齿轮精锻成形的研究综述_张琳
- 格式:pdf
- 大小:1.21 MB
- 文档页数:2

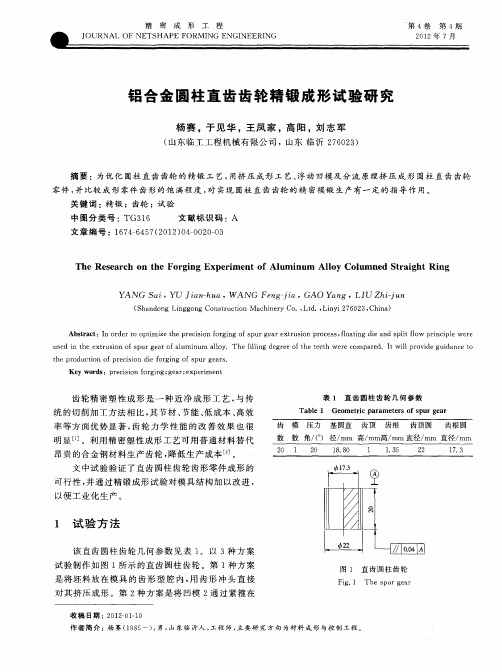

直齿圆锥齿轮预锻齿形设计及数值模拟张琳【摘要】通过对直齿圆锥齿轮预锻齿形设计进行研究总结,针对中心分流法成形直齿圆锥齿轮提出了梯形非标准预锻齿形方案.利用DEFORM-3D软件对齿轮预锻和终锻成形进行了数值模拟,明确了梯形预锻齿形的可行性.【期刊名称】《锻压装备与制造技术》【年(卷),期】2014(049)005【总页数】3页(P73-75)【关键词】锻造工艺;直齿圆锥齿轮;预锻齿形;设计;数值模拟【作者】张琳【作者单位】西安航空职业技术学院,陕西西安710089【正文语种】中文【中图分类】TG376为克服齿轮切削加工的缺点,用精锻工艺快速生产高质量的齿轮已成全球趋势[1-3]。
齿轮作为在车辆、机床、船舶等工程领域被广泛使用的重要传动件,其精锻成形的关键部位是齿形[4]。
随着工业和生产技术的不断发展,单纯的精锻方法已经满足不了齿轮精锻件对齿形的锻造要求,所以出现了热预锻-冷终锻、热预锻-温终锻、温预锻-冷终锻等复合精锻工艺,亦即通常需经预锻和终锻两步才能获得质量满意的齿形。
预锻工步能改善金属在终锻时的充填性[5],避免终锻时锻件出现折叠、裂纹等缺陷,且有利于提高模具寿命。
因此,设计合理的预锻件形状,尤其是合理的预锻齿形对保证终锻件的质量有重要意义。
本文针对中心分流法精锻直齿圆锥齿轮,通过对直齿圆锥齿轮预锻件齿形设计进行研究,提出了梯形非标准预锻齿形,并利用DEFORM-3D 软件对预锻、终锻成形进行了数值模拟,证明了梯形非标准预锻齿形的可行性。
1 中心分流法精锻直齿圆锥齿轮工艺路线中心分流法是在分流锻造的基础上发展起来的被应用于锥齿轮的精锻成形工艺[6-9]。
其原理是:利用带凸台的凸模在预锻坯料的端面中心部位锻出分流区(一部分空间),同时凸模的凸台也有利于迫使材料向齿形型腔流动。
终锻时,利用预锻分流区的作用,使材料易于继续填充齿形,从而保证终锻件的成形质量。
本文研究对象如图1 所示,中心分流锻造时采用预锻和终锻两个工步完成,其精锻工艺路线为:精密下料→车削或磨削外圆、除去表面缺陷层→少无氧化加热→预锻→终锻→冷切边→热处理→后续切削加工。

分流法在齿轮精密锻造中的应用张琳【摘要】阐述了分流锻造法的分流原理,对常见分流法的原理及在齿轮精密锻造中的应用进行了综述,肯定了分流法在改善材料充填性、降低成形载荷、提高齿轮成形质量方面的优势.【期刊名称】《锻压装备与制造技术》【年(卷),期】2015(050)004【总页数】4页(P48-51)【关键词】锻造成形;齿轮;分流法;成形载荷;充填【作者】张琳【作者单位】西安航空职业技术学院,陕西西安710089【正文语种】中文【中图分类】TG376随着制造业的发展,齿轮精锻技术[1-3]备受关注。
而在齿轮精锻成形中,成形载荷过大和齿形充填不理想成为主要问题[4-5]。
闭式模锻时,在模具或坯料上设置分流腔或分流通道,既可降低对下料精度的苛刻要求,又可改善材料的充填性能,降低模膛内部压力,提高模具寿命,这种锻造方法即为分流法。
日本的Kondo 等将分流法应19.于齿轮精密锻造,通过在非齿形轮廓的位置设置溢流口,使材料在充型的过程中始终有自由流动的空间,从而有利于材料填充型腔,并降低变形阻力和成形载荷,提高齿轮成形质量[6]。
