无动力氨回收技术应用小结
- 格式:pdf
- 大小:233.80 KB
- 文档页数:3
无动力氨回收装置概述
一、工作原理
无动力氨回收是以提氢尾气为解析气,利用气体节流膨胀,吸热制冷,采用深冷法分离驰放气中的氨,同时利用冷却分离后的液氨到板式换热器进一步冷却驰放气,使液氨汽化吸热,得到产品气氨,从而达到把驰放气中的氨分离出来的目的。
二、工艺流程
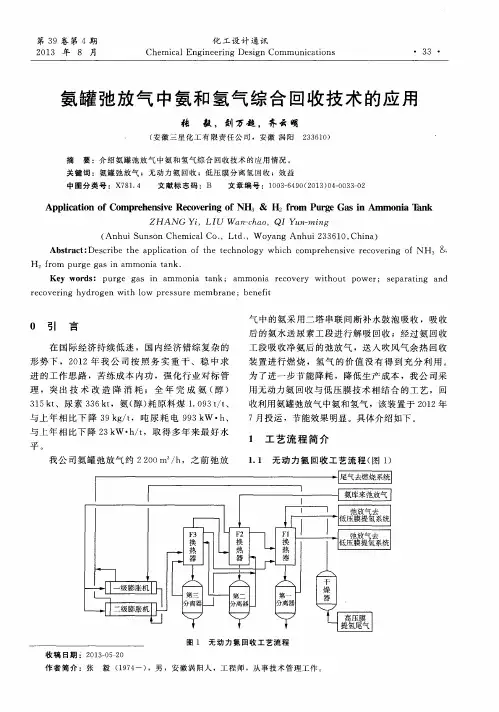
附:1、无动力氨回收工艺流程图。
2、无动力氨回收工艺流程简图。
三、主要设备
解析气高效缓冲分离器
驰放气高效缓冲分离器
第一板式换热器
第二板式换热器
第一氨分离器
第二氨分离器
1#膨胀机(1700H)
2#膨胀机(1700L)
3#膨胀机(500H)
4#膨胀机(500L)
气氨缓冲罐
氨压机
四、主要技术参数
1、压力
驰放气、解吸气压力1.0-2.0MPa最高≤2.5MPa
膨胀机轴承保护气0.6-0.8MPa 最高<1.2MPa
无动力氨回收至三气燃烧压力0.03-0.15MPa
气氨压力0.03-0.15MPa
膨胀机进口压力1.0-2.0MPa
膨胀机排气压力0.03-0.15MPa
2、温度
第二氨分离器出口温度 -40 — -70℃膨胀机出口温度-60 — -85℃
气氨温度-10 — 10℃
3、流量
驰放气流量<2200 m3/h
4、液位
第一氨分离液位≤300mm
第一氨分离液位≤300mm
5、转速
1#、2#膨胀机转速≤8万/分
3#、4#膨胀机转速≤10万/分
6、气体成分
驰放气NH3≤35%
无动力氨回收出口NH3≤1%。
无动力氨回收装置应用技术总结
于咏梅
【期刊名称】《化工设计通讯》
【年(卷),期】2008(34)4
【摘要】通过对我公司在无动力氨回收装置的应用,将驰放气(放空气)中的氨提取出来,作为成品氨销售或直接用于生产尿素,增加了驰放气(放空气)中氨的附加值,同时也解决了大量稀氨水无法处理的症结,避免消耗大量的水和能源,更是解决了氨、肥难以平衡的问题,为一理想的环保效益性节能装置,应用后具有较高的节能和经济效益.
