Nordson 热熔胶机介绍和培训
- 格式:ppt
- 大小:44.94 MB
- 文档页数:104
第1篇一、概述热融胶机器是一种用于将热融胶条自动切割、粘贴的设备,广泛应用于电子、汽车、包装、家具等行业。
为确保操作人员的安全及机器的正常运行,特制定本操作规程。
二、操作前的准备1. 检查设备:操作前,应检查热融胶机器是否完好,包括电源、气源、传动系统、控制系统等。
2. 清理工作场地:确保操作区域清洁、无杂物,避免操作过程中发生意外。
3. 熟悉设备:操作人员需熟悉热融胶机器的结构、性能、操作方法及安全注意事项。
4. 检查胶条:确认胶条质量符合要求,无破损、变质等现象。
5. 检查胶轮:确保胶轮清洁,无异物堵塞。
6. 穿戴个人防护用品:操作人员需穿戴合适的工作服、手套、眼镜等个人防护用品。
三、操作步骤1. 开机准备:(1)打开电源开关,启动热融胶机器。
(2)根据需要调整胶条输送速度、胶轮压力等参数。
(3)检查胶条是否正常输送,无异常情况。
2. 调整胶条:(1)根据产品需求调整胶条长度、宽度等参数。
(2)确保胶条在输送过程中无扭曲、变形等现象。
3. 调整胶轮压力:(1)根据胶条厚度、粘贴要求调整胶轮压力。
(2)压力过大可能导致胶条粘贴不牢固,压力过小则可能导致胶条粘贴效果不佳。
4. 调整切割参数:(1)根据产品需求调整切割速度、切割深度等参数。
(2)确保切割效果符合要求,无撕裂、破损等现象。
5. 开始粘贴:(1)将胶条输送至粘贴位置。
(2)手动或自动调整胶条位置,确保粘贴准确。
(3)启动粘贴功能,使胶条粘贴至产品表面。
6. 停机:(1)完成粘贴后,关闭粘贴功能。
(2)关闭胶条输送速度、胶轮压力等参数。
(3)关闭电源开关,关闭热融胶机器。
四、操作安全注意事项1. 操作人员应熟悉本操作规程,严格遵守各项安全规定。
2. 操作过程中,严禁操作人员擅自离开工作岗位。
3. 操作人员应保持操作区域整洁,避免杂物进入设备。
4. 操作人员应穿戴个人防护用品,确保自身安全。
5. 操作过程中,严禁操作人员接触高温、高压等危险部位。





安装 :控制 :电路板喷胶模式板接口齿轮泵220V供电 胶机电源开关 24VDC 泵1 测速1 编码器 压力传感器接口液位传感器接口 控制面板接口加热区R232数据接口 超温保护跳线急停开关(短接) 附加I/O(IK10控制接口)加热区温度传感器温度传感器超温保护器 主板220VAC供电 活塞泵/泄压阀24V供电 外接电源端子主板24VDC供电定时开关 临时降温参数选择区自动喷胶设定区参数设定区仅用于胶机维护 !!150ºC 160ºC 165ºC克朗斯包装线配套胶机参数设置:主板:138175/A HW ICS-MAIN-A v1.1, SW 139804 v6.01, Serial No. 100124输入及输出端口配置:95 = 3:通过参数510-565更改输入及输出端口参数输出端 设置值(功能分配)510 MAIN X1.13 1 5 熔缸空511 MAIN X1.14 2 设备就绪512 MAIN X1.15 3 报警513 MAIN X1.16 4 激活临时降温514 MAIN X20.313515 MAIN X20.514516 MAIN X20.7 5 OFF517 MAIN X10.4 5520 EXT2 X7.7OFF 5 熔缸空521 EXT2 X7.8OFF 6 熔缸满522 EXT2 X7.9OFF 11 加热区到达设定温度523 -527 EXT2 7.10,11,12,13,14OFF铁氟龙内管,加热器缠绕包覆均匀加热 度或垂直平面上 