复合式电镀金刚石线锯概论
- 格式:pptx
- 大小:405.55 KB
- 文档页数:12
金刚石线锯的复合电镀法制备及其性能研究在大尺寸半导体基片和功能晶体的切割中。
固结磨料线锯以无可比拟的优点被认为是最好的切割方法之一。
与现有的几种固结超硬磨粒的方法相比,电镀方式具有制造周期短和生产成本低等优势,且电镀线锯具有耐热性和耐磨性良好等特点.固结金刚石线锯的电镀工艺是金刚石线锯生产和应用的关键技术。
本文根据硬脆晶体材料切片加工的要求和电化学共沉积工艺的特点,对固结金刚石线锯的复合电镀工艺进行了试验研究。
根据线锯性能要求,选用316L不锈钢丝作为电镀线锯芯线,金刚石作为第二相颗粒,并设计了相关的前处理工艺。
选择以氨磺酸型高速镀镍液作为基础镀液,通过正交试验研究了双脉冲电镀参数对镀层显微硬度的影响关系,试验结果表明:双脉冲供电模式下的镀层质量优于直流和单脉冲模式;双脉冲的频率和反向脉冲占空比是影响镀层显微硬度的显著因素。
在试验基础上,确定了获得高显微硬度镍镀层的双脉冲电镀参数。
设计并制造了一种连续电镀长线锯的试验设备,并且设计了连续制备长线锯的试验方案,实现了连续电镀。
通过试验研究了不同的上砂工艺,以及实现连续电镀过程中阳极排布方式对复合镀层质量的影响。
试验结果表明:与间歇搅拌的悬浮法相比,埋砂法能在锯丝基体表面上获得分布均匀一致、磨料密度较高的复合镀层;采用双阳极对称分布的方式能够改善锯丝表面电流分布,获得的复合镀层质量较好。
对电镀线锯表面镍—金刚石复合镀层的质量进行了检测,评价了固结金刚石线锯复合镀层质量,进行了切割试验,研究了制备的金刚石线锯的切割性能。
结果表明:固结金刚石线锯线径一致性好,镀层中金刚石颗粒分布均匀,表面积百分数50%以上,镀层对金刚石磨粒的把持力较高;切割加工试验表明,自制的电镀固结金刚石线锯在切割效率和加工精度方面均满足使用要求,并且切缝较窄,明显优于商品线锯。
电镀金刚石切割线的种类及制造工艺的研究概述电镀金刚石切割线是一种用于切割材料的工具。
金刚石是目前世界上最硬的材料之一,因此金刚石切割线具有极高的硬度和耐磨性,适用于切割硬材料如石材、陶瓷和玻璃等。
本文将重点研究电镀金刚石切割线的种类及制造工艺。
金刚石切割线有许多种类,根据切割线的形状和用途可分为直线切割线、环形切割线和其他特殊形状的切割线。
直线切割线是最常见的金刚石切割线之一、它通常由金刚石颗粒和金属粉末混合制成,再通过电镀技术将其附着在切割线的金属基体上。
直线切割线的制造工艺较为简单,适用于大多数材料的切割。
环形切割线又称为锯片,是用于切割圆形物体如管材和圆盘的切割工具。
环形切割线的制造工艺要求更高,因为它需要在金属基体上形成一个连续的金刚石刃。
制造过程通常包括将金刚石颗粒与金属粉末混合,然后通过复杂的电镀技术将其附着在金属基体上形成刃部。
环形切割线的制造工艺相对复杂,但它具有更高的切割精度和效率。
除了直线切割线和环形切割线,还有一些特殊形状的金刚石切割线用于特殊的切割需求。
例如,曲线切割线适用于切割复杂形状的物品;花纹切割线可用于切割装饰用石材;平板切割线适用于切割片状材料等。
制造电镀金刚石切割线的工艺大致分为以下几个步骤:选择合适的金刚石颗粒和金属粉末;将两者混合并加入到电解液中制备电镀混合液;将金属基体放入电镀槽中,并将电流通过电解液进行电镀;在电镀过程中,金刚石颗粒会在金属基体上逐渐析出并形成切割刃;根据需要,可以进行多层电镀以增加金刚石切割线的硬度和耐磨性;最后,对切割线进行加工和抛光以达到理想的尺寸和表面光洁度。