【总页数】4页(P8-11)
【作者】于咏梅
【作者单位】江苏恒盛化肥有限公司,江苏,徐州,221400
【正文语种】中文
【中图分类】TQ113.29
【相关文献】
1.无动力氨回收装置环保技术应用总结 [J], 赵昌富
2.无动力氨回收装置的运行总结 [J], 王小素
3.无动力氨回收装置应用技术总结 [J], 于咏梅
4.无动力氨回收装置运行总结 [J], 刘志远;王娟;常雪峰
5.无动力氨回收装置运行总结 [J], 李莉
因版权原因,仅展示原文概要,查看原文内容请购买。
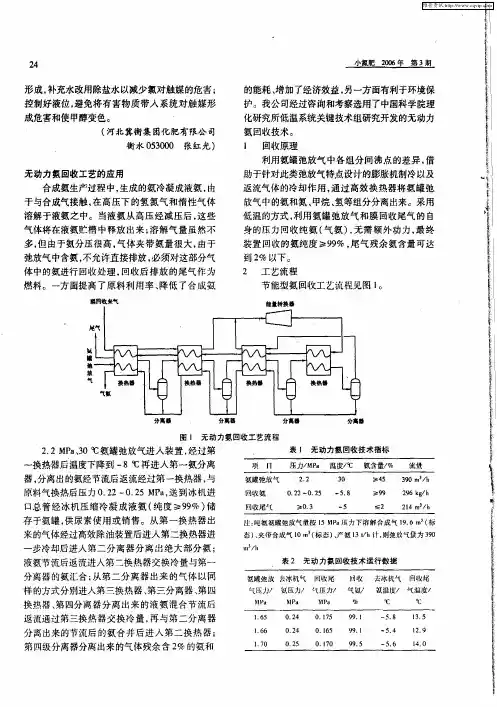
贮罐气的回收贮罐气回收采用无动力氨回收装置基本原理液氨的汽化潜热很大,液氨汽化,产生冷量;同时,中高压气体含有较高能量,通过透平膨胀机膨胀,带压气体吹动转子对外做功,使自身能量减小,温度降低。
氨罐的闪蒸气中氨的冷凝温度最高,易被液化;氢、甲烷、氮等气体冷凝温度较低,不容易被液化。
当温度在-60~-70℃时,氨基本被液化分离,而冷凝温度较低的氢、甲烷、氮等气体未被液化,仍呈气态形式,通过气液分离,分离出液氨,实现氨的回收。
流程简述如下:来自氨罐的贮罐气,首先经高效除油器,分离液滴和油气,再依次经过1~5级高效多通道换热器,与冷的回收尾气、冷分离气、及液氨汽化气进行冷热交换,被冷却到~-60℃,并对应进入1~4级氨分离器,分离出液氨后,返回第4级高效多通道换热器交换冷量后,再与经减压到~2.0MPa并经预冷的膜分离系统尾气(解吸气),一起进入透平膨胀机工作轮端膨胀,温度降低到-70~-80℃后,依次进入5~1级高效多通道换热器,交换冷量,然后进入透平膨胀机制动轮,吸收工作轮输出的能量,尾气排出无动力氨回收装置,去转化作燃气。
分离后的液氨通过调节阀,调整进各级高效多通道换热器的液氨量,调控各换热器冷端出口温度,液氨汽化后,变为气氨,出设备,送往冰机系统加压冷却成液氨,完成无动力氨回收贮罐气无动力氨回收装置回收操作数据闪蒸气压力:2.2MPa、氨含量:~40%解吸气压力:1.8~2.2 MPa解吸气温度:20~40℃四级分离器出口温度-55~-65℃回收气氨压力:0.20~0.4MPa回收后尾气含氨量:≤ 0.4 %回收后气氨0.2MPa 纯度≥99.8%本装置的技术特点a 将驰放气回收后的尾气——解吸气引入装置作膨胀机补充动力气源后,有效解决了贮罐气本身能量不够的矛盾,尾气氨含量仅有0.4%,开车亦可用解吸气预冷装置,不需补充氨。
(我厂在山东某厂考察无动力氨回收装置时发现,由于该厂贮罐气本身能量不够,四级氨分温度-50~-40℃以上,尾气氨含量高达4.03%)b 装置关键设备是膨胀机,本装置采用两级膨胀制冷,既保证了出膨胀机的气体温度低,有较多冷量供第五级高效换热器交换,又降低了膨胀机转速,提高了运行可靠性。
氨回收专用能量转换器在合成氨新装置中的应用近年来国内已经成功研发了无动力氨回收:采纳深冷技术来回收化肥厂合成氨驰放气中残留的气氨,此方法利用驰放气内各组分沸点的不同, 使驰放气的温度快速下降到零下60—70。
C左右, 从而使气态氨从驰放气中分开出来,再返回到系统制成尿素。
这种新装置、新工艺是利用了本系统中驰放气现有的压力能, 在不消耗任何外来能量的状况下, 一次性地将驰放气中的残留氨下降到2%-3%左右, 此方法不仅节约能源, 提升了合成氨驰放气的附加值, 给生产厂家增加了高额收益, 而且不污染环境。