1 分流原理及依据模锻时的理想变形抗力可19.下式表示:式中ym——锻件材料的名义流动应力;R-相对面积缩减率。
R 的大小取决于原始毛坯表面积A 和未充填部分的自由表面积F。
即:随着锻造过程的进行,自由表面积F 不断减少。
由上式可知,R 就会不断增大。
闭式模锻终了时自由表面积F 趋近于零,R 趋近于1,此时变形抗力无限大,金属不可能完全充满型腔,而且变形抗力过大会导致模具发生塑性变形、磨损甚至破裂等。
要解决上述问题,可以在坯料或模具上设置工艺补偿空间,保持成形过程中金属始终有一定的自由流动空间,这就是分流原理。
2 常见的分流法分流法常见的形式[7]有孔式分流腔、孔分流法、轴分流法及约束分流法。
2.1 孔式分流腔孔式分流腔适19.于带有中心孔的圆盘类锻件,其结构简单,㈦带仓连皮的内飞边槽相似,位置通常设在终锻模具冲孔凸台的中心位置,如图1 所示。

直齿圆柱齿轮精锻工艺的研究摘要:无飞边模锻工艺应用越来越广泛,不仅降低了生产成本,也提高了材料利用率和生产效率,但是其模具承受荷载力过大,且寿命较低,需要通过合理设计和精锻工艺以提高生产水平。
文章主要结合某直齿圆柱齿轮展开论述,讨论如何开展齿轮精锻工艺内容,通过数值模拟提出具体实行方案,以此来实现实际改进,促进生产有序进行。
关键词:无飞边模锻;直齿圆柱齿轮;精锻工艺;载荷前言:无飞边模锻具有较多优势:材料利用率高;生产产品质量佳;精度有所保障;容易实现自动化生产,目前在不同复杂构件的生产中均有应用。
在进行模锻时,由于其模具会承受较大的荷载,且磨损速度快,因此整体来看使用周期较短,不利于降低生产成本。
为延长其使用寿命,一般可以从材料质量入手,结合润滑技术减少摩擦和构件结构。
1 某直齿圆柱齿轮概况该直齿圆柱齿轮参数如下:齿数:18;法向模数:3;变位系数:0.225;精度要求:9级。
一端属于轴部,外径尺寸:35mm;内径尺寸:19mm;轴部长度:10mm;另外一端属于齿轮部,齿顶圆直径:61.15mm;分度圆直径:54mm;带轴齿轮长度:20mm;轴部和齿轮部之间的过渡:圆弧过渡,尺寸:3mm。
齿轮成形主要采用了温锻工艺;齿部成形采用了精锻工艺[1]。
图1 圆柱齿轮锻造成形之后,其齿部不需要再次进行加工。
其中,轴部和内径预留了一定的加工余量,以此来完成后续机加工。
齿轮主要材料为20CrMnTi合金钢(主要化学成分可见表1),这种材料属于渗碳合金钢,其性能良好,且淬透性高。
经过渗碳淬火之后,表面硬度高耐磨性好,心部韧性好,在低温状态下具备一定冲击韧性;正火之后,其切削性能极佳。
表1 20CrMnTi合金钢化学成分表元素含量C0.17~0.23Cr 1.0~1.30Mn0.80~1.10Cu≤0.03Si0.17~0.37Ni≤0.03Fe余量Ti0.04~0.102 建立仿真模型2.1 明确建立方向在建立模型之前,相关人员需要了解锻造与材料之间的关系,以此来提高模型建立的科学性和可使用性。
齿轮毛坯锻造成形的数值模拟
张勇明
【期刊名称】《建设机械技术与管理》
【年(卷),期】2010(023)005
【摘要】利用精锻工艺加工齿轮是一种极具开发前景的新工艺,以
MARC.SuperForm模拟软件对齿轮毛坯锻压成形过程的数值进行模拟对保证齿轮机械性能和材料的合理选择是至关重要的.