需要注意的是,不同种类的金刚石切割线制造工艺会有一定的差异。
例如,环形切割线的制造工艺可能需要额外的步骤如焊接和锯切,以形成一个闭合的环形切割线。
总之,电镀金刚石切割线具有多种类型和制造工艺,包括直线切割线、环形切割线和其他特殊形状的切割线。
制造电镀金刚石切割线的工艺主要涉及金刚石颗粒和金属粉末的混合、电镀过程的控制和后期加工等步骤。
金刚石绳锯全面解析1、前言金刚石绳锯作为一种柔性超硬材料切割工具,从面世至今,已有40多年的发展历史,从最初的电镀技术,发展到以烧结、钎焊技术为主流的制造技术;从只能切割软质石材到广泛应用于花岗岩矿山的荒料开采、钢筋混凝土或金属结构件的切割,在制造技术推陈出新的同时,应用范围也越来越广。
目前国产金刚石绳锯的综合性能已经接近国际先进水平,且造价低廉,完全能够满足国内石材矿山开采和板材加工业的需求,甚至有许多企业生产的绳锯产品已开始大量出口欧美等西方国家。
随着金刚石绳锯机械及金刚石绳锯切割技术的快速推广使用,我国石材荒料开采已进入金刚石绳锯时代,金刚石绳锯制造企业得到了空前的发展。
如国内某公司2007 年金刚石绳锯产量已达3万多米,产值1500万元,盈利300多万,相对上一年度,产量、产值、利润等指标都实现了翻番的目标。
国内金刚石绳锯制造企业通过自主创新,推动了国内金刚石绳锯技术的快速进步,为金刚石绳锯的进一步推广使用奠定了坚实的基础。
2、金刚石绳锯的制作新工艺随着金刚石绳锯使用量的增长和应用面的不断扩大,金刚石绳锯的生产技术也在不断地进步,为了顺应国内外市场急剧发展的形势,赶上国际先进水平,国内一些公司近几年不断引进新设备,研究应用新技术,在生产规模不断扩大的同时,产品质量、生产效率也大幅度提高,而制作成本却在不断下降。
2 1 制粒及容积式自动冷压工艺目前国内绳锯生产厂家普遍采用不制粒的粉末进行手工冷压串珠生产,生产效率低,产品质量易受人为因素影响,且工作环境粉尘多,不利于人体健康。
鉴于使用不制粒粉末进行冷压存在的诸多弊端,国内某公司首先将粉末制粒工艺及配套设备应用于生产实践。
粉末制粒工艺就是将粉料加入容器中靠搅拌器与切割刀的高速旋转作用并喷射雾化溶剂使粉末形成颗粒,20min可完成10kg粉料的制粒,制粒粉经烘干、筛选后,制成30~80目的球状颗粒,成型率在85%以上。
这种方法制作的粉料,流动性更好,金刚石经过包衣与制粒粉末混合后,金刚石在工作唇面上的分布更均匀;包衣后的金刚石表面被粉末包裹,在压制过程中避免了与模具表面直接接触,降低了模具的损耗。
![电镀式复合金刚石线锯[实用新型专利]](https://uimg.taocdn.com/7a7bc231d15abe23492f4de1.webp)
专利名称:电镀式复合金刚石线锯专利类型:实用新型专利
发明人:郑满香
申请号:CN201220035792.2
申请日:20120205
公开号:CN202439136U
公开日:
20120919
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种电镀式复合金刚石线锯,其包括:直径为0.32-0.34mm的金属丝线、通过电镀包覆在金属丝线上的用于固定金刚石颗粒中下部的电镀层,所述金刚石颗粒连续均匀分布于所述电镀层上,金刚石颗粒的大小为3.0-4.0目。
