钢波纹板辊压成形技术及应用
- 格式:doc
- 大小:28.00 KB
- 文档页数:2

浅谈桥涵、隧道加固中钢波纹板应用技术在未来5年至10年内,我国将迎来大范围的桥梁老化现象,再加上受到设计标准落后、施工监管不到位、运营养护不力以及车辆超速超载、外界自然环境等因素影响,都会使这些桥梁加速老化或出现结构性损伤而导致承载能力大幅降低,最终提前达到使用寿命成为危桥。
可见,我国未来的桥梁安全形势不容乐观。
另外随着社会经济的快速发展,隧道建设越来越多,随之而来的是隧道的一些病害,严重威胁着使用安全,本文介绍一种采用钢波纹板加固危桥、隧道的方法,该方法应能有效提升桥梁、隧道的承载能力,延长桥梁、隧道的使用寿命,并具有工艺简单和成本较低的特点。
标签:加固工程;钢波纹片;桥涵;隧道一、采用钢波纹片加固危桥、隧道的特点:1.从本质上加固结构,避免结构内部微破损对结构承载能力的影响;2.结构形式的转变,无论加固前的结构形式怎样,加固后的结构为钢波纹板拱桥结构。
3.加固后的桥梁,可以使其桥梁承载能力提升为新建桥梁的设计承载力;4.旧桥加固过程无需对上部结构进行改变,加固工期短,造价低,加固完成后,即可通车运行。
5.用于隧道衬砌,替代繁琐的模板工序或价格昂贵的滑模台车的滑模混凝土施工。
二、钢波纹板主要应用领域1、公路(水路)用暗渠、隧道、涵洞2、中小跨径桥梁、通道3、城市下水管、雨水管、污水管等各类管道三、钢板波纹片涵洞特点及适用范围钢波纹片施工工程综合造价远远低于同类跨径的桥、涵洞;施工工期短,主要为拼装施工;采用标准化设计、生产,设计简单,生产周期短;生产不受环境影响,进行集中工厂化生产,有利降低成本,控制质量;现场安装无需使用大型设备,安装方便;和传统的混凝土涵洞相比,减少了工后养生及养护工序,不仅提高了工作效率,也降低了工程成本;减少了水泥、碎石、砂等的用量,有利于环保;有利于改善软土、膨胀土、湿陷性黄土等特殊地基结构物处的不均匀沉降问题,提高了公路服务性能,减少了工后养护成本;解决了北方寒冷地区(霜冻)对桥梁混凝土结构的破坏,特别适合于软土、膨胀土、湿陷性黄土等地基承载力较低地区和地震多发地区;有效避免桥头跳车减短了多年冻土的裸露时间,冻融量小,故特别适用于多年冻土地区;对环境的破坏小,适用于生态环境脆弱的地区;砂、石等材料用量小,故适用于砂、石材料缺乏的地区;只需很少的人工,故适用于在劳动力缺乏地区;有利于解决北方寒冷地区冬季管涵混凝土结构的破坏问题,适用于高原地区;集中工厂化生产,生产周期短,故适用于质量要求高、工期紧的工程项目;在防灾、救灾,应急、抢险等斱方面具有无可替代的作用。
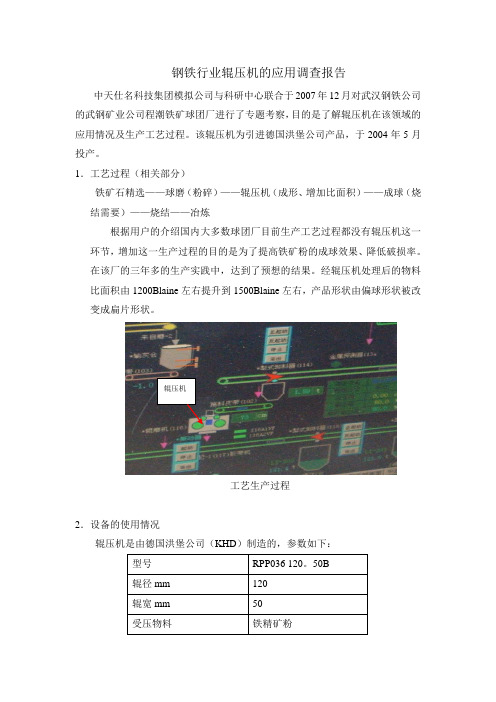
钢铁行业辊压机的应用调查报告中天仕名科技集团模拟公司与科研中心联合于2007年12月对武汉钢铁公司的武钢矿业公司程潮铁矿球团厂进行了专题考察,目的是了解辊压机在该领域的应用情况及生产工艺过程。
该辊压机为引进德国洪堡公司产品,于2004年5月投产。
1.工艺过程(相关部分)铁矿石精选——球磨(粉碎)——辊压机(成形、增加比面积)——成球(烧结需要)——烧结——冶炼根据用户的介绍国内大多数球团厂目前生产工艺过程都没有辊压机这一环节,增加这一生产过程的目的是为了提高铁矿粉的成球效果、降低破损率。
在该厂的三年多的生产实践中,达到了预想的结果。
经辊压机处理后的物料比面积由1200Blaine左右提升到1500Blaine左右,产品形状由偏球形状被改变成扁片形状。
辊压机工艺生产过程2.设备的使用情况辊压机是由德国洪堡公司(KHD)制造的,参数如下:型号RPP036 120。
