基于PLC的自动配料系统
- 格式:doc
- 大小:779.00 KB
- 文档页数:38

学号x x x《电气控制与可编程控制技术》课程设计(2009级本科)系(部)院:物理与机电工程学院专业:电气工程及其自动化作者姓名:xxx指导教师:xxx 职称:教授完成日期:2012 年12 月15 日课程设计任务书第一步:根据两种料的比例,从A、B两处分别取料;第二步:将两种料进行混合;目录一、引言 (1)二、设计目的 (2)三、设计任务及要求 (2)3.1 设计要求 (2)3.2 设计任务 (3)四、系统的电气原理图 (4)五、硬件外部接线图 (4)5.1 PLC的选型原则 (4)5.2 PLC选型 (4)5.3 PLC连线图 (5)5.4 I/O分配表 (6)六、系统的程序设计 (7)6.1程序设计的流程图 (7)6.1程序设计梯形图 (8)七、系统仿真与调试 (13)八、设计总结 (17)九、参考文献 (18)附录 (19)一、引言PLC的定义有许多种。
国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。
配料工人收到每天的生产作业表后, 将依次对每种原料进行称重。根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,送到电子称上进行称重,最后进行包装。在这个过程中工人工作繁重,出错率高,称重重量无监测,生产数据无纪录等不能保证企业的生产工艺。文中以PC机编程,可编程逻辑控制器(PLC),现场总线技术等现代工控技术为基础,开发了以PC机为上位机, 以PLC作为下位机的自动配料系统。在整个生产过程中,一旦生产计划制定完成,计算机将按照计划对每种原料进行称重,不再需要人工来干预。在这个过程中工人只是进行取料,由计算机通过电子称发来的数据校核重量,减轻了工人的工作负担,提高了工作效率。随着社会的不断发展,科学技术的不断进步,人们已经对越来越多的事物不是进行手工操作,而是进行人工智能控制。
引言自动配料控制系统是采用PLC控制方式以及新颖的变频调速喂料机构,配合配料控制软件包,实现物料传送、配料控制、配方设计、生产数据管理等功能。
并可以通过网络实现多个配料系统的集合控制。
自动配料控制系统设计步骤:1.主电路设计,并画出接线示意图。
2. 分配I/O地址,列出分配表.3。
设计系统控制的程序框图。
4。
根据程序框图设计该系统的控制梯形图.5. 上机调试通过。
6。
利用PLC系统进行模拟运行1自动配料控制系统结构和工作原理1.1自动配料控制系统方案系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统自动关闭.本设计的突出点是故障检测部分的设计,首先,当某一节传送带发生故障时,该节传送带和其前面的传送带会立即停止,该节之后的传送带会在一定的延时后停止。
其次,当某节传送带上的物体过重时,该节传送带和其前面的传送带会立即停止,并且数码显示电路会显示发生故障的电机的号码,该节之后的传送带会在一定的延时后停止。
1。
2 自动配料控制系统基本结构自动配料的模拟面板如图1.1所示,从图中可以看出四节传送带是本次设计的核心电路,PLC编程也是围绕此面板进行的图1。
1 自动配料系统图自动配料系统的功能是利用四节传送带为小车自动配料,重物通过传送带进行传输,发生故障时系统自动停机。
自动配料实验面板与PLC接线控制对应关系如表1。
1。
1所示。
表1。
1。
1 输入/输出接线列表面板SB1 SB2 S1 SQ1 SQ2 D1PLC I0.0 I0。
1 I0。
2 I0。
4 I0.5 Q0。
0面板D2 D3 D4 L1 L2 M1PLC Q0。
1 Q0。
2 Q0.3 Q0。
4 Q0.5 Q0.6面板M2 M3 M4 A B CPLC Q0。
7 Q1。
0 Q1。
1 I0.6 I0。
7 I1.0面板 D I1.2 I1。
3 I1。
4 I1.51. DOP数码显示电路DOP数码显示电路如图1。
2所示。


基于PLC自动配料运输机控制系统的设计第一章三菱FX2N系列可编程控制器简介 (13)1.1 FX2N系列PLC的结构特点 (13)1.2 FX2N系列PLC的基本组成 (14)1.3 FX2N系列可编程控制器内部元件及功能 (14)第二章应用PLC实现控制系统的设计 (19)2.1选题依据 (19)2.2方案研究与选择 (19)2.3结构设计及控制要求 (21)第三章系统的总体设计 (24)3.1 PLC机型的选择及外部接线图 (24)3.2 I/O设备及I/O编号的分配 (24)3.3顺序功能图的设计 (25)3.4梯形图的设计及程序分析 (26)参考文献 (32)附录 (33)第一章三菱FX2N系列可编程控制器简介1.2FX2N系列PLC的基本组成FX2N系列PLC由基本单元、扩展单元、扩展模块及特殊功能单元构成。
仅用基本单元或将上述各种产品组合起来使用均可。
基本单元包括CPU、存储器、输入输出口及电源,是PLC的主要部分。
扩展单元时用于增加I/O点数及改变I/O比列,内部无电源,由基本单元或扩展单元供电。
因扩展单元及扩展模块无CPU,因此必须与基本单元一起使用。
特殊功能单元是一些专门用途的装置,如位置控制模块、模拟量控制模块、计算机通讯模块等等[8]。
1.3FX2N系列可编程控制器内部元件及功能FX系列产品,它内部的编程元件,也就是支持该机型编程语言的软元件,按通俗叫法分别称为继电器、定时器、计数器等,但它们与真实元件有很大的差别,一般称它们为“软继电器”。
这些编程用的继电器,它的工作线圈没有工作电压等级、功耗大小和电磁惯性等问题;触点没有数量限制、没有机械磨损和电蚀等问题。
它在不同的指令操作下,其工作状态可以无记忆,也可以有记忆,还可以作脉冲数字元件使用。
一般情况下,X代表输入继电器,Y代表输出继电器,M代表辅助继电器,SPM代表专用辅助继电器,T代表定时器,C代表计数器,S代表状态继电器,D代表数据寄存器,MOV代表传输等。
