液压推钢机故障分析与对策-论文
- 格式:pdf
- 大小:217.17 KB
- 文档页数:3


推土机液压系统故障案例分析及维修方法的应用The Case Analysis and Application of Maintenance Method of Bulldozer HydraulicSystem Fault王 领 陈四景 纪旭超 刘灿灿(山推工程机械股份有限公司, 山东 济宁 272000)摘要:本文针对这种现象说明了履带式推土机常规机型工作装置结构、原理和工作过程,在此基础上对工作装置液压系统的不同故障进行了分类,并综合运用维修理论与方法分析各类故障产生的原因,提出故障发生后的解决方法,最后针对推土机在日常使用过程中出现的常见故障提出预防故障产生的应对策略。
关键词:履带式推土机;液压系统;故障分类中图分类号:TU623.5 文献标识码:B0 引 言推土机是一种主要用于工程机械的车辆,车体前后方均具备工作装置,前端使用时放下推土铲,向前铲销并推送泥沙、石块等相关物质,为满足不同的工况需求,推土铲位置和角度可以灵活调整,能单独完成挖土、运土和卸土工作;其中履带式推土机主要用于工况比较恶劣的环境中,在推土机结构组成的不同部件中,其工作装置液压系统是推土机的关键部件,随着使用时间的延长,不同部件会出现各种各样的故障。
1 推土机工作原理推土机液压系统工作原理:工作泵从工作油箱内吸出工作油,将其泵入换向阀,在各工作装置处于非操控状态时,油液便经换向阀至滤油器回工作油箱;若在此状态时,滤油器芯被堵塞,则油液将推开后桥滤油器安全阀而回至工作油箱;在操纵换向阀状态时,可控制左、右铲刀油缸与倾斜油缸,用以实现铲刀的上升、下降、保持、浮动等在不同状态下实现的各种动作,倾斜油缸也可实现铲刀的左倾、右倾与保持状态;同时操纵换向阀也可控制松土油缸,用以实现松土器的上升、下降(松土器入土的深度程度)与保持状态的动作。
2 关键部件及结构性能2.1 主溢流阀的结构性能实现功能:溢流阀是一种液压压力控制阀,在液压设备中主要起到定压溢流作用;在系统卸荷时保持系统安全。

机械设备液压系统常见故障原因分析和应对措施机械设备的液压系统由于其高度集成性和复杂性,往往容易出现各种故障。
这些故障严重影响机械设备的正常运行,给生产造成极大的损失。
以下是机械设备液压系统常见故障原因分析和应对措施。
一、液压系统压力不足1.原因分析:液压系统压力不足的原因主要有:液压泵的排量过小、液压泵的密封件损坏、回油管路堵塞、节流阀门太小、液压油缺乏。
2.应对措施:对于这种故障,应该做如下处理:增加液压泵排量或更换更强的液压泵;更换液压泵的密封件;清洁回油管路;更换较大的节流阀门;添加足量的液压油。
1.原因分析:液压系统压力过高的原因主要有:过多的液压油、系统调整不当,过多的机械阻力,安全阀调得太高。
2.应对措施:对于这种故障,应该做如下处理:排放多余的液压油;调整系统,以满足实际需要;消除机械阻力或生产过程中的其他固有阻力;重新调整安全阀的压力值,符合设计规范。
三、液压系统漏油1.原因分析:液压系统漏油的原因主要有:密封件磨损、连接部位松动、管路磨损、系统压力过高,管路失去正常连接。
2.应对措施:对于这种故障,应该做如下处理:更换损坏的密封件;紧固连接件;更换磨损的管路;降低系统压力;确保管路的正确连接。
四、液压系统运行缓慢五、液压油波动2.应对措施:对于这种故障,应该做如下处理:更换排量更稳定的液压泵;选择粘度更稳定的液压油;对系统进行干燥处理以消除水分;检查管路中存在的任何狭窄区域,给予正确的处理。
六、液压缸失效1.原因分析:液压油失效的原因主要有:内部机构出现磨损、密封结构失效等。
2.应对措施:对于这种故障,应该做如下处理:更换已经失效的液压油缸;维护工作人员必须及时检查液压油缸。