该线锯是用电镀的方法在金属丝线上沉积一层金属并在沉积的金属内固结金刚石磨料制成的一种线性超硬材料工具。
金属镀层是结合剂,金刚石磨料用于切削加工。
电镀金刚石线锯根据需要可制成不同的直径和长度;线锯可以装在不同的设备上形成不同的加工方式,如往复循环式、高速带锯式、线切割式等。
对硬脆材料的加工,线锯不仅可以切割薄片,也可加工曲面,更可以用于小孔的研修,其应用前景十分广阔。
申请人:江苏赛伦博新材料有限公司
地址:213000 江苏省常州市金坛市汇贤中路89号
国籍:CN
更多信息请下载全文后查看。
电镀金刚石线锯切割单晶硅技术及机理研究目前,半导体材料广泛地应用于各种微电子领域,如计算机系统、电子通讯设备、汽车、消费电子系统和工业自动控制系统等,而绝大多数的半导体材料是采用硅晶片。
切片是把单晶硅由硅棒变成硅片的一个重要工序,切片质量的好坏直接影响着后续工序的工作量和成本。
固结磨料线锯切片技术以其锯切效率高、锯口损耗小、面形精度高和切割环境清洁等优点,有望成为单晶硅等硬脆材料切片的未来发展方向。
本文对电镀金刚石线锯切割单晶硅技术进行了深入的试验研究与理论分析,以期为电镀金刚石线锯切片技术的进一步应用提供试验和理论依据。
在理论上探讨了单晶硅各向异性材料特性对电镀金刚石线锯切割硅晶片过程影响。
分析了锯丝沿不同的晶面、晶向锯切对晶片质量的影响规律,并推荐了首选的锯丝切入方向。
研究发现,在确定的工艺参数下,当锯丝切入方向使锯切两边材料的弹性模量分布关于锯丝切入方向呈对称性时,可有效地提高晶片面形质量。
锯丝切入方向与被锯切晶面内的易开裂方向一致时,可有效减少晶片表面破碎。
综合锯丝切入方向对晶片面形质量和表面破碎两方面影响的分析结果,锯切(100)晶面时,首选锯丝切入方向为[001]、[010]、[00(?)]和[0(?)0];锯切(110)晶面时,首选锯丝切入方向为[1(?)0]和[(?)10];锯切(111)晶面,[1(?)0],[(?)10],[01(?)],[0(?)1],[(?)01]和[10(?)]为首选的锯丝切入方向。
通过往复式电镀金刚石线锯加工单晶硅的试验,研究了锯丝速度,工件进给速度和切削液对锯切硅片表面形貌、表面粗糙度(SR)、翘曲度(Warp)、总厚度偏差(TTV)和亚表面损伤层厚度(SSD)的影响规律,并研究了锯丝磨损的形态和机理。
在试验采用的工艺参数范围内,硅片的SR与SSD值随锯丝速度提高和工件进给速度降低而减小;硅片的Warp随锯丝速度和工件进给速度降低而减小;而综合考虑锯丝速度与进给速度的合理匹配关系是获得硅片低TTV值的原则。
电镀金刚石切割线的种类及制造工艺的研究概述随着国家新能源战略计划的制定和实施,太阳能的开发和利用变得越来越重要。
近年来太阳能光伏发电对大面积硅片的需求量不断增加。
由于半导体制造技术的成熟,硅片其他方面的制造成本不断下降,但太阳能电池用硅片的切割成本一直居高不下,占到总制造成本的30%左右。
硅晶片是用于太阳能光伏发电的基本材料,随着光伏发电技术的发展,要求硅片的厚度不断降低,目前可用于硅晶体等硬脆材料的切割方式主要有使用游离磨料切割和使用固结磨料切割两种。
游离磨料的切割方式是最早使用的,也是目前我国切割硅晶片的主要切割方式,其切割原理是利用钢丝的快速运动将含磨料的液体带入到工件切缝中,产生切削作用。