基于PLC自动配料皮带运输机控制系统的设计摘要在现代化的工业生产中常常需要对物料进行加工、搬运,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。
本文主要对基于PLC自动配料皮带运输机控制系统进行了详细的研究,该系统有两大部分构成:自动配料装置及皮带运输机控制系统。
该控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值,在建材、化工、食品机械、钢铁、冶金、煤矿等工业生产中广泛使用。
本次设计主要的内容:采用三菱FX2N系列PLC实现控制系统的设计,着重从带式运输机,液体混合装置系统两个方面深入研究,确定其控制要求,明确PLC 的机型的选择,确定I/O地址的分配,设计I/O接线图、控制流程图及梯形图,深入理解PLC的编程方法,按照控制要求对自动配料皮带运输机系统进行编程。
关键字:PLC,自动配料皮带运输机,程序,设计!!所有下载了本文的注意:本论文附有CAD图纸和完整版最终设计,凡下载了本文的读者请留下你的联系方式(QQ邮箱),或加我百度用户名QQ,我把图纸发给你。
最后,希望此文能够帮到你!PLC-BASED AUTOMATIC CONTROL SYSTEM FORBELT CONVEYOR DESIGNABSTRACTIn modern industrial production is often a need for materials for processing, handling, if the complexity of the work completed by the manual, then not only inefficient, but also labor-intensive, not suitable for modern production. In this paper, PLC-based automatic control system for belt conveyor carried out a detailed study, which consisted of two major systems: Automatic batching plant and control system for belt conveyor. The control system has high accuracy, low cost, anti-interference ability, low failure rate, simple operation and maintenance, has a good application value, In building materials, chemical industry, food machinery, iron and steel, metallurgy, coal and other widely used in industrial production.The main design elements: the use of Mitsubishi FX2N Series PLC control system design, focusing on transport belt, liquid mixing device-depth study of two aspects of the system to determine control requirements, the model explicitly the choice of PLC, determine the I / O address allocation, the design of I / O wiring diagram, control flow chart and the ladder, in-depth understanding of PLC programming method, in accordance with the control requirements of the transport belt automatic programming system.KEY WORDS: PLC, automatic transport belt ingredients, program, design目录前言 (1)第1章可编程序控制器概述 (2)1.1可编程序控制器的产生和发展 (2)1.2可编程控制器的基本组成和工作原理 (6)1.2.1 PLC的基本组成 (6)1.2.2 PLC的工作原理 (9)1.3可编程序控制器的特点 (11)第2章三菱FX2N系列可编程控制器简介 (13)2.1 FX2N系列PLC的结构特点 (13)2.2 FX2N系列PLC的基本组成 (14)2.3 FX2N系列可编程控制器内部元件及功能 (14)第3章应用PLC实现控制系统的设计 (19)3.1选题依据 (19)3.2方案研究与选择 (19)3.3结构设计及控制要求 (21)第4章系统的总体设计 (24)4.1 PLC机型的选择及外部接线图 (24)4.2 I/O设备及I/O编号的分配 (24)4.3顺序功能图的设计 (25)4.4梯形图的设计及程序分析 (26)结论 (30)谢辞 (31)参考文献 (32)附录 (33)外文资料翻译 (35)前言PLC目前已广泛应用于工业生产的自动化控制领域,无论是从国外引进的自动化生产线,还是自行设计的自动控制系统,都普遍采用了PLC控制。
自动配料装车的P L C控制系统设计(总44页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--课程名称电气控制与PLC课题名称自动配料装车的PLC控制系统设计IIIIIIIV前言可编程程序控制器(PLC, Programmable Logic Controller)因其高可靠性和较高的性价比,而在工业控制中被广泛应用。
