Stilbene420激光染料的光谱特性分析
- 格式:pdf
- 大小:172.62 KB
- 文档页数:3
激光光谱分析技术在化学分析中的应用首先,激光光谱分析技术在化学分析中常常被用于物质的定性分析。
通过测量物质吸收或发射光谱,可以确定物质的成分和结构。
激光光谱分析技术可以通过激光的调谐来测量不同波长的光谱,因而能够检测到物质的不同光谱特征,从而实现物质的定性分析。
例如,通过测量物质的拉曼光谱可以确定物质的化学成分和结构。
其次,激光光谱分析技术在化学分析中也常被用于物质的定量分析。
通过测量物质的吸收光谱或荧光光谱,可以根据其与物质浓度之间的关系来确定物质的浓度。
激光光谱分析技术具有高灵敏度和高分辨率的特点,能够在极小的浓度范围内准确测量物质的浓度。
例如,激光诱导击穿光谱技术可以在极低的浓度下测定种子中的重金属元素。
此外,激光光谱分析技术还可以用于物质的表征与鉴定。
通过测量物质的光谱特征,可以得到物质的结构信息以及物质的其他性质。
例如,激光诱导击穿光谱技术可以用于分析材料的元素组成以及材料的晶体结构。
激光拉曼光谱技术可以用于表征材料的分子结构以及分子间的相互作用。
这些信息可以被用于物质的鉴定和性质的研究。
最后,激光光谱分析技术也可以用于化学反应的动力学研究。
通过测量反应物或产物在不同时间点的光谱,可以了解反应的速率和反应物与产物之间的转化关系。
激光光谱分析技术的快速测量和高灵敏度可以揭示反应过程中的细微变化,从而提供反应机理的重要线索。
综上所述,激光光谱分析技术在化学分析中具有重要的应用。
它在物质的定性分析、定量分析、表征与鉴定以及反应动力学研究等方面发挥了重要的作用。
随着激光技术的不断发展和改进,激光光谱分析技术将有更广阔的应用前景。
激光光谱分析技术在材料检测中的应用研究激光光谱分析技术作为一种常见的现代分析技术,在材料检测中有着广泛的应用。
它利用激光的高能量和高频率来进行材料分析,能够准确判断材料的成分和性质,大大提高了材料检测的精度和效率。
本文将从激光光谱分析技术的原理和特点、应用领域以及未来发展趋势等方面进行探讨。
一、激光光谱分析技术的原理和特点激光光谱分析技术是一种基于激光的光谱分析技术,其原理是利用激光束对样品进行激发,通过样品发射的光谱信号来分析样品成分和性质的一种光谱技术。
激光光谱分析技术具有以下几个特点:1、高分辨率。
激光光谱分析技术可以实现非常高的分辨率,能够准确地识别不同成分的光谱线。
2、高灵敏度。
激光光谱分析技术对样品的检测灵敏度非常高,可以检测到很小的成分变化。
3、不破坏样品。
激光光谱分析技术采用非接触方式进行检测,不会对样品造成任何损伤和改变。
4、适用范围广。
激光光谱分析技术适用于多种材料的分析,可以广泛应用于冶金、材料科学、化学等领域。
二、激光光谱分析技术在材料检测中的应用材料检测是材料科学的一个重要分支,与我们的生产和生活密切相关。
激光光谱分析技术作为一种常见的现代分析技术,广泛应用于材料检测领域。
具体应用如下:1、金属材料分析。
激光光谱分析技术可以对金属材料进行成分检测、质量控制等,有助于提高材料制造的质量和效率。
例如,可以对不同金属材料进行光谱分析,确定材料时效的时间、检测材料中不同成分的含量等。
2、非金属材料分析。
激光光谱分析技术可以对非金属材料如塑料、橡胶等进行成分检测、结构分析等。
例如,通过对橡胶样品的光谱分析,可以确定橡胶中各种硫化剂的含量和种类,从而优化橡胶生产的配方。
3、表面膜分析。
激光光谱分析技术可以对材料表面进行分析,探测表面膜的成分、厚度等,并对材料制造过程进行优化和控制。
例如,对硅材料表面进行光谱分析,可以确定硅表面由氧化硅层和氢原子构成的金属带,来评估硅材料的质量和稳定性。
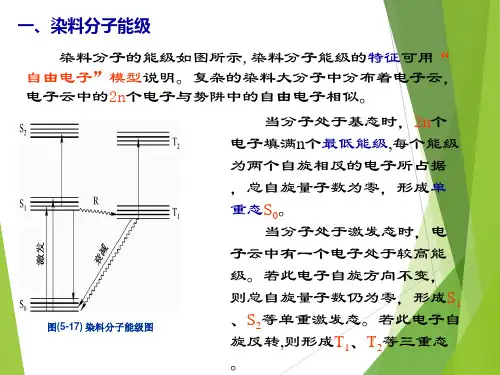
第38卷第6期2023年12月安 徽 工 程 大 学 学 报J o u r n a l o fA n h u i P o l y t e c h n i cU n i v e r s i t y V o l .38N o .6D e c .2023文章编号:1672-2477(2023)06-0018-07收稿日期:2022-12-16基金项目:国家自然科学基金资助项目(52101030);安徽工程大学-繁昌区产业协同创新专项基金资助项目(2021f c c y x t a 1)作者简介:张晨阳(1996-),男,安徽合肥人,硕士研究生㊂通信作者:刘明朗(1977-),女,辽宁昌图人,高级实验师,硕士㊂420不锈钢激光选区增材件的激光焊接组织和拉伸性能张晨阳1,2,刘明朗1*,黄仲佳1,周晓宏3,赵 禹1,鲍正浩1,2,陶 靖1,王 刚1(1.安徽工程大学高性能有色金属材料安徽省重点实验室,安徽芜湖 241000;2.安徽省春谷3D 打印智能装备产业技术研究院有限公司研发部,安徽芜湖 241000;3.安徽工程大学经济与管理学院,安徽芜湖 241000)摘要:随着增材制造的不断发展,420不锈钢增材制造件的焊接研究变得越发重要㊂因此,研究了420不锈钢激光选区熔化增材制造件的激光焊接接头的微观组织和焊接件的抗拉性能㊂结果表明,420不锈钢增材件具有良好的激光焊接成形性能,焊缝区组织细小,焊接热影响区组织粗化不明显,增材件受到激光焊接的热影响较小;增材件焊接件的断裂表现为脆性断裂,抗拉强度高达600M P a 以上,高于420不锈钢轧制试样焊接件的抗拉强度;增材件激光焊缝区的硬度低于母材的硬度㊂关 键 词:选区激光熔化;420不锈钢;激光焊接;焊缝组织;抗拉强度中图分类号:T G 456.7 文献标志码:A 增材制造技术是以计算机三维模型数据为基础,通过材料逐层堆积的方式制备结构复杂的高精密金属构件,对于开发高性能和结构复杂的材料具有广阔的前景和重要意义[1]㊂与铸造㊁锻造等传统制备技术相比较,增材制造具有更少的加工工序㊁高的材料利用率等独特的技术优势,其中选区激光熔化(S L M )技术是增材制造技术中比较成熟的一种,被广泛应用于医疗㊁航空航天等高附加值零件制造领域[2-4]㊂选区激光熔化制备可以获得比铸造和锻造更优越的结构和机械性能[5-7]㊂420不锈钢是一种马氏体不锈钢,具有高强度㊁抗高温氧化及优秀的抗腐蚀性能,被广泛应用于航空㊁海洋㊁汽车㊁核电及国防领域[8]㊂在420不锈钢的应用领域中,有很多复杂结构的工件,如汽车发动机排气歧管,其传统成形工序多,有些复杂结构传统工艺成形难度大,而增材制造在复杂件制备中具有很大的优势,采用增材制备420不锈钢复杂件将是一种可靠的方法㊂不锈钢增材制造已经获得广泛的研究,研究者们已经研究了420不锈钢的打印工艺和性能㊂打印状态的420不锈钢的抗拉强度高,经过热处理的420不锈钢的打印件力学性能优于相同热处理条件的锻造材料[9]㊂A I S I 420马氏体不锈钢在选区激光熔化过程中打印件上层的硬度为750H V ,组织中包含21±1.2v o l .