银灰色漆手工喷涂质量和缺陷分析
- 格式:pdf
- 大小:153.82 KB
- 文档页数:2

喷漆中常见的漆面缺陷及处理方法喷漆作业中常见的漆面缺陷及处理在漆面修补作业中,如果采用了正确的操作方法,橘皮和气泡等常见的漆面问题大多数都可以避免。
但是由于修补漆作业的工序较多,漆面出现问题的几率还是很高。
分析出现问题的原因:●腻子层或底漆层处理不当;●喷漆过程缺乏控制;●工作环境差;●油漆成分偏差等。
如果在喷漆过程中发现问题,可以停止作业并立即采取适当的措施,根据出现的问题不同,也可以等喷漆过程结束后再进行处理。
下面来分析喷漆作业中常见的漆面缺陷及处理方法。
一、流挂也称为流泪或垂流。
涂层局部变厚,因重力原因出现垂流状态,只出现在将喷涂过的表面垂直放置时或垂直喷涂的表面。
(1)成因①不正确地使用了稀释剂。
一般是使用了干燥速度慢的稀释剂或使用了过量的稀释剂。
②喷枪使用不当。
例如压缩空气压力过低,或喷枪与喷涂表面的距离过近,或喷枪移动的速度过慢,均会增加流挂现象出现的可能性。
应适当调整喷束形状和喷束气压,使喷射距离保持在20~25cm,而且喷枪的移动速度应均匀。
把握产生流挂的极限喷涂量,集中注意力边观察漆膜形成的情况边喷涂。
③喷涂车间温度过低,喷涂的漆层不易干燥,或一次性喷涂的漆层太厚,导致漆层干燥速度过慢。
④喷涂后续漆层时,应为前一次喷涂的漆层留出足够的干燥时间。
在将喷涂过的表面垂直放置之前,应为漆层留出足够的静置流平时间。
(2)修正方法:流挂现象轻微时,待漆面干燥后先用细砂纸湿打磨有缺陷的区域,然后打蜡抛光。
流挂现象严重时,打磨有缺陷的区域后重新进行喷漆。
二、底部锈蚀漆膜表面出现出现细小的锈点、斑点、气泡或脱皮。
当表面油漆被剥离后,漆层下面生锈部分的面积大于表面所见,这种现象也称为“锈蔓延”。
(1)成因①喷涂表面存在锈蚀、湿气或水珠等缺陷,但是没有经过适当的处理就实施了喷涂作业。
`②漆层开裂,使水分能够从表面漆层渗入到底部漆层和金属底材。
③喷涂时使用的压缩空气中含有水分,水分接触金属底材后造成锈蚀。

序号缺陷种类现象描述原因分析发花1. 所用的溶剂溶解力不强或施工粘度太低,或施工前未对油漆进行充分搅拌。
2. 漆膜过厚,上下发生对流、发花而形成六角形的小花纹。
3. 喷涂设备未清洗干净。
4. 使用单色漆调制复色漆时,使用不同厂家的调色系统,色母混溶性差。
起泡 1. 由于原子灰、填眼灰或底漆的施工方法不当,导致空气陷入漆膜。
2. 漆膜连接处的羽状边处理不当。
3. 漆膜盖在缝隙或死角上,使漆膜下面形成空隙。
4. 由于使用劣质稀释剂或使用的稀释剂不足,压缩空气的压力太高或者干喷涂等。
5. 没有正确处理及封闭基底,特别是喷涂玻璃钢表面时。
3针孔 1. 涂装后流平时间不足,烘烤时升温过快。
2. 涂层过厚或被涂物表面温度过高。
3. 稀释剂选用不当,造成漆膜表面干燥过快,底层溶剂不易挥发出。
4. 被涂物表面粗糙,腻子层不光滑,未进行封闭就直接喷涂面漆。
5. 压缩空气或涂料、稀释剂中含有水分。
6. 涂料搅拌后产生的气泡未消失就喷涂或喷涂的压力太大4缩孔 1. 涂装环境或基底上存在含有硅的有机化合物。
2. 其它有污染源如油脂、肥皂结块、洗涤剂、蜡或其它油污等。
3. 底层漆中含有不配套的成份。
4. 喷漆室内蒸气饱和。
5. 压缩空气中可能混入水份和油污。
5流挂1. 施工不当,喷枪距离与被涂物面太近。
2. 走枪速度太慢,一次喷涂过厚等。
复色漆在喷涂过程中或干燥成膜时,漆膜的颜色局部不均匀,出现斑痕、条纹和色相杂乱等现象。
喷涂后在干燥的过程中或以后的时间里,涂层产生气泡状的肿起或孔,或在内部有气泡产生的现象。
漆膜在涂装后的干燥过程中,由于稀释剂的挥发速度过快,使漆液来不及补充,而产生针孔状小孔或象皮革毛孔一样的现象。
漆膜表面出现大量的大小从针孔到直径为1厘米的火山口状圆孔。
