Q235低碳钢板材焊接工艺要点
- 格式:doc
- 大小:646.00 KB
- 文档页数:19
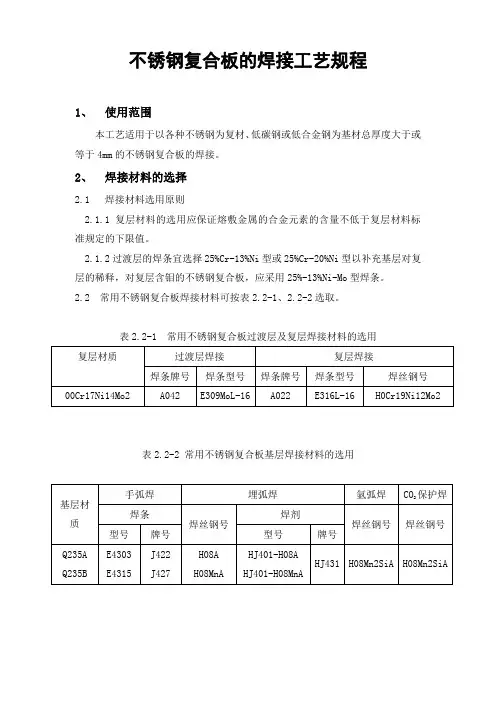
西安航空职业技术学院毕业设计论文Q235低碳钢板材焊接工艺【摘要】Q235低碳钢在现代工业上应用十分广泛,本文主要针对Q235低碳钢板材的焊接工艺进行设计,Q235钢具有较高的可塑性,因此它的焊接性比较好,焊接过程中不易产生裂纹,通过经济和操作性两个方面的考虑,选用手工电弧焊进行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数设计正确,再到最后的焊后处理和金相检验和硬度测试,总的来说设计思路正确,构思明确关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量目录【摘要】 (1)第一章绪论 (3)1.碳钢的简述: (3)2.Q235低碳钢的发展及应用 (3)第二章Q235低碳钢板材的焊接: (4)1.Q235低碳钢的化学成份分析: (4)2.板材厚度和焊接材料的的选择及其原因: (4)2.1板材厚度的选择 (4)2.2焊接材料的选择 (5)3焊接方法和焊接设备的选定 (6)4.焊接工艺的制订 (7)4.1焊前准备 (7)4.1.1焊接接头形式及坡口准备 (7)4.1.2工件表面的清理 (7)4.2焊接工艺参数的制定 (7)4.2.1 焊条直径 (7)4.2.2 焊接电流 (8)4.2.3焊接电压 (8)4.2.4焊接层数 (9)4.2.5焊接速度 (9)4.3焊接及焊后热处理 (9)4.3.1防止钢裂纹的措施 (9)4.3.1.1结晶裂纹产生的原因 (10)4.3.1.2冷裂纹的防止措施 (11)4.3.1.3严格控制氢的来源 (12)4.3.1.4焊前预热 (12)4.3.2焊后热处理 (12)4.3.3焊接时应注意的要点 (13)三.焊接质量的检验 (14)1.外观检验 (14)2.内部检验 (15)3.力学性能检验 (15)四.结束语 (17)五.谢辞 (18)六.参考文献 (19)第一章绪论1.碳钢的简述:在钢铁领域,最早泛用的是碳素钢(简称碳钢),碳素钢是指含铁,碳和为了生产技术所需要的正常数量的硅【w(si)<0.5%】,锰【w(mn)<0.8%】以及不可避免的磷和硫等杂质元素的钢。
碳素结构钢在1988年以前称为普通碳素结构钢,并分类为甲类钢;乙类钢;特类钢三类。
GB/T700-188国家标准制定时,分等级采用国际标准ISO630:1980«结构钢»,对普通碳素结构钢体系进行了改革,以钢的屈服强度表示钢的牌号,并按钢中磷,硫含量高低分质量等级改名为碳素结构钢,标准中有Q195,Q215,Q235,Q255,Q275共五个牌号,牌号中字母Q代表钢的屈服强度,其后数值代表了钢的强度值(mpa)。
碳钢按碳量划分为:1)低碳钢 0.0218%<C<0.25%主要用在冷加工和焊接机构。
2)中碳钢 0.25%≤C≤0.60%主要用于强度较高的构件和机器零件,根据不同强度进行淬火和回火处理。
3)高碳钢 0.6%<C<2.11%主要用来制造弹簧,工具及耐磨损构件,此类钢一般不做为焊接结构用钢。
2.Q235低碳钢的发展及应用碳素结构钢-普板是一种钢材的材质,在板材里,是最普通的材质,属普板系列。
过去的一种叫法为:A3。
执行标准:外部标准为:GB709,内部标准为:GB3274-88由于Q235钢含碳适中,综合性能好,强度塑形和焊接等性能能得到较好配合,用途最广泛。