%的奥氏体相;最终的大块打印件微观结构由热分解马氏体组成,硬度值在500~550HV 之间,奥氏体含量异常高,达到57±8v o l .%[10]㊂丝状电弧增材制备的420不锈钢零件与A I S I 420锻造相比,增材制备件具有无缺陷冶金结合的微观结构以及更好的机械性能[11]㊂对于选区激光熔化法制备的T i N /A I S I 420不锈钢金属基复合材料样品,T i N 的加入对密度和硬度有很大的影响,当T i N 含量增加,打印件的密度和硬度都快速增加,这主要归因于其对粉末的激光吸收率和液态金属的润湿性的影响[12]㊂420不锈钢打印件的推广应用不可避免地涉及到打印件的焊接需求,然而,增材制备的420不锈钢零件的焊接性能尚不明确㊂因此,首先采用选区激光熔化工艺制备420不锈钢的增材件,然后采用激光不填丝焊制备420增材件的焊件试样,最后再用420轧制件激光焊件进行对比,研究420不锈钢增材件的焊缝组织及抗拉性能㊂1 实验材料和方法1.1 选区激光熔化成形实验采用气雾化法制备的420不锈钢粉末颗粒,粉末颗粒具有较好球形度,颗粒表面也较为光滑;粉末从玖春新材科技有限公司订制,其粒径值在15~54μm 范围内,化学成分如表1所示,具体数值由该公司出具的粉末质量证明书所提供㊂表1 420不锈钢粉末化学成分(质量分数,%)元素C r M n N i S i C O S P F e含量/%13.500.890.580.390.2210.0390.0030.008B a l .在打印制备样品之前,使用烘箱进行不锈钢粉末烘干,烘干温度为100℃,时间为2h ㊂再使用S L M 125金属3D 打印机制备尺寸为60m m×55m m ´2m m 的不锈钢金属薄片,打印工艺参数如表2所示㊂表2 420不锈钢的S L M 成形工艺参数激光功率/k W 扫描速度/(mm ㊃s -1)扫描层厚/μm 扫描间距/mm 扫描转角/°0.311025300.1133为了便于表征,建立如图1所示的坐标系,其中X O Z ㊁Y O Z 面平行于打印方向,X O Y 面垂直于打印方向,焊接前将打印件和轧制件边缘打磨平整,保证拼焊的间隙足够小㊂图1 S L M 样品成形示意图1.2 激光焊接成形焊接工艺采用不填丝激光焊接,焊接设备为L S 10001500-F 22科雷激光焊接机,焊接机的激光器为飞博(F E I B O )激光的Y D F L -1500-C W -MM 型光纤激光器,其中心波长为1080n m ,连续最大输出功率为1.5k W ,冷却方式为水冷㊂激光焊接机工艺设置的准直与焦距的大小分别为50mm ㊁100mm ,振镜摆动椭圆大小为短轴1mm ㊁长轴2mm ㊂焊接前将板材表面打磨平滑,且用酒精洗净;将焊机的激光头固定在安川六轴机器臂上,焊枪倾斜角度固定为45°,焊接速度通过机器人的示教器设置,保护气为99.99%纯度的氩气,焊接参数如表3所示㊂图2所示为两种激光焊接示意图,图中增材件用S L M 表示,轧制件用R o l l i n g 表示,增材件和增材件对焊用S S 表示,轧制件和轧制件对焊用R R 表示㊂表3 激光焊接工艺参数激光功率P /k W 焊接速度V /(mm ㊃s -1)离焦量D /mm 气流量Q /(L ㊃m i n -1)1.110025 图2 激光焊接示意图1.3 组织及性能表征金相试样制备是经过充分研磨㊁抛光后用马氏体不锈钢腐蚀剂(5g F e C l 3+25m L 盐酸+25m L 无水乙醇)蚀刻15s ,用酒精冲洗并吹干,采用蔡康D MM -400C 金相显微镜㊁日立S -4800扫描电子显微镜观察金相组织㊂焊接接头显微硬度分布测试采用MH V S -1000Z 触摸屏数显显微硬度计,硬度测试载荷为1k g ,加载时间为10s ㊂焊接接头拉伸试验根据G B /T228.1-2010‘金属材料拉伸试验第1部分:室温试验方法“标准设计和进行㊂2 结果与分析2.1 焊接组织与性能图3为焊缝正面㊁背面表面宏观形貌图,图3a ㊁3b 分别为S S 焊缝正面㊁背面宏观形貌图,由图可知,焊㊃91㊃第6期张晨阳,等:420不锈钢激光选区增材件的激光焊接组织和拉伸性能图3 焊缝宏观形貌缝正面和背面均光滑均匀,焊缝两侧无焊渣,表明420不锈钢的S L M 成形件具有良好的焊接成形性能㊂图3c ㊁3d 分别为R R 型焊缝正面㊁背面宏观形貌图,由图可知,焊缝正面和背面均光滑均匀,焊缝两侧无焊渣㊂图4是两种焊缝横截面微观形貌图,由图可见,两种焊缝的接头熔透良好,焊缝均呈现出中间窄㊁上下宽的形貌,符合激光熔焊接的典型形貌特征㊂由于无填充材料,熔融液态金属在重力作用下向下流动,导致焊缝表面出现了凹陷和未填满欠缺的情况㊂焊缝区中存在少量气孔,这是由于焊接过程中的冷却速度较快导致熔池中的金属蒸汽和外部气体来不及逸出[13]㊂图4a 是S S 型焊缝光学显微组织图,由图可知,增材制造件的接头组织细小,这是由于S L M 成形件的导热性较好,在焊接过程中散热较快,使得G /R 的比值低(G 为温度梯度,R 为凝固生长率)[14];图4b 是R R 焊缝光学显微组织图,由图可知,从焊缝边缘向焊缝中心方向出现晶粒不断变大的趋势,焊缝中心处晶粒尺寸最大,热影响区晶粒粗化明显,这是因为越靠近焊缝中心区,金属熔化凝固再结晶的温度就越高,同时轧制件的导热性较差,热量会在熔化区停留一段时间,导致冷却速度较慢,晶粒不断生长,晶界逐渐向外扩展,从而导致晶粒尺寸有所增大[15]㊂对比图4a 