4-2 其它常用焊接方法
- 格式:ppt
- 大小:3.34 MB
- 文档页数:28
4 熔嘴电渣焊4.1 施工准备4.1.1焊接材料的准备:1.焊丝1)焊接前,应对焊丝进行检查,不得沾染尘土、油污。
否则须用焊丝除锈机除去才能使用。
2)焊丝未使用前,不得随意打开包装。
工作结束后,应将焊机上的焊丝加以遮盖保护。
打开的焊丝不得在露天过夜,以免受潮生锈。
2.焊剂焊剂在使用前必须烘干,烘干温度一般为熔炼焊剂(如HJ431、HJ430)250℃~300℃,烘烤时间为2小时。
3.熔嘴熔嘴不应有明显锈蚀和弯曲,使用前必须烘干,烘干温度一般为250℃,烘烤时间为1小时,在80℃左右存放和待用。
4.1.2焊接设备和工具的准备1.焊机:按焊接特点需要选择能满足焊接工艺参数的焊机,要求性能良好,便于操作。
2.按一定的程序将各部件组合起来,并接上电缆。
3.焊机接地要良好。
4.要配备有足够容量的电源。
5.焊机应安装在离墙和其它焊机等设备至少300mm以外的地方,使焊机使用时能确保通风良好;焊机不应安装在日光直射处,潮湿处及灰尘较多处。
6.熔嘴电渣焊常用的工具有:清渣工具和一些辅助工具。
4.2 操作工艺4.2.1操作工艺:熔嘴电渣焊的焊接参数主要有:装配间隙、熔嘴尺寸、送丝速度、焊接电流、电弧电压、焊接速度、渣池深度等。
(1)装配间隙:减小装配间隙可提高焊接速度,降低线能量,提高焊接接头的力学性能。
但过小的装配间隙,会因渣池太小而影响电渣过程的稳定。
通常采用的装配间隙为20~35mm,上部间隙比下部间隙稍大,一般每米间隙为1.5mm。
(2)熔嘴尺寸:常用的规格有Φ14mm×3mm、Φ12mm×4mm、Φ12mm×3mm、Φ10mm×3mm等多种。
(3)送丝速度:送丝速度过高会使焊缝表面粗糙,甚至产生裂纹,常用的送丝速度为200~300m/h。
造渣过程中选取200m/h为宜。
在焊接速度(υ)选定以后,可按下式计算送丝速度:V f = υ (F d - F g)/∑F式中F d—焊道金属的横截面积;F g—熔嘴截面积;∑F—全部丝极的总截面积。
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
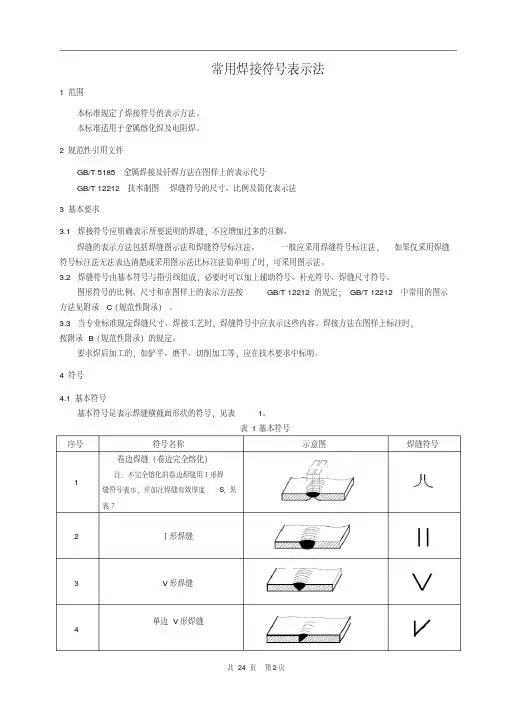
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
4焊缝符号4.1 基本符号4.1.1基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1常用基本符号序号角焊缝点焊缝I形焊缝Il V形焊缝单边V形焊缝1/6带钝边V形焊缝表1 (完)常用基本符号塞焊缝或槽焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时, 则技术图样中不做规定, 应由工艺人员在工 艺文件中予以明确。
4.2 辅助符号4.2.1辅助符号是表示焊缝表面形状特征的符号,见表序号 缝焊缝10 11 封底焊缝喇叭形焊缝单边喇叭形焊缝2。
4.3 补充符号4.3.1补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2当焊缝具有表3所列特征时,则必须标注相应的补充符号。
4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4焊缝尺寸符号442确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
443塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
5.1 指引线指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成, 两条基准线间隔为2b(b为视图轮廓线宽度),见图1。
