斜楔机构在汽车冲压模具中的应用
- 格式:pdf
- 大小:1.25 MB
- 文档页数:4
![《斜楔式冲孔模设计》毕业设计论文[1][1]](https://uimg.taocdn.com/100259f1f61fb7360b4c65cc.webp)
冲压模具斜楔种类及工作原理解释说明以及概述1. 引言1.1 概述冲压模具斜楔是一种常见且重要的组件,广泛应用于冲压生产中。
斜楔的作用是在冲压过程中提供支撑和定位功能,保证模具在运行过程中的稳定性和精度。
不同类型的斜楔具有不同的特点和工作原理,因此对其进行分类和研究十分必要。
1.2 文章结构本文主要围绕冲压模具斜楔种类及工作原理展开详细解释说明,并对其重要性进行阐述。
文章将包括引言、冲压模具斜楔种类及工作原理、解释说明以及概述以及结论四个部分。
1.3 目的本文旨在通过对冲压模具斜楔种类及工作原理进行深入剖析,加深读者对该组件的认识和了解。
同时,通过解释斜楔在冲压模具中的重要性以及不同类型斜楔的功能和特点,探讨其在提高冲压生产效率中所起到的作用。
最后,总结冲压模具斜楔种类及工作原理的重要性和应用价值,并展望其发展趋势和改善方向。
这样,读者可以全面了解冲压模具斜楔的功能、分类、工作原理以及其在冲压生产中的应用价值,从而为相关领域的学习和应用提供帮助和指导。
2. 冲压模具斜楔种类及工作原理2.1 斜楔的定义和作用斜楔是冲压模具中的一种夹紧元件,其设计和使用旨在提供稳定的夹紧力以固定模具元件。
斜楔通常由金属材料制成,具有一个或多个倾斜面。
它们被安装在模具的两个相对运动部分之间,并通过斜面互相卡合以提供额外的夹紧力。
斜楔的主要作用是加强冲压模具的刚性,确保精度和重复性,从而提高生产效率和产品质量。
它们还可以防止模具零件间的相对移动,并减少工作时引起振动和噪音的可能性。
2.2 斜楔的分类和特点根据构造形式,斜楔可以分为直角梯形、带圆角梯形、等腰三角形等不同类型。
每种类型都有其独特的特点和适用范围。
- 直角梯形斜楔:该类型的斜楔具有直角边和一组平行倾斜面。
它们适用于需要较大夹紧力和高刚性的情况。
- 带圆角梯形斜楔:该类型的斜楔具有带圆角的倾斜面,可避免过度磨损和伤害。
它们常用于高速或频繁操作的模具中。
- 等腰三角形斜楔:该类型的斜楔两边长度相等,适用于需要紧凑设计和较小安装空间的模具。
冲压模具斜楔的作用
1. 调整模具间隙,斜楔可以用来调整模具的间隙,使得模具在
工作时能够达到最佳的压制效果。
通过调整斜楔的位置和角度,可
以精确地控制模具的开合间隙,以适应不同厚度和形状的工件材料,确保模具在工作时能够顺利进行冲压操作。
2. 平衡模具受力,在冲压过程中,模具会受到来自工件材料和
机械设备的巨大压力。
斜楔的设计可以帮助平衡模具受力,减少模
具的变形和损坏,延长模具的使用寿命。
3. 提高生产效率,合理使用斜楔可以使模具的安装和调整更加
方便快捷,节约了调试和更换模具的时间,提高了生产效率。
4. 保护设备和工人安全,斜楔的设计可以有效地固定模具,防
止在冲压过程中发生模具移位或者脱落的情况,保障了设备和工人
的安全。
总的来说,冲压模具斜楔在冲压加工中起着非常重要的作用,
它不仅影响着产品的质量和生产效率,还关系到设备和工人的安全。
因此,在模具设计和使用过程中,合理使用斜楔是非常重要的。