【总页数】3页(P94-96)
【作者】张勇明
【作者单位】山西太原工具厂
【正文语种】中文
【相关文献】
1.基于最小损伤值的齿轮毛坯锻造成形过程工艺参数优化设计 [J], 陈学文;王进;陈军;阮雪榆
2.数值模拟在齿轮轴毛坯锻模设计中的应用 [J], 张瑞;郝新
3.后壳毛坯锻造成形缺陷分析 [J], 徐成林;朱伟成;宋宝阳;谢雁斌;李晓辉;李恩来
4.直齿锥齿轮毛坯形状摆辗成形三维数值模拟 [J], 程培元;陈由红;周鹏;李轶
5.齿轮毛坯锻造成形内部质量控制与工艺优化设计 [J], 陈学文;王进;陈军;阮雪榆因版权原因,仅展示原文概要,查看原文内容请购买。
浅析螺旋伞齿轮精锻成形doi:10.16648/ki.1005-2917.2020.06.006浅析螺旋伞齿轮精锻成形向学院 钟浩建(重庆川仪自动化股份有限公司执行器分公司,重庆 401120)摘要:螺旋伞齿轮普遍运用于坦克、拖拉机以及汽车等机械的驱动桥上,具有极大的需求量,而如今依旧采取以前的切削工艺实施加工,产品质量不高,材料利用率低,很难满足工业飞速发展对齿轮高性能的要求。
于是,为了有效提升产品质量以及生产运行效率,需要开发一种螺旋伞齿轮精锻成形的新型工艺。
本文首先分析了螺旋伞齿轮精锻存在的相关问题,然后提出了有效的研究方法,以供参考。
关键词:螺旋伞齿轮;精锻成形;研究螺旋伞齿轮在汽车船舶、工程机械以及空间技术等领域具有普遍的运用,而且其市场需求量非常大,它的核心功能是用来传递动力以及运动[1]。
本文首先分析了螺旋伞齿轮精锻存在的相关问题,然后探究了如何优化螺旋伞齿轮的精锻工艺,以促进螺旋伞齿轮更好地适应时代发展的需求。
1. 螺旋伞齿轮精锻存在的具体问题螺旋伞齿轮的几何形状十分繁琐,以及其产品的表面质量、尺寸精度、组织性能、力学性能要求非常高。
经过若干年的深入、有效研究。
获取了部分成果,可与现实生产应用还存在一定的距离,还有大量工作要开展,重点包含以下几个方面:1.1 工艺方案分析螺旋伞齿轮的精锻工艺,存在型腔填充困难、产品质量无法保证以及成形难度大、模具寿命低等问题[2]。
于是,制定科学、有效的方案,使变形力获得降低,充分提升模具寿命以及填充性能,依旧是未来的研究关键点。
1.2 成形过程研究螺旋伞齿轮的精锻成形填充过程很繁琐,其成形过程中的材料塑性变形行为以及塑性力学行为是对齿轮精锻成形工艺进行开发的关键条件。
以前的力学研究方法对这种成形过程很难发挥作用,齿轮精锻试验由于精密加工和设备能力以及模具材料的要求较高,进一步造成工作量大以及费用很高。
在伞齿轮的相关成形过程中才开始使用有限元分析技术,如今只是单一化地模拟研究了某一工艺的成形过程,还没有系统性地分析成形过程的影响因素以及流动规律等。
汽车齿轮的精密锻造技术摘要:本文介绍了精密锻造成形在汽车齿轮制造中的应用,总结了各种齿形精密锻造的关键技术,特别提到分流锻造在齿形成形方面的应用。
关键词:齿轮锻造;精密锻造前言:齿轮精密锻造成形是一种优质、高效、低消耗的先进制造技术,被广泛地用于汽车齿形零件的大批量生产中。
随着精密锻造工艺和精密模具制造技术的进步,汽车齿轮和齿形类零件的生产已越来越多地采用精密锻造成形。
当前国外一台普通轿车采用的精锻件总质量已达到(40—45)Kg,其中齿形类零件总质量达10Kg以上。
精锻成形的齿轮单件质量可达1Kg以上、齿形精度达到(DIN) 7级。
随着汽车的轻量化要求和人们环保意识的增强,汽车齿轮制造业将更多地应用精锻成形技术。
一.伞齿轮的精锻成形1. 伞齿轮(锥齿轮)的热精锻成形(1)早期的伞齿轮精密锻造伞齿轮的精密锻造最早见于50年代德国的拜尔工厂,并在蒂森等公司得到广泛的应用(1)。
我国上海汽车齿轮厂等在70年代采用热精锻技术,成功进行了伞齿轮的精密锻造生产。