50B辊径mm 120辊宽mm 50受压物料铁精矿粉最大通过量t/h 210料饼厚度mm 14~18物料水分% 3~8辊轴转速r/min 13.2~26.2线速度m/s 0.85~26.2减速机型号P2SA18减速比56主电机型号IPQ8 355-4PM80-Z装机功率kW 2×375现场观察受压矿粉约为水分8%(用户确认),设备大小应与我公司引进的洪堡RPV100-63辊压机相当。
液压系统操作压力为10MPa,由于没有查到油缸的直径,所以尚不能确定辊间挤压力的大小。
目测油缸直径不应大于360mm。
油缸数量4个。
据相关资料介绍辊间压力在50MPa。
主电机采用了西门子公司的变频调速型式,当时的操作状态为电机额定转速的75%,喂入辊压机的料量约160t/h.。
喂入辊压机的矿粉该辊压机运行至今已有三年的时间,已更换过一对压辊。
据用户介绍压辊损坏并不严重,辊面柱钉局部剥落,经修复后做为备件使用。
辊面为柱钉式结构,使用周期约两年。
辊压机的运行平稳,与水泥行业的辊压机相比振动显得小得多,辊缝波动不大。
下山法成形在辊弯成形中的应用
下山法成形是一种金属板材成形方法,适用于弯曲较大角度的工件。
在辊弯成形中,下山法成形可以用于以下应用:
1. 弯曲大半径的工件:辊弯成形通常适用于弯曲半径较大的工件,而下山法成形可以更好地控制工件的曲线形状和弯曲角度,确保工件弯曲到所需的形状。
2. 弯曲复杂形状的工件:下山法成形可以通过分段弯曲的方式,逐渐将工件弯曲到复杂的形状,使得整个成形过程更加精确和可控。
3. 弯曲高强度材料的工件:高强度金属材料通常较难进行辊弯成形,而下山法成形可以通过逐段进行弯曲,减小材料的应力集中,从而降低工件变形和损伤的风险。
4. 弯曲薄壁结构的工件:薄壁结构的工件容易产生皱纹、变形等问题,而下山法成形可以通过逐渐降低弯曲力度,减小工件的应变和应力,从而避免这些问题的发生。
总的来说,下山法成形在辊弯成形中的应用主要是用于弯曲大角度、复杂形状、高强度材料和薄壁结构的工件,以提高成形的精度和质量。
第!"卷第6期锻压装备与制造技术Vol.54No.6CHINA METALFORMING EQUIPMENT&MANUFACTURING TECHNOLOGY Dec.2019 !压技术在汽车门槛成形中的研究与应用孔凡燕,崔礼春,虞帅,赵烈伟(安徽江淮汽车集团股份有限公司技术中心,安徽合肥230601)摘要:本文阐述了-压成形技术的原理及工艺,-压成形工艺具有提高材料利用率,减轻车身重量,提高整车安全保障性能等优点。
基于对-压成形的深入研究,在汽车门槛上使用了#压成形技术,通过对汽车门槛-压成形工艺研究及应用,掌握了-压成形工艺约束因素。
且通过试制装车并验证成功,该应用也为我司后续车型门槛-压件的通用化开发应用具备指导意义。
关键词:-压成形;超高强钢;轻量化;工艺约束中图分类号:TG335.5+5文献标识码:AD01:10.16316/j.issn.1672-0121.2019.06.028文章编号:1672—0121(2019)06—0094—03为了提高国内汽车企业实力和竞争力,满足国产汽车节能、环保的需要,汽车车昆压件成形技术应用越来越广泛。
在汽车轻量化和节能减排的压力下,采用高强钢替代普通强度钢,以汽车车昆压件替代冲压零部件,是现代汽车零部件发展的一个趋势。
目前国内外980MP(、1180MP(级等超高强钢冷冲压成形已在部分车企的部分车型中实现批量应用,但随着强度级别的加大,高强钢的塑性急剧下降、成形性、越来越大,实来大成本压力。
与冲压成形相比,在加工最高强度等级的高强钢时,车昆压成形有的越性。
1#压成形技术原理车昆压成形是一种以金属薄板或带卷为原料,通有一定形的成形车昆的成形形,一的加工。