和图4b ,轧制件的激光焊缝组织明显比增材件的粗大,且轧制件的焊缝宽度也较大㊂为了更好地观察焊缝两侧和中心区域的组织,将图4所示图片两侧熔合线附近分别标识为A 区和C区,熔合区中心位置标识为B 区㊂图4 焊缝横截面微观形貌图5是熔合线附近(即图4中的A 和C 区域)的组织形貌图,图5a 和5b 分别为S S 型焊缝A 区和C 区的微观组织形貌图,两区具有相同的微观组织结构,可以看出熔合线附近有垂直于该熔合线并向焊缝中心方向生长的细小的柱状晶区域,这是熔池冷却结晶过程中散热的方向所决定的㊂熔池金属在凝固过程中通过依附于未熔化母材晶粒表面形核,由于熔池只受单一热源的影响且熔池的最大温度梯度方向大致与熔合线垂直,所以最终形成图中所看到的平行柱状晶[16],相较于母材处的晶粒,在此处形成的柱状晶尺寸较大㊂图中红色线条为增材件半圆形熔池边界线(M P B ),M P B 消失的位置与熔合线之间的区域为热影响区,该区域组织与母材呈现出相似的微观组织结构,表明该区域受到的热影响很小㊂图5c 和5d 分别为R R 型焊缝A 区和C 区的微观组织形貌图,A 和C 两区有相同的微观组织结构,主要由尺寸大小不一的等轴晶组成㊂靠近熔合区处的晶粒较大,为粗晶区,这是因为焊接过程中产生的温度较高,且在焊接热循环的作用下高温的停留时间较长,使得晶粒重新形核与长大形成等轴晶;靠近母材处的不完全再结晶区内的晶粒大小不一,其形核和生长进程缓慢甚至不发生变化,这是由于该区高温停留时间短,在焊接过程中所吸收能量较小㊂根据再结晶特征,由图5c 和5d ,可将R R 型焊缝组织分为粗晶区㊁细晶区㊁不完全再结晶区和无再结晶区[17],细晶区存在于粗晶区和不完全再结晶区之间㊂对比S S 型和R R 型焊缝的熔合区组织,可知激光焊接使得增材件的焊缝组织由细小的等轴晶转变成细小等轴晶和针状柱状晶混合,见图5a 和5b ;激光焊接使得轧制件的组织由细小等轴晶转变成粗大的柱状晶,见图5c 和5d ㊂㊃02㊃安 徽 工 程 大 学 学 报第38卷图5 焊缝熔合区微观形貌图6为焊缝中心区域(图4中的B 区)的显微组织图,图6a ㊁6b 所示分别为两种焊缝B 区的微观组织形貌图㊂图6a 是S S 型焊缝B 区的组织形貌,主要以细小等轴晶为主,少量柱状晶分布在等轴晶中㊂图6b 是R R 型焊缝B 区的组织形貌,主要由粗大的柱状晶组成㊂对比图6a 和6b 可知,增材件焊缝中心的组织明显比轧制件细小得多㊂图6 焊缝中心区微观形貌综上,增材件的焊缝区组织明显比轧制件细小,热影响区也比轧制件小得多,由此可见,增材件在焊接上体现出较大区别㊂图7 焊件显微硬度分布2.2 焊接接头的力学性能根据晶粒尺寸越大,材料的塑韧性越差的金属学原理可知,S S 型焊接接头也具有良好的力学性能㊂图7为焊接接头的显微硬度分布,由图7可知,S S 型焊件从增材件母材到焊缝区再到增材件母材的显微硬度呈现出先减后增的分布趋势,熔合区显微硬度最低,这是因为焊缝区显微组织中存在残余奥氏体和δ-铁素体相,导致该区域出现局部软化[18]㊂R R 型焊件从轧制件母材到焊缝区再到轧制件呈现出先增后减的分布趋势,焊缝区硬度高于母材,有明显的硬化现象,这是因为焊接接头在高温冷却过程中析出了硬而脆的碳化铬[19],使得接头处的强度和硬度得到了提高㊂S S 型和R R 型焊缝内部显微硬度平均值分别为542.5H V ㊁228H V ,显微硬度差异较大,增材件焊缝㊃12㊃第6期张晨阳,等:420不锈钢激光选区增材件的激光焊接组织和拉伸性能的硬度远高于轧制件㊂与R R 型相比,S S 型焊缝内部晶粒尺寸非常小(如图6所示),这是造成这种硬度差异的主要原因㊂图8 焊接件拉伸试样断裂照片图8为拉伸试样断裂照片,S S 型断裂位置发生在焊缝处,断口处未见明显颈缩,断口较为平齐,具有明显的脆性断裂特征㊂而R R 型则在母材处发生断裂,断口处有明显的颈缩现象,表明拉伸试样在断裂过程中发生了塑性变形,轧制件的断裂方式属于韧性断裂㊂图9为420不锈钢焊接件的拉伸数据㊂S S 型焊接件抗拉强度为607.72M P a ,表明S L M 成形件强度高于焊接接头,图9b 应力-位移曲线也表明S S 型焊接接头是脆断特征㊂R R 型焊接件母材的抗拉强度为482.85M P a ,相关研究表明,在1.1k W 激光功率下对厚度为2.0mm 的420不锈钢板进行激光焊接时,焊接接头抗拉强度在520M P a 左右[20],表明其接头强度高于轧制件母材,但仍低于S S 型接头强度㊂S S 型焊接件的伸长率非常小,仅为0.33%,相对而言R R 型焊接件的伸长率达到25%㊂图9 焊接件拉伸性能图10为焊接件的断口形貌图㊂图10a 为S S 焊件的焊缝处断口形貌,由图可知,断口处呈现出沿晶断口形貌,这是因为在激光焊接过程中不锈钢中的S ㊁P 等有害杂质元素会在晶界上偏聚从而使晶界强度降低,属于典型的脆性断裂形貌,再次表明S S 型焊件属于脆性断裂㊂图10b 为R R 型焊件的断口形貌,断口处分布着大量的韧窝,是典型的韧性断裂断口形貌㊂图10 焊件断口形貌图3 结论420不锈钢的S L M 成形件具有良好的激光焊接成形性能;增材件焊缝的组织为细小等轴晶和细小针状组织,晶粒尺寸细小;轧制件焊缝组织主要是粗大的柱状晶;增材件焊缝区的热影响区不明显,表明增材㊃22㊃安 徽 工 程 大 学 学 报第38卷件受到激光焊接的热影响很小㊂增材试样的激光焊件的焊缝区硬度低于母材区,显微硬度为542.5H V ,抗拉强度约607.72M P a ,均高于轧制件的激光焊接件㊂增材试样的激光焊件的断裂位置在焊缝处,表现出脆性断裂的特征㊂参考文献:[1] 张亚莲,常若寒,姚草根,等.增材制造技术的研究应用进展:由3D 到4D [J ].宇航材料工艺,2022,52(2):67-75.[2] 王勇,周雪峰.激光增材制造研究前沿与发展趋势[J ].激光技术,2021,45(4):475-484.