通常大尺寸的缩孔单独出现,而小缩孔则成片出现在喷涂油漆的过程中漆膜形成由上向下流或下边缘增厚的现喷油缺陷原因分析及改善对策123. 油漆施工的粘度偏低。

油漆缺陷及解决方法油漆缺陷是指在油漆表面上出现的各种瑕疵和问题,这些问题会影响到油漆的美观和使用效果。
下面将介绍一些常见的油漆缺陷及其解决方法。
1.气泡:气泡是油漆表面上出现的一种凸起,通常是由于油漆涂刷时未处理好表面的污垢、灰尘或湿气等引起的。
解决方法是在油漆涂刷前先清洗和处理好表面,确保干净和干燥,避免污垢和湿气进入油漆涂层。
2.起皮:起皮是指油漆表面上出现小块或大片的脱落现象,通常是由于油漆与底层附着不良或油漆质量差引起的。
解决方法是在涂刷前先清洗和处理好表面,确保油漆可以牢固附着在底层上。
此外,选择质量好的油漆也是避免起皮问题的重要措施。
3.裂纹:裂纹是指油漆表面上出现的开裂现象,通常是由于油漆涂层与底材的膨胀系数不一致或油漆层厚度不均匀引起的。
解决方法是在涂刷时控制好油漆的厚度和涂刷次数,避免不均匀涂刷造成的厚薄差异,同时选择与底材相匹配的油漆,减少膨胀系数的差异。
4.漏刷:漏刷是指涂刷时出现的漏涂或遗漏的现象,通常是由于涂刷时操作不当或过于草率引起的。
解决方法是在涂刷前先进行好准备工作,包括清洗表面、遮盖保护等,确保涂刷过程中的细节得到充分关注和处理。
此外,适当调整涂刷方法和工具,确保涂料均匀覆盖表面。
5.溢涂:溢涂是指涂刷时涂料超出预定范围的现象,通常是由于涂刷时控制不好涂料的量和涂刷的方向引起的。
解决方法是在涂刷前先进行好遮盖和保护工作,确保只将油漆涂刷在需要的区域上。
同时,涂刷时注意掌握好涂料的量和涂刷的力度,避免溢涂问题的发生。
6.粗糙:粗糙是指油漆表面上出现的不光滑和触感粗糙的现象,通常是由于油漆质地不好或涂刷时操作不当引起的。
解决方法是选择质量好的油漆,并使用适当的涂刷工具,确保油漆涂料的均匀和光滑。
此外,涂刷时注意控制好涂料的量和涂刷的方向,避免过多涂刷或涂刷方向不一致造成的粗糙问题。
总的来说,避免油漆缺陷的发生需要做好涂刷前的准备工作,包括清洗和处理表面、选择好的油漆质量、使用适当的涂刷工具等。

喷涂前处理缺陷原因和对策1.表面污染:在喷涂前,被喷涂物的表面可能会受到各种污染物的污染,如灰尘、油脂、水分等。
这些污染物会降低涂层与被喷涂物之间的附着力或者导致喷涂后表面出现斑点和气泡等问题。
2.表面腐蚀:被喷涂物的表面可能会存在腐蚀现象,如锈蚀和氧化。
这些腐蚀物会降低涂层的附着力,使得喷涂后涂层容易脱落。
3.表面不平整:被喷涂物的表面可能存在凹凸不平的现象,这会导致涂料在喷涂过程中无法均匀地分布在表面上,形成涂层厚薄不均或者产生气泡。
4.喷涂前处理不当:喷涂前处理过程中使用的溶剂、清洁剂或其他化学品,如果种类选择不当或者使用方法错误,可能会对被喷涂物产生不良影响,如引起变色、起皮或者损伤表面。
针对以上喷涂前处理的缺陷原因,可以采取以下对策来进行改进和预防:1.表面清洁:在喷涂前需要对被喷涂物进行充分的清洁。
可以使用合适的清洁剂和溶剂来清除表面的污染物,如油脂、尘土和水分等。
同时,可以使用吹风机或者布擦干表面的水分。
2.表面处理:对于存在腐蚀现象的表面,可以采用打磨、研磨、除锈等方法进行处理。
同时,可以使用防锈底漆或者涂层来防止腐蚀的发生。
3.表面修复:针对表面凹凸不平的问题,可以采取修补、填充等方法进行处理。
可以使用合适的填充剂来填充凹陷部分,并进行打磨和抛光,使得表面得到平整。
4.喷涂前处理方法的选择:选择合适的喷涂前处理方法和材料,需要根据被喷涂物的性质和表面情况来确定。
可以参考相关的技术资料和经验进行选择,并严格按照使用说明进行操作,以免对表面产生不良影响。
总之,喷涂前处理的缺陷原因可能包括表面污染、表面腐蚀、表面不平整和处理不当等。
通过合适的表面清洁、处理、修复和选择喷涂前处理方法等对策,可以提高喷涂前处理的质量,减少喷涂缺陷的出现,提高喷涂效果和涂层的附着力。