轧钢连轧线液压工作原理及故障分析本文主要阐述推钢机及裙板液压系统工作原理,以及对常见故障的处理办法进行介绍。
一、液压工作原理简介1.1 推钢机液压系统1.1.1 推钢机液压系统的组成推钢机液压系统主要由液压站、蓄能器组、控制阀、液压缸和中间管路构成,如图所示为推钢机液压系统控制油路图。
我们可以看出,推钢机液压系统控制部份主要由液压缸、单向节流截止阀、流量控制阀和电液换向阀组组成。
其控制原理如图 1.1.1 所示。
图 1.1.1 推钢机控制原理1.1.2 推钢机液压系统主要元件介绍推钢机的液压缸为常见的单杆活塞式液压缸,因其工作环境的特殊性,为了保护活塞杆和防尘套不被高温损坏,以及保证推钢机推头运行平稳,该液压缸将活塞杆与底座通过销子铰接在一起,压力油经活塞杆内部孔道流通,控制缸筒运动,从而完成推钢机的工作过程。
单向节流截止阀和流量控制阀的本质上都是单向节流阀。
单向节流阀是能够完成单向阀与节流阀两种功能的复合元件,它用于单方向节流调速,反方向快速运动的场合。
图 1.1.2 为单向节流阀职能符号,当液压油从 B 端向 B1 端流动时,单向阀阀芯在压力油作用下被打开,油路形成通路;当液压油从 B1 端向 B 端流动时,单向阀阀芯在压力油作用下关闭,此时液压油只能经节流阀节流后流出。
图 1.1.2图 1.1.3图 1.1.3 所示为P 型中位机能的三位四通电磁换向阀。
该阀在使用时, P 口接压力油管, T 口接回油管, A、B 口分别接需要换向的执行元件两个油口。
在使用过程中,若电磁阀两边线圈都不得电,则换向阀阀芯处在中间位置,换向阀执行中位机能,即P 口与A、B 两口均;联通, T 口断开。
此时,因执行元件两边都与 P 口联通,执行元件保持静止。
当线圈 1a 得电时,换向阀执行左位交叉机能,使得 P 口与 B 口联通, A 口与 T 口联通,压力油流经顺序为“P-B-执行元件 -A-T”,执行件执行一个方向的运动。

热轧厂液压设备的故障分析与维护措施发布时间:2022-01-20T03:19:54.416Z 来源:《防护工程》2021年30期作者:张立[导读] 热轧厂广泛采用液压传动与控制技术,反映了现代轧钢设备的先进水平。
从发展趋势看,不仅液压传动应用得越来越普遍,而且液压控制也推广使用到产品精度控制、质量控制的许多关键部位。
陕西龙门钢铁责任有限公司轧钢厂陕西省韩城市 715400摘要:当前的液压设备具有体积小、频率高、可控性强等优点,在热轧厂里液压设备被广泛应用,但是在实际运用过程中,由于其结构复杂,故障排查难,为了防止液压设备不影响热轧厂的正常运行,管理人员要高度重视液压设备的故障排除,做好日常维护管理工作,对液压设备开展实时监控。
关键词:热轧厂;液压设备;故障分析;维护手段引言热轧厂广泛采用液压传动与控制技术,反映了现代轧钢设备的先进水平。
从发展趋势看,不仅液压传动应用得越来越普遍,而且液压控制也推广使用到产品精度控制、质量控制的许多关键部位。
电-液伺服系统,尤其是压力调节、位置调节或这两种调节相结合的电-液伺服系统有进一步推广的趋势。
设备管理的方向是实施设备状态监测和故障诊断,实现设备状态预知维修。
对于先进的液压设备不能只是监测液压元件,还要从生产工艺对液压系统的特殊要求出发监测其具有表征意义的参量,对于电-液伺服系统应该监测其动态性能。
1热轧厂液压设备故障的分析1.1液压泵压力故障液压泵的输油压力不足会导致执行元件运行无力,常见原因有:第一,压力表没有打开或压力表有故障;第二,液压泵自身的零部件磨损严重,导致内泄加剧;第三,液压油温度过高,导致油液粘度偏低、泄漏量增大;第四,安全阀设定值太低或阀芯卡死在开口溢流的位置;第五,电动机转速不够。
1.2设计因素如果设计出现失误,那么设备出现故障的几率将明显增大。
