十字轴课程设计说明书
- 格式:doc
- 大小:424.00 KB
- 文档页数:16
机械制造技术基础课程设计说明书设计题目:十字轴的机械加工工艺规程及夹具设计机械制造技术基础课程设计任务书题目:十字轴的机械加工工艺规程及夹具设计内容:1、零件图 1张2、毛坯图 1张3、机械加工过程卡 1张机械加工工序卡 9张4、夹具结构设计装配图 1张5、夹具结构设计零件图 1张6、课程设计说明书 1份前言 (4)一、零件的分析 (4)(一)、零件作用 (4)(二)、零件的工艺分析 (4)二、工艺规程设计 (5)(一)、确定毛坯的制造形式 (5)(二)、基面的选择 (5)1.粗基准的选择 (5)2.精基准的选择 (5)(三)、制定工艺路线 (5)(四)机械加工余量,工艺尺寸及毛坯尺寸的确定 (6)(五)、确定切削用量及基本工时 (7)三、夹具设计 (12)3.1问题的提出 (12)3.2夹具设计 (12)3.3绘制夹具装配图 (13)3.4绘制夹具体零件图 (14)3.5、操作的简要说明 (15)四、总结 (15)五、参考文献 (16)前言机械制造工艺学课程设计,是在学完《机械制造技术基础》原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用《机械制造技术基础》的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。
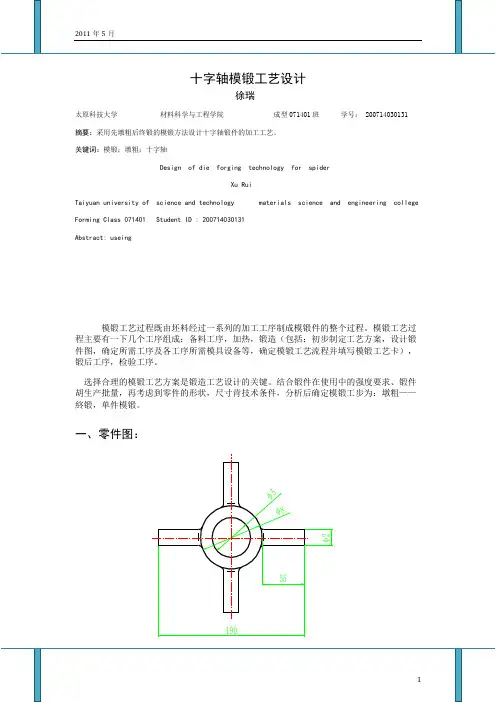
一、零件的分析(一)、零件作用十字轴是万向节典型结构的关键零件,起传递动力的作用,承受较大载荷,故毛坯采用强度和韧性都较好的20GrMnTi。
(二)、零件的工艺分析以毛坯四个轴颈为粗基准的加工表面以四个轴颈为基准的加工轴向中心孔和铣轴端面的安排,这是因为四个轴颈是重要加工表面,这样做可保证它们的加工余量均匀,并防止加工余量不够而导致废品产生,同时这也符合便于装卡的原则。
为了避免多次装卡,引起误差以及造成工时的损耗,故采用一次装卡同时加工Ø8和Ø6,为了减小钻孔走刀长度,先加工Ø8的孔钻中心孔注意尽量保证处于同一轴线的中心孔有较好的同轴度,这样便于四轴颈加工,而且夹紧力不宜过大,防止产生变形。
以轴向中心孔为精基准的加工表面这一组加工表面包括:轴颈,径向中心孔(钻孔,攻丝,),轴颈是最重要的加工表面,由于十字轴的刚性较差,毛坯的圆柱度误差很容易反映到工件上来,造成工件的圆柱度误差,四轴的圆柱度误差允许值为0.007,要求较高,故轴颈安排了粗车,半精车,磨削,这样毛坯误差复映到工件的误差就明显减小,从而保证了零件的加工精度。
此外,为了减小磨削力引起的变形,选用切削性能较好的白刚玉粒度号为46的较软砂轮。
以轴颈为精加工基准的加工表面磨四周端面,四个轴端面的对称度要求比较高故最终安排一道轴颈为精基准的磨削加工。
二、工艺规程设计(一)、确定毛坯的制造形式零件材料为20GrMnTi,考虑到零件在工作过程中承受经常性的交变载荷,因此选用锻件,从而使金属纤维尽量不被切断,保证零件可靠工作。
此外考虑到生产性质为大批大量,所以采用效率和精度等级都比较高的模锻成型加工工艺。
(二)、基面的选择基面选择在工艺规程设计中占有很重要的位置,关系到能否保证加工质量和生产效率。
基面选择合理可以使加工质量得到保证,生产效率得以提高; 否则,最直接的后果是无法保证加工质量,造成零件大批报废,浪费原材料和劳动力以及能源,降低生产效率。
1.粗基准的选择考虑到端面对两对轴线的位置度要求,而且四个轴颈外圆是重要加工表面,这样做可保证重要加工表面的加工余量均匀,并防止加工余量不够而导致废品产生,同时选择外圆面作为粗基准定位比较稳定,符合便于装卡的原则,所以选择毛坯外圆为粗基准铣轴端面比较合理。
