws are observed within the specified time and distance and the accept/reject decision is difficult to make, refer to Table G2. Parts are often cosmetically acceptable even though flaws are noticeable.G2.7 Repetitive InspectionDrawing number: A-5951-1515-1Page 2 of 4A flaw that occurs repeatedly in the same surface location becomes more easily noticed. If this same cosmetic flaw was judged acceptable at the beginning of the run or lot inspection, it shall also be acceptable at the end.G3. Reference StandardTable G2 lists flaws typically found on finished front panels. This table constitutes the reference standard of cosmetic acceptability. The total number of allowable mixed flaws shall not exceed the limit specified for the flaw with the largest allowable quantity limit, e.g.for Category I-A, 1 defect maximum, and for all II-A, 2 defects maximum.G4.Other Applicable Specifications.See Visual Color and Surface Finish standards in 6009-XXXX series.Discoloration Any change from original color or unintended,inconsistant color.Lint Any unintended foreign substance in the coatingor on the surface.Marks Pits, sanding or other visible (undefined)flaws.Drawing number: A-5951-1515-1Page 3 of 4Nonadhesion Lack of proper sticking of the coating to thesurface (blister/chip).Nonuniform Coverage Areas that have an insufficient or excessivecoating.Nonuniform Gloss An area of excessive or deficient lightreflection.Scratches Shallow grooves.Specks Small particles.*Zone Areas: Areas where cosmetic appearance is critical are designed by phantom lines on the part drawing.Drawing number: A-5951-1515-1Page 4 of 4。
Linmark Hardgoods Quality Assurance Procedure In line Inspection (Dupro Check) Procedure HP03-B March-24-2005 Page 1 of 2 1 Scope This procedure specifies the requirements for performing in line inspection when the merchandise is in production. This apply to all kinds of merchandise require inspection during production stage. It is to ensure the product producing will pass the final inspection and identify any discrepancy or defective in advance. Checking includes major components, sub-assembly, final products, final packaging and packing in all stages of production and inspections. More than that, production progress checking is important to fix final inspection so that shipment date can be met.
2 Preparation for Inspection Inspector should have the following documents/Information for review before the in line inspection. - Inspection Booking Form - Customer Purchase Order - Linmark Order Confirmation - Approval Sample (with full packaging) - Product and Packaging Photo (when approval samples have not yet been ready) - Product Specification (if any) - Inspection protocol - Satisfactory lab test report (including previous failed inspection reports) (if any)
3 Identify merchandise and appropriate time for the in line inspection Identify the merchandise for in line inspection by below key factors. - Shipment value - Risk factor (typical high risk items are toys, main operating electrical products, candles etc) - High profile program - Quality history - Request from customer - Others
Identify the appropriate time for the in line inspection. The ideal time will be 10% to 20% of finish goods completed. Depending on the order volume and length of the production lead time, 2nd in line inspection may be required in some circumstance. Unsatisfactory in line inspection definitely need re-inspection with reference to Linmark Hardgoods Quality Assurance Procedure HP07 Inspection Reports Alert Procedure.
4 Sampling Plan Refer to Sampling & Inspection by Attribute Method ANSI/ASQC Z1.4-1993 for sample plan. Unless otherwise specified, general sampling plan standard is Inspection level II Critical Defect: AQL 0 (i.e. zero defect) Major Defect: AQL 2.5 Minor Defect: AQL 4.0
5 Definition of Defects - Critical defect is the defect that would probably cause injure/unsafe to customer during use or abuse. Typical examples are sharp point/edge on toys, current leakage on electrical items. - Major defect is the defect that would affect the function or perceived value of the merchandise. Having the major defects, customers are most likely not willing to buy the merchandise. - Minor defect is the imperfection on the merchandise that would not affect the function or perceived value of the merchandise.
6 Carton Packing and Labeling Whenever it is available, check the carton packing and labeling. Refer to Customer Purchase Order/Linmark Order Confirmation for carton packing and labeling requirements.
7 Product Packing and Labeling Whenever it is available, check the product packing and labeling. Refer to Customer Purchase Order/Linmark Order Confirmation for product packing and labeling requirements. Linmark Hardgoods Quality Assurance Procedure In line Inspection (Dupro Check) Procedure HP03-B March-24-2005 Page 2 of 2 8 Carton Drop Test Perform carton drop for export carton or mailing order box to verify that the export carton offer proper protection to the merchandises. Fragile products are exempt from carton drop test. Refer to Linmark Work Instruction WI02-Carton Drop Test for detail requirement.
9 Product Drop Test Product drop test is required for toys product and products otherwise specified. Refer to their product drop test requirement in their own product category inspection protocol.
10 Visual Inspection Visually inspect the merchandise at distance of 18” under normal lighting. Identify defectives, label and separate defectives from the bulk for review before concluding the inspection results.
11 Functional and Reliability Test Perform functional and reliability testing according to the relevant product category inspection protocol.
12 Review of finding After finished inspection, review the defectives and findings. Check against inspection documents/information for completeness and correctness of inspection details. This process must be performed together with vendor/factory’s representative and seek for immediate corrective actions for quality issues and scheduling issues. Refer to Linmark Hardgoods Quality Assurance Procedure HP07 Inspection Reports Alert Procedure.