双端面磨床修整器的设计
- 格式:pdf
- 大小:1004.77 KB
- 文档页数:5
外圆磨床砂轮修整技巧一、选择合适的修整砂轮修整砂轮的选择应根据所磨砂轮的材质、硬度、颗粒尺寸和粘结剂类型来决定。
常用的修整砂轮有刚玉修整砂轮、金刚石修整砂轮和CBN修整砂轮。
刚玉修整砂轮适用于修整金刚石和CIBN砂轮,金刚石修整砂轮适用于修整氧化铝砂轮,CBN修整砂轮适用于修整高速钢和硬质合金砂轮。
二、修整砂轮外形砂轮的外形修整对于砂轮的切削性能和精度有很大影响。
修整砂轮的外形应根据所磨工件的要求和磨削方式来确定。
常见的修整砂轮外形有圆筒形、倒角形和渐圆形。
圆筒形适用于对圆柱轴类零件进行磨削修整,倒角形适用于对圆角和倒角进行修整,渐圆形适用于对圆锥面进行修整。
三、修整砂轮尺寸选择修整砂轮的尺寸应根据所磨工件的尺寸和修整量来确定。
修整砂轮的直径和宽度一般应大于被修整砂轮的尺寸,并要考虑到砂轮的修整寿命和砂轮与工件的接触面积。
一般来说,修整砂轮直径为被修整砂轮直径的1.5倍到2倍,宽度为被修整砂轮宽度的1.2倍到1.5倍。
四、修整砂轮修整量控制修整砂轮的修整量应根据所磨砂轮的磨削性能和修整寿命来确定。
修整量过大会导致砂轮修整寿命过短,修整量过小会导致砂轮不能得到有效修整。
一般来说,修整量为砂轮直径的0.1倍到0.2倍效果比较好。
五、修整砂轮修整速度控制修整砂轮的修整速度应根据砂轮的硬度、粘结剂类型和修整砂轮尺寸来确定。
修整速度过快会导致砂轮修整成型不准确,修整速度过慢会导致砂轮修整寿命下降。
一般来说,修整速度为砂轮转速的0.3倍到0.5倍效果比较好。
六、修整砂轮压力控制修整砂轮的压力应根据所磨工件的材料和硬度来确定。
压力过大会导致修整砂轮磨损过快,压力过小会导致修整效果不佳。
一般来说,修整砂轮的压力为工件负荷的50%到70%效果比较好。
七、修整砂轮修整周期控制修整砂轮的修整周期应根据所磨砂轮的修整寿命和修整量来确定。
修整周期过短会导致生产效率低下,修整周期过长会导致砂轮无法得到有效修整。
一般来说,修整周期为砂轮修整寿命的2倍到3倍效果比较好。
3T电缆车的设计4110型柴油机总体设计AGV车转向总承设计B655型牛头刨床总体布局及主轴箱设计(优秀)CA6140主轴工艺与夹具设计(钻Φ23孔夹具+磨床夹具)(优秀)CJK6032-4型数控车床设计(优秀)GW-40型钢筋弯曲机设计(优秀)M1432A万能外圆磨床液压系统设计(机+液)(优秀)M1432A型外圆磨床总体布局设计(优秀)MB106A进给系统有级变速装置设计MK1332数控外圆磨床工作台结构设计PLC控制直列式加工自动线设计(PLC)QY20B汽车起重机卷筒机构及其液压系统设计(机+液)(优秀)SC750三轴伺服驱动机器人机构设计(优秀)T6112卧式镗床系统的设计(优秀)x52k型立式升降铣床电气控制系统的PLC改造设计(电+PLC)Φ630mm(工件最大回转直径)经济型数控车床设计一种包装机箱体的加工工艺分析及夹具设计(钻螺纹孔20×M8)(优一种新型滚动轴承拆卸器设计(无图)一种简易播种机的设计(农业机械)(优秀)一种药品压片机的设计(优秀)三自由度机械手运动控制下位机系统设计(电气)三轴雷达仿真转台机械结构设计(优秀)上肢康复机器人结构设计及仿真运动设计(优秀)交流双速电梯的PLC控制系统设计(PLC)低速载货汽车驱动桥的设计(优秀)冰箱门封磁条剪切系统设计前移式手动液压装卸叉车设计(优秀)剪板机结构设计(优秀)加强板零件的加工工艺及夹具设计(钻4-9孔夹具)(数控程序)十字路口交通信号灯PLC控制系统设计(PLC)十字路口交通灯单片机控制系统设计与仿真(单片机)单螺杆挤出机构设计(优秀)卧式滚筒软化干燥机设计卷圆机结构设计(优秀)压缩机底板零件冲压成型模具设计原木检测机设计(优秀)双坐标数控工作台设计(机+电)双驱动同步振动筛的结构设计(优秀)发动机测扭油缸机加工艺及磨工夹具设计(优秀)四维微调工作台机械结构设计(优秀)四翼自动旋转门机电系统设计(优秀)垫片冲压模具毕业设计基于PLC与组态控制系统设计双面二工位铣钻组合机床基于PLC的数控钻床控制系统设计(PLC)基于PLC的活塞式空气压缩机控制系统设计(电气+PLC)(优秀)基于PLC的皮带运输系统监控设计(PLC)基于PLC的霓虹灯控制系统的设计(PLC)基于PROE的进排气阀门的运动仿真分析(优秀)基于准平行环面蜗杆的舞台灯具架提升机装置设计(优秀)基于单片机多功能电子时钟的设计与仿真(单片机)基于单片机的数字式光照强度检测系统的设计(单片机)(优秀)基于单片机的红外遥控密码锁的设计(单片机)基于单片机的节水灌溉自动控制系统的设计(单片机)外圆数控磨床工作台结构设计(优秀)多功能焊台的设计多工位变速钻床设计(优秀)大型H钢翻转提升机构设计(机+电+液)(优秀)小型牧草收割机设计(优秀)(全套图纸)小型立体车库设计(机+液)(优秀)小型谷类干燥机的设计(振动筛分部分设计)小拨叉冲压模具设计(优秀)工程机械蓝牙无线远程故障诊断系统研究设计(main程序)平衡臂机械手的设计之PLC逻辑顺序控制和液压系统设计平衡臂机械手的设计之平衡臂及机械手爪设计(优秀)平衡臂机械手的设计之总体设计及基础设计(优秀)微动跳跃弹性开关动态特性测试仪的结构设计(优秀)微型玉米剥皮机的设计(优秀)微型轴承外环外圆直径自动检测装置设计(优秀)托盘交换器及其随行夹具设计(优秀)折弯机液压系统设计(机+液)(优秀)(全套图纸)旋耕灭茬机总体结构设计(农业机械)无攀爬式全自动高空接线机器人结构设计(优秀)普通钻床改为多轴钻床设计(优秀)曲轴搬运机械手机电系统设计(机+电+液)木工三排钻孔机结构设计(无说明书)木工专用四面刨床的结构设计(优秀