力控组态软件由于计算机的普及和其本身价值(实时多任务、开放性、灵活性、通用性和可靠性)的被认知,也在快速的发展中。
本文基于可编程序控制器PLC和力控组态软件设计自动配料系统的控制系统和监控系统。
首先,利用德国Siemens公司的S7-200系列PLC 对自动配料系统进行控制。
运用与之相配的STEP7编程,通过LAD编程语言编制了下位机的控制程序,从而使该配料系统可以按要求完成自动配料,装料全过程。
其次,自动配料系统的监控系统则采用了力控组态软件对上位机监控软件组态,实现现场数据的实时监控。
本文的主要内容包括对生产过程控制系统发展和现状的概述、配料系统工作原理和配料控制系统的总体设计,重点描述了包括硬件设计、编程环境及软件设计在内的西门子PLC在配料系统中应用的一些细节、组态软件及其在上位机监控系统中一些基本设计,以及PLC与上位机之间的通讯。
关键词:可编程序控制器;配料;组态软件目录前言 ··············································································错误!未定义书签。
基于PLC控制的自动配料系统的应用
0.引言
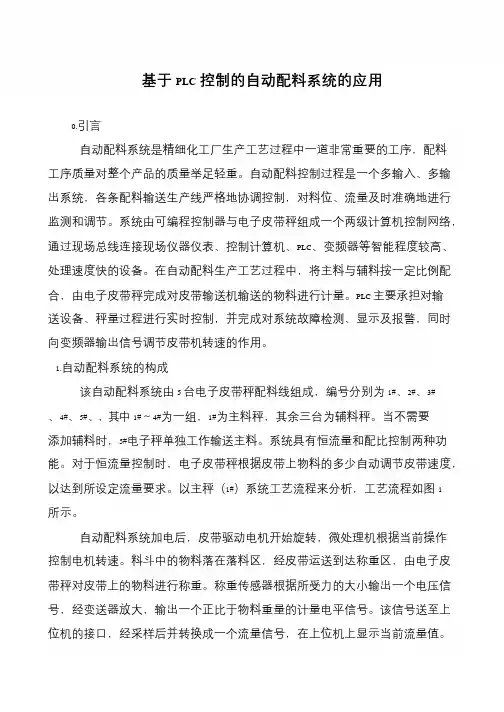
自动配料系统是精细化工厂生产工艺过程中一道非常重要的工序,配料工序质量对整个产品的质量举足轻重。
自动配料控制过程是一个多输入、多输出系统,各条配料输送生产线严格地协调控制,对料位、流量及时准确地进行监测和调节。
系统由可编程控制器与电子皮带秤组成一个两级计算机控制网络,通过现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。
在自动配料生产工艺过程中,将主料与辅料按一定比例配合,由电子皮带秤完成对皮带输送机输送的物料进行计量。
PLC 主要承担对输送设备、秤量过程进行实时控制,并完成对系统故障检测、显示及报警,同时向变频器输出信号调节皮带机转速的作用。
1.自动配料系统的构成
该自动配料系统由5 台电子皮带秤配料线组成,编号分别为1#、2#、3# 、4#、5#、,其中1#~4#为一组,1#为主料秤,其余三台为辅料秤。
当不需要添加辅料时,5#电子秤单独工作输送主料。
系统具有恒流量和配比控制两种功能。
对于恒流量控制时,电子皮带秤根据皮带上物料的多少自动调节皮带速度,以达到所设定流量要求。
以主秤(1#)系统工艺流程来分析,工艺流程如图1 所示。
自动配料系统加电后,皮带驱动电机开始旋转,微处理机根据当前操作控制电机转速。
料斗中的物料落在落料区,经皮带运送到达称重区,由电子皮带秤对皮带上的物料进行称重。
称重传感器根据所受力的大小输出一个电压信号,经变送器放大,输出一个正比于物料重量的计量电平信号。
该信号送至上位机的接口,经采样后并转换成一个流量信号,在上位机上显示当前流量值。
基于PLC的物料自动控制系统一.引言连续配料输送自动控制系统在水泥、煤炭、冶金、化工、饲料、食品等行业有很广泛的应用。
具有功能全面,灵活性强,性价比高等特点,受到连续配料系统集成商和用户的欢迎。
该系统集现代物流技术、仓储技术、自动化技术于一体,是CIMS中的重要环节,在国外已经得到较广泛的应用,该技术也正在逐渐地应用于我国许多行业中。
加盟WTO后,我国商品分销、配送服务市场将逐步扩大开放的领域和范围。
而物流是企业发展的关键问题,物流会影响企业总体的生存和发展。
在2000年物流成本占国内国民经济生产总值(GDP)的16.7%,而美国仅为10%以下。
尤其是企业的物流设备水平与发达国家之间存在着巨大的差距,主要表现为,运输效率低,物流过程浪费惊人。
我们知道,差距就是潜力和发展空间,因此,提高物流设备化水平,已成为当务之急。
自动配料车是物流体系中运输分配的重要组成部分,它是能自动地存储和取出物料的系统。
二. 物料自动控制系统工艺生产控制物流自动控制系统主要是控制输送系统完成其物料的输送任务。
在物料的入口处和出口处设有升降机和输送线。
这样在库房、生产车间和包装车间范围内形成了一个既可顺畅到达各个生产位置同时又是封闭的循环输送线系统。
所有生产过程中使用的有关物料和成品等,最后都须装在贴有条形码的货箱里输送装车。
在生产管理系统发出的生产指令的作用下,物料的从指定的入口处进入输送系统。
物流自动控制系统如图1所示。
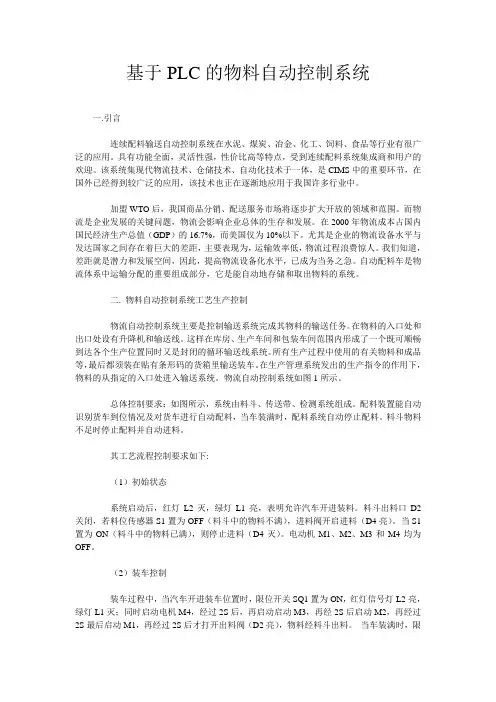
总体控制要求:如图所示,系统由料斗、传送带、检测系统组成。
配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统自动停止配料。
料斗物料不足时停止配料并自动进料。
其工艺流程控制要求如下:(1)初始状态系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料。
料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的物料不满),进料阀开启进料(D4亮)。
当S1置为ON(料斗中的物料已满),则停止进料(D4灭)。