车昆压成形技术为的高工艺,择的道次可以最好的力学性能,别适用于超高强度钢零件的加工成形有超高强度钢现,时成形,大降成本。
车昆压成形技术车昆压----冲孔等工艺收稿日期:2019-08-20;修订日期:2019—10—09作者简介:孔凡燕(1984-),女,工程师,冲压工艺主管,从事冲压工艺设计及相关研究。
世界金属导报/2014年/7月/29日/第B13版钢管型材高强汽车冷弯型钢辊压线关键技术应用南庆季众所周知,汽车轻量化离不开高强度材料,由于高强板特别是抗拉强度大于780MPa的超高强钢,其延伸率差,利用辊压复合成形工艺来生产异型冷弯型钢成为必然,像保险杠本体、防撞杆、门槛件、座椅轨等。
而带孔异型冷弯件则需要利用在线冲裁、焊接、自动化切断等设备来组合一条全自动辊压线,也就需要突破一些技术关键。
本文结合实例重点介绍汽车保险杠、防撞杆生产设备关键技术,与大家分享和交流。
1汽车异型辊压件自动化生产简介同传统冷弯型钢一样,一般分为开口和闭口两种。
门槛、导轨大多是开口型钢,开口保险杠本体很常见,由于受传统的冲压工艺所限,过去基本上都是开口型材,后来很多车型仍沿用,像老别克GL8、捷达、起亚、荣威350等。
而目前大多数保险杠本体为闭口B型钢,国外某些轻型汽车纵梁也采用闭口冷弯型钢;车门防撞杆则以圆管居多,也有长椭圆、异型截面防撞杆(见图1)。
门槛类零件(见图2)基本上是开口型,端头形状复杂,而且中间、边部需要冲切或局部压凹。
座椅导轨(见图3)多以冲压工艺为主,随着高强度材质的使用,辊压成形工艺得以推广应用。
辊压保险杠一般是大于780MPa的高强度材料,型面较为复杂,有的还要成弧形(见图4)。
这类产品大部分均带有无规律的孔,个别孔位精度要求较高,工件上孔数不等。
生产线集成冲孔、焊接工艺,已在生产中大量推广使用。
配合数控技术,可有效地控制弯曲后孔位精度。
辊式中、高频焊、在线激光焊接工艺在国内也已成熟应用。
2高强度异型材生产设备介绍针对汽车零部件产量较大、准时化生产严格、精度要求相对较高等特点,其生产设备多采用自动化线,作为保险杠本体的辊压件,其生产工艺是从开卷-(校平)-切头对焊;送料冲孔(压印)单元到辊压成形、切断以及在线焊接技术应用,自动化、可靠性的要求越来越高。
高强度(一般抗拉强度小于1200-1450MPa)冷弯型材,其孔型可以采用在线或线下加工,但为了提高生产效率一般对不影响滚轮设计的部位进行辊压成形前局部冲凸,大多数需要在线预冲。

彩钢瓦辊压成型工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!彩钢瓦辊压成型工艺流程详解彩钢瓦,以其色彩鲜艳、耐腐蚀性强、施工便捷等优点,广泛应用于工业厂房、仓库、体育场馆等建筑的屋面和墙体。
第38卷第3期2017年3月东北大学学报(自然科学版)Journal of Northeastern University(Natural Science)Vol.38 ,No.3Mar.20 17doi:10. 3969/j.issn. 1005 -3026. 2017.03.016换热器板片波纹结构辊压成形工艺设计贾伟涛1,马立峰2,乐启炽1(1.东北大学材料电磁过程研究教育部重点实验室,辽宁沈阳110819;2.太原科技大学山西省冶金设备设计理论与技术重点实验室,山西太原030024)摘要:不锈钢换热板片的形状参数较为复杂,考虑到传统冲压成形工艺制备效率低、缺陷多等问题,提 出了一种辊压成形和冲压工艺相结合的加工方法,基于冲压工艺及冷弯成形工艺中的弯曲理论,对板片波纹 结构的辊压工艺参数进行了数学建模和优化设计.研究结果表明:换热器板片波纹结构可采用制备效率髙的 辊压工艺单道次成形,通过量化研究变形回弹,板片各物理参数加工精度基本满足技术标准.