)木工横截圆锯片机设计(优秀)木窗加工指接机端面铣削部分设计(优秀)机械菱锥式无级变速器结构设计(优秀)机车柴油机检修液压升降台设计(优秀)林区割灌机的结构设计(优秀)枝桠材用小型切片机设计(优秀)柔性制造系统码垛机单元的设计与仿真(电气)柴油机磨缸机设计模拟电梯机械机构设计(优秀)气动机械手PLC控制部分设计(电气+PLC)气缸体专用平面磨床设计(优秀)液压折弯机设计液压钢筋弯曲机的设计(机+液)(优秀)滑移式起重夹钳装置主机的加工工艺设计热轧板带钢生产线精轧机换辊小车设计(优秀)焊接机械手液压系统设计(机+液)爪式饲料粉碎机设计(优秀)电动叉车变速箱箱体的加工工艺及夹具设计(钻Φ12孔+铣面夹具)番茄打浆机设计(优秀)盘刀式茎秆切碎机结构设计(优秀)直线式不干胶贴标机设计(优秀)直轴式轴向柱塞泵设计离心铸造机总体设计(优秀)立体光固化造型机机电系统设计(优秀)精确高效谷物分离机设计(优秀)自动线工件震动去屑台设计(优秀)药品包装机结构设计(优秀)落叶松球果去翅精选机提升装置的设计(优秀)螺旋式洗米机结构设计(优秀)螺旋离心式砂石泵的结构设计(优秀)螺杆式紧压茶叶机的设计(优秀)行星运动螺旋式混合机设计(优秀)(全套图纸)轧辊车床PLC触摸屏控制系统设计(电+PLC)输送机传动辊台设计(优秀)进给箱齿轮轴的机械加工工艺规程及工艺装备设计(铣30X8槽夹具)(课程)酸菜自动包装生产线注液系统结构设计(机+液)(优秀)钻镗专用机床液压系统设计(课程)食品切断装置的设计(食品机械)(优秀)高效精密大豆播种机设计(优秀)高楼清洗机机电系统设计(机+电)(优秀)龙门式起重机总体设计及金属结构设计(优秀)2Jk-510.5型矿用提升机主轴装置设计3.0吨调度绞车的设计3吨蒸汽锤改造为电液锤设计4000TH差动分级齿辊式破碎机设计AutoCAD环境下减速器轴设计的算法及实现设计C1318手柄夹具及工艺设计CA6140方刀架工艺工装夹具设计【钻-铣-2套-全套夹具图】【优秀】CN30-3A燃油泵试验台主轴箱体工艺夹具设计(钻-铣夹具)DX型钢丝绳芯带式输送机设计JBB-300型搬运绞车设计JBT62轴流式通风机总体方案和通风机总体结构设计LB2000沥青搅拌机设计MPS上料检测站和搬运站机械设计YD5141SYZ后压缩式垃圾车的上装箱体设计YD9160TCL轿运车箱体设计ZFS100002545中位放顶煤液压支架设计Φ200毫米轴承环车床设计万向节滑动叉机加工艺及工夹具设计二柱大采高掩护式液压支架设计井下探测救援机器人平台结构设计仓库大门开闭机构设计六角螺母注塑模设计关节型机器人腕部结构设计化工液罐汽车结构设计单曲柄往复式给煤机设计卧式三面单工位组合钻床设计叉车设计垂直轮盘汽车库设计复合肥配料混合系统设计孔系加工立式组合加工机床设计封闭母线自然冷却的温度场分析带式制动器设计带式输送机伺服调偏装置设计带式输送机变频张紧装置设计带式输送机摩擦轮调偏装置设计带式运输机传动装置设计(带减速器)带式运输机的传动装置设计-课程设计带钢跑偏机的分析设计拨叉零件及其夹具设计(镗孔)支架的机械加工工艺规程及工装的设计(铣床夹具)支架的机械加工工艺规程及工装的设计(镗孔夹具)支架零件的机械加工工艺规程及Ф11孔的工艺装备与夹具设计数控车床主传动机构设计数控铣床两工位夹紧装置液压系统设计数控铣床主轴箱设计-课程设计机体零件加工艺规程及工装夹具设计(镗孔夹具)机械式双头套皮辊机设计机液联合张紧装置设计板材送进夹钳装置设计柴油机喷油器设计柴油机柱塞式高压喷油泵设计柴油机电控系统设计柴油机高压油泵设计横轴履带式半煤岩掘进机设计活动钳口零件的机械加工工艺规程及专用夹具设计液压抓斗式矿井水仓清淤机设计液压泵泵体的机械加工工艺规程及工装设计(铣夹具)湿式转子式混凝土喷射机设计滚筒式露天采煤机设计滚筒采煤机总体方案设计及截割部摇臂箱的设计矿井井口液压站设计离合器齿轮的加工工艺规程及夹具设计空气重介流化床干法选煤机结构改进设计立柱千斤顶工作特性仿真计算及刚度校核设计粉罐汽车结构设计绞车实验台设计(液压系统)自动植树车-挖坑及取树机构设计船用废气燃烧臂设计船用柴油机挂机设计蜗轮箱体的机械加工工艺规程及夹具设计(钻M12-6H)货车制动系统液压设计路面切槽机设计车刀角度测量装置设计车载提升机的设计及研究边双链刮板输送机机头部设计连杆盖合件之二-连杆盖工艺规程设计连续式履带装煤机装运部设计连续式洗米机设计道路地下打孔机设计部分断面掘进机工作机构设计防窜仓往复式给煤机设计齿耙清污机设计102机体齿飞面孔双卧多轴组合机床及CAD设计3kN微型装载机设计45T旋挖钻机变幅机构液压缸设计5吨卷扬机设计C620轴拨杆的工艺规程及钻2-Φ16孔的钻床夹具设计CA6140车床拨叉零件的机械加工工艺规程及夹具设计831003 CPU风扇后盖的注塑模具设计GDC956160工业对辊成型机设计LS型螺旋输送机的设计LS型螺旋输送机设计P-90B型耙斗式装载机设计PE10自行车无级变速器设计Setwell电话机机座下壳模具的设计与制造T108吨自卸车拐轴的断裂原因分析及优化设计X-Y型数控铣床工作台的设计YD5141SYZ后压缩式垃圾车的上装箱体设计ZH1115W柴油机气缸体三面粗镗组合机床总体及左主轴箱设计ZXT-06型多臂机凸轮轴加工工艺及工装设计三孔连杆零件的工艺规程及钻Φ35H6孔的夹具设计三层货运电梯曳引机及传动系统设计上盖的工工艺规程及钻6-Ф4.5孔的夹具设计五吨单头液压放料机的设计五吨单头液压放料机设计仪表外壳塑料模设计传动盖冲压工艺制定及冲孔模具设计传动系统测绘与分析设计保护罩模具结构设计保鲜膜机设计减速箱体数控加工工艺设计凿岩钎具钎尾的热处理工艺探索设计分离爪工艺规程和工艺装备设计制定左摆动杠杆的工工艺规程及钻