锥度张力控制在热连轧带钢卷取中的应用
- 格式:pdf
- 大小:248.58 KB
- 文档页数:4


张力控制 张力锥度
张力控制和张力锥度是材料加工中常用的技术,用于控制材料的张力,以确保材料在加工过程中的稳定性和一致性。
张力控制是指通过调整材料的张力,使其在加工过程中保持稳定的张力水平。
这可以通过使用张力控制器来实现,张力控制器可以监测材料的张力并调整卷轴的速度以保持张力水平。
张力锥度是指在材料的卷轴上,从卷轴的中心到边缘的张力逐渐减小的现象。
这种现象通常发生在卷轴直径较大的情况下,因为材料在卷轴上的张力会随着卷轴直径的增加而减小。
张力锥度可以通过使用张力锥度控制器来控制,张力锥度控制器可以调整卷轴的速度以保持张力的一致性。
张力控制和张力锥度在材料加工中非常重要,因为它们可以确保材料在加工过程中的稳定性和一致性,从而提高产品的质量和生产效率。

热连轧带钢张力控制问题及对策作者:张自强来源:《消费导刊》2015年第03期摘要:保证带钢正常连轧的基本条件是各机架在单位时间内的“金属秒流量”相等。
从现有的带钢连轧工作来看,连轧张力问题的控制技术,通常都采取各种措施来加强控制而避免其发生不正常情况,目前的热连轧带钢采取了一些新的工艺和新的控制处理方法,其短期内的工作比较理想,但要保持长期运转正常,还应该从不同的角度着手,制定多元化的张力控制对策,确保热连轧带钢生产过程平稳,创造出更大的经济效益。
关键词:热连轧张力控制对策对于热连轧而言,从工艺要求和轧机控制方便性的角度考虑,希望采取无张力轧制,使各机架的“金属秒流量”始终相等。
但是,对于我国而言,目前的技术体系和操作手法还不是很完善,无张力轧制的应用还没有到时机。
因此,现阶段的热连轧带钢张力问题,还是比较严重的,如果不能得到有效的控制,势必会导致各项工作出现滞缓,不仅仅是造成经济上的损失,还会影响其他工作的顺利展开。
在此,本文主要对热连轧带钢张力控制问题及对策展开分析。
在此基础上提出张力控制措施和办法。
一、无活套微张力控制在目前的生产制造中,热连轧带钢张力问题,已经导致很多的企业出现了生产下降的问题,如果不采取有效的措施,势必会对连轧生产过程产生很大影响。
在长期的研究中,无活套微张力控制,是一种可行性较高的方法,该方法比较容易操作,且在张力的控制上,不会造成反复的现象,收到了应有的良好效果。
(一)双机架微张力控制电流比较法无活套微张力控制方法,是目前广泛应用的方法之一,对热连轧带钢的张力控制产生了很好的效果。
在应用该方法的过程中,可首先推行双机架微张力控制电流比较法,顾名思义,该方法主要是在电流上进行控制。
在连轧生产过程中,热连轧带钢的张力出现,已经成为了一种不可避免的情况,为此,双机架微张力控制电流比较法,就是从日常生产中出发的。
当扎件咬入第一个轧机,并且没有咬入第二架轧机的时候,工作人员可以对第一架轧机的电流,进行多次采样工作,将得到的样本来求出平均数值。
锥度张力控制
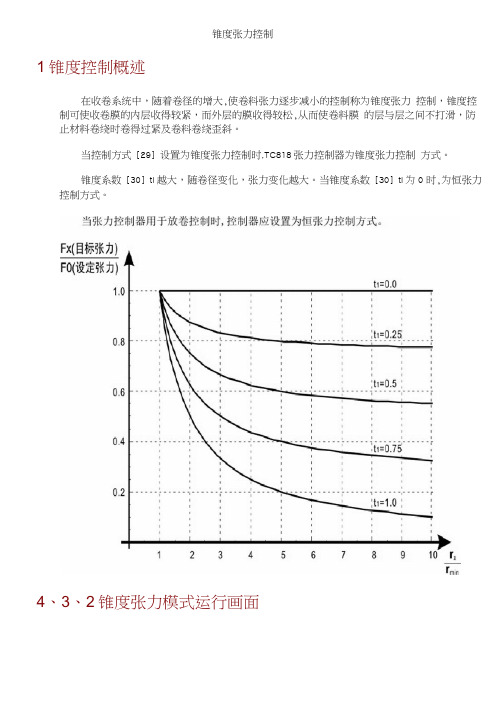
1锥度控制概述
在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制,锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
当控制方式[29]设置为锥度张力控制时,TC818张力控制器为锥度张力控制方式。
锥度系数[30]tl越大,随卷径变化,张力变化越大。
当锥度系数[30]tl为0 时,为恒张力控制方式。
4、3、2锥度张力模式运行画面
锥度张力控制
目标值Fx :根据卷料不同直径所对应的运行张力目标值, 根据设走值、卷径、锥度系数计算得剑必
设定值F0:此时可用▲/▼键或
数值设定旋钮改变张力设定值.