根据实际情况来看,此类设备设计实践中经常出现的问题有油泵排量相对较大、油箱未达到相应标准、管径偏小、忽略卸荷回路设计等,对系统性能的影响表现为发热量明显偏大进而导致干摩擦。
工程机械液压系统常见故障的原因分析及对策【摘要】工程机械的液压系统在使用过程中常常会出现各种故障,这不仅会影响工程机械的正常运行,还会造成生产效率的下降和维修成本的增加。
及时发现并解决液压系统故障是至关重要的。
本文首先介绍了工程机械液压系统常见故障的重要性。
接着对液压泵、液压阀、液压缸、液压管路以及液压油液污染的原因进行了分析,并提出了相应的解决对策。
最后强调了预防措施的重要性,指出只有通过完善的预防措施,才能有效减少工程机械液压系统的故障,确保工程机械的正常运行,提高生产效率。
通过本文的阐述,读者可以更好地了解工程机械液压系统常见故障的原因及应对对策,从而避免故障发生,保障设备的正常运行。
【关键词】液压系统、故障、原因、对策、泵、阀、缸、管路、油液污染、预防措施、工程机械1. 引言1.1 工程机械液压系统常见故障的重要性工程机械液压系统是工程机械中的核心部件,它的稳定运行直接关系到整个机械设备的工作效率和安全性。
由于液压系统的特殊性,常常会出现各种故障,给机械设备的正常工作带来困扰。
对工程机械液压系统常见故障进行深入的分析和探讨具有重要的意义。
液压系统是工程机械中的关键部件之一,一旦发生故障,可能导致整个机械设备无法正常工作,严重影响工程进度和效益。
液压系统的故障常常伴随着液压油液污染等问题,如果不及时处理,会损坏系统的其他部件,加剧故障的程度,增加维修成本。
对于一些大型机械设备来说,液压系统的故障可能会造成严重的安全事故,给人员和周围环境带来巨大的危害。
深入研究工程机械液压系统常见故障的原因及对策,对提高机械设备的工作效率、保障安全生产具有重要的现实意义。
通过了解液压系统故障的成因,针对性地采取预防和维护措施,能有效减少故障的发生,提高机械设备的可靠性和可维护性。
2. 正文2.1 液压泵故障的原因及对策液压泵是工程机械液压系统中的重要组件,其故障会导致整个系统无法正常工作。
液压泵故障的原因主要包括以下几个方面:1. 润滑不良:液压泵在工作过程中需要良好的润滑条件,如果润滑不足或润滑油质量不合格,会导致泵内部零部件磨损加剧,最终导致泵故障。
液压传动系统的故障分析与排故摘要:本文主要介绍液压传动系统的常见故障,并对其常见故障进行分析,从而得出有效的解决方法。
关键词:液压系统;故障分析;排除故障。
Hydraulic system failure analysis and troubleshootingAbstrast:This paper mainly intrduces the common fault of the Hydraulic System,and analyses its commen fault,so it reaches effective solution methed. Keywords: Hydraulic System;fault analysis;Troubleshooting1.前言液压传动是以液压油为工作介质进行能量转换和动力传递的,它具有传送能量大、布局容易、结构紧凑、换向方便、转动平稳均匀、容易完成复杂动作等优点,因而广泛应用于工程机械领域。
但是,液压传动的故障往往不容易从外部表面现象和声响特征中准确地判断出故障发生的部位和原因,而准确迅速地查出故障发生的部位和原因,并及时排除。
压系统产生故障的实质就是系统工作参数的异常变化,因此当液压系统发生故障时必然是系统中某个元件或某些元件有故障,也就是说某个参数已偏离了规定值。
需维修人员马上处理。
机械设备的技术维护是指为了保持设备的正常技术状态,最大可能地延长其使用寿命所采取的各项技术措施、包括机器日常保养(预防故障)和及时的修理(排除故障)。