Ф12孔的夹具设计前盖板零件的工艺规程及钻8-M16深29孔的工装夹具设计加油机油枪手柄护套模具设计加热缸体注塑模设计动模底板零件的工艺规程及钻Φ52孔的工装夹具设计包缝机机体钻孔组合机床总体及夹具设计升板机前后辅机的设计升降式止回阀的设计升降杆轴承座的夹具工艺规程及夹具设计升降杠杆轴承座零件的工艺规程及夹具设计半自动锁盖机的设计(包装机机械设计)半轴零件的机械加工工艺及夹具设计半轴零件钻6-Φ14孔的工装夹具设计图纸单吊杆式镀板系统设计单级齿轮减速器模型优化设计单绳缠绕式提升机的设计卧式加工中心自动换刀机械手设计【优秀】厚板扎机轴承系统设计叉杆零件的加工工艺规程及加工孔Φ20的专用夹具设计双卧轴混凝土搅拌机机械部分设计双模轮胎硫化机机械手控制系统设计双辊驱动五辊冷轧机设计变位器工装设计--0.1t普通座式焊接变位机叠层式物体制造快速成型机机械系统设计可急回抽油机速度分析及机械系统设计可移动的墙设计及三维建模右出线轴钻2-Ф8夹具设计右出线轴钻6-Ф6夹具设计咖啡杯盖注塑模具设计咖啡粉枕式包装机总体设计及横封切断装置设计啤酒贴标机的设计(总体和后标部分的设计)喷油泵体零件的工艺规程及钻Φ14通孔的工装夹具设计四工位的卧式组合机床设计及其控制系统设计四方罩模具设计四组调料盒注塑模具设计固定座的注塑模具设计圆柱坐标型工业机器人设计圆珠笔管注塑模工艺及模具设计圆盘剪切机设计基于PLC变频调速技术的供暖锅炉控制系统设计基于pro-E的减速器箱体造型和数控加工自动编程设计基于PROE的果蔬篮注塑模具设计基于UG的TGSS-50型水平刮板输送机---机头段设计塑料油壶盖模具设计塑料胶卷盒注射模设计多功能推车梯子的设计多功能齿轮实验台的设计多层板连续排版方法及基于PLC控制系统设计多层板连续排版方法毕业设计多用角架搁板的注塑模具设计及其仿真加工设计多绳摩擦式提升机的设计大型矿用自卸车静液压传动系统设计大型耙斗装岩机设计大批生产的汽车变速器左侧盖加工工艺及指定工序夹具设计套筒的机械加工工艺规程及攻6-M8-6H深10的夹具设计套筒的机械加工工艺规程及钻φ40H7孔的夹具设计套筒零件的工艺规程及钻3-Φ10孔的工装夹具设计定位圈零件的工艺规程及钻铰Φ20孔的工装夹具设计宠物垫生产线的部件机械设计小型冷带钢卷取机设计小型电动移动式喷雾机设计小型零件装配机械手设计履带式液压挖掘机挖掘机构设计工件自动输送机的设计工程用陶瓷油隔离泥浆泵的设计工程钻机的设计带位移电反馈的二级电液比例节流阀设计带式输送机的液压自动张紧及检测装置设计带有卸荷装置的加工中心主传动系统设计底座的工艺规程及攻4XM8-6H深12孔深16螺纹的工装夹具设计弧面蜗杆加工专用数控机床设计弯针连杆的加工工艺及夹具设计弹体自动上下料机构设计微型玉米剥皮机设计微机控制式捷达SDI(1.9L)电控柴油喷射系统测控试验台电路设计恒张力绕线机机械部分设计悬架的工艺规程及钻右端小端面上4-M8及Φ6.7及M12的夹具设计惰轮轴工艺设计和工装设计截止阀体零件的工艺规程及钻Φ34孔的工装夹具设计手表条夹板加工工艺打桩机起重装置结构设计打火机金属外壳的冷冲压模具设计折叠伞手柄塑件塑料注射模具设计拉伸试验机数控改造驱动电路的设计拔叉制造工艺课程设计831007拔叉钻Φ19孔的工装夹具设计拖拉机拨叉铣专机设计(卧式)拖挂式混凝土泵设计挂套注塑模具设计按扭锁冲裁模设计挖掘机的挖掘工作装置设计挖掘机转轴孔磨损后维修机的设计挖掘装载机装载部分的设计挡块气缸的工艺规程及钻2-Φ30H7孔的钻床夹具设计排水管头的造型与塑料模具设计接头的工工艺规程及钻Ф8孔的夹具设计推板零件的工艺规程及钻3-Φ10孔的工装夹具设计插针罩注射模模具设计揽桶机设计支承块工件的的铣床夹具设计支撑筒的冲压成型工艺及模具设计支架工艺规程及钻Φ30孔的夹具设计支架零件的工艺规程及钻6-Φ17孔的钻床夹具设计教学型搬运机械手的设计(气动机械手的设计)数控带式输送机传动装置的设计数控激光切割机XY工作台部件及单片机控制设计数控车床四工位回转刀架设计数控车床自动回转刀架的设计数控车床进给系统传动系统设计数控铣床Z轴进给系统设计斜三通注塑模具设计新型卫浴设备设计新型电动自行车及动力反馈制动系统设计易拉罐盖冲压模翻边凹模加工工艺设计星轮零件夹具设计暖色口杯注射模设计曲柄压力机曲柄滑块工作机构的设计曲轴搬运机械手设计曲轴滚压强化机液压系统的设计木工用异型槽龙门铣床液压系统改进及除尘设计机床进给系统机构设计机车减震弹簧拆装用10吨四立柱压力机的设计机车轴承座自动上下料机构及其控制系统设计杠杆臂工艺装备及夹具设计松花江P--L型面包车组合仪表罩单型腔注塑模设计板坯连铸机垛卸板机设计某种手机外壳塑胶模具设计某第四级整流叶片工艺分析设计柠条联合收割机切割及拨禾装置的设计柱式气液旋流分离器设计校园电动车的设计(创新设计论文)模拟自动生产线设计横排地漏封水筒注塑模设计气缸套法兰耳零件的工艺规程及钻4-12孔的工装夹具设计水射流采煤机切割装置设计水磨粉双滚筒干燥机总体设计及传动装置设计水磨粉双滚筒干燥机总体设计及输送装置设计汽车尾气排放与检测设计汽车式起重机力矩限制器的研制设计油管内壁爬行机器人的设计油阀座零件的机械加工工艺规程及加工φ3、φ5孔的工艺装备设计法兰管件的数控加工泵体盖钻6-φ7孔钻削专机设计泵体零件的工艺规程及钻攻2-M10的工装夹具设计洗衣机把手注塑模具设计涤纶短纤后处理设备七辊牵伸机的牵伸辊设计液压式数控分度工作台的设计液压防爆提升机清淤船机的设计清障车后翼板成型工艺与成型模具设计湘玉竹切片机的设计滚齿机差动机构分度轴及走刀挂轮架设计漱口杯注塑模设计激光标线仪前盖模具设计及其型腔仿真加工设计灭火器壳模具设计热连轧辊系变形三维建模及有限元分析焊接机械手设计爆花米机锁扣模具设计玩具汽车上盖模具设计及型腔加工仿真玻璃成型机电控制系统设计玻璃磨边机的设计生物材料动态力学实验机的研制设计电力机车受电弓风缸检测拆装装置的设计电动控制器的设计电弧喷涂用绕丝机工装设计电机座液压夹紧粗镗夹具设计电梯的plc控制毕业设计电梯的PLC控制设计电液控综合实验台设计电磁炉有轨车输料装置设计电风扇开关上盖注射模具设计真空泵的磁性液体密封设计石油管接头螺纹保护帽旋压加工专用装备设计磨床的数控改造与PLC 