目录前言......................................................... - 2 - 第1章....................................................... - 3 -1.1.1功能初始状态........................................ - 3 -1.1.2 装车控制............................................ - 3 -1.1.3 停机控制............................................ - 3 -1.1.4 出错处理............................................ - 3 - 第2章....................................................... - 4 -2 .1.1 面板示意图......................................... - 4 - 第3章....................................................... - 5 -3. 1.1I/O(输入/输出)的分配如下:.......................... - 5 - 第4章....................................................... - 6 -4.1.1系统外部总接线图 .................................... - 6 -4.1.2 I/O外部接线图...................................... - 7 - 第5章....................................................... - 8 -5.1.1自动配料控制初始状态图 .............................. - 8 -5. 1.2自动配料控制装车状态 ............................... - 9 -5. 1.3自动配料控制故障状态 .............................. - 10 -5.1.4自动配料控制工作状态电机时间分配 ................... - 11 - 第6章...................................................... - 12 -6.1.1自动配料控制程序—梯形图 ........................... - 12 - 第7章...................................................... - 18 -顾培行沈应友梁沈良自动配料系统控制模拟7.1.1自动配料控制的初始状态调试过程 ..................... - 18 - 附录........................................................ - 19 -前言在现代社会和经济活动中,计算机技术、自动控制技术和电力电子技术得到了迅速的发展,在工业生产中的运用以趋向于自动化生产。
1 基于PLC自动配料系统设计 摘 要
PLC的定义有许多种。国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。配料工人收到每天的生产作业表后, 将依次对每种原料进行称重?根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,传送到电子称上进行称重,最后进行包装。 2
目录 1绪论 ........................................................................ 5 1.1课题来源及现实意义 ...................................................... 5 1.1.1课题来源 ............................................................ 5 1.1.2 现实意义 ........................................................... 5 1.2设计任务与总体方案的确定 ................................................ 5 1.2.1设计要求 ............................................................ 5 1.2.2控制要求 ............................................................ 5 2 PLC与自动化软件 ............................................................ 5 2.1 PLC的发展历史 .......................................................... 6 2.2 PLC的硬件和软件 ........................................................ 7 2.2.1 PLC的硬件构成 ...................................................... 7 2.2.2 PLC的软件构成 ...................................................... 8 2.3 PLC系统的辅助设备 ...................................................... 8 2.4 PLC的通讯联网 .......................................................... 9 2.5 PLC的注意事由 .......................................................... 9 2.6自动化软件发展历史及定义……………...………….….…………………10 2.7发展趋势…………………………………………………………….….10 3自动配料系统设计………………………………………….……………...12