良好的技术维护对于保证设备正常运转、减少停工损失和维修费用、降低产品成本、提高生产效率等方面都具有十分重要的意义。
在工程机械的使用中管理和维修中是十分重要的。
2.液压传动系统故障概述在相对运动的液压元件表面、液压油密封件、管路接头处以及控制元件部分,往往容易出现泄漏、油温过高、出现噪音以及电液结合部分执行动作失灵等现象。
矿山机械设备液压故障处理分析马世宇内蒙古平庄煤业(集团 ) 有限责任公司元宝山露天煤矿,内蒙古 赤峰 024000摘 要:利用矿山机械设备可以减轻有关工作人员的工作压力,降低他们的工作难度,并且在某种程度上保证工作人员的安全。
其中,液压设备的正常运转对整个设备的影响非常大,因此,本文主要分析了矿山机械设备液压故障,并且提出针对性的处理措施,保障矿山机械液压设备运行的稳定性,从而提高整体工作效率。
关键词:矿山;机械设备;液压故障;处理措施中图分类号:TD407 文献标识码:A 文章编号:1002-5065(2024)02-0208-3Analysis on Hydraulic Fault Handling of Mining Machinery and EquipmentMA Shi-yuInner Mongolia Pingzhuang Coal Industry (Group) Co., Ltd. Yuanbaoshan Open pit Coal Mine,Chifeng 024000,ChinaAbstract: The use of mining machinery and equipment can alleviate the work pressure of relevant personnel, reduce their work difficulty, and to some extent ensure the safety of workers. Among them, the normal operation of hydraulic equipment has a significant impact on the entire equipment. Therefore, this article mainly analyzes the hydraulic faults of mining machinery equipment and proposes targeted treatment measures to ensure the stability of the operation of mining machinery hydraulic equipment and improve overall work efficiency.Keywords: mine; mechanical equipment; Hydraulic failure; Treatment measures在矿山生产现代化进程中,实现生产的机械化、自动化是矿山生产的根本要求。
机械设备液压系统常见故障原因分析和应对措施机械设备的液压系统是保证其正常运转的重要组成部分,若出现故障将会影响设备的正常工作。
本文将就机械设备液压系统常见故障原因进行分析,并提出相应的应对措施,以供参考。
一、液压泵故障1. 原因分析液压泵是液压系统的心脏,其故障将导致整个液压系统失效。
液压泵故障的原因可能有:油液污染、泵体磨损、液压泵进口压力过低等。
2. 应对措施若发现液压泵存在故障,应先切断机器的电源,排除机器内压力。
然后将液压泵拆开,彻底清洁液压泵内的油液,更换污染严重的油液。
如液压泵体严重磨损,应考虑更换液压泵。
二、液压缸漏油液压缸漏油是机械设备液压系统常见故障之一,液压缸密封不严、油液污染、高温引起密封圈变形、施力过大、油液压力太高等都可能导致液压缸漏油。
处理液压缸漏油故障应针对不同的原因采取不同的应对措施。