控制设计示教型雕铣机设计离心式切片机的设计离心式渣浆泵结构设计立式钻床的数控化改造设计立式铣床铣轴承座底面工艺夹具设计端盖零件的工艺规程及钻6-Φ6.6孔的工装夹具设计端盖零件的工艺规程及钻Φ16H7深11孔的工装夹具设计端面齿盘的设计与加工竹筷抛光机设计箱体钻孔组合机床设计箱壳落料拉深模设计糖果枕式包装机总体设计及横封切断装置设计级柱塞液压外缸体加工工艺规程的设计组合铣床的总体设计和主轴箱设计细石混凝土搅拌机设计经编织物包装用压缩机的设计绕线筒手柄塑料模设计联合烫剪机设计脱水斗式提升机设计自来水管阀阀体的零件的机械加工工艺规程及夹具设计自由度并联机构的平行机设计自行车脚蹬内板复合模设计荸荠削皮机设计螺旋式榨油机设计与校核螺栓数控铣床的设计行星齿轮减速器的设计及箱体的加工工设计行波型超声波电机毕业设计角形轴承箱夹具设计超声波发生器与换能器的匹配设计转向臂零件的机械加工工艺规程设计转速器盘工艺及夹具设计轴承座与齿轮的加工工艺规程及工序的专用夹具设计轴承架零件的工艺规程及钻2-M12孔的工装夹具设计轻型小口径高压气动阀的设计连杆弹簧复位自动调偏装置设计配油盘受力分析与设计酒瓶内盖塑料模具设计酒瓶盖启子级进模设计与制造金相试样切割机的设计钢圈切边模的设计制造钢球锥轮式无级变速器设计铲运机液压系统试验台的设计销盘式高温高速摩擦磨损试验机的设计锡林轴承盖零件的工艺规程及其钻2-Φ13孔的工装夹具设计锻件的结构设计及工艺性分析设计闭塞锻造模设计闭式双级圆柱齿轮减速器设计阀体零件的工艺规程及攻2-M14的工装夹具设计香波喷嘴注塑模具设计高楼火灾逃生器设计高空作业车下车部分设计高空作业车工作装置设计高空作业车的转台结构设计高速数字多功能土槽试验台车的设计高速枪管绞孔机设计鼠标滑球盖注射模设计(塑料模具设计)齿轮座零件的工艺规程及钻4-13孔的工装夹具设计龙门式数控火焰切割机结构设计120T推钢机设计丝锥前稍专用铲背车床设计主传动系统设计二级齿轮减速器课程设计仪表壳自动化压装机的设计伞轮轴盖夹具设计全自动混药卸荷清洗器CAD造型设计内吸式滤尘器设计刃型挡片冲裁模具设计加油口支座冲孔落料模具设计包钢烧结φ250卸灰阀设计半轴铣Φ38端面的铣床夹具设计单级蜗杆减速器课程设计卧式管接头管螺纹套丝机设计(四分之一英寸)反向齿轮器箱体加工工艺规程及相关夹具设计变速叉的工艺规程及铣5.5面的工装夹具设计变速叉的工艺规程及铣7的侧面的工装夹具设计右出线轴钻6-Ф6工艺及夹具设计固定式夹层锅整体结构设计基于Solidworks的麻花钻的二次开发设计基于虚交点的圆锥体端面尺寸数显量具的研制设计复合筒式除尘机组设计多功能文具盒上盖塑模设计大口径非球面铣磨机Z轴精密进给结构设计大直径辊筒双头镗孔专机承载装置和自定心装置的设计大米分级下料装置及其整体结构设计套盘零件的工艺规程及铣宽8槽的工装夹具设计左端主轴的工艺与夹具设计提升机卷筒衬木车削装置的设计摇臂的工艺规程及铣宽10槽的工装夹具设计支架工艺规程及其钻攻丝M10的夹具设计支架工艺规程及其钻铰ф8孔的夹具设计支架工艺规程及夹具设计支架工艺规程及铣Φ30mm孔上端面的夹具设计支架的工艺规程及钻4-Ф6孔的夹具设计支架的工艺规程及钻Φ52孔的工装夹具设计数控铣床回转工作台设计曲柄摇杆式飞剪机设计最大回转直径360普通车床的主轴变速箱的设计--课程设计某电熨斗储水器塑料底座注射摸设计柴油机燃用水煤浆的设计柴油机进气管铸造设计-课程设计步进式加热炉同步顶升液压控制系统设计气压(凸轮)鼓式制动器设计水果单列输送装置的设计滚筒式蔬菜清洗机设计环锭设备普通级升装置设计玻璃钢拉挤成型机总体设计电器支架注塑模具设计空心齿轮轴的工艺规程及铣左端槽工装夹具设计空心齿轮轴零件工艺规程及其铣右端键槽工装夹具设计立式数控铣床工作台设计纵轴套零件的工艺规程及钻攻6-M5-7H螺纹的工装夹具设计腊肠烘干机设计膜轻型汽车片弹簧离合器设计蚕豆脱壳机设计超精密三坐标测量机整机结构设计车载机械自动调平机械系统设计与开发轴承座车Φ30孔的车床夹具设计轻型载重汽车转向桥的设计输送带清扫器设计进气管课程设计连杆的工工艺规程及钻铰Ф10H9孔的夹具设计铸铁机的辅助装置设计锻件的结构设计与工艺性分析阀销注射模设计随动架及桅顶设计饲料振动筛的设计135调速器操纵手柄设计1P68F上箱体双面钻专机总体及夹具设计1P68F上箱体工艺及夹具设计2P85F汽油机机体加工工艺编制及第一套夹具设计3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计A272F系列高速并条机一三排罗拉支架加工工艺设计CA10B解放牌汽车前刹车调整臂外壳夹具设计CA1340杠杆夹具设计【铣槽Φ20H7两侧】。
数控双端面磨床相关学问点数控双端面磨床是一种具有自主学问产权的专业设备,广泛应用于模具、机械、航空等行业。
其重要结构特点如下:数控双端面磨床是由立柱、十字梁、滑台构成。
主轴、进给轴等构成,可实现磨削头角度的调整。
采纳数控系统,可实现图形化操作和高精度掌控。
可实现自动供液和过滤泵本领。
设置了多种防护功能,如自动停机、报警等,保障操作人员的安全。
数控双端面磨床以其高度自动化、高质量的特点渐渐成为了机械行业的紧要设备之一、在将来的进展中,数控技术将不断进展,数控双端面磨床的应用领域也将进一步拓展。