2.精基准的选择以中心孔作为加工外圆的精基准,以外圆作为加工四轴端面的精基准。
(三)、制定工艺路线1、工序路线方案一工序2半精车四轴端面工序3 钻四轴径向中心孔,攻螺纹,锪锥面工序4钻端面中心孔,锪锥面工序5粗车四轴外圆工序6 半精车四轴外圆工序7精车四轴外圆工序8 渗碳淬火处理工序9 磨四轴外圆工序10 最终检查工序1 粗车四轴端面2、工序路线方案二工序1 铣四轴端面工序2钻四轴通孔,工序3粗车四轴外圆工序4半精车四轴外圆工序5 钻端面中心孔,攻螺纹,工序6 去毛刺工序7 渗碳淬火工序8 粗磨四轴端面工序9粗磨四轴外圆工序10半精磨四轴外圆工序11最终检查工序12清洗3、最终方案方案一车削两次浪费工时,增加了工人的劳动量,不利于提高效率,缩减成本;此外端面的中心孔以及螺纹孔为非工作表面,因此安排在粗加工之后,热处理之前加工进行,这样可以提高重要加工表面的加工精度,减小不重要表面对它们的影响;方案一还有一个不足就是,四轴外圆也属于重要加工表面,热处理以后,它的尺寸和形状都要发生改变从而影响精度,方案二中去掉了方案一中的精加工四轴外圆,而是在热处理之后加了一道磨削外圆的工序,这样就可以很好地保证四轴外圆的加工精度,减小废品率,提高生产效率,根据上述原因,选择方案二作为最终十字轴加工工艺路线。
方案二通过对外圆以四轴中心孔为基准的粗车和半精车,以及磨削使外圆达到(四)机械加工余量,工艺尺寸及毛坯尺寸的确定1、四轴外圆加工余量直径考虑其加工长度为30mm,零件直径为Φ25mm,与其联系的非加工表面的尺寸为Φ28mm,由于是大批生产并且采用模锻件作为毛坯,为了降低毛坯加工难度,简化工艺路线,现直接取外圆的毛皮尺寸为Φ28mm,外圆的表面粗糙度及圆柱度要求很高,2 Z=3mm的加工余量可以满足要求,但为了增加零件加工的可靠性,现取模锻件四轴外圆部分为精密级,锻件质量约为1.5KG,复杂系数s=0.57f NM M =, 属于S2级,一般复杂等级,材质系数为M1,查表(《机械制造工艺简明手册》)得尺寸公差和偏差为0.70.31+-mm ,因此毛坯的尺寸为0.70.328+-mm ,实际加工余量为2Z=0.70.33+-。
2、四轴端面四周端面的相对面间的零件尺寸为0.0200.074108--mm ,粗糙度为1.25,相对于中心轴的对称度为0.05,因此选加工余量Z=3mm 可以满足加工要求,零件复杂度为S2,材质系数为M1,因此毛坯尺寸的公差和上下偏差为 1.40.62+- mm ,因此加工余量为 1.40.63+-,毛坯尺寸为 1.40.6114+-。
3.两侧面加工余量为0mm ,毛坯尺寸为 1.10.528+-mm 。
钻孔余量 攻螺纹余量 锪锥面余量 四轴中心孔非重要表面,既无尺寸偏差,又无位置度要求,加工余量Φ8mm 孔为4 mm, Φ6mm 孔为3mm(五)、确定切削用量及基本工时工序1铣四轴端面1、工件材料:20CrMnTi ,σ=1018Mpa ,模锻。
加工要求:铣四轴端面两向对面尺寸由 1.60.4114+-mm 至两端面尺寸为(公差平均分配(2+0.054)/2*2=1.027/2) 1.027108.6+ mm,各端面距中心平面距离为0.505454.3+ mm 按入体原则标注机床:卧式铣床5020X AS刀具:YT15圆柱铣刀,齿数Z=6,依据手册,由切削深度,以及加工类型(不经粗铣的半精铣),选用粗齿。
2、计算切削用量根据刀具材料以及加工类型,依据《机械工艺简明手册》查表z f =0.12mm ,144/min c V r =。