关键词:换热板片;辊压成形;冲压工艺;数学建模;变形回弹中图分类号:TQ 320. 66; TG 335 文献标志码:A文章编号:1005 - 3026(2017)03 - 0379 -06Roll Forming Process Design of Corrugated Structure of Heat Exchanger PlateJIA Wei-tao1 ,MA Li-feng2,LE Qi-chi1(1. Key Laboratory of Electromagnetic Processing of Materials,Ministry of Education,Northeastern University,Shenyang110819,China;2.Shanxi Provincial Key Laboratory of Metallurgical Equipment Design and Technology,Taiyuan University of Science and Technology,Taiyuan030024,China.Corresponding author:LE Qi-chi,E-mail:qichil@)A bstract:The shape parameter o f stainless-steel heat exchanger plate is complex.Considering that the traditional stamping preparation process has a low efficiency,a ro ll form ing process combined w ith stamping process was put forward.According to the bending theory o f the stamping process and cold-bending formation process,mathematical models o f rolling parameters about the corrugated structure were established and further optim ized.The results show that the corrugated structure o f heat exchanger can be formed by single-pass rolling process w ith a high preparation efficiency.Through the quantitative study o f the deformation resilience,the processing accuracy o f the physical parameters o f the plate is basically satisfied w ith the technical standard. Key w ords:heat exchanger plate;ro ll form ing;stamping process;mathematical models;deformation resilience板式换热器是一种高效、紧凑的换热设备,板 片质量直接影响到板式换热器的散热性能和工作 状况[|].目前,制备换热器不镑钢波纹板片的主 要加工工艺为模具配合压力机一次冲压成形.