数控双端面磨床是现代制造业中常用的加工设备之一,由于其技术含量较高,使用者需要注意以下几点:首先要具备较高的操作技能,了解各种掌控面板、液压系统和安全设备等。
在使用过程中需要严格遵守相关安全规定,如操作人员需要戴好工作帽和手套,同时检查磨头和砂轮是否磨损,保证生产作业的安全和稳定。
保持设备干燥,简单受潮的部件可以涂点防潮油,以免影响加工质量。
为了保持设备的有效状态,维护和保养也是紧要的。
每天使用前要检查设备是否处于正常状态。
如发觉任何问题应立刻上报设备管理员修复。
在设备生产完毕后肯定需进行清洗,保持设备干燥,并对其各个部位进行清理;定期检查传动部位是否存在撞击、碰撞等现象,必要时需要对其进行更换或修理。
数控双端面磨床的选择与安装需要充足以下要求:了解设备的型号和参数,应当依据不同的加工需求选择不同的磨床,以实现更高的生产效率;安装设备时,需要依据厂家供给的安装说明书或请专业的技术人员来帮忙进行安装,保证设备的安全运行。
为了延长设备的使用寿命,需要遵从以下保养注意事项:定期对设备进行维护保养,更换损坏的部件;在设备仓库内储存时,要注意防潮防尘;对于设备存在问题时,要适时调整,不要等到显现更大的问题才进行修理。
在采购和储存备件方面需要注意以下事项:要依据设备类型和使用量来订立采购计划;在采购时,肯定要选择正规的厂家,采购符合生产要求的备件;在储存备件时,需要注意保管,归纳管理,避开丢失。
双端面磨床安全操作规程范本一、操作前准备1. 确保双端面磨床所在区域通风良好,并且没有易燃物和爆炸品等。
2. 检查磨床的电源是否正常,并熟悉操作面板上的各个按钮和开关的功能。
3. 确保磨床的刀具、夹具及固定螺栓紧固可靠,不得有松动和损坏现象。
4. 检查磨床的冷却液是否充足,并清理冷却液系统的滤网。
二、操作时安全事项1. 在操作前,需佩戴好防护眼镜、防护面罩、防护手套等个人防护装备。
2. 在操作时,不得随意触摸磨床的运动部件,以免发生意外伤害。
3. 在更换刀具或调整夹具时,应先停止磨床运转,并确保刀具完全停止旋转后方可进行操作。
4. 严禁携带手机、手表及其他杂物进入操作区域,以免被卷入机床运动部件造成安全事故。
5. 在清洁磨床时,应先断开电源并等待磨床完全停止,再用干净的布擦拭磨床的表面。
三、操作后安全事项1. 在操作结束后,应及时断开磨床的电源,并清理磨床工作区域的杂物。
2. 对于刀具、夹具等易损件,应妥善保管并定期检查,发现问题及时更换或维修。
3. 定期对磨床的润滑系统进行检查,保持润滑油的清洁和充足。
4. 在发现磨床有异常声音、振动或漏油等情况时,应立即停止使用,并通知相关维修人员进行检修。
5. 在操作结束后,应将双端面磨床的工作区域恢复整洁,并检查周围是否有安全隐患。
四、紧急情况处理1. 在磨床操作过程中,如发生火灾或其他紧急情况,应立即切断磨床的电源,并按照公司的紧急处理流程进行处理。
2. 在操作过程中,如发生人员受伤或其他事故,应立即切断磨床电源,并按照公司的事故处理流程进行处理。
五、操作人员责任1. 操作人员必须具备相关技术知识和操作经验,并持有相关的操作证书。
2. 操作人员需遵守相关的安全操作规定,并认真履行安全防护职责。
3. 操作人员应定期参加公司组织的安全培训,增强安全意识和应急处理能力。
六、违规处罚1. 对于违反操作规程和安全规定的操作人员,将按公司相关规定进行违规处罚。
2. 对于严重违规行为或造成严重后果的操作人员,将取消其操作资格并追究相应责任。
双端面磨床操作流程
双端面磨床操作流程主要包括以下几个步骤:
1.准备工作:检查设备是否正常,调整磨削轮直径和车削角度,清洁磨床和工作台。
2.夹紧工件:根据工件的尺寸和形状,选择合适的夹具进行夹紧。
3.调整磨削深度:根据要求的磨削精度,调整磨床的进给速度、深度和时间。
4.开始磨削:根据磨削轮的转速和磨削深度,对工件进行磨削。
5.换向磨削:完成一侧后,将工件翻转并再次夹紧,进行另一面的磨削。
6.检验磨削质量:使用测量仪器检查磨削后工件的尺寸和表面质量是否符合要求。
7.清洁设备:完成工作后,清洁磨床、夹具和工作台,注意安全。
以上是双端面磨床的操作流程,需要注意安全,确保设备正常运行,以保障磨削质量和人身安全。
毕业设计(论文)《M2110A内圆磨床(实地机床)电气设备改造》专业(系)电气工程系班级铁道自动化101班学生姓名杨帅杰指导教师李岚完成日期 2021 . 12摘要可编程操纵器PLC是运算机家族中的一员,是为了工业操纵应用而设计制造的,是工厂自动化的强有力工具。
它把运算机的编程灵活、功能齐全、应用面广等优势与继电器系统的操纵简单、利用方便、抗干扰能力强、价钱廉价等优势结合起来。
它不仅实现单机的操纵,同时能实现多机的操纵。
随着PLC技术的不断进展,在自动化技术的领域中PLC起到了不可忽略的作用。
由于PLC的功能优于继电器,从而慢慢代替继电器实现逻辑操纵,如此不管在操作、维修和保养等方面利用加倍方便。
本文就依照PLC的优势对M2110A内圆磨床(实地机床)电气设备改造,将原先继电器操纵电路部份进行改造,用PLC来代替继电器,实现一样的操纵。
使得改造后机床不仅从线路上有了优化,而且在操纵,保养维修各方面多加倍的简单方便,其工作的稳固性高,故障低,从而大大的改善解决了M2110A内圆磨床原有的缺点和不足。