一般状况下, 3~6个月就能收回全部投资。
由于利用了驰放气自身的能量转换制冷, 因此也称为“无动力氨回收〞或“低温氨回收〞。
这种新工艺在氨回收系统中引进了新的高科技产品—“氨回收专用能量转换器〞。
它是氨回收装置中唯一制造冷源的高精度设备, 是该装置的核心。
合成氨系统的驰放气, 压力为1.2~1.6Mpa, 〔有的厂家压力为2.0~2.2Mpa〕。
通过专用能量转换器, 驰放气体在通流部分膨胀获得动能而通过风机、轴输出外功, 从而消耗了驰放气本身的内能, 获得了最大的绝热焓降。
驰放气得到了所需要的低温, 氨分子液化, 从驰放气中分开出来, 从而达到组分分开的目的。
氨回收的新装置中除了“氨回收专用能量转换器〞高速旋转外, 其它的设备都属于静止设备, 只要工艺流程布局合理, 制定符合要求, 都可以运行得比较理想。
独有具有高速转动部件的这种高科技产品——“氨回收专用能量转换器〞, 精度要求高, 它的制定、制造、安装、调试等等的质量, 关于整个装置的安全性、可靠性、运行周期及企业效益有着直接的影响, 一旦它出了故障, 整个装置就无法运行了。
那么“氨回收专用能量转换器〞是否就是空分行业中的透平膨胀机呢?正如有的行家指出:“专用能量转换器与空分行业厂使用的膨胀机, 在原理上大同小异。
但由于驰放气组分, 工艺条件的复杂变化, 对机组提出更高的要求, 该装置专用的能量转换器无论在结构、材料以及抗干扰能力上都与空分上使用的膨胀机有很大的区别。
HR型无动力氨回收技术应用总结该技术在分离气氨的过程中,根据不同企业实际情况,其流程又各有所不同。
为补偿冷量不足,可增加小功率氨气压缩机,或引进其它可利用气源参与膨胀,提供冷量,以达到更好分离效果。
该技术其优点是整个工艺过程,没有氨水的二次污染,分离效果好,运行成本很低,操作简单方便,安全稳定。
四、工艺流程及主要设备(1)工艺流程由氨贮槽来的弛放气和合成放空气混合后温度约10~15℃,进入缓冲罐稳压后进入氨回收系统,经过第一特效换热器,与净氨后的低温气体(称净化气)冷热交换,回收冷量后,温度降到-10℃左右,进入第一气液分离器,分离出部分氨后,气体经高效除油装置除油后,进入第二冷、热交换器,气体进一步冷却,温度降到约-15℃,进入第二气液分离器,分离出绝大部分氨后,气体进入第三冷热交换器及第三分离器,进一步分离掉少量氨后,温度降到-20℃,气体最后进入第四冷热交换器及第四气液分离器,被膨胀机来的气体冷却,温度降到-40℃以下,分离掉残余的微量氨后,气体返回第三热交换器,交换冷量复热后,净化气去能量回收装置,及保护气系统,利用膨胀制冷原理,产生低温气体,膨胀后的低温净化气依次通过四、三、二、一冷热交换器,冷热交换后,出系统,去吹风气回收工段作为助燃气用。
一段分离器分离出的液氨节流返回第一冷热交换器,进行蒸发吸热,降低贮槽来的原料气的温度,气氨排出系统,二段分离器分离出的液氨节流返回第二热交换器,蒸发吸热后排出系统。
三、四级分离器分离的少量液氨与二级分离器分离出的氨混合后,一并进入第二冷交换器,蒸发换热后排出系统。