应用PLC控制的自动配料系统的设计方案引言自动配料系统是精细化工厂生产工艺过程中一道非常重要的工序,配料工序质量对整个产品的质量举足轻重。
自动配料控制过程是一个多输入、多输出系统,各条配料输送生产线严格地协调控制,对料位、流量及时准确地进行监测和调节。
系统由可编程控制器与电子皮带秤组成一个两级计算机控制网络,通过现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。
在自动配料生产工艺过程中,将主料与辅料按一定比例配合,由电子皮带秤完成对皮带输送机输送的物料进行计量。
1.自动配料系统的构成该自动配料系统由5台电子皮带秤配料线组成,编号分别为1#、2#、3# 、4#、5#、,其中1#~4#为一组,1#为主料秤,其余三台为辅料秤。
当不需要添加辅料时,5#电子秤单独工作输送主料。
系统具有恒流量和配比控制两种功能。
对于恒流量控制时,电子皮带秤根据皮带上物料的多少自动调节皮带速度,以达到所设定流量要求。
以主秤(1#)系统工艺流程来分析,工艺流程如图1所示。
自动配料系统加电后,皮带驱动电机开始旋转,微处理机根据当前操作控制电机转速。
料斗中的物料落在落料区,经皮带运送到达称重区,由电子皮带秤对皮带上的物料进行称重。
称重传感器根据所受力的大小输出一个电压信号,经变送器放大,输出一个正比于物料重量的计量电平信号。
该信号送至上位机的接口,经采样后并转换成一个流量信号,在上位机上显示当前流量值。
同时将此流量信号送至PLC接口,与上位机设定的各种配料给定值进行比较,然后进行调节运算,其控制量送至变频器,以此来改变变频器的输出值,从而改变驱动电动机的转速。
调整给定量,使之与设定值相等,完成自动配料过程。
图1:系统工艺流程流量就是一定时间内皮带上走过的物料量。
电子皮带秤称量的是瞬时流量,上位机给出的是设定流量,二者在实时计量中有所偏差。
在流量实际控制中采用工业控制中应用为广泛的PID调节,根据流量偏差,利用比例、积分、微分计算出控制量进行控制,控制量输入和输出(误差)之间的关系在时域中可用公式表示如下:公式中e(t)表示误差、控制器输入,u(t)是控制器的输出,kp为比例系数,Ti为积分时间常数,Td为微分时间常数。
摘要自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。
广泛应用于化工、冶金、建材、食品、饲料加工等行业。
本文介绍了一种基于西门子PLC和新型称重配料控制器ID551的技术特性。
根据西门子s7-200 PLC和称重仪表作为控制器,以完成控制过程。
液体灌装配料系统主要由s7-200 PLC,称重仪表,HMI和四通道灌装设备构成。
通过对称重仪表清零和标定等参数的设置,来完成相应的设置质量的精确称重。
设置校准标定值为1Kg, 允许误差范围在10 g以内。
系统采用慢喂阀和快喂阀两种方式添加原料,是为了达到高速、准确的目的。
在设计本系统过程中考虑了可能影响系统误差诸多因素,如液体在空中停留的时间即空中飞料时间、影响水流速快慢的压力大小即蓄水池液位等。
为了进一步减小误差,我们可以通过设置空中飞料时间来调整,设置空中飞料时间为1s。
当称重结束时,完成称重,开始放料。
当称重仪表称的桶中液体质量为零时,此时放料结束,完成一次原料称重。
整个过程可以通过触摸屏设置并观测。
把水、水泥、砂、碎石,分别在四个通道称重,当且仅当四个通道放料阀都处于复位状态时,搅拌电机开始工作,原料进行搅拌,完成一个工业配料的实际应用——混凝土搅拌自动控制系统。
基于PLC、称重仪表、触摸屏的工业配料自动控制,可在材料精确、快速称重的生产行业进行应用。
关键词:PLC;称重仪表;人机界面;工业配料。
Title:Based on PLC and weighing instrument, touch screen, industrial automatic controlAbstractAutomatic batching system is one for all the different types of materials (Solid or liquid)In transmission、Matching、heating、mingle and so on. Then form the whole production process automation production line. Be widely used in chemical industry, metallurgy industry, building materials industry, food industry, feed processing industry etc. To introduce this system, the article takes a method to solve it. Liquid filling batching system is mainly composed of S7-200 PLC, weighing instrument, HMI and liquid filling equipment of four channels. Through to the weighing instrument reset Settings, Setting the calibration value set etc. To complete the corresponding setting quality and accurately of weighing, then setting calibrating the calibration value to 1 