注意:当kg/N 指示灯壳时,LED 显示窗可以显示测量值 4、3、3锥度张力控制调试步骤
1. 确认张力测量正确,如张力显示不正常回到第4章。
2. 确保测卷径的接近开关安装及接线正确,检查并判断接近开关就是
否正常工作。
3. 对卷径测量的相关参数进行正确设置,见5、2卷径测量。
4. 手动运转系统,确认卷径测量正确,如不正常回到步骤2o
5. 设置锥度系数并运行系统,确认收卷达到要求质量。
锥度张力控制 目标值:18. Okg 设走值:25. 0kg 输出值:28.5%
实际输出值。
78C omputer automation计算机自动化热轧卷取机张力控制系统丛振华(北京首钢股份有限公司,河北 迁安 064404)摘 要:作为热轧工艺应用的重要设备,卷取机的规范化应用至关重要。
确保其张力控制系统的高效化建设,不仅有助于热轧工艺的高效化应用,更对热轧钢材的质量提升具有重大影响。
本文在阐述卷取机结构组成的基础上,对其张拉控制的流程进行分析;并针对性的指出热轧卷取机张力控制系统优化策略。
以期有利于卷取机张力控制的规范化,继而在提升热轧工艺应用水平的基础上,促进现代制造工业的进一步发展。
关键词:热轧工艺;卷取机;张力控制中图分类号:TG333 文献标识码:A 文章编号:11-5004(2019)02-0078-2收稿日期:2019-02作者简介:丛振华,男,生于1983年,吉林白山人,本科,工程师,研究方向:热轧生产线设备及工艺。
随着制造工业的不断发展,热轧工艺的应用逐渐成熟。
就热轧工艺应用过程而言,卷取机是其技术实现的重要支撑设备。
与传统钢材加工工艺相比,其不仅具有较高的轧制效率;而在在轧制钢材塑性和经济效益把控方面具有较为突出的应用优势。
当前环境下,其已广泛应用于建筑、机械制造、电机、化工等领域,对于工业生产效益的提升具有重大影响。
实践过程中,张力系统控制是卷取机应用的关键所在,然而受诸多因素影响,热轧卷取机的张力控制尚不完善。
基于此,本文就其张力控制的过程进行优化分析。
1 热轧卷取机的结构组成卷取机是热轧工艺应用的基本支撑设备。
从应用过程来看,其结构组成包含了现场热轧设备、后续工艺设备和辅助设备三个层级[1]。
在现场热轧设备中,输出辊道、侧导板、张力辊、切换版、倾斜板、地下卷取机、成型辊、卸卷及升降小车是其主要的组成结构。
而在后续工艺应用过程中,其不仅包含了样品翻转辊道、取样飞剪、开卷机等钢卷检查站设备;而且包含了较多的运输设备和标记包装设备,譬如运输辊道链、旋转台、升降台、喷号机、称重机和打捆机等。