[3] T U A N D N ,A L I R E Z A K ,G A B R I E L EI ,e t a l .A d d i t i v em a n u f a c t u r i n g (3D p r i n t i n g ):a r e v i e wo fm a t e r i a l s ,m e t h o d s ,a p p l i c a t i o n s a n d c h a l l e n g e s [J ].C o m po s i t e sP a r tB ,2018,143:172-196.[4] Y A PC Y ,C HU A C K ,D O N G ZL ,e t a l .R e v i e wo f s e l e c t i v e l a s e rm e l t i n g :m a t e r i a l sa n da p p l i c a t i o n s [J ].A p pl i e d P h y s i c sR e v i e w s ,2015,2(4):041101.[5] S I L V A T ,S I L V AF ,X A V I E RJ ,e t a l .M e c h a n i c a l b e h a v i o u r o fm a r a g i n g s t e e l p r o d u c e db y S L M [J ].P r o c e d i aS t r u c -t u r a l I n t e g r i t y ,2021,34:45-50.[6] M E T A L B I K O V P ,B E N H G ,E L I E Z E R D.C o r r o s i o nb e h a v i o ro fAM -T i -6A l -4V :ac o m p a r i s o nb e t w e e nE B M a n d S L M [J ].P r o g r e s s i nA d d i t i v eM a n u f a c t u r i n g ,2022,7(3):509-520.[7] G U P T A A ,B E N N E T TCJ ,S U N W.F a t i g u e p r o p e r t y -p e r f o r m a n c e r e l a t i o n s h i p o f a d d i t i v e l y m a n u f a c t u r e dT i -6A l -4V b r a c k e t f o r a e r o -e n g i n e a p p l i c a t i o n :A ne x p e r i m e n t a l s t u d y [J ].P r o c e d i aS t r u c t u r a l I n t e g r i t y ,2022,38:40-49.[8] B R N I CJ ,T U R K A L JG ,C A N A D I J A M ,e t a l .M a r t e n s i t i c s t a i n l e s s s t e e lA I S I 420 m e c h a n i c a l p r o p e r t i e s ,c r e e p an d f r a c t u r e t o u g h n e s s [J ].M e c h a n i c s o fT i m e -D e p e n d e n tM a t e r i a l s ,2011,15(4):341-352.[9] T I A N Y ,C HA D HAK ,A R A N A SC .L a s e r p o w d e r b e d f u s i o n o f u l t r a -h i g h -s t r e n g t h 420s t a i n l e s s s t e e l :M i c r o s t r u c t u r e c h a r a c t e r i z a t i o n ,t e x t u r e e v o l u t i o na n dm e c h a n i c a l p r o p e r t i e s [J ].M a t e r i a l s S c i e n c e&E n g i n e e r i n g A ,2021,805:140790.[10]K R A K HMA L E VP ,Y A D R O I T S A V AI ,F R E D R I K S S O NG ,e t a l .I n s i t uh e a t t r e a t m e n t i n s e l e c t i v e l a s e rm e l t e dm a r -t e n s i t i cA I S I 420s t a i n l e s s s t e e l s [J ].M a t e r i a l s&D e s i g n ,2015,87:380-385.[11]MA H Y A G ,A L I R E Z A V N ,A L IN.I n t e r f a c i a lb o n d i n g be t w e e naw i r ea r ca d d i t i v e m a n uf a c t u r e d420m a r t e n s i t i c s t a i n l e s s s t e e l p a r t a n d i t sw r o ugh t b a s e p l a t e [J ].M a t e ri a l sC h e m i s t r y a n dP h y s i c s ,2020,251:123199.