曲轴动平衡的方法和应用
- 格式:pdf
- 大小:289.83 KB
- 文档页数:3

MANUFACTURING AND PROCESS | 制造与工艺 时代汽车 曲轴机加工过程中动平衡常见问题案例解析李慧玲东风雷诺汽车有限公司 湖北省武汉市 430050摘 要: 在采用曲轴初始质量定心,加工中心加工质量中心孔,曲轴加工完成后进行最终动平衡工艺的生产线,存在质量定心设备与加工中心对接,加工中心质量中心孔加工准确性,毛坯不平衡量稳定性,毛坯质量中心、几何中心、成品质量中心一致性,上述因素都会影响曲轴动平衡,造成工、料废。
在实际生产中,需要解决因动平衡造成的损失。
本文将列举我们在生产过程中的两个动平衡的典型案例,来探究动平衡问题在生产线上如何成功应用。
关键词:曲轴制造;质量中心;动平衡1 引言东风雷诺HR13曲轴线,生产1.3T发动机曲轴,加工工艺如下图1:HR13曲轴加工工艺过程。
采用了毛坯上线测量初始不平衡量,动平衡设备根据不平衡量计算两端中心孔坐标,并将两端中心孔坐标传输给钻孔加工中心,加工中心根据传输坐标进行两端孔加工。
在余量加工完毕后,对成品进行最终动平衡。
从毛坯上线到成品最终动平衡,大量工件在生产线上,如果不先解决动平衡问题,将会造成大量因动平衡产生的工、料废。
目前我们在生产线调试和试切中遇到的主要动平衡问题,我们以典型案例的形式来阐述。
2 现场因设备数据传输问题导致的动平衡问题案例为保证两工序数据传输正确,加工中心钻孔准确性,可以采用线外动平衡机进行检测,但是对于几何中心和质量中心一致性高的毛坯,存在坐标数据有误的情况也无法发现。
在HR1曲轴线调试时,采用1A模号的毛坯,1A毛坯不平衡量稳定,不平衡量小,OP10A计算得到的质量中心坐标数值小(见表1:OP10A 1A毛坯测量数据),也可以理解为毛坯几何中心与质量中心一致性高。
OP10B打孔后,在线外动平衡上测量OK,加工至OP260最终动平衡也合格,坐标错误问题点未被发现。
因毛坯改模,切换为1D模号的毛坯,1D毛坯在线上加工,打孔后发现动平衡超差,OP10A动平衡测量无异常(见表2:OP10A1D毛坯测量数据),为了确认OP10B打孔正确性,在三坐标上编制特殊程序进行几何中心与质量中心位置的检测。
曲轴组的平衡
柴油机工作时,曲轴进行高速旋转运动。
在它上面任何微小的不平衡重量,都会产生很大的离心力,使柴油机个各部件负荷增加,并产生强烈的有害的振动。
为了保持柴油机的惯性力矩的平衡,在曲轴上设置有平衡块。
有柴油机从外部来看,惯性力和力矩本身是平衡的,但为了减轻每个曲轴和连杆大头不平衡重量所引起的离心惯性力和惯性力矩的影响,减轻主轴承负荷,改善曲轴工作条件,有时也装置有平衡块。
从柴油机内部和外部均获得平衡的观点出发,最好在每一个曲拐下面均装平衡块,但这样做使曲轴的重量大大增加,扭转自振频率降低,给加工制造带来麻烦。
因此各种柴油机根据曲轴结构、曲拐的排列、要求平衡的情况以及柴油机转速和重量等方面因素,来确定是否强化的高速大功率柴油机必须要装。
最常见的平衡块布置方法是每个曲柄下面装一块。
曲轴组装配好以后,因零件加工和装配过程误差,会产生不平衡状态,若直接装到柴油机上使用,必然产生振动现象。