摆动斜楔的设计及应用张玉磊发布时间:2021-08-24T08:34:07.830Z 来源:《中国科技人才》2021年第13期作者:张玉磊[导读] 本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
奇瑞汽车河南有限公司河南省开封市宋城路99号 475000摘要:汽车模具是生产汽车覆盖件的主要工艺装备,模具工艺结构设计的是否合理,在很大程度上决定了汽车覆盖件生产的质量,汽车模具设计过程中,自制斜楔的设计是至关重要的,自制斜楔机构由于机构独特,种类多,受力及运动复杂,在实际运用中掌握其设计使用方法是其一大难点,本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
关键词:结构设计;摆动斜楔;冲压模具;应用范围1、引言现代汽车工业随着科学技术的快速发展而日新月异,汽车造型在追求独特性、差异性的同时,也使其工序复合度更高,覆盖件为了满足功能,造型,强度等各方面的需求,往往制件的形状都非常复杂。
在复杂的形状所开的孔位以及形位往往又是保证汽车各关键部位顺利安装的前提条件,而在复杂的型面上所开的孔和复杂的形位本身就具有特殊性。
因此,如何处理类似的孔位,形位也是汽车冲压件制作工艺的一个关键技术。
而斜楔机构在冲压模具中起着解决复杂尺寸形位的角色,在生产制作时,通过斜楔机构实现不同角度的冲压工作,以满足不同孔位,形位的要求。
对于冲压四序化,斜楔机构的应用更是不可缺少的一环。
2、摆动斜楔的概念在冲压模具设计过程中,常常遇到负角成型的问题,成型完以后,制件包在凸模上,制件与凸模在取料方向发生干涉,制件取不下来。
摆动斜楔是指在不能垂直取出冲压件的模具中,通过应用冲压模具摆动斜楔机构,实现凸模的摆动,消除干涉点,达到取出冲压件的目的,能有效的解决冲压模具中一些特殊位置。
3、摆动斜楔应用范围:在侧围产品边缘位置侧整形时在凸模回退过程中与板件干涉情况;使用其它机构时空间不足的情况;超大的负角侧翻或侧整情况。
汽车覆盖件模具倾斜式斜楔机构结构静力学模拟摘要:斜楔机构是汽车覆盖件模具用于翻边、侧向冲孔等工艺的重要部件,由于其所成型制品精度要求高,所以对斜楔机构各部件的安全性和使用性要求较高。
本文针对斜楔机构结构,采用有限元模拟软件对机构处在工作状态时,其承载情况进行模拟,分析其变形、应力和应变的变化规律。
关键词:斜楔机构;刚度;应力;应变;数值模拟;普通的冲压加工中,由于压力机滑块为上下往复运动,因此大多为垂直方向上施力加工。
但在实际生产中,有不少汽车覆盖件则需要在斜面上加工孔或进行修边,因而就需要采用斜楔机构,去改变垂直方向上的冲压力的方向,实现在制件斜面上的冲切加工。
即斜楔机构是把压力机冲压的竖直运动转化为任意方向的侧向运动,完成零件特殊方向的冲压加工[1]。
由于在汽车覆盖件成型过程中斜楔机构受到压力机压力,因此机构的重要部件应有足够的刚度,以使其上各部件在工作时变形最小,并保证其有足够的可靠性与寿命。
本文采用倾斜式斜楔SUWB 200-05-GAI建立模型,以45#钢为机构整体材料,工程压力为65kN[2]下进行模拟。
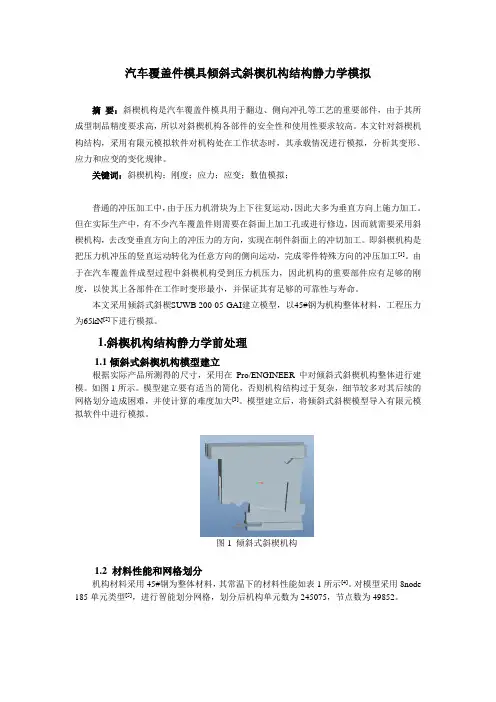
1.斜楔机构结构静力学前处理1.1倾斜式斜楔机构模型建立根据实际产品所测得的尺寸,采用在Pro/ENGINEER中对倾斜式斜楔机构整体进行建模。
如图1所示。
模型建立要有适当的简化,否则机构结构过于复杂,细节较多对其后续的网格划分造成困难,并使计算的难度加大[3]。
模型建立后,将倾斜式斜楔模型导入有限元模拟软件中进行模拟。