大箱细箱关闭开启安装应用条件胶机:预留足够的空间以进行电箱接线、熔缸清洁和开盖加胶工作包装行业常见应用问题及处理常见问题解决方法喷嘴堵塞:对照热熔胶参数表设定适合的加热温度推荐使用使用更耐高温的热熔胶检查系统是否进入自动降温或自动关机状态安装或更换喷枪过滤器清洗主机和热熔胶通路喷嘴拉丝:检查喷胶距离是否适合(小于20mm)设定合适的温度和胶压检查或更换喷嘴检查电磁阀气压(5-6巴)确认是否有造成喷枪/喷嘴温度降低的外部因素(如风扇等) 确认是否有造成气压降低的外部因素(如真空设备等)喷嘴漏胶:工作时漏胶 - 更换喷嘴不工作时漏胶 - 更换喷头密封圈或喷头检查编码器安装(固定方式,与生产线的联结,安装位置,转换系数设定等)检查控制线路接线是否正确;使用更大功率的电磁阀(更快换向);采用乐百得留意操作面板的错误代码和红灯位置(请参看快速参考表及错误代码表)号铜针电阻值欧姆号铜针电阻值53—587欧姆号铜针电阻值600—120,000欧姆号铜针电阻值600—120,000欧姆原 因 解决方法加热温度过高 感温器故障熔缸缺胶热熔胶过度氧化 降低温度参数更换新感温器加胶避免经常打开熔缸盖或长时间高温加热加热温度过高热熔胶性能不稳定 降低温度参数,参照热熔胶工作温度进行设置 使用更稳定的热熔胶,避免经常打开熔缸盖长时间高温加热不同种类热熔胶混合 热熔胶性能不稳定 清空熔缸并清洗,降低温度参数,不生产时停止加热 清空熔缸并清洗,检查兼容性,一次只使用一种热熔胶 使用更稳定的热熔胶加热温度不足 基材表面有涂层 基材表面太光滑 胶量不足 升高温度参数升高温度参数,清空熔缸并清洗后换胶检查喷胶表面是否正确,薄膜产品先进行表面电晕处理 使用孔径较大的喷嘴,适当提高加热温度和泵压熔缸温度不足喷嘴-着胶点距离过大 外部因素导致喷嘴降温 升高温度参数减小两者距离(理想状态为1-5mm) 增加喷枪和喷嘴隔热装置喷嘴孔径过小喷嘴出胶口部分堵塞 喷嘴打开时间不足 喷嘴进胶量不足 更换孔径较大的喷嘴清洁或更换喷嘴电磁阀气压不足(最小5巴)增加胶泵压力,清洁或更换过滤器原 因 解决方法喷胶距离过大热熔胶温度不足外部因素导致降温热熔胶粘度太大或变质减小喷胶距离(理想状态为1-5mm)升高温度参数增加隔热装置,预热产品,提高加热和环境温度 换胶熔缸胶量不足 热熔胶受潮 加胶,加热熔化后手动喷胶直至无气泡 换胶喷嘴堵塞 清洁喷嘴,提高加热温度和泵压或使用较小孔径喷嘴 喷枪顶针、阀座有污物阻塞或已磨损清洁顶针、阀座,更换磨损部件或喷枪产品内含湿气 先干燥产品再喷胶热熔胶开放时间过长热熔胶开放时间过短 热熔胶被扭转 减少泵压或使用较小孔径喷嘴,降低温度和生产线速度,预冷产品,增加喷胶点和压合点间距离,加大压合力度,喷胶模式改为间断喷胶,换胶提高温度和胶量,换胶产品压合时不能有相对移动或剪切力加热温度过高 胶压过高热熔胶粘度太低 降温减压降温,使用孔径相对较小的喷嘴,改变喷胶角度,换胶故 障 原 因 解决方法出胶量少 泵故障泵建立压力不足 更换新泵清洗或更换主机过滤器检查气源压力和泵调压阀是否正常泵无响应 控制电路板无信号出现错误代码导致停机泵释放信号缺失 检查参数设置和胶泵开关,检查控制板线路 检查错误代码并解除检查系统控制线路状态出胶量不平均 泵工作不稳定或单向泵胶检查泵控制板线路及清洁电磁阀。
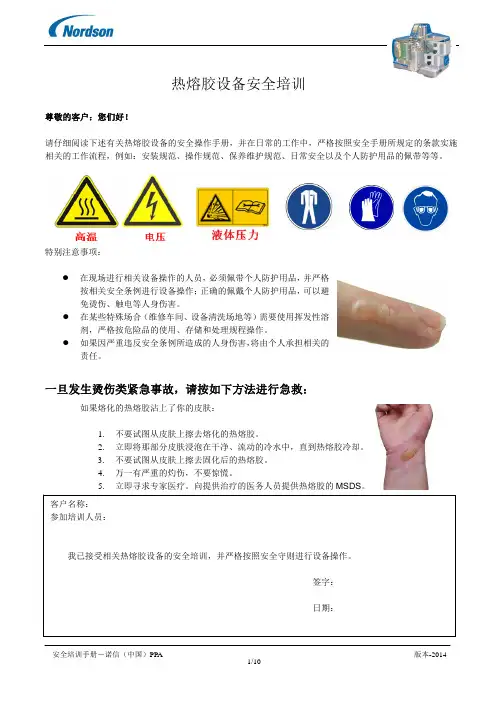
热熔胶设备安全培训尊敬的客户:您们好!请仔细阅读下述有关热熔胶设备的安全操作手册,并在日常的工作中,严格按照安全手册所规定的条款实施相关的工作流程,例如:安装规范、操作规范、保养维护规范、日常安全以及个人防护用品的佩带等等。