[12]Z HA O X ,W E IQS ,G A O N ,e t a l .R a p i d f a b r i c a t i o n o fT i N /A I S I 420s t a i n l e s s s t e e l c o m p o s i t e b y s e l e c t i v e l a s e rm e l t -i n g a d d i t i v em a n u f a c t u r i n g [J ].J o u r n a l o fM a t e r i a l sP r o c e s s i n g T e c h n o l o g y ,2018,270:8-19.[13]C HA T T O P A D H Y A Y A ,MU V V A L A G ,S A R K A RS ,e t a l .M i c r o s t r u c t u r e ,m e c h a n i c a l ,a n d c o r r o s i o n p r o p e r t i e s o f e -l e c t r o nb e a m -w e l d e d c o mm e r c i a l l yp u r e t i t a n i u ma f t e r l a s e r s h o c k p e e n i n g [J ].T h e I n t e r n a t i o n a l J o u r n a l o fA d v a n c e d M a n u f a c t u r i n g T e c h n o l o g y ,2022,118:343-364.[14]Z HA N G RZ ,B U C HA N A NC ,M a t i l a i n e nVP ,e t a l .M e c h a n i c a l p r o p e r t i e s a n dm i c r o s t r u c t u r eo f a d d i t i v e l y m a n u f a c -t u r e d s t a i n l e s s s t e e lw i t h l a s e rw e l d e d j o i n t s [J ].M a t e r i a l s&D e s i gn ,2021,208:109921.[15]D O N GZH ,L IY W ,WU H ,e t a l .E f f e c t o fT I Ga r c c h a r a c t e r i s t i c s o nw e l dm o r p h o l o g y a n d s t r u c t u r e o fA I S I 444f e r -r i t i c s t a i n l e s s s t e e l u n d e r p u l s e c u r r e n t [J ].W e l d i n g i n t h eW o r l d ,2021,65(11):2093-2104.[16]张文钺.焊接冶金学:基本原理[M ].北京:机械工业出版社,2004.[17]姚伟,巩水利,陈俐.钛合金激光焊接接头的组织和力学性能[J ].焊接学报,2006(2):69-72+76+116.[18]B A G H J A R I SH ,A K B A R IMO U S A V ISA A.E f f e c t so f p u l s e dN d :Y A Gl a s e rw e l d i n gp a r a m e t e r sa n ds u b s e qu e n t p o s t -w e l dh e a t t r e a t m e n t o nm i c r o s t r u c t u r e a n dh a r d n e s s o fA I S I 420s t a i n l e s s s t e e l [J ].M a t e r i a l s&D e s i g n ,2013,43:1-9.[19]田劲松,朱朝明,毛惠刚.409L 和410L 铁素体不锈钢焊接接头力学和腐蚀性能对比[J ].焊接,2008(8):53-55+72.[20]付龙虎.激光热处理对420不锈钢焊缝硬度及抗拉强度的影响[J ].精密成形工程,2022,14(5):115-120.㊃32㊃第6期张晨阳,等:420不锈钢激光选区增材件的激光焊接组织和拉伸性能M i c r o s t r u c t u r e a n dT e n s i l eP r o p e r t i e s o fL a s e rW e l d i n g o f 420S t a i n l e s s S t e e l L a s e r S e l e c t i v eA d d i t i v eP a r t sZ H A N GC h e n y a n g 1,2,L I U M i n g l a n g 1*,HU A N GZ h o n g j i a 1,Z H O U X i a o h o n g 3,Z H A O Y u 1,B A OZ h e n g h a o 1,2,T A OJ i n g 1,WA N G G a n g 1(1.A n h u iK e y L a b o r a t o r y o fH i g h -p e r f o r m a n c eN o n -f e r r o u sM e t a lM a t e r i a l s ,A n h u i P o l y t e c h n i cU n i v e r s i t y ,W u h u241000,C h i n a ;2.R e s e a r c ha n dD e v e l o p m e n tD e p a r t m e n t ,A n h u i C h u n g u3DP r i n t i n g I n t e l l i g e n