图1 倾斜式斜楔机构1.2 材料性能和网格划分机构材料采用45#钢为整体材料,其常温下的材料性能如表1所示[4]。
对模型采用8node 185单元类型[5],进行智能划分网格,划分后机构单元数为245075,节点数为49852。
表1 45#常温下的性能参数项目数值弹性模量E(MPa)209×103泊松比μ0.27密度ρ(g/m3)7.89σ(MPa)377屈服极限s1.3 施加约束及载荷(1)施加载荷在驱动块上端面和楔块下端面沿Z轴施加压力和支持力,由于驱动块上端面面积约为64381 mm2,楔块下端面面积约为36705 mm2,所以驱动块上端施加载荷为0.094MPa,楔块下端面施加载荷分别为1.77MPa。
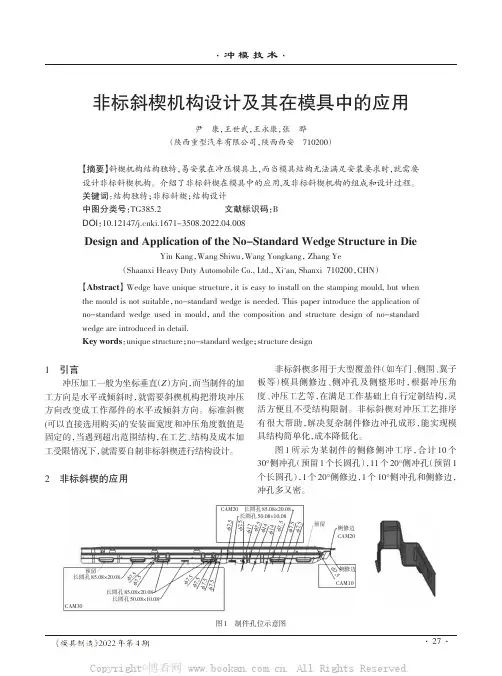
非标斜楔机构设计及其在模具中的应用尹康,王世武,王永康,张晔(陕西重型汽车有限公司,陕西西安710200)【摘要】斜楔机构结构独特,易安装在冲压模具上,而当模具结构无法满足安装要求时,就需要设计非标斜楔机构。
介绍了非标斜楔在模具中的应用,及非标斜楔机构的组成和设计过程。
关键词:结构独特;非标斜楔;结构设计中图分类号:TG385.2文献标识码:BDOI :10.12147/ki.1671-3508.2022.04.008Design and Application of the No-Standard Wedge Structure in DieYin Kang ,Wang Shiwu ,Wang Yongkang ,Zhang Ye(Shaanxi Heavy Duty Automobile Co.,Ltd.,Xi'an,Shanxi 710200,CHN )【Abstract 】Wedge have unique structure ,it is easy to install on the stamping mould,but when the mould is not suitable ,no-standard wedge is needed.This paper introduce the application of no-standard wedge used in mould ,and the composition and structure design of no-standardwedge are introduced in detail.Key words :unique structure ;no-standard wedge ;structure design1引言冲压加工一般为坐标垂直(Z )方向,而当制件的加工方向是水平或倾斜时,就需要斜楔机构把滑块冲压方向改变成工作部件的水平或倾斜方向。
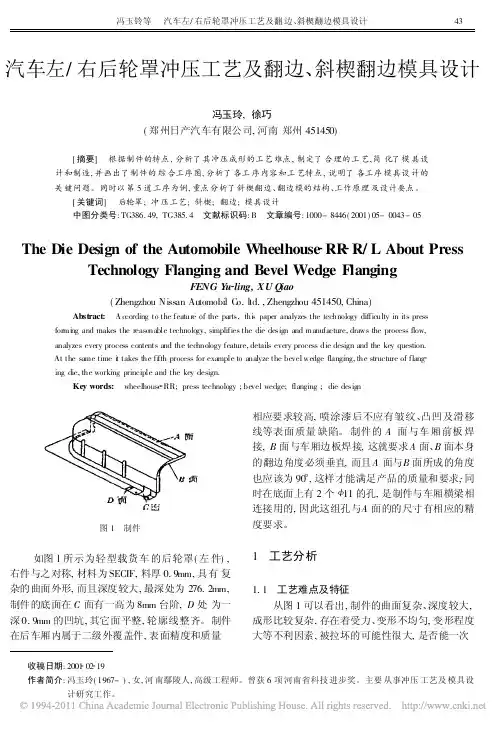
复动斜楔在模具设计中的应用作者:初德纯刘洋来源:《中国科技博览》2013年第28期[摘要]该模具为复合模,且复合程度较高,集正翻边与侧翻边于一体,为解决取件问题,采用了较为复杂的复动斜楔,加工调试具有相当的难度。
[关键词]复合模复动斜楔行程模具结构设计中图分类号:TQ336 文献标识码:A 文章编号:1009-914X(2013)28-0246-01一、引言汽车产业向着科技化、人性化发展,随之带来的是汽车冲压部件的数字化、艺术化。