油漆质量问题及原因1.漆装过程中或不久出现的漆病漆膜不干燥—漆装时或过后不久表面过度缩合—漆装前底材有油脂—误用稀释剂—油漆使用前搅拌不均匀—诱导期不足一双组分漆料系统忘了加促进剂,转化型涂料通风不好,特别是过夜2.漆膜干的慢—固化期温度过低—涂装时或过后不久表面过度缩合,一涂装前底材有油脂—误用稀释剂—油漆使用前搅拌不均匀—诱导期不足一双组分涂料系统忘了加促进剂,转化型涂料通风不好,特别是过夜3.渗色新涂面漆中的溶剂将底漆中的颜料洛解出来导致面漆变色,应用相容性低漆4.流挂一涂装前底材有油脂—表粗造度不够—稀释漆加多—误用稀释漆—油漆使用前搅拌不均匀—涂料过热—涂装期间底材温度过高—喷涂技术不太正确—涂膜时太快太厚内用涂料外用10.变色,褪色酸碱的化学侵蚀或强日光的冲淡作用—面漆中的溶剂从底漆中力取颜料—涂层的底材生锈—湿环境下长霉导致涂膜上出现黑或棕色斑点11.脱皮,片落或起泡—涂装前未除去油脂—底材处理不好—涂装时表面过度缩合涂层间容许重涂时过长,导致底材过度固化面漆附着力差。
___ 湿气渗入底材。
已涂表面上的新图层固化产生的应力。
—应涂层下的生锈导致的多孔和易碎基材。
热冲击。
12.失光—工业污染。
___ 海洋性气候—紫外线照射。
13.针孔或缩孔—表面过度缩合。
涂装前底材有油脂—误用稀释剂溶剂配比不正确。
—对无机硅酸锌底漆可能成薄雾状图层底材或底漆多孔,应用一道底漆。
—表面粗造度处理不适当。
涂装期间温度过高。
所用涂装设备不干净。
—稀释剂用量过多。
一涂装通风不够,导致洛剂冷凝。
10.桔皮—涂料流动性差。
—稀释剂不足。
—误用稀释剂。
—表面或环境温度过度。
11.龟裂(表面裂纹)—油漆使用前搅拌不均匀。
—所用树脂不耐候。
___ 颜料易反应。
12.裂纹一所用涂料含有易反应或不耐候颜料和树脂。
—涂料配制得不好。
—基材膨胀或发生收缩。
一与底漆不相容。
13.大龟裂—涂膜太厚。
一涂装的干燥条件不适宜。
一涂料附着力差。

喷漆缺陷原因及改善方法喷漆缺陷是指在喷涂过程中或者喷涂后,出现的涂膜表面的不良现象,如起泡、浮灰、脱膜、流挂、流界等。
这些缺陷的出现会降低涂膜的质量,影响产品的美观度和耐久性。
下面将从喷漆缺陷的原因和改善方法两个方面进行探讨。
喷漆缺陷的原因通常可以分为以下几个方面:1.喷涂材料的质量问题:喷涂材料的质量问题是引起喷漆缺陷的主要因素之一、例如,涂料的成分不均匀、粘度不稳定、固化剂和稀释剂使用不当等,都会导致涂膜出现不良现象。
2.喷涂条件不当:喷涂条件不当也是喷漆缺陷的常见原因之一、例如,环境温度过高或过低、湿度过高、风力过大、喷涂厚度不均匀等,都会造成涂膜的不良现象。
3.喷涂设备问题:喷涂设备的问题也是喷漆缺陷的原因之一、例如,喷嘴堵塞、喷嘴口径选择不合适、涂料供应系统不稳定等,都会导致喷涂不均匀,从而出现涂膜的缺陷。
针对以上原因,可以采取以下改善方法:1.选择优质的喷涂材料:选择质量稳定、成分均匀的喷涂材料是避免喷漆缺陷的关键。
应该选择可靠的供应商,确保涂料的质量稳定,并且经常对涂料进行检测,确保涂料的质量合格。
2.优化喷涂条件:喷涂条件的优化对于避免喷漆缺陷非常重要。
要根据具体情况选择合适的环境温度、湿度和风力,保持稳定的喷涂厚度,提高喷涂的效果。
3.检查和维护喷涂设备:定期检查和维护喷涂设备也是避免喷漆缺陷的重要措施。
应该经常清洁喷嘴,确保喷涂设备正常运行,如果发现异常情况及时修复或更换设备,以确保喷涂的质量。
4.加强培训和管理:加强喷涂人员的培训和管理,提高技术水平和责任意识,可以有效地减少喷漆缺陷的发生。
同时,建立健全的质量管理体系,规范喷涂操作流程,对喷涂过程进行严格的监控和管理,确保涂膜的质量符合要求。
综上所述,喷漆缺陷是一个复杂的问题,涉及到多个方面的因素。
通过选择优质的喷涂材料、优化喷涂条件、定期检查和维护喷涂设备以及加强培训和管理,可以有效地改善喷漆缺陷,提高涂膜的质量,降低产品的不良率。


喷涂中常见不良现象及改善对策喷涂是一种常见的涂装工艺,广泛应用于汽车制造、家具制造、建筑装饰等行业。