在当时社会主义大协作的环境下,伞齿轮的精锻技术很快在齿轮行业得到推广应用。
该技术的应用和发展得益于2项当时先进的技术:模具的放电加工技术和毛坯感应加热技术。
先淬火后加工的放电加工避免了模具淬火变形带来的齿廓误差;快速加热的中频感应加热解决了齿轮毛坯在加热过程中的氧化和脱碳问题,以上2项技术的应用使锻造成形的伞齿轮齿面达到无切削加工要求(图1、图2)。
图1.精锻成形的行星和半轴齿轮图2.精锻成形的汽车行星齿轮(2)锻造设备伞齿轮的锻造设备在国外一般使用热模锻压力机。
但在60-70年代的中国,热模锻压力机是非常昂贵的设备。
因此,国内企业普遍使用的锻造设备是双盘摩擦压力机(图3)。
该设备结构简单,价格便宜,很快成为齿轮精锻的主力设备。
但摩擦压力机技术陈旧、难以控制打击精度、而且能源利用率较低。
随着高能螺旋压力机和电动螺旋压力机的出现(图4),落后的摩擦压力机有被取代的趋势。
直齿圆锥齿轮精密锻造工艺及模具设计张琳【摘要】针对直齿圆锥齿轮精锻成形中齿形充填不满及成形力过大导致模具损伤等问题,制定了中心分流法精锻直齿圆锥齿轮的工艺方案.以工艺方案和数值模拟结果为依据,设计了预锻分流区和分流终锻两套模具,并对精锻模具的模膛和结构设计要点进行了阐述.【期刊名称】《锻压装备与制造技术》【年(卷),期】2014(049)006【总页数】4页(P54-57)【关键词】锻造成形;直齿圆锥齿轮;中心分流精锻;数值模拟;模具【作者】张琳【作者单位】西安航空职业技术学院,陕西西安710089【正文语种】中文【中图分类】TG376.2精密锻造(以下简称精锻)齿轮的强度、耐磨性等都比切削加工的齿轮优越[1],国内外越来越多采用精密锻造技术来成形齿轮。
齿轮精锻成形的主要问题是[2]解决齿形的充满与成形力过大之间的矛盾,分流法[3-4]能在较低的工作压力下,使齿形完全充满,是齿轮精锻较为有效的方法。
齿轮中心分流工艺是在分流法的基础上发展起来的,其原理是:预锻成形时,利用模具上的凸台在坯料端面的中心部位锻出凹坑,终锻时利用凹坑实现材料的分流。
本文将中心分流法应用到直齿圆锥齿轮(图1)的精锻成形,根据齿轮的尺寸形状特点和成形难点[5]制定合理的工艺方案,以工艺方案和数值模拟结果为依据,设计了预锻分流区-分流终锻的两套模具。
图1 直齿圆锥齿轮零件图1 直齿圆锥齿轮精锻成形工艺方案的制定1.1 中心分流精锻成形工艺路线本文所研究的直齿圆锥齿轮的参数如表1 所示,加工材料为18CrMnTi,该材料是塑性良好的渗碳钢,具有良好的综合力学性能,但变形抗力比较大。
生产实践发现,精锻锥齿轮时常会出现齿形充不满现象和成形力过大导致模具损伤等问题。
为此,该齿轮采用中心分流法锻造,通过预锻和终锻两个工步完成,其精锻工艺路线为:精密下料→车削或磨削外圆、除去表面缺陷层→少无氧化加热→预锻→精(终)锻→冷切边→热处理→后续切削加工。
- 130 -
张 琳1、
2 贺辛亥1
(1.西安工程大学,陕西 西安 710048;2.西安航空职业技术学院,陕西 西安 710089)
【摘 要】介绍了精锻成形技术及其分类,从成形工艺、模具结构优化设计等方面综述了齿轮精锻成形的国内外研究现状,阐明了精锻成形技术和计算机模拟技术在现代齿轮制造业中发挥的的重要性。
【关键词】齿轮;精锻成形技术;有限元;数值模拟 【中图分类号】TG316 【文献标识码】A 【文章编号】1008-1151(2011)04-0130-02
(一)前言
齿轮作为传递运动和动力的关键零部件,在车辆、机床、船舶等工程领域有着非常广泛的应用,生产批量大,精度要求高已成为齿轮生产的主要特点。
齿轮的质量、性能、寿命会影响整台机器的技术经济指标,而齿轮的加工方法直接影响着齿轮的质量、性能和寿命。
所以从一定意义上说,齿轮的加工技术是我国机械制造业水平高低的一个衡量指标。
