机械加工工艺过程卡片
- 格式:doc
- 大小:40.50 KB
- 文档页数:1
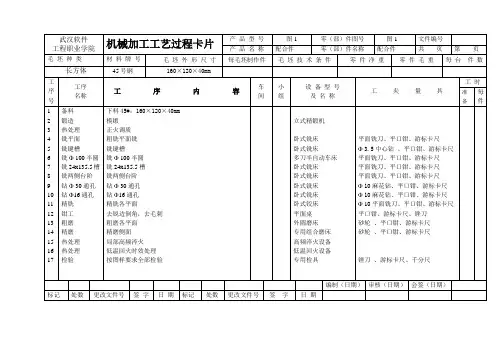
机械加工工艺过程卡片 产品型号 零件图号
产品名称 总泵缸体 零件名称 总泵缸体 共 1 页 第 1 页
材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 每毛坯件数 每 台 件 数 备 注
工
序
号 工 名
序 称 工 序 内 容 车
间 工
段 设 备 工 艺 装 备 工 时
准终 单件
01 铸造 铸造
05 时效 时效处理
10 铣 铣Φ20和Φ32端面 机加工 立式铣床X51 高速钢端铣刀,游标卡尺
15 钻 钻孔Φ18锪孔Φ22 机加工 立式钻床Z525 麻花钻,锪孔钻,游标卡尺
20 磨 磨孔Φ22 机加工 内圆磨床M2110 硬质砂轮,游标卡尺
25 铣 铣上端Φ32端面 机加工 立式铣床X51 端铣刀,游标卡尺
30 钻 钻Φ20孔14,攻丝M22深12 机加工 立式钻床Z525 麻花钻,游标卡尺
35 钻 钻孔Φ3.5 机加工 立式钻床Z525 麻花钻,游标卡尺
40 车 车右端台阶面 机加工 卧式车床CA6140 端面车刀,游标卡尺
45 钻 钻M12底孔,锪孔Φ12.5深3,攻丝M12 机加工 立式钻床Z525 麻花钻,锪孔钻,丝锥,游标卡尺
50 钻 钻Φ10.5孔 机加工 立式钻床Z525 麻花钻,游标卡尺
55 检 质检
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日
期