采用硬质合金圆柱铣刀,w d =50mm ,Z=6,则1000917.2min cs v rn dπ==,由机床说明书s n 取920min r , 于是144minc rv =。
刀具每分钟进给量为z w f f Zn ==662.4mm/min. 3、计算基本时间本工序为相同的四个工步11244486.40.12920w l t s fn ==⨯=⨯ 工序2钻四轴轴向中心孔为了尽量保证Φ6mm 和Φ8mm 同轴,采用一次装卡,连续加工的方法,这也有利于节约工时,提高生产效率,减小工人劳动强度。
先加工Φ8mm 的孔,后加工Φ6mm 的孔,这样可以减小加工Φ6mm 孔的走刀距离和加工时受的阻力,从而减小加工误差。
由于这些孔的加工精度较低,因此只进行粗加工就可以满足要求,以下就对切削用量作具体的阐述。
1、加工条件及加工要求工件材料:20CrMnTi ,σ=1018Mpa ,模锻。
加工要求: 机床:卧式钻床刀具:中心钻Φ8mm, 179,37l l ==; Φ6mm ,168,28l l ==。
2、计算切削用量根据刀具材料以及加工类型,依据σ=1018Mpa<0.748Gpa,8,6d mm d mm ==,由《机械工艺简明手册》查表得加工Φ8mm 孔的进给量以及切削速度分别为0.18f =,20.6/min c V r =,计算得820/min n r =,查表的机床恰有此转速。
加工Φ6mm 孔的进给量以及切削速度分别为0.15,20.2/min c f V r ==,转速计算结果与Φ8mm 为了简化加工过程采用与加工Φ8mm 孔一样的转速。
3、计算基本时间加工各轴两孔的走刀长度、进给量、转速分别为1212121211225,29,0.18,0.15,820min4()97.2w w w w r l mm l mm f mm f mm n n l l t sn f n f=======⨯+=工序3粗车四轴外圆 1、加工条件及加工要求加工要求:粗车四轴外圆由Φ0.70.328mm +-(由工艺手册查的毛坯尺寸公差及上下偏差为0.70.31mm +-公差平均分配(1+0.02)/3=0.34)Φ00.3426.8mm -,机床:卧式车床C6201-1刀具:YT5外圆车刀,由于σ=1018Mpa ,加工材料为结构钢,选用前角25°,系统刚性足够,切削深度不大应选用较小主偏角,依据手册主偏角范围10°~15°,由于取较小主偏角可以提高刀具寿命,因此选择10°,根据前角大小,以及加工类型(粗车),查的相应的α=8°,刀杆尺寸为21625cm ⨯。
2、计算切削用量根据加工尺寸确定背吃刀量为0.6p a mm =工件直径靠近20mm ,刀具材料为硬质合金,背吃刀量0.6mm ,有工艺手册查表得0.3mm f r=,通过查表法确定切削速速,根据纵车外圆的切削速度表,并根据以上得出的切削标准,选出对应的切削速度为152minm,10001861.8min cs v rn dπ==,由机床说明书取转速为w n =1800min r 相应的转速为147min 1000w w n dm v π==3、计算基本时间本工序为四个相同工步304413.320.31800w l t s fn ==⨯=⨯ 工序4半精车四轴外圆 1、加工条件及加工要求加工要求:粗车四轴外圆由Φ00.3426.8mm -至两端面尺寸为(由工艺手册查的毛坯尺寸公差及上下偏差为0.70.31mm +-公差平均分配(1+0.02)/3=0.34)Φ0.3425.6mm -,机床:卧式车床C6201-1刀具:YT15外圆车刀,由于σ=1018Mpa ,加工材料为结构钢,查表得前角范围12°~15°,由于工件硬度低,前角需大一点,因此选用前角α=15°,15r k =,'5r k =,刀杆尺寸为21625cm ⨯,刀尖半径取1mm 。