这些部件往往存在着型面设计复杂、工艺复杂等特点,导致零部件的冲压工艺也越来越复杂,而为了最大限度的缩减制件的冲压工序,降低模具成本,就使得冲压工艺的复合程度越来越高,对应模具设计制造难度也大幅提高。
二、冲压工艺流程简介图1所示为“前纵梁内板-右”冲孔侧冲孔侧修边翻边侧翻边工序的工法图,该件材料为H340LAD+Z,料厚1.5mm。
其冲压工艺流程为:①落料②拉延③修边侧修边冲孔侧冲孔④翻边整形⑤翻边侧翻边修边⑥冲孔侧冲孔侧修边翻边侧翻边。
本文仅介绍最后一序模具的翻边与侧翻边的结构设计,前面几序的模具结构设计在这里不做阐述。
图1OP60功法图从上面的功法图可以看出,该序工序内容的复合程度较高,相应模具也必然随之复杂,且集正翻边与侧翻边于一体,如何解决取件问题是该模具设计的关键。
如下图所示:图2制件翻边部位三、模具结构设计及工作过程1.侧翻边结构设计模具侧翻边部位的结构设计是该套模具的难点,按照以往的设计经验,该结构可通过双滑车来实现,但对于此件来说,双滑车结构就过于臃肿,相应模具尺寸要加大很多,这就需要用另一种灵活小巧的机构来代替双滑车,即复动斜楔。
所谓复动斜楔即通过两组斜楔来完成此过程,斜楔一(非标自制斜楔)用于驱动侧翻边凹模,斜楔二(标准斜楔)用于驱动侧翻边凸模。
其结构剖面见图3。
具体工作过程如下:斜楔一使翻边凹模在翻边凸模开始工作之前由斜楔一将其驱动至翻边的工作位置,此时,翻边凸模在斜楔二的驱动下开始翻边的工作过程,待翻边结束后,凸模从凹模中退出,此时,凹模在斜楔回程弹簧的驱动下从制件翻边部位退出,从而完成翻边的工作过程。
浅谈斜楔机构在冲压模具中的应用作者:周凯来源:《科技创业月刊》 2013年第8期周凯(东风汽车公司技工学校武汉分校湖北武汉430056)摘要:在介绍斜楔机构的概念、种类、特征、其适合采取应用的方向和范围的基础上,重点分析了一个基础的在冲压模具应用的斜楔机构,同时,也对一种新型的斜楔机构作出简要的介绍和说明。
关键词:斜楔机构;冲压模具;斜面中图分类号:TH16文献标识码:Adoi:10.3969/j.issn.1665-2272.2013.08.0791斜楔机构的概念斜楔机构,包含着斜楔和滑块,其制动需要二者的相互配合运用,它运用在不同范围中的目的主要是改变垂直运动的方向,比如说将竖直运动变为倾斜运动,或者将运动的角度变为水平运动。
在作业中,起到发力作用的是主动斛楔,是斜楔的另一个名字,受力装置包括斜楔机构的另一个组成部分即滑块。
余下的附属部分则是导板、弹簧、反侧块、螺丝、压板、防磨板等等。
冲压模具,又称冷冲压模具,就是人们平时所叫的冷冲模,冲压,就是出于一般的室温之中,通过装置在压力机里的模具对所要加工的材料施压,使其的形态发生变化产生分离,或者使原形态的塑形变形,这样就达到了得到所要求的零件的目的,是在原材料基础上的一种压力加工模式。
在一些冷冲压模具的加工中,根据模具侧面的凸缘、切边、冲孔、切凹口等空间曲线往里弯曲进行生产制作时,如果用一般的那种曲柄压力机,由于这种压力机在滑块移动的过程中受到方向的限制,所以在具体的生产加工过程中用起来有所限制,要解决这种限制有三个方法供生产者选择:首先是将占整个加工过程分割成不同的程序进行分别加工;第二个是借助压力机本身以外的压力来施力进行加工生产;最后就是在以上两种方法都无法实现之时选取斜楔机构来达到模具生产的要求,这样不仅降低了成本,提高了效率,而且生产出来的冲压模具构造合理紧凑,质量效率高,实现了冲压模具的便捷生产,扩大了冲压模具的应用领域,推动了其创新的步伐。