特别注意事项:z 在现场进行相关设备操作的人员,必须佩带个人防护用品,并严格按相关安全条例进行设备操作;正确的佩戴个人防护用品,可以避免烫伤、触电等人身伤害。
z 在某些特殊场合(维修车间、设备清洗场地等)需要使用挥发性溶剂,严格按危险品的使用、存储和处理规程操作。
z 如果因严重违反安全条例所造成的人身伤害,将由个人承担相关的责任。
一旦发生烫伤类紧急事故,请按如下方法进行急救:如果熔化的热熔胶沾上了你的皮肤:1. 不要试图从皮肤上擦去熔化的热熔胶。
2. 立即将那部分皮肤浸泡在干净、流动的冷水中,直到热熔胶冷却。
3. 不要试图从皮肤上擦去固化后的热熔胶。
4. 万一有严重的灼伤,不要惊慌。
5. 立即寻求专家医疗。
向提供治疗的医务人员提供热熔胶的MSDS 。
安全操作手册在使用设备前,请阅读本操作手册。
本手册包含的建议和惯例,适用于本手册中所描述的设备的安全安装、操作和维护保养。
警告:如果没有遵守本手册中提供的安全信息、建议和避免危险的步骤,可能导致人身伤害(包括死亡)或者对设备和财产造成损失。
安全警告符号下述安全警告符号和文字贯穿于本手册中,使操作人员警惕人身安全的危险,或者识别可能导致设备损坏或财产损失的情况。
请遵守警告符号和文字后的所有安全信息。
警告:此符号指出可能潜在的危险情况,如果不避免此种情况,可能导致严重的人身伤害,包括死亡。
注意:此符号指出可能潜在的危险情况,如果不避免此种情况,可能导致较小的或者中等程度的人身伤害。
设备制造商的责任设备制造商负责提供设备管理的安全信息,已确保满足设备使用的所有指示和规章要求,并且使用户取得使用资格。
安全信息•根据管理规章,使设备使用者可得到安全信息。
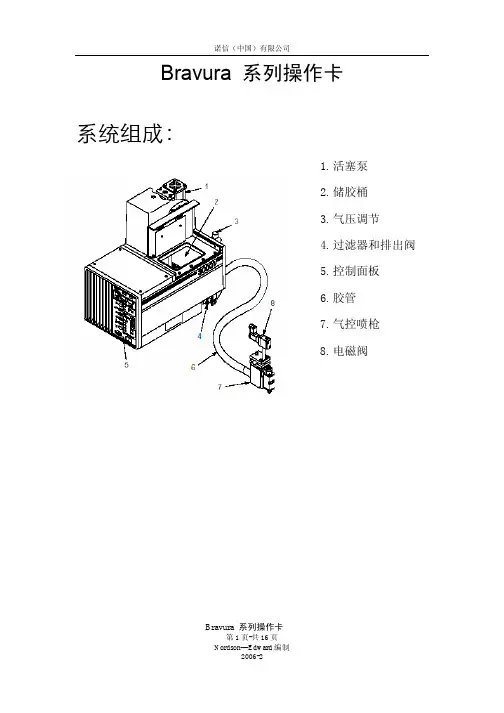
Bravura 系列操作卡第1页-共16页Bravura 系列操作卡系统组成:1. 活塞泵2. 储胶桶3. 气压调节4. 过滤器和排出阀5. 控制面板6. 胶管7. 气控喷枪8. 电磁阀操作面板的功能控制面板1.错误显示灯2.系统就绪灯3.区域显示4.设定温度显示5.实际温度显示6.区域修改按纽7.数值修改按纽8.修改确认按纽9.胶箱/管/枪灯10.监控扫描按纽/灯11.保温按纽/灯12.时控按纽/灯13.°C/°F切换按纽14.超温保护按纽15.延时按纽16.电源开关Bravura 系列操作卡第2页-共16页Bravura 系列操作卡第3页-共16页Bravura 系列操作卡第4页-共16页日常保养与维护:1.清洁系统的表面;2.检查O型圈和结合面的密封圈;3.按以下步骤冲洗过滤器的杂质(每班开机前必须进行):a)将气压调整至0;b)在所有喷枪下放置容器,并触发信号以降低胶管内的气压;c)在放置的容器上,逆时针旋转来打开排出阀;d)增加系统的气压,直到干净的、有稳定压力的热熔胶从排出阀流出;e)关闭排出阀;f)恢复到系统正常使用的气压。
Bravura 系列操作卡第5页-共16页过滤器的清洗与保养:一般每三月进行一次1.确保系统处于加热状态;2.按《日常保养与维护》步骤清洗过滤器中的杂质;3.降低系统的压力;4.按图用工具松开过滤器;5.按图拉出过滤器总成;6.按图拆开螺钉并分解过滤器总成;Bravura 系列操作卡第6页-共16页7.用R溶剂清洗各个零部件(O形圈除外);注意:严格按R溶剂要求进行操作!注意:不能用金属毛刷清洗!8.检查O形圈和过滤器的网罩,如有损伤必须更换;9.按图将过滤器总成装配完成;10.再次确保系统处于加热状态;11.将过滤器总成装回分歧座,先用手固定;12.按以下步骤再次清洗分歧座:a)打开排出阀;b)将气压调整至0;c)增加系统的气压,直到干净的、有稳定压力的热熔胶(排出量约0.25L)从排出阀流出;d)将气压再次调整至0;e)关闭排出阀。