冲 压过程中应变速率较大,硬化作用较明显,导致板 料真实应力急剧升高,然而材料的断裂抗力仅取 决于原子间的结合力,加工过程中基本保持稳定 不变,因此应变速率越大金属越易断裂[2],宏观 表现为板片波纹结构极易出现裂纹等缺陷,并且传统的单件冲压制备方法由于需要采用人工放 件,因此具有一定的危险性,而且为了控制波纹的 形状,冲压过程中需要一定的保压时间,如此严重 影响了板片的制备效率.为了探索工艺创新,本文 设计了特种孔型辊连续辊压和冲压相结合的成形 工艺,其中波纹结构占板片的主要部分,也是影响 换热效率的重要部分,设计采用高精度辊压成形,较为复杂的垫片槽及定位结构延续使用模具冲压 成形,而后焊接两结构.该工艺通过在降低成形速收稿日期:2015-10-09基金项目:国家重点基础研究发展计划项目(2013CB632203); “十三五”国家重点研发计划项目(2016YFB0301104).作者简介:贾伟涛(1986 -),男,河北定州人,东北大学博士研究生;马立峰(1977 -),男,山西太原人,太原科技大学教授;乐启炽 (1968 -),男,福建大田人,东北大学教授,博士生导师.380东北大学学报(自然科学版)第38卷率的条件下实现波纹结构的连续化生产、有效降低板片制备缺陷及减少人工参与来缩短产品的开发周期,提高生产效率和材料利用率.辊压成形是一个连续的加工过程,尤其适用于全焊式板式换热器板片的制备,该类板片采用更为先进的全焊接工艺密封,无垫片设计,由此可省去垫片槽及定位结构的冲压成形过程.为实现大批量、高效率辊压生产,设计单道次辊压成形工艺.变形程度较大时设计成形道次过少,易产生尺寸超差、扭曲和回弹,因此设计单道次成形时精度控制为研究重点.1设计原则所设计的单道次辊压成形工艺流程见图1.图1单道次辊压成形工艺及装置Fig. 1Single-pass rolling process and device1一开卷机开卷导向;2—夹送辊导向;3—温度自动感应加热炉加热;4 一矫直单元对板带进行矫直;5—导向夹送辊导向;6—特种 孔型辊轧机进行连续辊压成形;7—V型剪刃飞剪机进行定尺剪切;8—落料收集.板片波纹主要技术参数均以波纹垂直截面 (K- K)为参照,其包括:波纹夹角y S (多为120°)、板片厚度f、波纹法向节距L、波纹深度A、侧翼弯曲角<P。
autoform 辊压Autoform 辊压:一种创新的金属成形工艺Autoform 辊压是一种先进的金属成形工艺,通过使用一系列旋转辊将金属板材或线圈塑造成复杂的形状。
这种工艺广泛应用于汽车、航空航天和电子行业等多个领域。
工艺过程Autoform 辊压过程涉及使用两个或多个辊,通过向金属板施加压力将其成形为所需的几何形状。
辊的形状和排列决定了成品的轮廓。
金属板或线圈在辊间通过时,材料受到压缩和弯曲,从而产生所需的形状。
优势与传统的金属成形工艺相比,Autoform 辊压具有以下优势:高精度和重复性:Autoform 辊压能够以高精度和一致性生产零件,这使其非常适合需要精密成形的应用。
高产能:辊压工艺是连续进行的,允许高产量的零件生产。
材料利用率高:Autoform 辊压有效利用材料,最大限度地减少废料产生。
多功能性:辊压工艺可以成形各种材料,包括钢、铝和不锈钢。
它还能够产生广泛的形状和尺寸。
成本效益:与其他成形工艺相比,Autoform 辊压具有成本效益,特别是对于大批量生产。
应用Autoform 辊压广泛应用于多个行业,包括:汽车行业:汽车车身面板、保险杠、底盘部件航空航天行业:飞机皮肤、机翼构件、发动机部件电子行业:散热器、外壳、连接器其他行业:建筑、医疗设备、家具设计考虑在设计用于 Autoform 辊压的零件时,有几个关键因素需要考虑:材料选择:材料的厚度、强度和延展性将影响成形性。
辊设计:辊的形状和排列将决定零件的几何形状。
成形力:成形力必须足够大以塑性变形材料,但又不至于导致破裂。