因此,曲轴组装好后,必须进行动平衡试验,并进行调整,使不平衡度低于规定要求,方可装机使用。
动平衡试验是在动平衡机上进行的。
由此可见,平衡块对发动机的整体平衡,提高性能,提高耐久性,减少振动和噪音是相当重要的。
这就要求我们在实际加工,既要严格要求曲轴动不平衡量,又要少去最好不去平衡块的重量。
显然要想达到上述要求,关键是曲轴原始动不平衡量的问题,而原始动不平衡量取决于两个因素,一是曲轴中心孔的位置精度,二是毛坯精度,第一个因素较之第二个因素更为主要。
于是,五十年代中期就出现了钻曲轴质量中心孔代替过去钻几何中心孔的新工艺,从而提高曲轴中心孔的位置精度。
钻出的质量中心孔与零件质量中心线重合度可达0.03mm。
曲轴动平衡的工艺及技术应用摘要:曲轴(Crankshaft)作为发动机系统中的重要组成部件,其平衡精度的高低对发动机运行的稳定与安全存在直接影响。
在此分析动平衡检测和修正原理及影响动平衡的因素等理论基础上,结合生产实际、论述曲轴动平衡的技术应用。
关键词:曲轴动平衡;重复性;平衡精度曲轴(Crankshaft)是发动机中最为重要的高速旋转部件,将连杆上的力转化为转矩,并将其输送给其他附件,带动发动机其他附件的运行。
通常情况下,曲轴在运行过程中易受旋转质量产生的离心力、旋转过程中周围环境变化下产生的气体惯性力以及往复惯性力的影响,发生质量与性能问题,对此,加强曲轴基本性能,提升曲轴平衡性至关重要。
基于此,本文以曲轴动平衡为研究对象,就曲轴动平衡技术与应用进行了如下分析。
1、曲轴动平衡的概述曲轴是发动机的动力源,主要是由质量轴线与几何轴线共同组成的发动机高速旋转部件。
就曲轴几何轴线而言,主要是指支撑旋转体中的两个轴颈的中心点共同构成的轴线;质量轴线是旋转体在旋转作用下产生综合质量的轴线。
通常情况下,当曲轴旋转体处于完全对称形态时,轴线中点位置为质量中心所在位置,此时质量中心与几何中心相重叠。
在此条件下,假如轴承对旋转体不产生限制作用时,旋转体将围绕着几何轴线进行均匀旋转,呈现平衡状态。
当给予曲轴旋转体中心位置一定重量时(Unbalance Weight),曲轴的质量中心将产生一定的变化,此时曲轴的几何轴线将于曲轴的质量轴线不再重叠,而是呈现出平行状态,当其径向会产生一定距离的偏移(如下图所示)。
在此条件下,假如轴承对旋转体不产生限制作用时,旋转体将围绕着质量轴线进行旋转。
当给予曲轴旋转体某端位置一定重量时,曲轴的质量中心将将产生一定的变化,其径向和轴向均存在偏移,且偏移的数值与所给予的重块质量呈现出比例关系。
因此当曲轴质量轴线与几何轴线不再同一位置时,曲轴在旋转质量产生的离心力、旋转过程中周围环境变化下产生的气体惯性力以及往复惯性力的作用下,将出现较大的振动和异响,造成轴承、轴套等异常磨损,进而影响发动机的寿命并动力输出不均,部件精度下降以及输出效率降低等缺陷。

机械动平衡知识点总结一、机械动平衡的概念机械动平衡是指在机械系统中,使得系统内部受力和受力矩为零,从而达到系统整体平衡的状态。
在机械工程中,机械动平衡是一个十分重要的概念,它关乎到整个机械系统的稳定性、安全性以及运行效率。
二、静平衡和动平衡1. 静平衡静平衡是指一个物体或者系统在静止状态下,其重心和转动惯量中心与支撑点重合,且受力和受力矩为零。