诺信公司欢迎您就其产品进行询问、提出建议和意见、请求信息。
有关诺信公司的一般信息可在Internet上用以下地址查询:。
信件请寄到:Nordson CorporationAttn: Customer Service11475 Lakefield DriveDuluth, GA 30097公告这是诺信公司的出版物,受版权保护。
原始版权日期为XXXX。
没有诺信公司的书面同意,禁止影印、复制或者翻译为其他语言。
本出版物中所包含的信息可以修改且不必进行通知。
2002 保留所有版权诺信公司商标AccuJet, AquaGuard, Asymtek, Automove, Autotech, Blue Box, CF, CanWorks, Century, Clean Coat, CleanSleeve, CleanSpray, Compumelt, Control Coat, Cross–Cut, Cyclo–Kinetic, Dispensejet, DispenseMate, Durafiber, Durasystem, Easy Coat, Easymove Plus, Econo–Coat, EPREG, ETI, Excel 2000,Flex–O–Coat, FlexiCoat, Flexi–Spray, Flow Sentry, Fluidmove, FoamMelt, FoamMix, Helix, Horizon, Hose Mole, Hot Shot, Hot Stitch, Isocoil, Isocore, Iso–Flo, JR, KB30, Little Squirt, Magnastatic, MEG, Meltex, MicroSet, Millennium, Mini Squirt, Moist–Cure, Mountaingate, MultiScan, Nordson, OmniScan, Opticoat, OptiMix, Package of Values, Patternview, PluraFoam, Porous Coat, PowderGrid, Powderware, Prism, Pro–Flo, ProLink, Pro–Meter, Pro–Stream, PRX, RBX, Rhino, S. design stylized, Saturn, SC5, Seal Sentry,Select Charge, Select Coat, Select Cure, Slautterback, Smart–Coat, Spray Squirt, Spraymelt, Super Squirt,Sure Coat, System Sentry, Tela–Therm, Trends, Tribomatic, UniScan, UpTime, Veritec, Versa–Coat, Versa–Screen, Versa–Spray, Walcom, Watermark, and When you expect more. are registered trademarks ofNordson Corporation.ATS, AeroCharge, Auto–Flo, AutoScan, BetterBook, Chameleon, CanNeck, Check Mate, Colormax, Control