tE q u i pm e n t I n d u s t r t a l T e c h n o l o g y Re s e a r c h I n s t i t u t eC o .,L t d .,W u h u241000,C h i n a ;3.S c h o o l o fE c o n o m i c s a n d M a n a g e m e n t ,A n h u i P o l y t e c h n i cU n i v e r s i t y ,W u h u241000,C h i n a )A b s t r a c t :W i t h t h e d e v e l o p m e n t of a d d i t i v em a n u f a c t u r i ng ,i t i s c r u c i a l t o s t u d y th ew e l di n g o f 420s t a i n -l e s s s t e e l p a r t s f a b r i c a t e db y a d d i t i v em a n u f a c t u r i n g .T h em i c r o s t r u c t u r ea n d t e n s i l e p r o pe r t i e sof l a s e r w e l d e d j o i n t so fs e l e c t i v e l a s e r m e l t i ng a d d i t i v e p a r t so f420s t a i n l e s ss t e e lw e r es t u d i e d .Th er e s u l t s s h o wt h a t 420s t ai n l e s s s t e e l a d d i t i v em a n u f a c t u r i n g p a r t s h a v e a g o o d l a s e rw e l d i n g f o r m a b i l i t y .T h em i -c r o s t r u c t u r e o fw e l d i n g s e a m w a s f i n e ,t h em i c r o s t r u c t u r e o fw e l d i n g h e a t a f f e c t e d z o n ew a s n o t o b v i o u s .T h e a d d i t i v em a n u f a c t u r i n g p a r t s a r e l e s s h e a t a f f e c t e d b y l a s e rw e l d i n g .T h e f r a c t u r e o fw e l d m e n t o f a d -d i t i v e p a r t s i s b r i t t l e f r a c t u r e ,a n d t h e t e n s i l e s t r e n g t h i s o v e r 600M P a ,m u c hh i g h e r t h a n t h a t o fw e l d -m e n t o f 420s t a i n l e s s s t e e l r o l l e d s a m p l e s .T h eh a r d n e s s o f l a s e rw e l d i n g z o n eo f a d d i t i v e p a r t s i s l o w e r t h a n t h a t o f b a s em e t a l .K e y wo r d s :s e l e c t i v e l a s e rm e l t i n g ;420s t a i n l e s s s t e e l ;l a s e rw e l d i n g ;w e l d s e a ms t r u c t u r e ;t e n s i l e s t r e n g t h (上接第9页)P r e p a r a t i o na n dH y d r o g e nE v o l u t i o nP r o p e r t i e s o f S eD o pe dL a 2S 3M a t e r i a l s Z H A N G Y i n g 1,W E N Y a d o n g 2,H O U W e i l i 1,Y UZ h e n 1,S U N Y uf e ng 1*,L I A N G D a n d a n 1*(1.S c h o o l o fM a t e r i a l sS c i e n c e a n dE n g i n e e r i n g ,A n h u i P o l y t e c h n i cU n i v e r s i t y ,W u h u241000,C h i n a ;2.V -M e t h o dB u s i n e s sU n i t ,A n h u iH e l i C o .,L t d .H e f e i C a s t i n g a n dF o r g i n g Pl a n t ,H e f e i 230601,C h i n a )A b s t r a c t :As e r i e s o f L a 2S 3-x S e x (x =0,0.15,0.2,0.25,0.3,3)c o m p o u n d sw e r e s y n t h e s i z e d o n c a r b o n f i -b e r p a p e r b y h y d r o t h e r m a lm e t h o d t oe x