基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直。
a)图2带单角焊缝的T型接头侧的工件,见图3。
b )必要时,允许箭头线弯折一次,见图b) 焊缝在非箭头侧:如图 2 (b)所示,即箭头线指在焊缝的背面。
5.1.2 箭头线的位置箭头线相对焊缝的位置一般无特殊要求,但是在标注■形焊缝时,箭头线应指向带有坡口一5.1.1焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上;葫头线<a)焊缝在箭头侧图3箭头线的位置5.2焊缝在图样上的表示5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a) 可见焊缝纵向可用2b〜2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5 (a);b ) 不可见焊缝纵向可用2b〜2.5b等粗的粗虚线表示,见图 5 (b);C ) 焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图 5 (C)。
中国科技期刊数据库 工业C2015年48期 99几种常用焊接方法的初探张海涛1张水利2张开强21.华电郑州机械设计研究院有限公司,河南 郑州 4500002.三门峡新华水工机械有限责任公司,河南 三门峡 472000摘要:本文简要介绍了目前几种焊接手段的工艺特点关键词:焊接;手工电弧焊;埋弧自动焊;CO2气体保护焊 中图分类号:TG457.14 文献标识码:A 文章编号:1671-5810(2015)48-0099-02最近十多年来,CO2气体保护焊得到广泛使用,在相当多的企业中,甚至忽略了手工电弧焊、埋弧半自动焊等其它焊接手段。
根据本企业多年来的生产实践经验,谈谈一点看法,供同行们参考。
1 手工电弧焊的工艺特点: 1.1 手工电弧焊的工艺优点:应用灵活 、方便,适用性强,焊缝成形美观;设备简单,特别适合于焊接短焊缝及埋弧半自动焊难以焊接的焊缝;对装配要求比其它焊接方法都低;采用手工电弧焊时,对焊件厚度原则上不受限制,但随着焊件厚度的增加,焊接缺陷也会增多。
1.2 手工电弧焊的工艺缺点:生产效率相对较低、劳动强度大(需不断地换焊条、焊后要敲渣);对焊工技术水平的依赖性强;焊接所产生的烟尘对焊工的身体健康影响大(如锰中毒)。
1.3 生产实践中易发生的焊接缺陷: 焊缝外观缺陷:咬边、挂瘤、表面气孔、未填满、烧偏、焊缝不均、焊宽不足、焊缝余高过大 等;焊缝内部缺陷:气孔、夹渣、裂纹、未焊透等。
2 埋弧半自动焊的工艺特点: 2.1 埋弧半自动焊的工艺优点:适合于焊件厚度大于4毫米以上的低碳钢、低合金钢、不锈钢等的焊接,特别适合于长焊缝的平焊及船型焊;埋弧半自动焊的焊接电流较大,熔敷速度及熔透能力大,焊接生产率比手工电弧焊高得多。
2.2 埋弧半自动焊的缺点:不能进行空间位置、薄板和短焊缝的焊接。
2.3 生产实践中易发生的焊接缺陷:焊缝外观缺陷:咬边、表面气孔、未填满、烧偏、焊宽不足、焊缝余高过大 等;焊缝内部缺陷:气孔、夹渣、裂纹、未焊透等。

三层四道焊接方法1.引言1.1 概述概述三层四道焊接方法是一种常用的焊接工艺,通过在焊接材料上建立三层焊道和四个相邻焊缝,以增强焊接接头的强度和稳定性。
该方法在多个领域有着广泛的应用,特别是在结构工程、建筑工程和船舶制造等行业中。
三层四道焊接方法的原理是在焊接接头中设置三层焊道,分别为填充层、隔离层和保护层。
通过控制焊接参数和合理选择焊接材料,可以实现焊接接头的高强度、高质量和高耐久性。
此外,通过设置四个相邻焊缝,能够增加焊接接头的稳定性和抗剪强度。
三层四道焊接方法在结构工程中广泛应用,例如钢结构和桥梁的焊接。
它可以提高焊接接头的承载能力和抗震性能,以满足复杂工程项目的要求。
在建筑工程中,该方法可以用于焊接楼梯、扶手和安全网等构件,提供了更可靠和持久的连接方式。
此外,三层四道焊接方法还被应用于船舶制造领域,用于焊接船体结构和船舶设备,提高船舶的安全性和稳定性。