常轧制成盘条或圆钢,方钢,扁钢,角钢,工字钢,槽钢,宽框钢等型钢,中厚钢板用于制作钢筋或建造厂房房架,高压输电铁塔,桥梁,车辆,锅炉,容器,船舶等,也可大量用做性能不太高的机械零件。
第二章Q235低碳钢板材的焊接:1. Q235低碳钢的化学成份分析:Q代表的是这种材质的屈服,后面的235,就是指这种材质的屈服值,在235左右。
并会随着材质的厚度的增加而使其屈服值减小。
Q235A,Q235B,Q235C,Q235D。
这是等级的区分,所代表的,主要是冲击的温度有所不同而已!A,B,C,D,所不同的,指的是它们性能中冲击温度的不同。
分别为:Q235A 级,是不做冲击;Q235B级,是20度常温冲击;Q235C级,是0度冲击;Q235D 级,是-20度冲击。
在不同的冲击温度,冲击的数值也有所不同,元素含量:A、B、C、D硫含量依次递减;A和B的磷含量相同,C的磷含量次之,D磷含量最少Q235分A、B、C、D四级(GB700-88)Q235A级含C0.14~0.22% Mn0.30~0.65 Si≤0.30 S≤0.050 P≤0.045Q235B级含C0.12~0.20% Mn0.30~0.670 Si≤0.30 S≤0.045 P≤0.045Q235C级含C≤0.18% Mn0.35~0.80 Si≤0.30 S≤0.040 P≤0.040Q235D级含C≤0.17% Mn0.35~0.80 Si≤0.35 S≤0.040 P≤0.035就其脱氧方法而言,可以采用F,b,z分别表示为沸腾钢、平镇静钢、镇静钢。
沸腾钢是脱氧不完全的钢,塑性和韧性较差。
用这种材料制成的焊接结构,受动力载荷作用时接头容易出现裂缝。
不宜在低温下工作,有时会产生硬化现象。
相比之下,镇静钢质优而匀,塑性和韧性都好。
Q235的机械性能:抗拉强度(b/mpa)375-500伸长率(﹠5/%)≥26(a≤16mm)≥25(a>16-40mm)≥24(a>40-60mm)≥23(a>60-100mm)≥22(a>100-150mm)≥21(a>150mm)2.板材厚度和焊接材料的的选择及其原因:2.1板材厚度的选择在设计的过程中办学板材的厚度不能厚,也不能太薄,必须符合现在工业的的大众需求,和现代工业相接轨,所以在这片论文设计中我选用板材厚度为8mm厚的钢板。
2.2焊接材料的选择电焊条就是在金属丝(即焊芯)表面涂有适当药皮的手工电弧焊用的融化电极。
电焊条的选用原则:1) 考虑工件的物理,力学性能和化学成分2) 考虑工件的工作条件和使用性能3) 考虑工件的复杂成度,刚度大小,焊接坡口和焊接部位等4) 考虑经济性和实用性根据以上原则,焊接过程中选用J422焊条表2-1所示焊芯的作用主要是导电,在焊条端部形成电弧,同时,焊芯靠电弧热融化后冷却形成具有一定成分的融敷金属焊条使用前应烘干,酸性焊条烘干温度为15~200℃,保温1-2h,在焊接锅炉,压力容器时,烘干后的焊条必须放在保温筒内,随用随取,焊条冷至室温四小时后,必须重新烘干,焊条重复烘干次数不得超过2次3焊接方法和焊接设备的选定低碳钢的焊接性能好,焊接工艺容量大,常用的焊接方法有焊条电弧焊,二氧化碳气体保护焊,埋弧焊及电渣焊等,焊接时依焊件强度等级及工作环境来选择焊接材料。
在选择焊接方法的过程中,不仅要考虑焊接的性能,还要考虑考虑成本价值,焊接的环境及它的可操作性,综上所述,焊接Q235低碳钢手工电弧焊最为适合,现有焊机BX3-400直流弧焊机可供试用。