p l o r e t h eb e s t r a t i oo fS e a n dS ,a n d t h e y w e r e f i r s t a p p l i e d t o t h e c a t a l y s i s o fh y d r o g e n p r o d u c t i o nf r o me l e c t r o l y t i cw a t e r .T h ea p p l i c a t i o no f c a r b o nf i b e r p a p e rc a n n o t o n l y e n h a n c e t h e e l e c t r o n t r a n s f e r r a t e ,b u t a l s o r e d u c e t h e p r o d u c t a c c u m u l a t i o n ,t h u s e x p o s i n g m o r e a c t i v e s i t e s .T h e r e s u l t s s h o w e d t h a t L a 2S 1.83S e 0.078h a d t h e h i g h e s t s p e c i f i c s u r f a c e a r e a ,e x c e l l e n t c a t a l y t -i ca c t i v i t y a n d s t a b i l i t y w h e n x =0.2u n d e r a c i d i c c o n d i t i o n s .W h e n t h e c u r r e n t d e n s i t y w a s 10m A ㊃c m -2,t h e o v e r p o t e n t i a lw a s250m V ,t h ec h a r g e t r a n s f e r r e s i s t a n c ew a s4.5Ω,a n dt h eT a f e l s l o p ew a s 62.23m V.d e c -1.A f t e r 3000c y c l e s o fC V t e s t ,t h e o v e r p o t e n t i a l o n l y i n c r e a s e db y 23m V.K e y w o r d s :l a n t h a n u ms u l f i d e c o m p o u n d ;S e d o p i n g ;h y d r o t h e r m a lm e t h o d ;h y d r o g e n p r o d u c t i o n ㊃42㊃安 徽 工 程 大 学 学 报第38卷。
染料激光治疗说明
简介
利用激光收缩或破坏扩张之微细血管。
由于每一种血管性病灶在皮肤中所处位置深度不同以及特性不同,因此治疗效果也不同。
染料激光的各种波长(585~600nm)、脉冲宽、能量密度和光点大小可对皮肤各种血管病变做选择性光热分解,针对血管病变大小及深度做选择性破坏,而不会伤害周围其他组织,减少治疗后产生疤痕的副作用。
适应症(仅列常用):
血管性病灶,如微细血管增生、酒糟、血管瘤、疤痕;其它如:回春、干癣、病毒疣、光动力治疗等。
注意事项:
•1. 治疗后可能会出现紫斑或淤青现象,约2 周左右会慢慢消退。
•2. 治疗后偶尔会有水疱或轻度皮肤破皮现象,依医师指示照顾伤口。
如有需要须复诊作进一步处理。
•3. 术后加强防晒,以防反黑(即激光后色素沉淀)。
•4. 避免可能造成感染或刺激皮肤之行为,例如:做脸、敷脸、去角质、涂抹刺激性保养品、泡温泉等。
副作用及相对不适应症:
•1. 孕妇、光敏感皮肤及感染性伤口,治疗前应由医师评估。
•2. 若有皮肤干痒不适、晒伤、湿疹、毛囊炎或色素沉淀等的部位,不适做激光治疗。
•3. 如有激光后色素沉淀,脸部约3-6 个月,其他部位约6-12 个月可自然消褪。
•4. 如有伤口感染或化脓,需接受抗生素治疗。
激光光谱laser spectra以激光为光源的光谱技术。
与普通光源相比,激光光源具有单色性好、亮度高、方向性强和相干性强等特点,是用来研究光与物质的相互作用,从而辨认物质及其所在体系的结构、组成、状态及其变化的理想光源。
激光的出现使原有的光谱技术在灵敏度和分辨率方面得到很大的改善。
由于已能获得强度极高、脉冲宽度极窄的激光,对多光子过程、非线性光化学过程以及分子被激发后的弛豫过程的观察成为可能,并分别发展成为新的光谱技术。
激光光谱学已成为与物理学、化学、生物学及材料科学等密切相关的研究领域。
可调(谐)激光光源实际上是一台可调谐激光器,又称波长可变激光器或调频激光器。
它所发出的激光,波长可连续改变,是理想的光谱研究用光源,可调激光器的波长范围在真空紫外的118.8纳米至微波的8.3毫米之间。
可调激光器分为连续波和脉冲两种,脉冲激光的单色性比一般光源好,但其线宽不能低于脉宽的倒数值,分辨率较低。
用连续波激光器作光源时,分辨率可达到10-9(线宽<1兆赫)。
常见的激光光谱包括以下几种:①吸收光谱。
激光用于吸收光谱,可取代普通光源,省去单色器或分光装置。
激光的强度高,足以抑制检测器的噪声干扰,激光的准直性有利于采用往复式光路设计,以增加光束通过样品池的次数。
所有这些特点均可提高光谱仪的检测灵敏度。
除去通过测量光束经过样品池后的衰减率的方法对样品中待测成分进行分析外,由于激光与基质作用后产生的热效应或电离效应也较易检测到,以此为基础发展而成的光声光谱分析技术和激光诱导荧光光谱分析技术已获得应用。
利用激光诱导荧光、光致电离和分子束光谱技术的配合,已能有选择地检测出单个原子的存在。
②荧光光谱。
高强度激光能够使吸收物种中相当数量的分子提升到激发量子态。
因此极大地提高了荧光光谱的灵敏度。
以激光为光源的荧光光谱适用于超低浓度样品的检测,例如用氮分子激光泵浦的可调染料激光器对荧光素钠的单脉冲检测限已达到10-10摩尔/升,比用普通光源得到的最高灵敏度提高了一个数量级。