ABSTRACTComputer PLC programmable controller is a member of the family, is for industrial control application and the design and manufacture is powerful, factory automation tools. It had the computer programming flexible, functional and wide application advantages and relay system control is simple, easy-to-use, strong anti-jamming capability, cheap advantages combined. It not only realize the single control, and can achieve more machine control, with PLC technology unceasing development, in automation technology in the fields of PLC has played an oversight role, because the function of PLC is superior to relay, thus gradually replace relays realize logic control. So no matter in operation, repair and maintenance etc, use more convenient.This paper, based on PLC strengths in M2110A inside grinder (field machine) electrical equipment renovation, the original relay control circuit of reforming, use PLC to replace relays, realize the same control, make not only after reforming machine from the wiring is optimized, and in control, maintenance all aspects of how much more simple and convenient operation, the work high stability, low trouble, thus greatly improve solved M2110A inside grinder original shortcomings and the insufficiency.目录第一章设计任务与要求 (3)1.1 课题概述 (3)1.2 课题任务与要求 (3)1.3 电气屏柜设计 (4)1.4 系统设计要求 (4)1.5 设计说明书要求 (4)1.6 毕业设计进程安排 (4)1.7 毕业设计答辩及论文要求 (5)第二章 M2110A型内圆磨床 (6)2.1 M2110A内圆磨床特点 (6)2.2 M2110A内圆磨床结构和运动形式 (7)2.3 M2110A内圆磨床工作原理分析 (8)2.4 M2110A型内圆磨床的操作 (10)第三章 PLC的历史与介绍.....................................................错误!未定义书签。
CBN砂轮(立方氮化硼砂轮)CBNgrindingwheel最理想的高速、高效和高精度的磨削工具一、立方氮化硼(CBN)砂轮的特点:CBN作研磨材料使用时,我们主要研究CBN 的硬度、热稳定性、化学惰性、耐磨性和导热性等。
CBN的硬度远高于其它普通磨料。
高硬度意味着切削能力更强、更锋利;CBN有高的耐磨性,意味着它比普通磨料更难磨损;保持磨粒形状的能力是CBN作为高性能磨料的主要特性之一;CBN的抗压强度很高,这意味着在恶劣的条件下使用时它能保持颗粒完整而不易破碎;CBN有很好的导热性,在磨削时可实现冷切削。
1、高硬度、高韧性立方氮化硼(CBN)是人类合成的硬度仅次于金刚石的超硬材料远远高于普通刚玉与碳化硅磨料,因而具有更佳的切削能力、更锋利2、耐高温、热稳定性好。
立方氮化硼可以承受1250-1350摄氏度的高温,比金刚石的耐热性800摄氏度还要高;在研磨和切削铁质材料时,不会出现粘屑现象,在磨削淬火钢、高钒高速钢、铝高速钢等对磨削温度较为敏感的金属材料是最理想的砂轮。
3、化学惰性强。
立方氮化硼不易和铁族元素产生化学反应,所以对于各种高速钢、工具钢、模具钢、高合金淬硬钢、铬钢、镍合金、粉末冶金钢和高温合金等温度高、硬度高、热传导率低的材料的磨削非常适宜。
4、导热性好。
CBN热导率可达刚玉砂轮的几十倍到百倍,因而能将磨削热迅速导出,减少工件热变形。
对热传导率低的材料磨削非常适宜。
各种喷涂(焊)材料:镍基、铁基等;耐磨铸铁类材料:钒—钛铸铁、高磷铸铁、冷硬铸铁等;钛合金类:如TC45、磨削性能好、加工表面质量好。
由于立方氮化硼磨具能够长期保持磨粒微刃的锋利性,会使被加工工件加工精度和表面粗糙度值都达到较为理想的效果,因此可使工件的耐用度提高10%-30%。
所以即使批量加工的工件,也会始终获得较高的形状、精度及一致性。
CBN砂轮磨削能获得高的尺寸精度和低的表面粗糙度,加工表面不易产生裂纹和烧伤,残余应力小。