kg, allowed error range of 10 g. Set the air time to 1s. When the dosing and at the beginning of the start switch, then give S7-200 PLC a rising edge. In the design of this system in the process of considering many factors may affect the system error, calculating the air time. And the pressure of the reservoir water level size affect water pipe water injection flow rate, etc. In order to further decrease the error, we can set up through the air to fly time value to adjust it. When four of discharging valve are reset, mixer began to stir, then complete an industrial weighing ingredients. And industrial ingredients, weighing module, touch screen based on PLC automatic control system design, available in high precision material accurate formula of raw material and production industry.Keywords: Programmable Logic Controller; Weighing instrument; Human Machine Interface ;Industrial ingredients.目录第一章绪论 (1)1.1课题的提出 (1)1.1.1 工业配料自动控制系统设计的提出 (1)1.1.2 课题设计的目的和意义 (1)1.2工业配料技术的前景 (2)1.3课题设计的主要内容 (2)1.3.1 系统实现原理 (2)1.3.2 硬件电路的实现 (2)1.3.3 软件程序的编制 (3)1.3.4 误差分析 (3)1.4课题设计的基本要和技术参数 (3)1.4.1 课题设计的基本要求 (3)1.4.2 系统的主要技术参数 (3)第二章系统设计实现方案与原理 (4)2.1引言 (4)2.2系统的设计方案及PLC选型 (4)2.2.1 设计方案论证 (4)2.2.2 PLC选型方案论证 (6)2.2.3 S7-200 PLC的特征 (9)2.2.4 S7-200的主要组成部件 (9)2.2.5原理分析 (10)2.3本章小结 (11)第三章自动配料系统硬件设计 (12)3.1引言 (12)3.2自动配料系统简介 (12)3.2.1 自动配料系统的特点 (12)3.2.2 自动配料系统组成 (12)3.3自动配料系统的设计 (13)3.3.1 配料系统 (13)3.3.2 配料系统的组成 (14)3.4称重仪表的选择及参数的设定 (15)3.4.1 称重仪表的介绍 (15)3.4.2 键盘菜单 (16)3.4.3 预置点应用 (20)3.5系统硬件连接 (20)3.5.1 系统硬件连接总体框图 (20)3.5.2 称重仪表端口设置 (21)3.5.3 输入/输出接线 (22)3.5.4 S7-200接线图 (22)3.6称重传感器 (23)3.6.1 称重传感器特点 (23)3.6.2 称重传感器原理 (23)3.6.3 称重传感器接线 (23)第四章软件设计 (26)4.1引言 (26)4.2顺序控制法 (26)4.2.1 顺序控制 (26)4.2.2 顺控系统的结构 (26)4.2.3 顺控功能图的结构 (28)4.3监控组态软件WINCC简介和应用 (31)4.3.1 WINCC简介 (31)4.3.2 WINCC的特点 (31)4.3.3 WINCC的组态 (33)4.3.4 操作界面设置 (33)4.3.5 操作站的选配 (35)4.4软件流程图 (35)4.4.1 主程序流程图 (35)4.4.2 整体软件流程图 (36)4.5PLC控制梯形图 (37)4.5.1 单桶配料梯形图 (37)4.6误差分析 (39)第五章全文总结 (40)致谢 (41)参考文献 (42)第一章绪论1.1课题的提出1.1.1 工业配料自动控制系统设计的提出在带有自动化配料系统的工业生产中,配料工序是工业生产过程中非常重的环节,在混凝土制作过程中的纤维水泥浆由水、水泥、砂、碎石,等四种物料接一定比倒进行配制的,其配料精度直接影响着混凝土。
精品文档交流 南昌航空大学课程设计 题 目: 基于PLC的自动配料系统 专 业: 自动化 班 级: 110441班 学 号: 姓 名: 指导老师: 精品文档交流
摘 要 自动配料系统是集输送、计量、配料、定量等功能于一体的动态计量系统,在建材、化工、冶金、矿山、电力、食品、饲料加工等行业中得到广泛应用。随着科学技术的发展,工业化程度的提高,常需要对自动配料系统中输送的流量进行调节、控制达到准确的配比。 本论文主要针对自动配料系统恒流量控制达到配比的控制要求,设计一套基于PLC的自动配料系统,并使用触摸屏开发运行管理界面。自动配料系统由可编程控制器(PLC)、变频器、皮带驱动电动机、称重传感器等构成。系统包含三台皮带驱动电动机,它们根据需要依次顺序启动。采用变频器实现对三相电动机的变频调速。称重传感器对物料进行称重并实时计量,PLC计算出实时流量及累计流量,比较设定值与实际流量的偏差经PID调节改变输出信号以控制变频器对皮带驱动电动机的速度调节,从而实现恒流量控制,并对系统进行监控。