简单来说,就是在平衡状态下没有任何平衡力和平衡力矩的作用。
静平衡是一种静态平衡状态,只考虑物体或系统的平衡位置和力的作用,不考虑其运动的过程。
2. 动平衡动平衡是指一个物体或者系统在运动状态下,其重心与支撑点重合,并且受力和受力矩也为零。
与静平衡不同的是,动平衡需要考虑物体或系统在运动时产生的离心力和离心力矩的平衡。
三、机械动平衡的原理机械动平衡的原理主要是基于牛顿第二定律和力矩平衡的原理。
牛顿第二定律指出:物体的加速度与作用在其上的合外力成正比,与物体的质量成反比,并且与合外力的方向相同。
力矩平衡的原理则是指一个物体或者系统在受到外力和外力矩的作用时,其总力和总力矩为零。
四、机械动平衡的方法1. 静平衡的方法在静平衡的情况下,通常采用几何方法来确定物体或者系统的平衡位置。
简单来说,就是通过求解重心和转动惯量中心与支撑点之间的几何关系,从而确定物体或系统的平衡位置。
2. 动平衡的方法在动平衡的情况下,通常采用加重、去重和调整位置等方法来实现动平衡。
具体来说,就是通过在系统中添加适当的质量、去除多余的质量,或者调整质量的位置,从而使得系统的重心和支撑点重合,并且使得受力和受力矩为零。
五、机械动平衡的应用机械动平衡的应用十分广泛,几乎涉及到所有机械系统的设计、制造和运行过程。
例如,在汽车发动机的设计中,需要对曲轴进行动平衡以减小振动和噪音;在涡轮机械的制造中,需要对叶轮进行动平衡以提高整体性能和稳定性;在风力发电机组的运行中,需要对叶片进行动平衡以保证其安全和稳定。

基于SolidWorks Motion的曲轴动平衡仿真王孝磊;朱峰;白文超【摘要】利用SolidWorks建立压缩机三维模型,并在Motion模块下模拟曲轴动平衡仿真,结合双面平衡法使曲轴达动平衡,使其符合国际标准ISO1940中规定的刚性转子的平衡精度要求.这种方法可以在曲轴设计前期就可以对曲轴进行动平衡分析,提高曲轴设计精度、缩短曲轴开发时间、降低开发成本,本文将结合实例进行具体阐述动平衡原理、方法、用途及应用范围.【期刊名称】《压缩机技术》【年(卷),期】2018(000)005【总页数】4页(P55-57,61)【关键词】曲轴;动平衡;仿真;压缩机【作者】王孝磊;朱峰;白文超【作者单位】安瑞科(蚌埠)压缩机有限公司,安微蚌埠 233050;安瑞科(蚌埠)压缩机有限公司,安微蚌埠 233050;安瑞科(蚌埠)压缩机有限公司,安微蚌埠 233050【正文语种】中文【中图分类】TH451 基本概念刚性转子绕固定轴作旋转运动时,由于材料、结构等因素造成了不平衡旋转惯性力,公式如下所示其中m——转子的重量,kgω——转子角速度,rad/sn——转子速度,r/mine——偏心距,mm该不平衡旋转惯性力是造成轴或轴承磨损、机器或基础振动的重要原因之一。
而所有造成这种不平衡离心力(旋转惯性力)的因素都是随机性质的,无法用计算得到,因此总要通过重力试验(静平衡)和旋转试验(动平衡)来测定和校正,使它降低到允许的程度[1]。
静平衡只要求惯性力达到平衡,主要指宽径比小于0.2圆盘状转子,例如齿轮、盘形凸轮、带轮、链轮及飞轮等。
对于静不平衡的转子,不论它有多少个不平衡质量,都只需在同一平面内增加或去除一个平衡量就可获得平衡,故又称单面平衡。