420nm 光电倍增管420nm光电倍增管光电倍增管(Photomultiplier Tube,简称PMT)是一种能将光信号转化为电信号的高灵敏度探测器。
它由光阴极、倍增极、收集极和阳极四个主要部分组成。
420nm光电倍增管是一种特殊波长的光电倍增管,能够对420纳米波长的光进行高效检测和增强。
420nm波长的光属于紫外光的一部分,具有较短的波长和较高的能量。
在科学研究、生物医学、环境监测等领域,420nm光电倍增管发挥着重要的作用。
420nm光电倍增管在科学研究中应用广泛。
科学家们利用其对420nm 波长光的高灵敏度特性,进行各种实验和测量。
例如,在材料科学中,研究人员可以利用420nm光电倍增管对材料的荧光特性进行检测,从而研究材料的结构和性质。
此外,在天文学中,科学家们利用420nm光电倍增管对宇宙中的紫外线辐射进行观测和分析,揭示宇宙的奥秘。
生物医学领域也是420nm光电倍增管的重要应用领域之一。
420nm 波长的光对许多生物分子具有特殊的激发和荧光特性。
利用420nm 光电倍增管,医学研究人员可以对生物样品中的荧光信号进行高效检测和增强,从而实现对生物样品的分析和检测。
例如,在免疫学研究中,420nm光电倍增管可以用于测量细胞表面标记物的荧光强度,从而研究免疫细胞的活性和功能。
此外,在生物医学成像中,420nm光电倍增管也广泛应用于荧光显微镜等设备中,用于观察和记录生物样品的荧光信号,帮助医学研究人员研究疾病的发生机制和治疗效果。
环境监测也是420nm光电倍增管的应用领域之一。
420nm波长的光可以用于监测空气中的臭氧浓度。
臭氧是空气污染的主要组成部分之一,对人体健康和环境造成严重危害。
利用420nm光电倍增管,可以对臭氧分子在光的作用下产生的荧光进行检测,从而实现对空气中臭氧浓度的准确测量。
这对于环境保护和空气质量监测具有重要意义。
420nm光电倍增管作为一种特殊波长的光电倍增管,具有对420nm 波长光的高灵敏度和增强特性。
一、实验目的1. 了解光谱的基本原理和特性。
2. 掌握光谱仪器的使用方法。
3. 通过实验,分析不同物质的光谱特性,了解其结构信息。
4. 培养实验操作能力和数据处理能力。
二、实验原理光谱是指物质吸收或发射电磁波的现象。
光谱特性是指物质的光谱在特定波长范围内的强度分布。
光谱分析是一种重要的分析方法,广泛应用于物理、化学、生物、地质等领域。
根据物质对电磁波的吸收或发射特性,光谱可分为以下几种类型:1. 原子光谱:由原子外层电子的跃迁引起,具有特征性光谱线。
2. 分子光谱:由分子振动、转动和电子跃迁引起,具有特征性光谱带。
3. 晶体光谱:由晶体中离子、分子或原子的排列引起,具有特征性光谱线。
本实验主要研究原子光谱和分子光谱。
三、实验仪器与材料1. 仪器:光谱仪、氢氘灯、光栅光谱仪、分子荧光光谱仪、拉曼光谱仪等。
2. 材料:氢气、氘气、荧光黄、水、PT纳米线、PbTiO3等。
四、实验内容与步骤1. 原子光谱实验(1)观察氢、氘光谱。
将氢气、氘气分别通入光谱仪,观察其巴尔末系发射光谱的波长和氢原子与氘原子的里德伯常数。
(2)使用光栅光谱仪测量氢、氘光谱的强度分布,分析其光谱特性。
2. 分子荧光光谱实验(1)测定荧光黄/水体系的激发光谱和发射光谱。
根据已知的激发波长(如果未知,则用紫外分光光度计进行测量,以最大吸收波长为激发波长)测定发射光谱,得到最大发射波长;然后根据最大发射波长测定激发光谱,得到最大激发波长;然后在根据最大激发波长测定发射光谱。
(2)根据所得数据,用Origin软件做出光谱图,分析荧光黄/水体系的荧光光谱特性。
3. 拉曼光谱实验(1)使用显微Raman系统及海洋光谱软件对单根或多根纳米线进行显微Raman光谱测量,对测量的图和标准图进行比较,并通过文献阅读对PT纳米线Raman(测量和标准)的谱峰进行指认。
(2)使用显微拉曼扫描系统进行二维样品表面拉曼信号收集,并生成样品表面特定波长处的拉曼信号强度三维图,模拟样品表面拉曼表征。
双苯并香豆素-3-甲酸甘醇酯的合成及光谱性质陈稼轩;田怡【摘要】以2-羟基-1-萘甲醛为原料经多步反应合成了三种不同链长的双苯并香豆素-3-甲酸酯,其结构经1H NMR,质谱和元素分析表征.利用紫外光谱法研究发现:目标物在乙腈溶液中可选择性识别A13+,在λ=319 nm处产生一新的吸收峰.【期刊名称】《乐山师范学院学报》【年(卷),期】2013(028)005【总页数】3页(P26-28)【关键词】苯并香豆素;光谱性质;合成【作者】陈稼轩;田怡【作者单位】乐山师范学院化学学院,乐山614000;乐山师范学院化学学院,乐山614000【正文语种】中文【中图分类】O626香豆素及衍生物是典型的内酯类化合物,具有抗肿瘤、抗凝血、抗辐射和调节植物生长等多种生物活性[1-3]。
由于此类化合物含有苯并吡喃酮结构,具有荧光量子产率高、Stokes位移大、光稳定性好、光物理和光化学性质可调等优点,因此也被广泛应用于荧光染料、激光染料和非线性光学材料中[4-5]。
近年来,以香豆素为荧光团设计合成新型的荧光传感器逐渐成为一个研究热点。
冠醚或氮杂冠醚具有优异的络合能力,将其引入到香豆素衍生物结构中合成新型荧光传感器已有大量文献报道[6]。
但是,将开链冠醚接入到香豆素荧光团中的研究报道仍然较少[7-8]。
我们以2-羟基-1-萘甲醛和丙二酸二乙酯为起始原料,采用Knoevenagel反应合成了苯并香豆素-3-甲酸酯,进一步通过水解、酰化和酯化反应合成了三个含苯并香豆素荧光团的开链冠醚类化合物,合成路线如scheme1。
1 实验部分1.1 仪器和试剂核磁共振谱(1HNMR):Brucker-DPX-300MHz(CDCl3为溶剂,TMS为内标);质谱(MS):Finnigan MAT 4510型质谱仪;元素分析:Carlo-Erba-1106型元素分析仪;熔点:XT4A型显微熔点测定仪(北京科仪厂),温度计未经校正。
2-羟基-1-萘甲醛为阿拉丁产品,其余试剂均为化学纯或分析纯,未经进一步处理。