关键词:自动配料,变频调速,PID调节,PLC 精品文档交流
目 录 摘 要................................................................................................................................................. I Abstract ............................................................................................................. 错误!未定义书签。 第一章 绪论 .................................................................................................................................... 1 1.1 课题背景及意义 ............................................................................................................... 1 1.2 自动配料系统 ................................................................................................................... 1 1.2.1 电子皮带秤 ............................................................................................................ 1 1.2.2 可编程控制器(PLC) ........................................................................................ 2 1.2.3 变频器 .................................................................................................................... 3 1.3 本课题主要研究内容 ....................................................................................................... 3 第二章 自动配料系统理论分析及方案确定 ................................................................................ 5 2.1 自动配料系统理论分析 ................................................................................................... 5 2.1.1 电子皮带秤称重原理 ............................................................................................ 5 2.1.2 流量控制原理 ........................................................................................................ 6 2.2 自动配料系统控制方案的确定 ....................................................................................... 8 2.2.1 自动配料系统控制方案的确定 ............................................................................ 8 2.2.2 自动配料系统的组成及控制原理 ........................................................................ 8 第三章 自动配料系统的硬件设计 .............................................................................................. 11 3.1 系统主要配置的选型 ..................................................................................................... 11 3.1.1 皮带驱动电动机的选型 ...................................................................................... 11 3.1.2 PLC及其扩展模块的选型................................................................................... 11 3.1.3 变频器的选型 ...................................................................................................... 