动平衡不仅惯性力平衡而且惯性力矩也要平衡,主要指宽径比大于0.2,偏心质量分布在若干个不同的回转面内。
对于这种刚性转子只需在选定的2个平衡基准面内增加或去除一个适当的平衡质量就可以使转子达到平衡,即双面平衡。
18研究与探索Research and Exploration ·智能制造与趋势中国设备工程 2020.03(上)1 前言曲轴是活塞压缩机的重要组件,随着活塞式压缩机的不断发展,曲轴的转速越来越高,其动平衡质量直接影响压缩机的振动、噪音及寿命。
针对活塞式压缩机曲轴的动平衡计算,传统的方法是将曲轴简化,用数学分析法进行平衡计算。
由于是对简化后的模型进行计算,得出的数据有模型误差,再加上制造误差,出厂前必须对曲轴进行多次动平衡试验,即要对一根曲轴进行减重-平衡-再减重-再试验的反复过程,从而造成了很大的工时浪费。
随着曲轴外形复杂程度的增加,计算工作量更大且平衡精度难以保证。
目前,计算机辅助技术已逐渐应用到曲轴的动平衡中,然而实际应用中大多需要对建模软件进行二次开发,对使用者不具备便捷性;或由仿真结果反向修改设计从而逐渐逼近完全平衡,耗时费力且平衡精度不高。
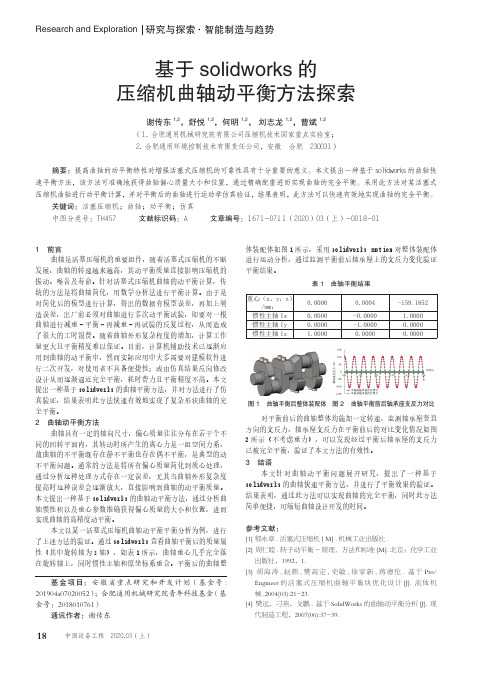
本文提出一种基于solidworks 的曲轴平衡方法,并对方法进行了仿真验证,结果表明此方法快速有效地实现了复杂形状曲轴的完全平衡。
2 曲轴动平衡方法曲轴具有一定的轴向尺寸,偏心质量往往分布在若干个不同的回转平面内,其转动时所产生的离心力是一组空间力系,故曲轴的不平衡既存在静不平衡也存在偶不平衡,是典型的动不平衡问题。
通常的方法是将所有偏心质量简化到质心处理,通过分析这种处理方式存在一定误差,尤其当曲轴外形复杂度提高时这种误差会逐渐放大,直接影响到曲轴的动平衡质量。
本文提出一种基于solidworks 的曲轴动平衡方法,通过分析曲轴惯性积以及重心参数准确获得偏心质量的大小和位置,进而实现曲轴的高精度动平衡。
本文以某一活塞式压缩机曲轴动平衡平衡分析为例,进行了上述方法的验证。
通过solidworks 查看曲轴平衡后的质量属性(其中旋转轴为z 轴),如表1所示,曲轴重心几乎完全落在旋转轴上,同时惯性主轴和原坐标系重合。
平衡后的曲轴整体装配体如图1所示,采用solidworks motion 对整体装配体进行运动分析,通过监测平衡前后轴承座上的支反力变化验证平衡结果。
1、是否加平衡轴,而不是平衡块!不平衡量如何规定较为理想经济!起原则是什么,有如何界定?2、2、,不平衡量意义是什么?半径具体是如何推算的?3、答:不平衡量实际应指不平衡力矩,也就是转子的质量(g)*转子实际质量中心与理论中心的偏心距(cm),动平衡的值实际就是控制质量中心的许用偏心距。
4、确定许用偏心距就是根据曲轴的转速以及要求的动平衡精度来对照表格选取,相同精度下转速越高许用偏心距越小,所以曲轴的动平衡数值(g.cm)应该与曲轴重量及转速相关,而国内有些发动机厂对不同的曲轴设定一个固定的较小的动平衡值,而不管曲轴大小及转速,这从技术上的说不通的。
2 j6 J0 n* i. g3 I, f( G3 d5、如果不平衡值以g为单位,那么实际的不平衡值应该是g*去重部位的回转半径,对于曲轴就是平衡块的半径。