润滑:润滑剂对于减少摩擦和防止材料粘附至辊至关重要。
总结Autoform 辊压是一种先进的金属成形工艺,可生产高精度、高产量的复杂形状零件。
其多功能性、成本效益和可持续性使其成为多个行业的理想选择。
通过仔细考虑设计因素并利用适当的工具和材料,可以利用 Autoform 辊压工艺实现创新设计和高效生产。
第17卷第5期2010年10月塑性工程学报JOURNAL OF PLAST ICITY ENGINEERINGVol 17 No 5Oct 2010doi:10 3969/j issn 1007 2012 2010 05 012辊弯成型技术理论及应用研究现状*(北方工业大学机电工程学院,北京 100144)韩 飞 刘继英 艾正青 胡 猛摘 要:辊弯成型是一种高效、节材、节能、环保的板金属成型工艺技术,在建筑、汽车、机械制造等许多领域得到了广泛的应用。
该文简述了辊弯成型技术理论在国内外的研究现状;辊弯成型CA D/CA M /CA E 技术在国内外的发展及其应用;并介绍了辊弯成型的前沿领域 柔性辊弯成型技术;展望了辊弯成型技术的发展趋势。
关键词:辊弯成型;孔型辅助设计;轧辊制造;有限元分析中图分类号:T G386 3+1 文献标识码:A 文章编号:1007 2012(2010)05 0053 08State of the art of research on roll forming processH A N Fei L IU Ji y ing A I Zheng qing H U M eng(Colleg e o f Electro mechanical Eng ineer ing,N o rth China U niv ersity of T echnolo gy ,Beijing 100144 China)Abstract:Roll fo rming (RF)techno lo gy is an energ y saving and efficient pr ocessing technique o f sheet metal for ming.It has been widely applied in the const ruct ion,automo bile,machinery and many o ther fields.T he cur rent research of the RF theo ries at ho me and abroad are briefly intro duced.T he development and applicatio ns of the CA D/CA M /CA E techno lo gy o f R F at home and abr oad are descr ibed.T he flex ible r oll fo rming pr ocess,w hich is the fro nt ier field o f the ro ll form ing technolog y ar e intr oduced.M or eo ver ,the future tr ends of RF are for ecasted.Key words:ro ll for ming (RF );computer aided roll pass desig n;r oll manufactur ing;finite element analy sis*国家自然科学基金资助项目(50905001);国家自然科学基金和上海宝钢集团公司联合资助项目(51074204);北京市教育委员会科技发展计划面上资助项目(K M 201010009001);北京市优秀人才培养资助项目(2009D005002000003);北京市属市管高等学校人才强教计划资助项目(PH R20110851)。