机械类毕业设计大全我们有全套的毕业设计:包括模具,工艺夹具,汽修,单片机,PLC控制,各减速器,数控编程,机床改造,机械手,液压设计,组合机床…有需要请联系一零七二九一七二二1-冲压模具1-单耳止动垫圈的冷冲模设计1-挡板冲裁级进模设计1-封闭板成形模及冲压工艺设计1-钢窗五金配件的模具设计1-冷冲模毕业设计1-冷冲压条形垫设计1-离合器板精冲成形模具设计1-软盘保护垫冲孔拉深落料1-收放机架安装支架冲压工艺及模具设计1-新型端盖无毛刺冲孔模具设计1-扬声器锥形盘架复合模设计1-油封骨架冲压模具1-云母片落料复合模设计1-照相机零件冲压1-2J550×3000双轴搅拌机设计1-20MN挤压液压机结构设计1-45#刀柄拉刀机构1-50#刀柄拉刀机构设计1-800型立式沉降离心机1-C6132A型车床的自动安全保护装置的设计1-CA6140机床主轴箱的设计1-CK6140数控车床主轴结构设计1-DF7内燃机试验站控制装置设计1-DG型液压缸的设计1-DSZY-50多功能液压装仓机1-DTⅡ型皮带机设计1-EX1000高效二次风选粉机(传动及壳体部件)设计1-EX1000高效二次风选粉机(转子部件)设计1-JHMB-14慢速绞车1-JKMD型多绳摩擦提升机1-JL Y3809机立窑(加料及窑罩部件)设计1-JL Y3809机立窑(窑体及卸料部件)1-K150卡丁车发动机设计1-LB2000沥青搅拌机设计1-LH9900拉丝机卷筒机构设计1-LLC8 x 363型机立窑袋式除尘器设计1-L Y3809机立窑(总体及传动部件)设计1-NO 23 双柱式汽车举升机设计1-Q3110滚筒式抛丸清理机的设计(总装、弹丸循环及分离装置、集尘器设计)1-Q3110滚筒式抛丸清理机的设计(总装、滚筒及传动机构设计)1-Q3110滚筒式抛丸清理机的设计(总装、抛丸器及停车装置的设计)1-S114型碾轮式混砂机的设计(混凝土)1-SF500100打散分级机回转部分及传动设计1-SF500100打散分级机内外筒体及原设计改进探讨1-SF500100打散分级机总体及机架设计1-SH280X85卧式混合机1-TGSS-50型水平刮板输送机1-WE67K-5004000液压板料折弯机1-WY型滚动轴承压装机设计1-X700涡旋式选粉机(壳体及传动部件)设计1-X700涡旋式选粉机(转子部件)设计1-XRB80型乳化液柱塞泵结构设计1-YT-6手持圆弧倒角机的设计1-ZRJ-350A真空乳化机传动系统和搅拌系统设计1-Φ1200熟料圆锥式破碎机1-φ1500 筒辊磨支承、喂料、卸料及导料装置设计1-φ3200×3100格子型球磨机设计1-安全带轧染整形生产线的设计1-拨叉加工自动线设计1-茶树重修剪机的设计1-柴油机P型喷油器的设计1-城市道路护栏清洗车刷洗箱设计1-齿耙清污机1-带式提升机12米45°72吨小时1-单筒冷却机传动装置设计1-电动绞车1-电葫芦机械系统设计1-电喷发动机摩托车传动系统1-电主轴的机械设计1-电主轴的机械设计1-多功能甘蔗中耕田管机改进设计1-多功能自动跑步机(机械部分设计)1-反应搅拌机1-非同步输送带(打印机)PLC1-粉体工程实验系统设计1-蜂窝煤成型机1-钢筋调直机1-钢筋弯曲机设计1-高压水射流喷丸机床1-高粘弹性面筋卷绕成形装置及夹持上位装置的设计1-高粘弹性面筋坯片辊压装置的试验与改进设计1-高粘弹性面筋坯片螺旋挤压装置的设计与测试1-隔水管套内焊缝自动焊接机设计1-刮板式流量计设计1-滚轮架1-荷湿旋流装置综合治理立窑烟尘和有害气体的研究1-洪干机1-机床安装用起重机的设计(梁与小车)1-机械式双头套皮辊机设计1-夹体自动下料机构1-简易卧式铣床传动装置设计1-绞肉机的设计1-金刚石砂轮修整器1-精密数控磨床的总体设计1-烤面包机1-可四轮定位四柱式汽车举升机设计1-空气压缩机V带校核和噪声处理1-离心分离器结构设计1-离心式渣浆泵结构设计1-立式过滤沉降离心机(总体设计及外壳部件设计)1-立窑烟尘和有害气体综合治理技术在水泥清洁生产中的应用设计1-链式推爪驱动传动装置1-露天健身器材的创新设计1-绿豆精选机设计1-螺栓球节点封板自动冲压模具(冲压自动送料机构设计)1-螺栓球节点封板自动冲压模具(总体设计及冲模设计)1-螺旋离心泵结构设计1-膜片式离合器设计(自带)1-磨粉机工作原理及结构设计1-皮带给料机结构设计(22。
CBN砂轮(立方氮化硼砂轮)CBN grinding wheel最理想的高速、高效和高精度的磨削工具一、立方氮化硼(CBN)砂轮的特点:CBN作研磨材料使用时,我们主要研究CBN 的硬度、热稳定性、化学惰性、耐磨性和导热性等。
CBN的硬度远高于其它普通磨料。
高硬度意味着切削能力更强、更锋利;CBN有高的耐磨性,意味着它比普通磨料更难磨损;保持磨粒形状的能力是CBN作为高性能磨料的主要特性之一;CBN的抗压强度很高,这意味着在恶劣的条件下使用时它能保持颗粒完整而不易破碎;CBN有很好的导热性,在磨削时可实现冷切削。
1、高硬度、高韧性立方氮化硼(CBN)是人类合成的硬度仅次于金刚石的超硬材料远远高于普通刚玉与碳化硅磨料,因而具有更佳的切削能力、更锋利2、耐高温、热稳定性好。
立方氮化硼可以承受1250-1350摄氏度的高温,比金刚石的耐热性800摄氏度还要高;在研磨和切削铁质材料时,不会出现粘屑现象,在磨削淬火钢、高钒高速钢、铝高速钢等对磨削温度较为敏感的金属材料是最理想的砂轮。
3、化学惰性强。
立方氮化硼不易和铁族元素产生化学反应,所以对于各种高速钢、工具钢、模具钢、高合金淬硬钢、铬钢、镍合金、粉末冶金钢和高温合金等温度高、硬度高、热传导率低的材料的磨削非常适宜。
4、导热性好。
CBN热导率可达刚玉砂轮的几十倍到百倍,因而能将磨削热迅速导出,减少工件热变形。
对热传导率低的材料磨削非常适宜。
各种喷涂(焊)材料:镍基、铁基等;耐磨铸铁类材料:钒—钛铸铁、高磷铸铁、冷硬铸铁等;钛合金类:如TC45、磨削性能好、加工表面质量好。
由于立方氮化硼磨具能够长期保持磨粒微刃的锋利性,会使被加工工件加工精度和表面粗糙度值都达到较为理想的效果,因此可使工件的耐用度提高10%-30%。