曲轴定心与动平衡1 不平衡量的确定曲轴是发动机中高速回转部件,而曲轴由于不平衡产生的振动与其转速的平方成正比。
振动会导致轴承承受的负载增加、消耗的功率增加并降低轴承的寿命;振动增加工作时的噪声,使零件从总成上松动并产生疲劳失效等。
对高速旋转的零件进行动平衡的目的是消除或减小振动。
因此,曲轴平衡精度的高低对发动机的振动、运行平稳性及寿命都有很大的影响。
在加工轴颈前,曲轴需要进行端面和中心孔的加工。
因为中心孔是后续加工工序的主要工艺基准,它的精度对后续工序特别是对动平衡工序和各加工表面余量分布产生很大影响。
几何轴线是由支撑旋转体的两个轴颈的几何中心点所决定的轴线。
如图la所示,当旋转体完全对称时,质心将位于其轴线的中点,与几何中心重合,如果旋转体不受轴承限制,将围绕其几何轴线旋转;如图1b所示,在旋转体的中心部位上放置重块w,质心将发生改变,质量轴线将与几何轴线平行,但径向偏移一个距离,如果旋转体不受轴承约束,将绕质量轴线旋转;如图lc所示,如果重块w置于旋转体的一端,质心在径向和轴向均会发生偏移,偏移量与重块W的质量成比例关系。
发动机生产中的曲轴自动平衡与校正上海大众汽车有限公司 朱正德 摘要 介绍了发动机生产中的曲轴自动平衡与校正的方法及曲轴动平衡机。
主题词:动平衡 曲轴 校正 自动平衡1 曲轴自动平衡与校正概述自动平衡、校正技术主要用于大批量机械产品中作高速运动的重要零件的制造过程,如电机、压缩机、变速箱和内燃机中的多种零部件,特别在现代汽车发动机生产中得到了日益广泛的应用。
曲轴动平衡就是为了消除或尽量减少工件的质量偏心,以提高发图1图2动机质量而采取的重要措施。
动平衡的实质是以测量不平衡量的大小和方位为依据,在若干个预先选择的校正平面上,用去重或加重的方法改变旋转体的质量分布,使其质量轴线与回转轴线相重合,借以达到动平衡的目的。
受到曲轴形状和允许去重位置的限制,四缸发动机曲轴(见图1)只允许在其两端和中间主轴颈两侧配有的扇状平衡块上去重。
为了去重(钻孔)方便,一般采用90°固定坐标系统进行测量。
进入80年代以来,随着微机技术在各种自动控制系统中日益广泛的应用,不但大大提高了工艺装备(包括检测设备)的功能,而且为操作人员提供了更多的方便。
在曲轴动平衡机中,平衡块上的实际去重位置和钻孔的数量可以通过键盘预先设置(见图2),在对四缸发动机曲轴进行三面校正时,对称的去重位置之间的夹角Α不一定为90°,每一平衡块上的钻孔数可以选择两个,也可以选择四个,后者相互之间的夹角Β也能自选。
2 曲轴自动平衡、校正过程的实现曲轴动平衡的第一步是确定不平衡量的大小和相位,被测工件(见图1)利用测量平面L 、R (即图中的 、 面)两侧的主轴颈架在一对带有传感器的弹性支承上,并由动平衡机测量工位上的驱动轴带动曲轴以角速度Ξ作回转运动。
因工件存在质量偏重而产生的离心惯性力随着工件的回转作周期性变化,于是在两个支持工件的弹性支承上就受到激振力的作用而产生强迫振动。
此激振力的幅值为:图3F H =m e Ξ2式中 F H ——激振力幅值m ——曲轴上不平衡量的质量e ——不平衡量的回转半径Ξ——角速度根据力学原理,只要符合一定条件(指工件回转角频率大于弹性系统固有频率若干倍),在角速度Ξ一定时,弹性系统强迫振动的振幅与激振力的幅值成正比。