如是密封件老化、油封失灵,需更换密封件;如是油液污染,需更换油液;如是施力过大,要减小施力。
维修人员应根据液压缸漏油的实际情况,采取相应的应对措施进行处理。
三、油液污染油液污染是机械设备液压系统常见故障之一,导致油液污染的原因可能有:液压油质量不合格、油路污染、密封件磨损、机器长期不使用等。
防止液压系统油液污染的方法有:定期更换油液、保持机器内部清洁、加装油液过滤装置等。
如液压系统已经污染,应及时更换油液,同时清洗油路和更换密封件等。
四、液压系统噪音大液压系统噪音大一般是由于液压系统中的高压油液的流动和通过阀门时所产生的振动声和水锤效应导致的。
降低液压系统噪音的方法有:更换阀门材料、设计适当的管路、加装减噪器等。
综上所述,机械设备液压系统常见故障原因可能有多种,因此,针对不同故障需采取相应的应对措施。
集中管理维护、定期维护保养等都是防止液压系统出现故障的重要措施。
作为维修人员,应具备相关知识和技能,才能更好地维护机器设备。
2015年4月 第43卷第8期 机床与液压
MACHINE T0OL&HYDRAULICS Apr.2015
Vo1.43 No.8
DOI:10.3969/j.issn.1001—3881.2015.08.058 液压推钢机故障分析与对策
杨莉华 (四川机电职业技术学院,四川攀枝花617000)
摘要:针对液压推钢机使用中振动大、压力不稳定、泄漏等故障现象进行分析,找到问题的根源,提出改进方案并实 施,取得了较好的效果。 关键词:推钢机;液压系统;故障分析 中图分类号:TH137.9 文献标志码:B 文章编号:1001-3881(2015)8-180—2
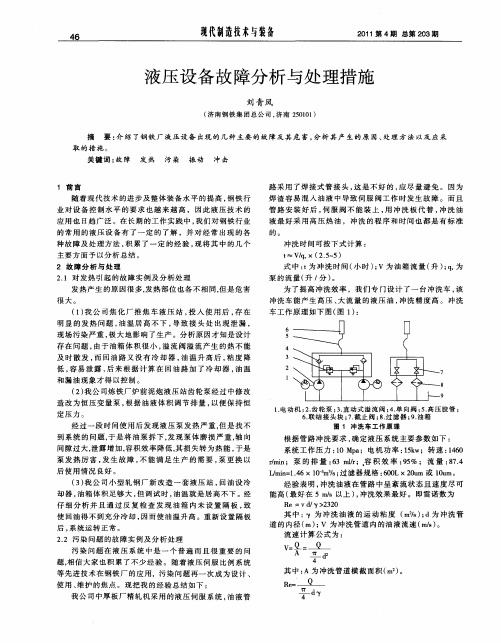
轧钢厂液压式推钢机主要由液压泵站、中问管 路、控制阀台和液压缸动作机构4个部分组成,在工 作时,液压泵输出压力油提供动能,压力油通过中间 管路、控制阀台进入液压缸,利用液压缸的伸缩带动 推头完成推送钢坯的过程。推钢机推头的前进后退由 控制阀台控制完成.具有操作简单方便、推力大、动 作平稳等优点。但由于设备场地限制和设计上存在的 缺陷,某轧钢厂所使用的液压式推钢机故障频发,严 重制约生产节奏,影响钢材产量并造成较大的油耗和 更换备件的费用。 1 推钢机液压系统工作原理 图1所示为该轧钢厂液压推钢机的液压系统原理 图,是由1个三位四通P型电磁阀为先导阀和4个插 装阀1、2、3、4构成的“0”型中位职能电液插装 逻辑阀的回路。其液压系统主要由电液换向阀、前进 调速阀组(未画出)、后退调速阀组(未画出)和液 压缸组成。其中液压缸为执行元件,带动推钢机推头 起运动完成推钢机推钢动作;两个调速阀组通过节 流孔控制流过阀件的液体流量,实现对推钢机前进和 后退的速度控制:电液插装逻辑阀是该液压回路的换 向机构。如图1所示,当电磁换向阀两边均不得电 时,换向阀执行中位机能,压力油经过换向阀流人4 个插装阀的控制口.插装阀阀芯在其作用下全部关 闭,油路中没有油液流动,推钢机保持静止。当换向 阀线圈左边得电时.P口压力油流入2号、4号插装 阀的控制口.而1号、3号插装阀的控制口与油箱相 通,控制口压力降低.1号和3号插装阀阀芯在高压 油作用下向上打开.压力油经由P—B口一前进调速 阀组一液压缸的无杆腔.液压缸有杆腔的油则流经后 退调速阀组一A口一T口一油箱,活塞杆伸出,推钢 机完成向前推钢的动作。反之,当电磁换向阀右边得 电时,在压力油作用下1号和3号插装阀关闭,2号 和4号插装阀打开.P口压力油经2号插装阀A口一 退回调速阀组一液压缸有杆腔,液压缸无杆腔的油经 过前进调速阀组一B口一T口流回油箱,活塞杆缩 回,推钢机完成退回的动作。