虽然三层四道焊接方法具有许多优点,但也存在一些局限性。
首先,该方法对焊接操作和技术要求较高,需要专业的工艺人员进行操作。
此外,焊接过程中的热应力问题和焊接变形也需要得到合理的控制。
另外,三层四道焊接方法的应用范围有限,更适用于对焊接强度和稳定性要求较高的工程项目。
未来,随着焊接技术的发展和工艺的改进,三层四道焊接方法有望在更多领域得到应用。
通过进一步研究和改进,可以提高焊接接头的强度和质量,降低焊接变形和热应力问题,推动该方法在工程实践中的广泛应用。
1.2 文章结构文章结构部分的内容应包括以下内容:本文将以三层四道焊接方法为主题进行论述。
文章主要分为引言、正文和结论三个部分。
引言部分将对三层四道焊接方法进行概述,介绍其定义和原理,并阐述本文的目的。
该部分将为读者提供对三层四道焊接方法的基本了解,并引起读者对该方法的兴趣。
正文部分将进一步深入讨论三层四道焊接方法。
其中,2.1节将详细阐述三层四道焊接方法的定义和原理,包括其工作原理、焊接过程和关键参数等内容,以帮助读者全面理解这一技术。
20083138激光软钎焊技术在高密度封装器件无铅 连接中的应用/张昕…//焊接.-2007(11):21 ̄26 介绍了激光软钎焊技术的原理及特点,分析了激 光软钎焊技术在高密度封装器件元铅连接中的应用 优势。由于激光软钎焊技术具有局部加热、快速加 热、快速冷却的特点,在高密度封装器件的无铅钎焊 时,能够显著改善无铅钎料的润湿性能,细化无铅焊 点的微观组织,提高无铅焊点的力学性能,因此激光 软钎焊技术在高密度封装器件(如四边扁平封装器件 以及球栅阵列封装器件)的无铅连接中有着广阔的应 用前景。图5参29 20083139矩形片式电阻元件的半导体激光软钎焊 技术/韩宗杰…//焊接学报.一2007,28(11):49 ̄52 采用SmAg-Cu作为钎焊材料,研究了矩形片式 电阻元件的半导体激光软钎焊技术,采用微焊点强度 测试仪研究了其力学性能。结果表明,当激光钎焊时 间固定时,随着激光输出功率的增加,电阻焊点的剪 切力呈现增加的趋势,在某一功率左右达到最大值。 随着激光钎焊时间的增加,其所对应的最佳激光输出 功率逐渐减小,最佳的激光钎焊时间为1 S。对比试 验结果表明,激光软钎焊的最佳工艺参数组合所得到 的片式电阻焊点力学性能优于采用传统红外再流焊 工艺所获得的片式电阻焊点的力学性能。图4表1 参10 20083140高纯氧化铝与金属铌的活性钎焊/丁敏 …//清华大学学报:自然科学版.-2007,47(11):1949 ~1952 为了研究高纯氧化铝陶瓷与金属Nb的直接钎 焊,采用AgCuTi活性钎料,研究了钎焊温度和钎料 中的钛含量对接头组成、界面反应以及接头剪切强度 的影响。钎焊温度在825~900℃范围变化时,对接 头强度的影响不明显,但温度超过900℃强度降低。 钎料中钛的质量分数为1 和2 时,接头的强度基 本相同;含量为3 时,剪切强度明显降低。当钛的 质量分数为2 ,钎焊温度为850℃,保温时间为2O min时,接头剪切强度接近100 MPa。接头陶瓷一侧 界面反应产物主要为Cu3Ti ̄O和Ti的氧化物,较高 温度时反应层中生成的过多Ti20可能是导致接头强 度显著降低的一个重要因素。图5表3参11 22 20083141 Sn-9Zn无铅钎料合金的压蠕变行为研究/ 曾明…//铸造技术.一2007,28(11):1506 ̄1509 试验研究了Sn-9Zn合金钎料在温度为40 ̄100 ℃和压力为9.3~18.6 a范围内的压蠕变行为。 结果表明:随温度和应力的升高,合金的压蠕变量增 大,稳态蠕变速率的对数分别与应力对数和温度呈较 好的线性关系,稳态蠕变速率符合半经验公式。在不 同的温度下,应力指数 相近,平均值为5.74;不同的 应力下,表观激活能Qa相差不大,平均值为51.95 kJ/mol,材料结构常数为0.03,压蠕变变形是位错滑 移和位错攀移共同作用的结果,控制稳态蠕变速率的 主要因素为位错管道扩散过程控制下的位错攀移。 图6表1参12