(2)主要设备五、主要工艺指标六、装置运行效果(1)装置氨回收效果:氨回收工程竣工后,经过一周的试运行,装置运行较为平稳,对弛放气处理效果明显,经过标定,改造前后弛放气中氨回收率分别为22.54%和95.5%,处理效果见下表一:表一:改造前后气体分析对比表(2)对终端污水处理影响:无动力氨回收装置稳定运行后,随着氨回收率的提高,氨回收补充到冰机系统的氨量日益增加,回收氨量可满足45kt/a铜洗工段自用氨需求,并大幅度减少外排污水氨氮含量,见表二:表二:污水氨氮变化表数据摘录:2006年11月1日~12月20日上表可看出,氨回收对化肥厂污水氨氮消减率达61.48%,使污水中氨氮含量平均在500mg/l以下,降低了后续污水处理的技术难度。
无动力氨回收技术的新进展及新应用0 背景在合成氨生产过程中,生成的氨与合成气混在一起,经冷却、分离后,液氨与溶在其中的不凝气一同减压进入液氨贮槽系统。
在减压过程中,大量不凝气(甲烷、氢气、氮气及少量的惰性气体)和部分气氨闪蒸出来,形成弛放气。
采用传统的等压水水洗吸收法回收氨,存在诸多弊端,如氨回收效果差,耗水量大,且回收到的氨水不易处理,经济效益较差等。
中国科学院理化技术研究所低温系统关键技术组采用低温分离的方法,开发出无动力氨回收技术,并在四川美丰化工等厂家成功应用,运行状况良好,系统稳定,氨提取率高,取得了良好的经济效益和社会效益。
1 无动力氨回收技术的新进展弛放气的主要成分是氨、甲烷、氢气、氮气、氩气等,其中氨的沸点最高,其次为甲烷、氩、氮、氢,若采用低温分离的方法,则在系统降温的过程中,氨首先被液化并分离出来。
无动力氨回收技术利用尾气自身所带压力膨胀制冷,弛放气通过换热器逐级冷却分离出液氨,若冷量不够则需要将回收到的液氨减压去换热器蒸发换热,为系统提供更多的冷量。
该无动力氨回收装置回收到的氨产品纯度可达99%以上,分氨后的尾气残余氨含量根据用户条件的不同而有所差异,一般低于2%。
若用户条件较好,比如有其它可以利用的带压力的气体去到膨胀机参加膨胀制冷,则系统冷量充足,尾气中残余氨含量可保证低于1%,例如四川美丰、山西永济等地将膜提氢尾气送到膨胀机膨胀制冷,残余氨含量均可小于1%,美丰运行最佳状态残氨含量0.2%,永济则为0.48%,原因是美丰可利用的提氢尾气量很大。
举例来说,某化肥厂有储罐弛放气2000Nm3/h,氨含量40%,我们的设计是:回收到的氨约为606.7 kg /h,出系统尾气中残余氨含量小于1%(约0.6%)。
其中:当膜提氢尾气2000Nm3/h时:气态氨约为371kg/h,纯度大于99%,压力约0.3MPa(g);液态氨约为235.7kg/h,纯度大于99%,压力约1.7MPa(g)。
无动力氨回收装置操作规程操作规程:无动力氨回收装置一、操作前的准备工作1. 确保设备完好无损,操作人员应熟悉设备的结构、性能以及操作原理。
2. 配备必要的操作工具和个人防护装备,如手套、护目镜、防护服等。
3. 检查仓库内氨气容器的情况,确保安全密封,避免泄露。
4. 确保设备周围的通风通畅,消除可能引发火灾或爆炸的物品。
二、操作步骤1. 打开氨气回收装置,在装置操作面板上选择回收模式。
2. 检查回收装置中的各个组件是否正常运行,包括检查泵、冷凝器、蒸发器等。
3. 检查传感器是否正常工作,包括温度传感器、压力传感器等。
4. 打开氨气回收装置的进气阀门,将氨气从容器中引入装置。
5. 调节装置的运行参数,如温度、压力等,确保装置能够正常回收氨气。