4. 焊接工艺的制订4.1焊前准备4.1.1焊接接头形式及坡口准备焊条电弧焊时,由于焊件结构形状,厚度不同,以及对质量的要求不同,其接头形式及坡口要求也不相同,采用焊条电弧焊焊接低碳钢时,由于熔深较浅,6mm以上钢板对接,需要开v型坡口,或双v型坡口,坡口边缘的加工方法有:剪切,刨边,车削,铲削,氧乙炔焰切削,碳弧气刨等方法,应根据母材,焊接接头的质量要求及工厂的加工条件来应用我们选用的钢板厚度为8mm,为方便焊后检验,我们选用对接的焊接方式,钢板两侧开30°坡口,采用车削的方式完成,如图:图2-1焊接接头的破口形式4.1.2工件表面的清理已加工好的坡口及其边缘两侧不小于10mm范围内的油污,铁锈,水分等杂物应清除干净,直至露出金属光泽4.2焊接工艺参数的制定4.2.1 焊条直径选择焊接直径时,主要考虑焊件厚度,接头形式,焊缝位置,焊缝层数及允许的热输入等,一般在厚壁焊件的封底焊缝,小口径管对接焊缝和薄板的焊接时应采用∮2.5~∮3.2mm焊条,其余可采用∮4~∮5mm焊条,立焊,仰焊和其他难焊位置焊接时,可采用∮3.2~∮4mm的焊条对根部不要求完全均匀焊透的不开坡口的角接,T型接头,搭接焊缝和背面清除根部封底焊的对接焊缝,其焊条直径见表2-6所示根据以上原则,此次设计焊接过程中我们选用焊条直径为∮3.2mm焊条4.2.2 焊接电流焊接电流只要根据焊条直径和焊接位置来选择,在平焊位置焊接时,可根据下列经验公式选用电流I=Kd式中:I-焊接电流(A)d=焊条直径(mm)K=经验因数通常取30~50一般情况下增加电流能增加熔深,提高生产率,但电流过易已造成咬边和严重飞溅,因此应根据施工条件确定电流大小。
例如环境温度降低时施焊,热能损失大,需加大电流,T型接头或十字接头传热方向多,施焊时电流应比对接接头时大,焊件厚度大时,电流也应相应增加,反之焊接薄板,在立焊,横焊,仰焊位置施焊,则电流应该相应的减小根据以上原则,此次设计焊接过程中我们选用焊接电流为100-140A4.2.3焊接电压焊接电压对熔深的影响很小,主要影响熔宽,随着焊接电压的增大,熔宽增大,而熔深及余高略有减小,为保证电弧的稳定燃烧及合适的焊缝成型系数,焊接电压与焊接电流保持适当的关系,焊接电流增大时,应适当提高焊接电压,于每一焊接电流对应的焊接电压的变化范围不超过10V焊接电压除对焊缝成型系数有影响外,还会改变熔敷金属的化学成分。
当焊接电压增加时,焊剂的熔深量增加,熔渣和液化金属的比值增大,过度到熔敷金属中的合金含量所增加在这里的焊接电压为22-26V4.2.4焊接层数采用焊条电弧焊焊接中厚板是,应采用多层焊,对于低碳钢,焊接层数的多少对接头质量影响不大,但层数过少,每层厚度较大,则会降低焊缝金属的塑性,易产生缺陷,因此一般按下式选择焊接层数n=∮/d式中 n=焊接层数(取整数值)∮=焊件厚度(mm) d=焊条直径(mm)在这里的焊接层数为两层4.2.5焊接速度不做特殊规定,通常焊接速度小于10m/h,工件越薄,焊接速度越大焊接速度一般由焊工根据焊缝尺寸和焊条特性自行掌握,4.3焊接及焊后热处理4.3.1防止钢裂纹的措施在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙,叫做焊接裂纹。
它具有尖锐的缺口和大的长宽比的特征。
裂纹是危害最严重的焊接缺陷。
这主要是因为裂纹两端的缺口效应造成了严重的应力集中,很容易扩展而形成宏观开裂或整体断裂。
因此,在焊接生产中,裂纹一般是不允许存在的。
所以要严格控制产生裂纹的因素,以保证较好的焊接质量。
焊接裂纹的分类1. 焊接热裂纹在焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的焊接裂纹,叫做焊接热裂纹。