齿轮传统的加工方法是利用锻造毛坯通过滚齿、插齿、
铣齿、刨齿等方法切削而成[1]
,
而切削加工的方法材料利用率低、加工工时长、生产成本高,最主要的是将毛坯的锻造流线切断而使齿轮的力学性能降低。
为了克服齿轮切削加工的种种缺点,各国学者将注意力集中到了齿轮精锻成形上来,用精锻工艺快速生产高质量的齿轮已经成为全球趋势。
(二)齿轮精锻成形的研究
1.精锻成形技术及分类
精锻成形技术(即近净成形技术或净成形技术)是指坯料经过精密锻压直接获得完整的形状后,仅需少量加工或不再加工,就可用作机械构件的成形技术。
与传统的切削加工工艺相比,精锻成形具有材料利用率及生产率高,产品的力学性能好、使用寿命长等优点。
精锻成形工艺按变形温度锻压可分为热精锻、冷精锻、温精锻和等温精锻等。
2.齿轮精锻成形国内外研究现状
国内外许多学者对齿轮精锻成行技术进行了深入研究,
取得的效果很显著。
德国从二十世纪五十年代开始最先在齿轮加工中应用了精锻成形技术,以后各国学者的研究主要集中在成形工艺设计与优化、模具结构改进等方面。
首先,成形工艺研究进行得广泛且深入,为齿轮精锻技术的实际应用提供了强大的理论依据。
经过不断的发展,精密锻造技术先后出现了多种不同的工艺。
(1)冷精锻闭塞成形工艺,典型代表为:美国的I
Moriguchi [2]
利用CAE 技术研究了直齿圆柱齿轮的冷闭塞精锻
成形工艺。
吉林大学的寇淑清[3]
教授等对轿车差速器的行星齿轮、半轴齿轮进行了冷闭塞精密成形工艺与有限元模拟研究。
闭塞成形(即闭塞复动成形)原理如图1所示:
图1 闭塞成形原理
闭塞成形过程中,上下模具首先闭合,这样就形成了成形的型腔,有利于提高零件的成形性,并且除了需要毛坯的制备外,一般只需要一道工序即可完成成形。
省去了普通成
【收稿日期】2011-01-21 【作者简介】张琳(1980-),女,西安工程大学在职研究生,西安航空职业技术学院讲师,从事模具设计、材料成型专业教学。
形的预成形工序,因此减少了成形工序。
(2)冷精锻分流工艺:传统的闭式模锻方法成形齿轮载荷大,影响模具寿命。
日本的Kondo[4]等提出了齿轮分流锻造法,用来降低成形力。
原理是在锻件某一位置设置溢流口,在充填型腔的过程中多余的材料始终有自由流动的余地,从而降低了变形阻力和加工载荷。
韩国的J C Choi[5]等发展了分流法,提出向内分流成形直齿圆柱齿轮的精锻工艺。
山东大学的王广春教授等提出了用预锻分流区-分流终锻工艺成形直齿圆柱齿轮,对空心坯料和实心圆柱坯料进行了传统的闭式镦挤和新的分流成形试验。
吉林大学的寇淑清教授等对直齿圆柱齿轮进行了闭式模锻预锻,闭式模锻、孔分流终锻及约束孔分流的两步成形过程的数值模拟。
山东大学的张清萍等提出了预制分流孔-分流锻造工艺,成形直齿圆柱齿轮。
预锻时通过上下凸模上的凸台,在坯料两端面中心部位锻出分流区,终锻时利用坯料上已锻出的分流区分流材料,从而降低了成形载荷,改善了材料的充填性能。
目前常用的分流方式有孔约束分流和轴约束分流两种,应用如图2
所示:
(a)预锻分流区 (b)终锻分流区
图2预锻分流区-分流终锻工艺
上图中的预锻为轴分流原理(依靠模具上的成型零件的结构空间分流),终锻为孔分流原理(依靠预制的坯料上的结构空间分流)。
(3)温锻工艺研究:南昌大学的王建金等对直齿圆锥齿轮的温锻和冷锻过程进行了有限元模拟分析,对两种成形工艺中的模具载荷、应力应变分布等进行了比较。
湖南科技大学的何旺枝等采用闭塞成形工艺成形弧齿锥齿轮,并利用刚塑性有限元法,对弧齿锥齿轮温锻成形时的摩擦条件、坯料温度、模具温度等的影响进行了模拟分析。
厦门理工大学的罗善明等在分流锻造的基础上,对弧齿锥齿轮进行了闭式预锻-分流终锻温锻成形工艺研究,先后模拟了传统闭式模锻、闭式预锻-分流终锻两种工艺的成形过程。