Weave, Controlled Fiberization, Coolwave, CPX, Dry Cure, E–Nordson, EasyClean, Eclipse, Equi=Bead, Fill Sentry, Fillmaster, Gluie, Heli–flow, Ink–Dot, Iso–Flex, Kinetix, Lacquer Cure, Maxima, MicroFin, Minimeter, Multifil, Origin, PermaFlo, PluraMix, Powder Pilot, Powercure, Primarc, Process Sentry, PurTech, Pulse Spray, Ready Coat, Select Series, Sensomatic, Shaftshield, SheetAire, Spectral, Spectronic, Spectrum, Summit, Sure Brand, Sure Clean, Sure Max, Swirl Coat, Tempus, Tracking Plus, Trade Plus, Universal, Vista, Web Cure, and 2 Rings (Design) are trademarks of Nordson Corporation.内容列表i目录安全1–1 安全警告符号1–1设备持有者的责任1–2 安全信息1–2 指示,要求和标准1–2用户限制1–3适用的工业安全规范1–4 设备的用途1–4 指示和安全信息1–4安装规范1–5 操作规范1–5 保养和维修规范1–6设备安全信息1–7 关闭设备1–7 释放系统流体压力1–7系统断电1–7关闭喷枪1–8 一般安全警告1–9其它安全预防措施1–12急救1–12 安全标志和标签1–13内容列表ii介绍2–1其它信息来源2–2安装指导2–2用户指导2–2在线支持2–2产品光盘资料2–2产品描述2–3 用途2–3使用限制2–4操作模式2–4识别胶机2–4 重要部件2–5可选设备2–7内容列表iii安装3–1快速启动3–1概述3–1 附加信息3–2 安装任务3–2 安装人员的经验3–2安装要求3–3 空间距离3–3 通风3–4 电力3–5 压缩空气3–5 其它因素3–5胶机开箱3–6 安装组件的内容3–6客户提供的材料3–6安放胶机3–8装配电力辅助装置3–11连接压缩气源3–16连接输胶软管和喷枪3–18设置胶机3–22 快速设置3–22 操作参数3–24 选择操作参数3–24阅读或编辑操作参数3–25 热熔胶箱,输胶软管和喷枪的设定温度3–30保存和恢复胶机设置3–32查阅参数和设定温度的变化3–33安装胶机输入3–36安装胶机输出3–39安装可选设备3–42连接喷枪驱动器,喷胶图案控制器或计时器3–42冲洗胶机3–42内容列表iv操作4–1附加信息4–1 关于加热部件的更多信息4–2填充热熔胶箱4–3启动胶机4–4监控胶机4–6 确认胶机工作正常4–6监控部件温度4–7监控胶机故障4–9监控热熔胶箱中的热熔胶液面高度4–14监控并调整操作气压4–14监控保养间隔时间4–15调节部件温度4–16输入胶机密码4–21使用胶机功能键4–22加热器键4–22泵键4–22设置键4–23七日时钟键4–23待机键4-24关闭胶机4-25 维护5–1系统卸压5–2清理胶机5–4更换过滤器5–6清理胶箱5–8计算胶机功率要求A–1运行参数B–1标准B–2温度控制B–6输入设置B–9输出设置B–127天时钟B–13安全 1-1第一章安全在使用设备前,请阅读本章。