常用的磨料为碳化硅,或碳化硅和金刚石的混合物。
游离磨料切割方式存在着明显的缺点,切割效率低、浆液难以回收,环境污染严重等。
为了解决游离磨料切割方式存在的问题,越来越多的人开始研究固结磨料切割工具,主要集中在电镀金刚石切割线和树脂结合剂切割线[1]。
电镀金刚石切割线就是以电镀金属为结合剂,通过金属的电沉积作用把金刚石磨料固结在芯线基体上而制成的一种线性切割工具,其中金刚石磨料的尺寸一般为几微米到几十微米。
电镀金刚石切割线不但能够对硅晶体等硬脆材料进行精密切割,还可以实现成型加工。
与游离磨料切割方式相比,电镀金刚石切割线切割硬脆材料有许多优点:切片薄、效率高、加工表面损伤小、节约材料等,尤其适合于宝石、水晶、大尺寸硅晶体等贵重硬脆材料的切割。
1·电镀金刚石切割线的种类电镀金刚石切割线的线径一般不大于1 mm,常用线径为0.1~0.4 mm,其分类方法目前还不统一。
一般根据基材是否为环形可分为电镀金刚石长切割线和环形电镀金刚石切割线;根据基材种类可分为以单根钢丝、双股钢丝、多股钢丝绞合线为基材的金刚石切割线;根据所用金刚石磨料是否改性可分为普通金刚石切割线和磨料带金属衣的金刚石切割线,其分类如图1。
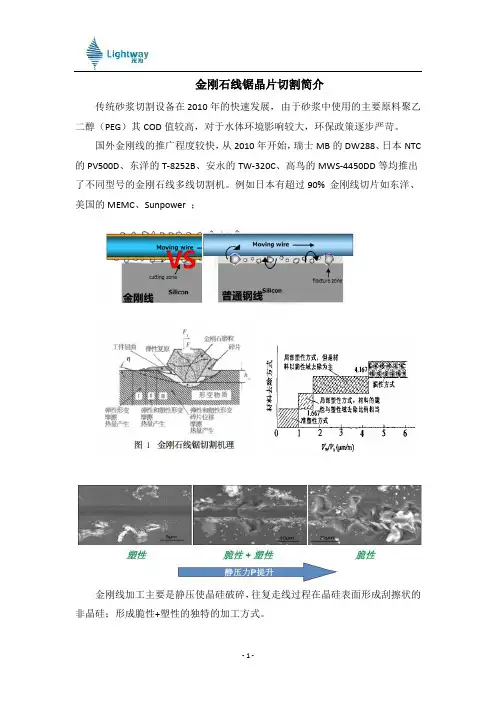
金刚石线锯晶片切割简介传统砂浆切割设备在2010年的快速发展,由于砂浆中使用的主要原料聚乙二醇(PEG)其COD值较高,对于水体环境影响较大,环保政策逐步严苛。
国外金刚线的推广程度较快,从2010年开始,瑞士MB的DW288、日本NTC 的PV500D、东洋的T-8252B、安永的TW-320C、高鸟的MWS-4450DD等均推出了不同型号的金刚石线多线切割机。
例如日本有超过90% 金刚线切片如东洋、美国的MEMC、Sunpower ;金刚线加工主要是静压使晶硅破碎,往复走线过程在晶硅表面形成刮擦状的非晶硅;形成脆性+塑性的独特的加工方式。
国内2012年随着环保政策的要求及金刚石线成本的降低,以及切割技术的进步,硅片厚度已经逐步从超过200um的水平逐步下降至180、160um的水平,硅片实验室切割水平硅片厚度已经可以达到140um,甚至更低的水平。
P型单晶普通电池和P型多晶PERC电池成本相当,单晶电池竞争力回升,多晶市场主导地位受到挑战。
多晶硅光伏产品行业目前也在加速推进金刚线切割多晶硅及制绒技术的研究与应用。
伴随电池技术进步,硅片薄片化是未来必然的发展趋势,通过薄片化可以降低硅片硅耗,提高硅片产量,进而降低硅片切割的硅成本。
金刚线切片技术在单晶加工领域获得了巨大的推广。
在成本和环保的双重压力下,国内多家单晶硅片生产公司如西安隆基、内蒙古中环、锦州阳光、卡姆丹克、申和热磁、晶龙等行金刚线切片。
多晶金刚线方面上海卡姆丹克、浙江昱辉、保利协鑫、晶科等公司进行传统砂浆切割设备的改造,有改造成功案例。
金刚线简介:目前日本厂商凭借先发优势,并依靠在金刚石工具制造行业积累的技术优势,在高端市场占据较大份额,代表企业包括旭金刚石(AsahiDiamond)、中村超硬(nakamura)等。
日本的旭金刚石(AsahiDiamond)2007年6月就推出了成熟产品;美国Diamond Wire Technology (Meyer Burger AG)主要和梅耶博格公司合作。