6. 检查装置出口处的氨气浓度,确保回收效果满足要求。
7. 如果需要停止回收操作,首先关闭进气阀门,然后关闭装置的电源。
8. 定期对回收装置进行检查和维护,保持设备的性能和安全。
三、安全注意事项1. 操作人员应穿戴个人防护装备,如手套、护目镜、防护服等。
2. 在操作过程中,严禁吸烟或使用明火。
3. 避免接触氨气,如有接触,应立即用清水冲洗,并就医。
4. 发现氨气泄漏时,应立即关闭进气阀门,并采取相应的应急措施。
5. 遵守操作规程,严禁擅自操作或调整装置的参数。
6. 定期对装置进行检查和维护,避免设备故障导致的安全问题。
四、事故处理1. 发生氨气泄漏事故时,应立即采取措施迅速排除泄漏源。
2. 发生火灾时,应立即报警,采取适当的灭火措施,保证人员安全。
3. 发生其他设备故障时,应立即停止操作,报告维修人员进行维修。
五、紧急救援措施1. 发生氨气泄漏时,应尽快将人员疏散到安全地带,并向相关部门报告事故情况。
2. 发生火灾时,应立即报警,逃离火灾现场,不得盲目救火。
3. 发生人员伤害等事故时,应立即向相关部门报告,进行紧急救援。
六、定期检查和维护1. 定期对装置进行检查,查看设备是否存在磨损和损坏。
新型无动力氨回收考察总结新型无动力氨回收装置考察的总结根据集团安排合成事业部副部长与设备主任于2019年11月26日至30日对山东金乡天界制冷设备有限公司的无动力氨回收装臵运行情况进行了考察,现将考察的情况汇报如下:此次考察的单位为河南沁阳龙旺化工有限公司与河北东光化工有限公司,(湖北藁城市化肥总厂由于新疆宜化项目组已考察过、湖北大田化工目前停产故没有去)。
河南龙旺化工合成氨生产能力12万吨/年,河北东光合成氨生产能力为26万吨/年(与我公司相当)。
通过到现场查看河南龙旺、河北东光两个厂家无动力氨回收装臵,现场都没有安装干燥器和氨气压缩机,现场查看运行状况及询问使用厂家技术人员,与北京中科院科瑞赛斯的无动力氨回收装臵相比较有很大的不同,具体体现在以下几个方面:一、工艺流程不同1、金乡天界公司的无动力氨回收工艺流程与北京中科院科瑞赛斯的不同。
金乡天界的氨库驰放气分离氨后气体通过膨胀机工作端制冷,回收冷量后的气体直接送往锅炉燃烧,驰放气回收的液氨经过氨分离器分离减压后变成气氨经过膨胀机压缩端提高气氨压力送往冰机,压力可以达0.3Mpa 。
由于氨分离器分离减压后的气氨压力低(0.1MPa 以下,甚至常压以下),回收冷量大,故没有外臵氨气压缩机,真正实现了无动力回收氨。
而北京中科院科瑞赛斯需要外臵电机驱动氨气压缩机、需要另外耗电。
2、金乡天界装臵经过膨胀机制冷端作功的气体主要为氨库驰放气,基本不需要膜提氢尾气作为动力(如河北东光化工)。
只有在氨库驰放气量不够时才增加少许膜提氢尾气补充作为动力(如河南沁阳龙旺化工)。
且将膜提氢尾气与氨库驰放气分离氨后的尾气(氨含量约1.5%)汇合后生成微量的氨水通过分离器后再进入膨胀机,降低了进入膨胀机气体的冰点,同时可以根据生产情况控制第一个换热器的出口气体温度,系统不容易发生冰堵现象,减少了冰堵对膨胀机的磨损,能够保持膨胀机长周期稳定运行。
故没有干燥器。
北京中科院科瑞赛斯装臵必须引入膜提氢尾气作为膨胀机的动力,膜提氢尾气中的微量水分导致的冰堵现象影响了该装臵的长周期运行。