然而,在喷涂过程中,常常会出现一些不良现象,如漆面不平整、色差、漏涂等问题。
下面将对喷涂中常见的不良现象进行分类,并提出改善对策。
1.漆面不平整漆面不平整主要包括起针眼、粗糙、凹凸不平等问题。
起针眼是由于喷涂气压过高、喷嘴携带杂物、喷嘴损坏等原因造成的。
解决方法包括控制气压、清洗喷嘴、及时更换损坏的喷嘴等。
粗糙和凹凸不平的问题可能是由于喷涂底材表面不洁净、涂料粘度过高、厚度不均等原因引起的。
对于这些问题,可以在喷涂前进行底材表面处理、控制涂料的粘度及厚度,避免发生不平整的漆面。
2.色差色差是指喷涂表面出现的颜色不一致的现象。
色差可能是由于喷涂工艺参数设置不合理、喷涂设备损坏、涂料质量不稳定等原因造成的。
改善色差问题的对策包括优化喷涂工艺参数、维护和更换损坏的喷涂设备、选择稳定的涂料供应商等。
3.漏涂漏涂是指喷涂表面出现未涂覆或涂覆不均匀的现象。
漏涂可能是由于喷涂工艺参数设置错误、涂料粘度过高或过低、喷嘴堵塞等原因引起的。
解决漏涂问题的对策包括控制喷涂工艺参数、调整涂料的粘度、定期清洗喷嘴等。
4.气泡和鱼眼气泡和鱼眼是由于涂料中存在挥发性溶剂或含有不溶性杂质所引起的。
改善气泡和鱼眼问题的对策包括选择低挥发性的涂料、筛选涂料中的杂质、加强喷涂区域的通风等。
5.粘结不良粘结不良是指喷涂表面涂层与底材之间粘结力不强,容易剥离或起皮的现象。
粘结不良可能是由于底材表面处理不当、涂料与底材之间的相容性差等原因造成的。
改善粘结不良问题的对策包括增强底材表面的粗糙度、选择合适的涂料和底材、确保涂层与底材之间的相容性等。
总结起来,喷涂中常见的不良现象包括漆面不平整、色差、漏涂、气泡和鱼眼、粘结不良等问题。
改善这些问题的对策包括优化喷涂工艺参数、维护和更换损坏的喷涂设备、选择稳定的涂料供应商、控制涂料的粘度和厚度、清洗喷嘴、选用低挥发性的涂料、筛选涂料中的杂质、加强喷涂区域的通风、增强底材表面的粗糙度、选择合适的涂料和底材、确保涂层与底材之间的相容性等。

喷涂件不良分析及改善报告范文英文回答:Title: Analysis and Improvement Report on Defective Spray Coating Parts.Introduction:In this report, I will analyze the defects found in spray coating parts and propose effective improvement strategies. The defects may include uneven coating, color deviation, adhesion issues, and surface imperfections. By understanding the root causes of these defects and implementing appropriate measures, we can enhance the quality of the spray coating process and achieve better results.Analysis of Defects:1. Uneven Coating: One common defect is the unevendistribution of the coating material, resulting in patches or streaks on the surface. This can be caused by improper spraying techniques, such as inconsistent spraying distance or speed. It can also be due to the uneven surface of the part itself, leading to