不锈钢波纹管成型工艺引言不锈钢波纹管是一种常用的管道材料,具有抗腐蚀、耐高温、耐压等优点,在许多领域得到广泛应用。
成型工艺是不锈钢波纹管生产过程中的关键环节,本文将详细介绍不锈钢波纹管的成型工艺。
原材料准备在进行不锈钢波纹管成型前,首先需要准备好所需的原材料。
一般情况下,不锈钢波纹管使用的原材料是不锈钢带材。
根据使用要求,选取合适规格和材质的不锈钢带材,如304、316等。
设备准备在进行不锈钢波纹管成型时,需要配备相应的设备。
主要设备包括:卷板机、剪板机、弯曲机、焊接机等。
卷板机卷板机用于将切割好的不锈钢带材进行卷曲,形成圆形或椭圆形截面。
卷板机通过调节辊子之间的间距和角度来控制成型的形状和尺寸。
剪板机剪板机用于将不锈钢带材按照所需长度进行切割,以备后续的成型工艺使用。
弯曲机弯曲机用于对卷曲好的不锈钢带材进行弯曲处理,使其呈现出波纹管的形状。
通过调节弯曲机的角度和压力,可以控制波纹管的弯曲程度和形状。
焊接机焊接机用于将波纹管的两端进行焊接,形成完整的管道。
焊接机采用相应的焊接方法,如TIG焊、MIG/MAG焊等,确保焊缝牢固且密封性良好。
成型工艺步骤不锈钢波纹管的成型过程一般包括以下几个步骤:卷板、切割、弯曲、焊接等。
1.卷板:将选取好的不锈钢带材放入卷板机中进行卷曲。
调节卷板机辊子之间的间距和角度,使带材呈现出圆形或椭圆形截面。
2.切割:使用剪板机将卷曲好的不锈钢带材按照所需长度进行切割。
确保切割的尺寸准确。
3.弯曲:将切割好的不锈钢带材放入弯曲机中进行弯曲处理。
调节弯曲机的角度和压力,使带材呈现出波纹管的形状。
4.焊接:将弯曲好的波纹管的两端进行焊接。
使用焊接机进行焊接,确保焊缝牢固且密封性良好。
工艺优化为了提高不锈钢波纹管成型工艺的效率和质量,可以采取一些优化措施。
1.材料选择:选取质量好、规格合适的不锈钢带材,以确保成型后的波纹管具有良好的性能和耐腐蚀能力。
2.设备维护:定期对卷板机、剪板机、弯曲机、焊接机等设备进行检查和维护,确保其正常运行和稳定性。
钢波纹板辊压成形技术及应用
1、波纹板的辊压成形技术
波纹管由波纹板分片弯曲连接成形,波纹板制造一般采用板料卷辊压成形,辊压孔型系统有连续成形系统和专用孔型系统。
目前生产波纹板应用最广泛的是连续成形系统,即首先弯中心波,然后弯相邻波,最后弯边波。
该孔型系统的优点为辊耗最低,其缺点为工件易出现横向弯曲和扭曲。
专用孔型系统主要用于生产波纹板,在开始阶段先预弯出弧形波,再将其镦压成形,该方法保证各弯角处金属减薄最轻。
其缺点为辊耗高,对成形设备和材料要求高。
项目组根据多年的研究和产品开发经验,将上述两种孔型系统进行了整合,充分吸取了两种成形方法的优点,克服了成形过程中经常出现的横向弯曲、扭曲和边波等缺陷。
经试验验证,该成形系统能很好地实现宽幅板类产品辊压成形。
项目组近年来对宽幅板类辊压工艺进行了较系统的研究,与长春轨道客车合作建立了常用辊压板材性能数据库,该数据库包含SUS301L-ST、SUS301L-HT、SUS301L-DLT、太钢00Cr12Ni、05CuPCrNi、09CuPCrNi、08F、Q235、Q345、Q610等材料各项力学性能,该数据库的建立,为辊压工艺的开发和有限元数值模拟研究奠定了基础。
在辊弯过程中常常遇到一些问题,如袋形波、边波、划痕、翘曲、裂纹、回弹、断面形状畸变等。
针对上述缺陷的产生,项目组结合长春轨道客车不锈钢车体波纹顶板和波纹地板开发项目,利用有限元模拟研究了波纹板类产品辊压变形过程,计算了角部节点辊压应变分布,分析了缺陷产生的原因和解决办法。