13 3.1.4 称重传感器的选型 .............................................................................................. 15 3.1.5 其他设备选型 ...................................................................................................... 16 3.2 系统主电路分析及设计 ................................................................................................. 17 3.3 系统控制电路分析及设计 ............................................................................................. 19 3.3.1 可编程控制器(PLC)的I/O端子分配 ........................................................... 19 3.3.2 系统控制电路设计 .............................................................................................. 20 第四章 自动配料系统的软件设计 .............................................................................................. 23 精品文档交流
4.1 控制系统主程序设计 ..................................................................................................... 23 4.2 控制系统子程序设计 ..................................................................................................... 27 第五章 组态软件监控 .................................................................................................................. 30 5.1 组态软件简介 ................................................................................................................. 30 5.1.1 组态软件的功能 .................................................................................................. 30 5.1.2 组态软件的特点 .................................................................................................. 31 5.2 人机界面设计 ................................................................................................................. 32 结束语............................................................................................................................................ 33 致谢................................................................................................................... 错误!未定义书签。 参考文献 ........................................................................................................................................ 34 附录:............................................................................................................... 错误!未定义书签。 附录一:自动配料系统电器元件清单 ................................................... 错误!未定义书签。 附录二:自动配料系统主电路图 ........................................................... 错误!未定义书签。 附录三:自动配料系统PLC接线图...................................................... 错误!未定义书签。 附录四:自动配料系统程序 ................................................................... 错误!未定义书签。