机械加工工艺卡片模板
- 格式:doc
- 大小:612.00 KB
- 文档页数:10
机械加工工艺过程卡片
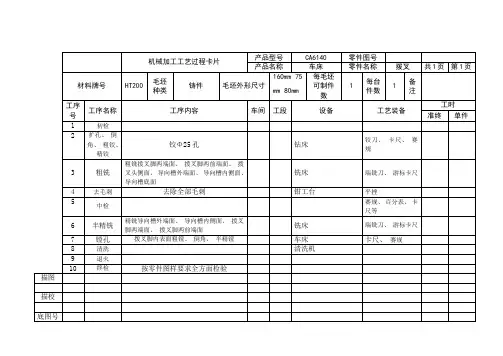
机械加工工艺过程卡片 产品型号 零件图号 共
1页
产品名称 零件名称 偏心轮 第
1页
材料牌号 20Cr 毛坯外形尺寸 4470 每件毛坯可制件数 1 每台件数 备注
工序号
工序名称 工序内容 设备 工艺装备
5
车 夹外圆,车端面(光出即可),粗车一段外圆至67长20 车床 三爪
10 车 夹正已车外圆,靠平已车端面。车另一端长38为41,粗精车05.04.50外圆长24.5,倒角453.1。 车床 三爪
15 车 夹正4.45外圆,粗精车端面至总长40。粗精车外圆046.01365h,倒外圆角451。 车床 三爪
20 车 调头夹已车外圆,靠平已车端面。粗精车另一端面至总长38.5,车65肩面,割494槽,控制尺寸25,倒肩面角455.0。 车床 三爪
25
钻 定05.04.50外圆,钻8孔为6深15控制与05.04.50外圆对称。 立式钻床 钻模
30 钻 钻257G孔为22,扩孔257G孔为05.05.24,偏心距为9,倒两面空口角。 车床 车工夹具
35
钻 扩绞88H,照顾边距尺寸7。 立式钻床 钻模 40
钻 钻2—M10底孔5.8,控120及与8孔对称 立式钻床 钻模
45
攻 攻2—M10螺纹孔 立式钻床
50
热处理 局部渗碳淬火,HRC58-62,渗碳之后外圆直径分别为ф65.2,ф50.2 淬火箱
55
磨 磨内孔257G为038.002.025 内圆磨床 磨孔夹具
60
磨 粗精磨011.0550h外圆,并靠磨肩面控及偏心9mm ↗ 0.025 A 外圆磨床 外圆磨夹具
65
检验
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 页
产品名称 零件名称 偏心轮 第 1 页
车间 工序号 工序名称 材料牌号
5 粗车外圆 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Ф70×44 1
设备名称 设备型号 设备编号 同时加工件数
车床 c620-1
夹具编号 夹具名称 切削液
三爪
工位器具编号 工位器具名称 工序工时/min
准终 单件
工步号 工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
夹外圆,车端面(光出即可),粗车一段外圆至67长20 三爪 231 51 0.55 1.5 1
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 偏心轮 第 2 页
车间 工序号 工序名称 材料牌号
10 车 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Φ70×44 1 1
设备名称 设备型号 设备编号 同时加工件数
卧式车床 C620-1
夹具编号 夹具名称 切削液
三爪卡盘
工位器具编号 工位器具名称 工序工时/min
准终 单件
工步号 工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
1 夹正已车外圆,靠平已车端面。
2 车另一端长38为41 车床 231 51 0.55 1.5 2
3 粗车05.04.50外圆至54长24.5 车床 231 51 0.55 2 4
4 半精车05.04.50外圆至长24.5 车床 607 103 0.3 0.9 2
5 精车05.04.50外圆至49.4长24.5 车床 760 120 0.1 0.5 1
5 倒角453.1 车床
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 偏心轮 第 3 页
车间 工序号 工序名称 材料牌号
15 车 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Φ4470 1 1
设备名称 设备型号 设备编号 同时加工件数
卧式车床 C620-1
夹具编号 夹具名称 切削液
1 三爪卡盘
工位器具编号 工位器具名称 工序工时/min
准终 单件
步号
工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
1 夹正4.50外圆,粗车端面至总长40。 车床 231 51 0.55 1 1
2 半精车外圆046.01365h 车床 607 127 0.3 1 1
3 倒外圆角451。 车床
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改号 签字 日期 标记 处数 更改号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 偏心轮 第 4 页
车间 工序号 工序名称 材料牌号
20 车 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数 热轧圆钢 Φ4470 1 1
设备名称 设备型号 设备编号 同时加工件数
卧式车床 C620-1
夹具编号 夹具名称 切削液
1 三爪卡盘
工位器具编号 工位器具名称 工序工时/min
准终 单件
工步号 工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
1 调头夹已车外圆,靠平已车端面。车另一端面至总长38.5,, 车床 231 51 0.3 0.5 3
2 车65肩面,割494槽,控制尺寸25 车床 231 51 0.15 0.5 2
3 倒肩面角455.0
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 主动轴 第 5 页
车间 工序号 工序名称 材料牌号
25 钻 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Φ4470 1 1
设备名称 设备型号 设备编号 同时加工件数
立式钻床 525Z
夹具编号 夹具名称 切削液
2 钻模 工位器具编号 工位器具名称 工序工时/min
准终 单件
工步号 工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
1 定05.04.50外圆,钻8孔为6深15控制与05.04.50外圆对称 立钻 500 9.4 0.28
2
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 偏心轮 第 7 页
车间 工序号 工序名称 材料牌号
30 钻 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Φ4470 1 1
设备名称 设备型号 设备编号 同时加工件数
立式钻床 C620-1
夹具编号 夹具名称 切削液
3 钻模
工位器具编号 工位器具名称 工序工时/min
准终 单件
工步号 工步内容 工艺装备 主轴转速
/(r/min) 切削速度
/(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀
次数 公步工时/min
机动 辅助
1 钻257G孔为22, 立钻 200 14.4 0.36
2 扩257G孔为05.05.24,偏心距为9 立钻 320 15.7 0.2
3 倒两面空口角452.1
设计
(日期) 校对
(日期) 审核
(日期) 标准化(日期) 会签
(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片 产品型号 零件图号 共 8 页
产品名称 零件名称 偏心轮 第 7 页
车间 工序号 工序名称 材料牌号
35 绞 20cr
毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数
热轧圆钢 Φ4470 1 1
设备名称 设备型号 设备编号 同时加工件数
立式钻床 525Z
夹具编号 夹具名称 切削液
1 专用钻模
工位器具编号 工位器具名称 工序工时/min
准终 单件