T 图1推钢机液压系统原理图 2故障表现形式 (1)推钢机启动和回程过程中,阀台附近管路 抖动剧烈,噪声大,常造成中间管路应力集中部位和 焊接部位破裂,导致大量漏油,使得整个液压系统压 力降低。推钢机无法正常工作。 (2)液压管接头处密封件经常损坏,使用寿命 降低。 (3)液压缸内密封件损坏出现内泄,导致推钢 机工作不正常。若处理不及时,缸筒内壁易被拉伤, 造成液压缸整体报废。 (4)推钢机动作可靠性差。 3故障原因分析 在对推钢机常见故障进行分析后发现:推钢机液 压管路振动、噪声大、接头密封件损坏、液压缸内泄 等故障,均由系统中存在较大的液压冲击引起。这与 推钢机液压系统设计缺陷、元件规格选择不匹配、场 地布局不合理等因素有关。
收稿日期:2014—02—11 作者简介:杨莉华(1972一),女,硕士研究生,副教授,主要从事机械方面的教学工作。E—mail:yanglihuapzh@163.com。 第8期 杨莉华:液压推钢机故障分析与对策 ·181· 3.1 插装阀开启速度过快造成冲击 对于外控供油方式的插装元件。开启速度的主要 决定因素是插装阀A腔和B腔的压力P 、P 以及控 制油腔x(c)腔排油管(往油箱)的流动阻力。当 P 和P 很大,而X腔排油很畅通时,阀芯上下作用 力差将很大,所以开启速度将极快,以至造成很大的 冲击和振动。由图1可知.在推钢机静止的时候,压 力油作用在2号插装阀的B口和3号插装阀的A口. 使得B口与A口一直保持着约等于系统压力的高压 状态,且积累着相当大的压力能。由于插装阀通径 大、压差高,当2号或者3号插装阀被打开的瞬间, 压力能急剧降低,落差增大,高压大流量液压油通过 插装阀流人回路,产生巨大的液压冲击。 3.2元件选择不当引起振动和噪声 1号和4号放油插装阀尺寸规格如果选择不合 适,没有足够的通流能力,会出现回路阻力过大引起 振动和噪声现象。此推钢机系统4个插装阀型号 (通径)一样,必然会加剧振动和噪声。 3.3 回路设计不合理造成压力干扰 该推钢机液压系统是由1个三位四通P型电磁阀 为先导阀和4个插装阀构成的“O”型中位职能的电 液插装逻辑阀的回路,由主油路引出的控制油P 经 “P”型中位机能三位四通电磁换向阀分别进人4个 插装阀的控制腔。理论上讲,电磁换向阀处于中位 时,各插装阀(1、2、3、4)应全部关闭,P、T、 A、B互不相通,但在实际工作时,这种中位封闭式 结构往往会引起压力干扰,在P、T、A、B 4个油口 中仍然会出现某两个短时沟通的现象。例如在P—B、 A-T的工况下.液压缸活塞左行,过渡到中位时. 由于液压缸的惯性,会给A腔加压,出现压力P 升 高大于P 的现象,这样1号插装阀打开,仍然有A— T的油流存在,使系统工作出现不正常,造成推钢机 动作可靠性差。 3.4场地布局不合理 因场地限制.液压站与控制阀台之间液压管比较 长,弯头数量多,还存在约20 m的高度差。液压站 蓄能器组在该液压系统中仅仅起到补偿压力流量的作 用,不能很好地发挥缓冲作用,管路振动和噪声大。 4故障解决方案 4.1液压系统改造 改造后的液压系统图如图2所示。在每组插装阀 控制腔的排油管路上加装单向节流阀。通过节流孔调 速作用来控制插装阀的开闭时间。从而减少阀件快速 开闭引起的液压冲击。 T 图2改造后的推钢机液压系统图 同时,增加3个单向阀,这样不管何种现象出 现,控制油压力p 始终取自 P 、P 中压力最高 者,使其在中位及工作位置时,插装阀1~4将严格 按照预定的控制处于正确的工作状态,达到预防压力 干扰的目的。 另外,插装阀规格选取,I号和4号插装阀的尺 寸选择比2号和3号插装阀大一个规格档次,以增大 过流能力,从而减小噪声和振动现象。 4.2重新布管.减少管路带来的液压冲击 为了减少由液压管路产生的液压冲击和液压系统 的不稳定性,对液压管路进行了如下优化:首先,将 推钢机控制阀台移动至两推钢机液压缸中间位置.从 而减少了管道长度,同时使阀台与两推钢机距离大致 相等。