(4)复合精锻工艺研究:北京机电研究所的蒋鹏等对直齿圆柱齿轮提出了温热成形-冷精整复合成形工艺,热态下对金属进行预锻,变形抗力小,冷态下完成终锻获得高的锻造精度。
青岛建筑学院的田福样等对直齿圆柱齿轮开发了热精锻-冷推挤的复合成形工艺,此工艺兼具热精锻变形抗力小、冷精锻成形精度高的优点,对模具寿命的提高很有意义。
重庆工商大学的伍太宾等对汽车差速器锥齿轮提出了温锻制坯,冷摆辗工艺相结合的成形工艺。
中北大学的张治民教授等[15]在闭式镦挤工艺的基础上,对直齿圆柱齿轮提出了开放式温镦挤-冷推挤复合成形的新工艺,并对两种工艺进行了数值模拟分析。
其次,许多学者在模具结构改进及优化设计方面也做了大量的研究工作,取得了一定的成果。
典型代表为:英国的T A Dean设计了利用浮动凹模模具成形直齿轮和斜齿轮的方案,并且对模具结构形式的选择,齿轮尺寸精度的影响因素等作了详细而系统的研究。
保加利亚的B I Tomov等通过有限元法,对采用组合凹模闭式精锻直齿圆柱齿轮过程中的应力、应变特点进行了分析。
华中科技大学的金俊松等[18]对闭式冷精锻圆锥齿轮的齿形凹模的结构进行了研究。
合肥工业大学的杨保年在数值模拟分析的基础上,应用精密塑性成形理论对模具结构进行了合理设计,指出采用带倾角凸模可以大大改善齿轮锻造过程中齿形径向充填性问题。
再次,还有一部分学者在齿轮精锻的其他方面做了研究:山东大学的张艳娥对行星齿轮和半轴齿轮的“一火两锻”工艺进行了研究,设计了锻件、预锻件和预制坯的形状与尺寸,研究了锻件齿形、模具齿形和电极齿形间的关系,推导出了它们基本齿形参数间的数学关系式。
湖南科技大学的方媛等采用三维有限元数值模拟方法,研究了模数、齿数、螺旋角、压力角等主要结构参数对弧齿锥齿轮精锻成形过程的影响。
从以上综述可以看出,学者们主要是借助计算机模拟,通过改变齿轮成形工艺,优化模具结构等降低成形载荷,提高坯料的充填性,从而延长模具寿命,提高产品的锻造精度,可见计算机模拟技术在齿轮精锻成形技术的发展中发挥了很大的作用。
(三)结束语
随着工业竞争的日益加剧,锻造行业要进一步降低制造成本、提高设计效率和产品质量,就必须对锻造工艺过程中影响锻件质量的各项工艺参数进行优化。
而采用传统的设计方法优化其工艺参数往往很难达到预期的效果。
随着有限元理论和计算机技术模拟技术的不断发展和完善,基于有限元分析的优化设计方法将在齿轮精锻成形中的发挥更大的作用,齿轮精锻成形技术也将有更好的发展前景。
【参考文献】
[1] 黄天铭,梁锡昌.齿轮加工技术的现状及进展[J].机械工艺
师,1994,(4):29-31.
[2] I Moriguchi. Cold forging of gears and other complex shapes.
Journal of Materials Processing Technology, 1992,35(3-4):439-450.
[3] 寇淑清,杨慎华,邓春萍.轿车伞齿轮冷精锻成形数值模拟
及实验研究[J].吉林大学学报2003,(10):59-62.
[4] K Kondo,K Ohga.Precision cold die forging of a ring gear by
divided flow method. International Journal of Machine Tools and Manufacture,1995,35(8): 1105-1113.
[5] J C Choi,Y Choi.Precision forging of spur gears with inside
relief[J]. International Journal of Machine Tools and Manufacture,1999,39(10):1575-1588.
- 131 -。