uneven coating deposition.To address this issue, proper training should be provided to the operators on the correct spraying techniques. Additionally, the surface of the parts should be properly prepared, ensuring a smooth and even surfacefor coating. Using automated spraying equipment can also help achieve a more uniform coating.2. Color Deviation: Another defect is the inconsistency in color between different parts or batches. This can occur due to variations in the paint mixture, improper color calibration, or inadequate quality control measures.To overcome this problem, it is essential to establish strict quality control procedures. Regular colorcalibration should be conducted to ensure consistency. Additionally, the paint mixture should be preparedaccurately, following the specified ratios and guidelines. Any deviations should be promptly addressed to maintain the desired color consistency.3. Adhesion Issues: Poor adhesion between the coating and the part surface is another common defect. This can result in peeling, chipping, or flaking of the coating. Insufficient surface preparation, such as inadequate cleaning or improper application of primers, can contribute to this problem.To improve adhesion, thorough surface cleaning is crucial. The parts should be properly degreased and any contaminants should be removed. Primers should be applied evenly and according to the recommended guidelines. Additionally, proper curing and drying processes should be followed to ensure optimal adhesion.4. Surface Imperfections: Surface imperfections, such as bubbles, orange peel effect, or roughness, can negatively impact the appearance and quality of the spray coating