所以即使批量加工的工件,也会始终获得较高的形状、精度及一致性。
CBN砂轮磨削能获得高的尺寸精度和低的表面粗糙度,加工表面不易产生裂纹和烧伤,残余应力小。
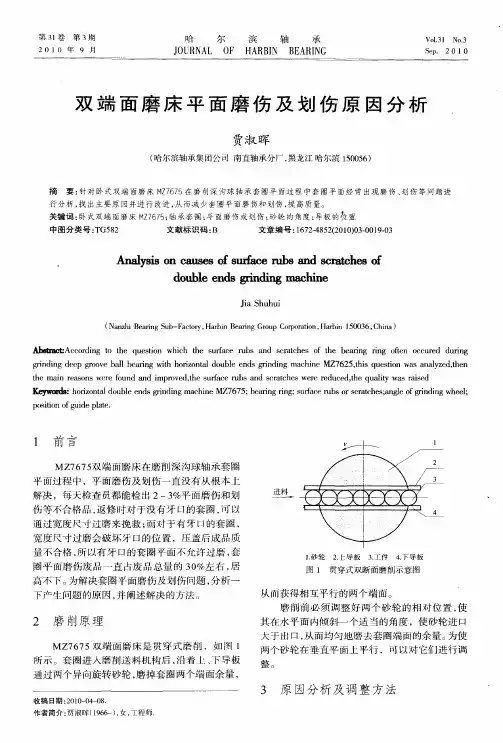
磨加工产生磨伤的原因分析及解决方法作者:王新江来源:《中小企业管理与科技·下旬》2010年第11期摘要:轴承套圈在磨削加工中,特别是沟道磨削时,烧伤对套圈的影响是致命的,加工时磨削区域瞬时温度可达到800-1500℃,如果散热不好,在工件的表层发生二次淬火及高温回火,降低工件使用寿命。
关键词:磨削热烧伤使用寿命。
0 引言在轴承生产过程中,经常出现磨削烧伤问题,产品出现烧伤后将影响轴承的使用和寿命下降,严重的将导致机械部件的损坏及造成重大安全和人身事故,因此,解决磨削烧伤问题是保证轴承质量的关键项目。
1 烧伤产生机理轴承套圈在磨加工中,由于磨粒对工件的切削、刻划和摩擦作用,使金属表面产生塑性变形,由工件内部金属分子间相对位移产生内摩擦而发热;砂轮切削时,相对于工件的速度很高,与工件表面产生剧烈的外摩擦而发热,又因为每颗磨料的切削都是瞬间的,其热量生成也在瞬间,又不能及时传散,所以在磨削区域的瞬时温度较高,一般可达到800~1500℃,如果散热措施不好,很容易造成工件表面的烧伤,也就是在工件的表层(一般有几十微米到击败微米)发生二次淬火及高温回火,破坏了工件表面的组织,肉眼可以看出严重的烧伤。
表面出现严重的焦黄色或黑色氧化膜,轻微的烧伤则要用稀释的酸性溶液来浸蚀才能观察出来,烧伤部位呈黑色。
烧伤会降低工件的使用寿命。
2 烧伤种类及产生原因2.1 在实际生产中有以下具体因素可造成烧伤:①工艺系统振动、机床振动和液压系统压力不稳。
在振动瞬间会增大磨削量,造成烧伤,此时烧伤沿工件表面呈振纹分布,也叫振纹烧伤。
②砂轮修整不良、使磨料不锋利,造成烧伤,此时烧伤沿砂轮磨痕分布,也叫划痕烧伤。
③无心夹具吸力不足或支承松动,工件会产生瞬间滑动,会引起烧伤。
④磨削量不均匀,磨削厚度不一致,会产生局部烧伤。
⑤砂轮过硬,进给量过大、工件转速过高(工件速度过高会降低砂轮的切削能力)会使工件表面产生均布烧伤。
2.2 各工序产生烧伤的主要原因2.2.1 平面磨削平面工序如在立式单头磨床上磨平面时,在正确执行操作规范的情况下,有以下几种因素会引起烧伤。
国家职业资格全国统一鉴定维修电工技师论文(国家职业资格二级)论文题目:PLC对M1432A万能外圆磨床的改造姓名: 陶文华身份证号:320483************准考证号:所在省市:江苏省常州市所在单位:常州钢构建设工程有限公司PLC对M1432A万能外圆磨床的改造姓名:陶文华单位:常州钢构建设工程有限公司摘要:M1432A万能外圆磨床是目前比较典型的一种普通精密度的外圆磨床,由于其控制系统采用继电器控制方式,电路接线复杂,触点多,长期使用后故障率高,排故困难,常常影响企业的正常生产。
PLC可靠性高、抗干扰能力强、灵活性好,用它替换继电器接触器控制线路,使原来的系统简单,易于维修,可以弥补继电器带来的一些缺憾,保持了磨床的原操作方式不变,使电气故障降低,可靠性大幅度提高,使用更为方便,不需要适应期,对同类机床的改造也有一定的参考价值。
该系统还使用了变频器来控制电机转速,因为变频器的调速性能好,具有好的稳定性,而且能无级调速,效率高,对此能弥补双速电机带来的缺点。
关键词:M1432A磨床触摸屏变频器传感器PLC电气控制系统技术改造可靠性目录第一章概述 (1)1.1M1432A万能外圆磨床的介绍 (1)1。
2M1432A万能外圆磨床的控制要求 (1)1.3M1432A万能外圆磨床的电气原理图 (2)第二章硬件设计 (5)2。
1M1432A万能外圆磨床的改造方案 (5)2。
2元件的选择 (6)第三章软件设计 (14)3.1变频器的参数设置 (14)3.2触摸屏画面设计 (14)3.3P L C I/O分配表 (17)3.4P L C接线图 (19)3.5程序设计 (20)结束语 (23)答谢词 (24)参考文献 (24)附录 (25)附录A (25)附录B (27)第一章概述1.1 M1432A万能外圆磨床的介绍M1432A机床是普通精密度级万能外圆磨床,主要用于磨削内外圆柱表面、内外圆锥表面、简单的成形旋转体表面等.它的加工特点是容易获得高的加工精度和小的表面粗糙度,可加工其他机床不能或很难加工的高硬度材料,但磨床的切削效率一般比其他机床低。
my7760说明书
主要用途:
本机床为立轴圆盘送料双端面磨床。
主要适用于对圆锥轴承套圈不等面的磨削,也适用于加工一般轴承套圈活塞环、手表夹板等零件的两个端面,由于生产效率高特别适宜于大批生产。
结构特征:
a、有上下两个磨头,上磨头的转速能无级变速。
b、上下磨头的进给有手动进给,机动进给,快速升降三种形式。
c、工作台送料盘为直流电机可控硅无级变速。
d、有液压砂轮修整器。
主要技术规格及参数:
砂轮尺寸
加工范围
送料机构
磨头
机床电机总功率25.04KW
机床外形尺寸和净重
机床装箱尺寸和毛重
由于技术不断发展,本参数仅供参考.
主要用途:
本机床为立轴圆盘送料双端面磨床。
主要适用于对圆锥轴承套圈不等面的磨削,也适用于加工一般轴承套圈活塞环、手表夹板等零件的两个端面,由于生产
效率高特别适宜于大批生产。
结构特征:
a、有上下两个磨头,上磨头的转速能无级变速。
b、上下磨头的进给有手动进给,机动进给,快速升降三种形式。
c、工作台送料盘为直流电机可控硅无级变速。
d、有液压砂轮修整器。
主要技术规格及参数:
砂轮尺寸
加工范围
送料机构
磨头
机床电机总功率25.04KW 机床外形尺寸和净重
机床装箱尺寸和毛重。