板材横向,即宽度方向,在弯曲角部位附近,应变变化大,并有明显的峰值,而在底部部位应力均匀分布,因此应变主要集中在弯曲角附近的变形区域。
板材的纵向变形主要集中在变形区和变形过渡区,反映在弯曲部位,变形量较大,但处于弹性变形范围,即板材在纵向上存在弹性拉伸变形,该应变的存在,将引起型材纵向弯曲和断面形状畸变。
总的来说,横向应变要大于纵向应变,说明变形主要发生在横向即板材的宽度方向,在冷弯成形中,摩擦是重要的影响因素,利用有限元模拟了摩擦系数对冷弯成形的影响。
如当摩擦系数为0.2时,在冷弯过程中出现粘辊的现象,把摩擦系数调整为0.1后,板材被冷弯后就没有异常的粘辊和网格畸变的现象。
从上述分析可以看出,辊型表面状态对工件的扭曲具有较大的影响。
2、辊压成形技术在波纹板成形中的应用
辊压成形就是通过依次排列配置的数组成形轧辊把卷材、带材或剪板等金属坯板或金属带不断地进行横向弯曲,将平整的原板压制成特定的断面形状的钢材,如管材、型材、板材、槽钢等的加工成形法。
这种成形方法适于断面形状均匀,长尺寸的各种产品大量生产,与成型机同步的切断机、压力机、焊接机可以同时对产品所需长度切断加工、穿孔加工、压纹加工、焊接加工、纵向弯曲加工等辅助加工,从而能够极大地提高生产率。
辊压成形技术非常适合于波纹板和波纹管的生产,这种成形方式可以提高波纹板的成形精度,有效克服回弹的问题,而且同一套设备和辊片可以加工不同规格的波纹板,在大大节约了成本的同时,还可以提高生产率。
以下简单介绍项目组近年来在波纹板辊压方面的工作:
1)与长春轨道客车合作,开发了轨道客车不锈钢波纹地板和顶板产品。
该项目同时对北车集团用12种常用板材进行了性能测试,建立了材料性能数据库。
波纹板材料:301系列不锈钢,材料厚度0.6mm。
2)与南海力丰集团合作,开发了集装箱侧板产品,生产速度为18m/mim。
3)与南海力丰集团、长沙金迪集团合作,开发了钢波纹板桥涵制品,该生产线利用一套辊片,生产3mm、5mm和8mm三种厚度的波纹板,并利用弯曲专机实现波纹管分片装的制备。
3、钢波纹板在城市排水管道中的应用
近年来,随着城市化建设进程的加快,在现代的城市中城市排水设施也逐步得以完善,排水系统的排水能力和排水标准不断提高,但是因各种原因,在现代的城市排水系统中污水外溢现象还时有发生,所以如何提高排水系统的功能及防止排水管道堵塞,已成为一个重要问题摆在我们面前。
随着中国的经济迅速发展,城市化建设经常也明显加快,大量人口涌入城市,使得城市的排水需求不断增加,因此建立一个完善的城市给排水系统意义重大。
城市排水系统作为市政公用设施的重要组成部分同城市的市容环境和市民的生活有着密切关系。
近年来,中国灾难性天气频发。
究其原因是城市排水管道,作为城市污水和雨水排除处理的最基本的工程设置,在雨季没能发挥有效的排水作用,直接威胁到了整个城市人们的生活和生命财产安全。
传统的城市排水管道大多采用混凝土排水管材,基础不实,下沉不均匀,管道接口质量差,造价高,管径太小,容易发生堵塞和渗漏,排水能力太差。
而使用聚氯乙烯双壁波纹管材时,由于回填沟槽时填料中有较坚硬的石、砖等将管道破坏,甚至砸坏,造成泄漏。
面对传统混凝土管材存在的这些缺点,人们不得不把目光转向了钢波纹板结构管道上来,钢波纹板结构管道柔韧性好,强度高,造价低,施工工期短,生产效率高,易清污,抗腐蚀能力强,使用寿命可长达100年,这些钢波纹板所特有的优势完全可以帮助克服城市排水难题。
况且目前中国在应用钢波纹板结构管道上的技术已经趋于成熟,所以不存在技术问题。
另外,目前钢铁工业产能严重过剩,尤其是板卷材,如果把波纹板结构管道大量应用到城市排水管道中来,既解决了当下排污问题和钢铁产能过剩问题,又能造福子孙后代。