parts. These imperfections can be caused by factorslike improper spraying techniques, inadequate drying or curing processes, or contamination during the coating process.To address surface imperfections, operators should receive training on proper spraying techniques to minimize the occurrence of defects. The drying and curing processes should be optimized to ensure complete and uniform drying. Maintaining a clean and controlled environment during the coating process can also help prevent contamination.中文回答:标题,喷涂件不良分析及改善报告。

喷漆作业中常见的漆面缺陷及处理方法(3) 下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!喷漆作业中常见的漆面缺陷及处理方法喷漆作业在汽车制造和修复中起着至关重要的作用,然而常常会出现各种漆面缺陷。


粉末喷涂中缺陷的分析及解决途径一、前言粉末喷涂工序少,产生的问题的环节也少。
主要工序只有前处理、静电喷涂和烘烤三个工序。
其中影响质量的主要工序应属前处理工序。
然而许多生产厂家对此没引起足够的重视,以致带来许多后患。
有些隐患还不是短期内能反映出来。
一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。
从生产工艺中出现的各种问题分析。
我认为设备的先进程度和原料的好坏,对产品质量又起着决定性作用,两者缺一不可。
我们作为工程技术人在这个问题上应该建立共识,决不能在上新喷粉生产线时。
只图一时省钱就凑和,采用低标准的生产设备和工艺、材料,必将给长期生产带来许多后患,甚至生产不出高质量产品。
不少厂家上了涂粉生产线,应用不久就被迫下马或跟换新设备,概出于以上原因。
我们常看到国外产品表面涂装很漂亮,其主要原因之一是他们不断地采用先进的设备和新工艺新材料。
从这个意义上分析,对涂粉设备及涂料生产厂家来讲,在当今市场竞争条件下,非优质设备和涂料是没有发展前途的。
特别是在国内上百个喷粉设备和粉末涂料生产厂家竞争条件下,更是如此。
仅我们陕西省已经有近十家设备及粉末涂料生产厂转产或倒闭。
二、产生缺陷的分析探讨(一)前处理方面:1、除油除锈不彻底首先我不主张用除油除锈二合一的工艺。
二合一工艺本身容易产生这个问题。
因为通常用的除油、除锈液配方是项互消弱的,而不是相辅相成的,因此很难搞出合理的二合一或三合一工艺(包括磷化)配方。
另一工艺方法是用金属清净剂除油,更不能彻底除油。
因为金属清洗剂除油效果差,一般只能是油脂浮到金属机体表面上,要除掉它,还需一种机械力,如没有这种外加机械力,就会造成处油不彻底,可见金属清洗剂不适合于工业化批量生产。
我主张用碱化学除油。
碱液对动植物油除除效果很好,因其产生皂化反应。
但对矿物油除除效果较差,为除除矿物油,还需加乳化剂。
另外水洗质量对除油效果影响较大,一是水质,二是水温。
三是要分级翻动,三项均良好,目的只有一个,就是用纯净水清洗油脂。

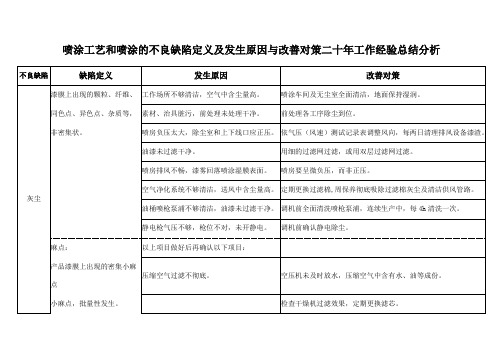
灰尘(颗粒):在漆膜内或表面有杂质微粒,呈颗粒状凸起原因:1、油漆结晶或受到污染;2、喷涂环境污染(喷房、流平间、烘箱、静电除尘设备、滤网等);3、待施工件表面未处理干净(清洗不干净、打磨不良等);4、喷涂过程风向、压差不符合要求;5、进出喷房工作人员防尘措施不合理。