方便了对推钢机同步运行的控制:在重新布管 的时候,最大限度减少了弯头数目,在转弯不可避免 的地方,采用钝角转弯模式,取消了直角弯头,避免 了因管道引起的液压冲击。同时,在对推钢机硬管进 行优化的时候,利用软管吸振功能,将部分管路改造 成软管连接,并使拆装更加方便。 4.3发挥蓄能器吸收冲击的作用 从前面的分析中已经知道:在推钢机动作周期 内,蓄能器没有起到吸收压力脉动的作用。将蓄能器 组由液压站位置移动至操作台下方,尽量靠近阀台, 从而充分发挥其吸收压力脉动的功能。以达到减小液 压冲击的目的。 5结束语 通过对推钢机液压系统改造、管路优化和蓄能器 搬迁等一系列措施的实施,液压推钢机振动、噪声、 压力干扰等故障问题得到根本解决,大幅度提高了液 (下转第183页) 第8期 方涛等:炼钢厂脱硫搅拌液压系统完善优化 ·183· =一15。,即为反方向最大流量输出。但考虑到成本 较高,再次改造代价太大,且不太实际,只好放弃。 经对液压控制系统进行分析和对两种型式主泵之 间的结构进行比较。提出了改造优化方案,即在主泵 泵组比例阀下部叠加一切断短路阀.起短路保护作 用。并对相应程序进行修改。其主要功能为:短路阀 得电时,比例阀与调节主泵斜盘倾角的油路接通;该 短路阀失电时,油路被切断。脱硫搅拌工作期间,若 比例阀或者放大板出现故障,短路阀也同步失电,切 断斜盘控制油路,进而保护设备。搅拌结束后,比例 阀放大板即对主泵倾角进行0。设定。主泵倾角回零 后就令短路阀失电,切断控制斜盘倾角的油路,保证 主泵空运转,在此条件下。即使比例阀意外掉电或者 比例阀放大板错误输出时,比例阀的控制油路将不再 能改变主泵斜盘的倾角,发生流量反向输出的状况。 经过实践发现:比例阀放大板给定比例阀倾角零 位信号后,比例阀通过控制油使主泵倾角回零.这个 过程需要一定时间。不断通过最大倾角回零时间的经 过检验确认.作者设置为:比例阀给零后10 s.短路 阀失电切断油路。 K1 K2 T R(L) 图2改造前主泵比例阀控制示意图 图3改造后主泵比例阀控制示意图 3小结 通过加装短路阀及完善相关电气控制程序,改造 后的脱硫搅拌液压系统避免了闭式主泵发生流量反向 输出的问题,因此可以恢复主泵出口的单向阀,备用 泵恢复了自动投入运转的备用功能,最终实现了主泵 用一备的设计目标。 参考文献: [1]黄志芳,付曙光,傅连东.自整定模糊PID控制在脱硫搅 拌速度控制系统中的应用[J].机床与液压,2010,38 (12):84—86. 『2]曹先海.新钢业炼钢厂KR法铁水脱硫搅拌装置改造 [J].西昌学院学报:自然科学版,2011,25(1):23-25. [3]王更生.高炉炉前液压系统的改进[J].液压气动与密 封,2012,32(5):80-83. [4]姚娜.KR机械搅拌法铁水预处理脱硫的生产实践[J]. 特殊钢,201l,32(4):34—35. [5]周士昌.液压系统设计图集[M].北京:机械工业出版 社.2003. [6]雷天觉.新编液压工程手册[M].北京:北京理工大学出 版社.1998.
(上接第181页) 压缸、密封件等备件的使用寿命,极大地降低了工人 的劳动强度,效果显著。 参考文献: [1]陆望龙.实用液压机械故障排除与修理大全[M].长沙: 湖南科学技术出版社.2007, [2]刘延俊.液压系统使用与维修[M].北京:化学工业出版 社.2006. [3]盛兆顺.设备状态监测与故障诊断技术及应用[M].北
京:化学工业出版社,2003. [4]刘忠.工程机械液压传动原理、故障诊断与排除[M].北 京:机械工业出版社,2005. [5]文庆明,程志彦.轧钢机械设备[M].北京:人民邮电出 版社.2006. [6]邹家祥_车L钢机械[M].北京:冶金工业出版社,2006. [7]徐小力.机电设备监测与诊断技术[M].北京:中国宇航 出版社,2003.