预防:1、确保供漆系统和管道清洁,必要时在管道中增加过滤装置;确保正确的调漆、投漆操作过程;进货检验应对油漆颗粒大小进行检测;2、按照清洗保养计划,定期清洁喷涂设备;3、对待施工件表面灰尘应采用粘布擦拭和在预处理槽液中添加清洗剂等方法来加强清洁;4、对喷涂过程各关键点的风向、压差定期监督。
5、操作员进入喷房必须有相应的防尘措施。
措施:1、采用1000目的砂纸将漆膜打磨平,用抛光机进行抛光处理;2、对缺陷处采用点修补的方法处理,修补面按点修补操作指导进行喷漆,等漆膜完全固化后,再对修补面进行抛光处理;3、情况严重时,应用800目砂皮对缺陷处打磨后重新上件喷涂。
流挂:在工件斜面或竖直面的漆膜上出现漆膜局部变厚,呈波浪、浅滩形状原因:1、压缩空气太小(雾化空气太小、扇形空气太小);2、喷枪、旋杯离工件距离太近,移动速度太慢;3、油漆粘度太低;4、基材表面温度太低;5、涂装环境温度太低;6、涂装环境湿度太高。
预防:1、按照涂装工艺卡,设置雾化和扇形的空气流量;2、按照程序编制指导手册,设置参数;3、按照调漆工艺卡调配油漆;4、确保喷涂环境温度在涂装工艺卡规定的范围内;5、确保喷涂环境温度在涂装工艺卡规定的范围内;6、确保喷涂环境湿度在涂装工艺卡规定的范围内。
措施:1、采用1000目的砂纸将漆膜打磨平,用抛光机进行抛光;2、情况严重时,用800目砂皮将表面磨平后重新喷涂。
纤维丝:在漆膜内或表面承丝状物分布,影响外观。
原因:1、油漆受到污染(含有丝状物);2、喷房、流平间、烘箱顶棉纤维丝含量过高或滤网受损;3、机械手防护服饰、臂套存在纤维丝;4、喷涂过程风向不符合要求;5、进出喷房工作人员防护服饰存在纤维丝。

喷涂质量改善方案一、问题概述喷涂是一种常见的表面处理方法,用于提高产品的观感、耐腐蚀性和防护性。
但是,在喷涂过程中常常会遇到喷涂质量不良的情况,如起皮、掉漆、裂纹等。
这些质量问题不仅影响产品的美观度和性能,还会增加修补成本,降低客户满意度。
二、分析原因喷涂质量不好的原因有很多,以下是一些常见的原因:1.表面处理不彻底:喷涂前应彻底清洁表面,并进行必要的防腐处理。
如果表面处理不彻底,会导致漆面失去附着力,从而出现起皮、掉漆等问题。
2.喷涂环境不合适:喷涂环境要求温度、湿度、气流等参数控制严格。
如果环境不合适,会导致漆膜质量不稳定,并引起裂纹现象。
3.喷涂设备不合适:喷枪、压缩空气等设备的选择和调整是影响喷涂质量的重要因素。
如果设备不合适或调整不当,会导致漆面厚度不均匀、粘度过高或过低等问题。
三、改善方案为了解决喷涂质量问题,我们可以从以下几个方面进行改善:1. 加强表面处理加强表面处理是解决喷涂质量问题的关键。
可以采用以下几种方式:•使用适当的清洗剂或腐蚀剂对表面进行处理;•使用喷砂或化学除锈等方法对表面进行打磨;•涂刷底漆或中间漆等进行修补。
2. 控制喷涂环境喷涂环境的控制对喷涂质量的稳定性至关重要。
可以采用以下措施:•安装HVAC系统,控制温度和湿度;•安装风幕、风帘等改善喷涂室气流;•控制使用喷漆的数量,避免喷涂面积过大。
3. 选择适当的喷涂设备选择适当的喷涂设备可以大大提高喷涂质量,可以采用以下措施:•选用质量稳定的压缩空气源,避免气源污染;•选择经验丰富的喷涂工,掌握喷涂技巧;•选择适当的喷枪、喷头等喷涂设备。
四、总结喷涂质量问题对于产品质量和客户满意度均有不良影响,但是通过加强表面处理、控制喷涂环境和选择适当的喷涂设备可以有效改善喷涂质量。
在实际操作中,应根据具体情况对喷涂过程进行科学规范的管理,确保喷涂质量的稳定和提高。

喷漆中常见的漆面缺陷及处理方法在喷漆过程中,常常会出现一些漆面缺陷,如气泡、流挂、鱼眼、色差等。
这些缺陷如果未经处理,会影响漆面的外观效果和质量。
因此,在喷漆过程中及时发现并采取相应的处理方法是非常重要的。
以下是喷漆中常见的漆面缺陷及处理方法:1.气泡:气泡是表面涂层中的空腔,常常是由于底材表面含水分、涂料粘度过高或内含气体等原因造成的。
处理方法包括:-气泡已破裂:用细砂纸轻轻磨平,然后重新上漆。
-气泡未破裂:可用尖头刀切开气泡,用刮刀将气泡周围的漆层刮平,然后重新上漆。
2.流挂:流挂是指涂层下垂、凝结或流动不均匀的现象,常常是由于过度喷涂、涂层粘度过低或环境温度过高等原因造成的。
处理方法包括:-已干燥的流挂:用细砂纸轻轻磨平,然后重新上漆。
-未干燥的流挂:立即停止喷涂,并用吸水纸或细砂纸轻轻擦拭掉流挂的部分,然后重新上漆。
3.鱼眼:鱼眼是指涂层表面出现的小型凹陷,常常是由于底材表面含油污、表面张力不均或使用了不相容的涂料等原因造成的。
处理方法包括:-鱼眼已形成:用刮刀将鱼眼周围的漆层刮平,并擦拭鱼眼处的油污,然后重新上漆。
-鱼眼未形成:用沾有稀释剂的棉签或刷子,在涂层表面轻轻擦拭鱼眼处,然后重新上漆。
4.色差:色差是指涂层表面颜色不均匀或与期望的色彩不符的现象,常常是由于喷涂过程中喷枪离表面太远、涂料颜料米仔含量不匹配或不均匀喷涂等原因造成的。
处理方法包括:-轻微色差:用细砂纸轻轻磨平涂层表面,然后重新上漆。
-明显色差:根据涂层颜色的具体情况,可以选择重新上漆或进行局部修复。
此外,为了避免漆面缺陷的产生,在进行喷漆作业之前,还应注意以下几点:-底材表面处理:确保底材表面干燥、平整、清洁,并进行必要的打磨和除尘处理。
-涂料制备:根据涂料厂家的要求和建议,正确稀释和混合涂料,并搅拌均匀。
-喷涂技术:掌握好喷涂技巧,包括正确的喷枪距离、喷涂角度和运动速度,以及均匀的喷涂厚度等。
总之,喷漆中常见的漆面缺陷如气泡、流挂、鱼眼和色差会影响涂层的外观效果和质量。

油漆质量缺陷及原因分析油漆质量问题及原因1.漆装过程中或不久出现的漆病漆膜不干燥____ 漆装时或过后不久表面过度缩合____ 漆装前底材有油脂____ 误用稀释剂____ 油漆使用前搅拌不均匀____ 诱导期不足____ 双组分漆料系统忘了加促进剂,转化型涂料通风不好,特别是过夜2.漆膜干的慢____ 固化期温度过低____ 涂装时或过后不久表面过度缩合,____ 涂装前底材有油脂____ 误用稀释剂____ 油漆使用前搅拌不均匀____ 诱导期不足____ 双组分涂料系统忘了加促进剂,转化型涂料通风不好,特别是过夜3.渗色新涂面漆中的溶剂将底漆中的颜料溶解出来导致面漆变色,应用相容性低漆4.流挂____ 涂装前底材有油脂____ 表粗造度不够____ 稀释漆加多____ 误用稀释漆____ 油漆使用前搅拌不均匀____ 涂料过热____ 涂装期间底材温度过高____ 喷涂技术不太正确____ 涂膜时太快太厚5.遮盖力不好____ 油漆使用前搅拌不均匀____ 表面不规则____ 涂装太薄____ 与底材颜色对比太大6.起泡____ 涂装前表面处理差____ 涂装前基材润湿差____ 涂装附着力差____ 特殊环境下涂料湿气转化速率不正确____ 底漆中存在可溶性颜料____ 涂层间不相溶____ 涂装期间底材温度过高____ 溶剂残留在涂层中____ 阴极电势大于1.0伏特7.剥落或片落____ 所用涂料付着力差____ 所用涂料与表面或底漆不相溶____ 热冲击8.涂层间脱层____ 面漆与底漆不适应____ 底漆表面受污染____ 面漆涂的太厚____ 表面固化过度或粉化____ 焦油环氧漆表面在涂面漆前暴露于太阳光下或水中9.粉化或起粉____ 外用涂料暴露12-24个月后____ 对多孔性表面底涂不足____ 稀释剂用量过多____ 在易碎物质上涂装____ 内用涂料外用10.变色,褪色____ 酸碱的化学侵蚀或强日光的冲淡作用____ 面漆中的溶剂从底漆中力取颜料____ 涂层的底材生锈____ 湿环境下长霉导致涂膜上出现黑或棕色斑点11.脱皮,片落或起泡____ 涂装前未除去油脂____ 底材处理不好____ 涂装时表面过度缩合____ 涂层间容许重涂时过长,导致底材过度固化面漆附着力差。