浮选机的选择与计算
- 格式:doc
- 大小:57.50 KB
- 文档页数:2
浮选机的选择与计算标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]浮选机的选择与计算(一)浮选机选择浮选机类型、规格的选择与给矿性质(矿石密度、粒度、含泥量、可浮性等)、选矿厂规模、系列数、流程结构等因素有关。
选择时,应注意以下几个问题。
(1)矿石性质及选别作业要求:对粒度粗或密度大的给料,应优先考虑浮选机的悬浮能力,即槽内矿浆循环性能。
有时会遇到下列反常情况:含泥量高,矿泥进入泡沫造成槽内产品浓度逐槽升高,造成驱动功率不足和停机后难于再行启动。
此时,应优先选择浅槽、搅拌能力很强的浮选机,如瓦曼浮选机、环射式浮选机等。
在槽内产品密度大,粒度粗的情况下,也是这样。
在一般情况下,各种型号的选矿用机械搅拌浮选机均能适应浮选的粒度要求。
一般说来,浮选机的充气量是可调节的,能适应粗选、精选作业的不同需要,设计者关心的主要是最大空气量和泡沫层的稳定性。
(2)根据矿浆流量合理地确定浮选机规格:大型浮选机具有节省电力和占地面积、减少自动控制的测量仪表与执行机构的数量等优点,应优先采用。
但是,每一作业的浮选机台数应合理地确定,通常精选不少于两槽,粗、扫选不少于4~6槽。
由此计算出必须的单槽容积,确定浮选机规格。
(3)磨损零件的寿命及磨损后的搅拌能力和充气量变化。
尽管浮选柱特别是微泡浮选柱的性能优越,目前机械搅拌浮选机仍占统治地位,其中芬兰研制的奥托昆普(Autokomp)OK型浮选机以及美国研制的威姆科1+1、丹佛D--R、阿基泰尔等三种浮选机占据优势,已在世界各国流行。
在我国,JJF型和XJQ型、CHF型、Bs--X型和XJC型,KYE型和BS--K型等三类浮选机已经系列化、大型化。
它们必将取代我国生产的XJ型(或称A型、XJK) 型)浮选机。
为改造现有生产中的XJ型浮选机,北京矿冶研究总院研制成功XJ型浮选机。
该机充分利用XJ型浮选机的槽体、刮板和刮板传动部Z件、电机和电机架部件、给矿箱、尾矿箱及泡沫槽等零件,更换主轴部件,成为不吸浆、自吸气的新型浮选机。
国内外常用浮选机综述及其设计选型中应注意的问题陈名洁;尤腾胜;孙明俊;罗良烽【摘要】主要介绍了国内外常见浮选机各自的特点以及在工业中的应用情况,从设计选型角度提出了应注意的问题.【期刊名称】《中国矿山工程》【年(卷),期】2018(047)002【总页数】5页(P31-35)【关键词】浮选机;机械搅拌式;充气式;选型【作者】陈名洁;尤腾胜;孙明俊;罗良烽【作者单位】中国恩菲工程技术有限公司,北京100038;中国恩菲工程技术有限公司,北京100038;中国恩菲工程技术有限公司,北京100038;中国恩菲工程技术有限公司,北京100038【正文语种】中文【中图分类】TD4561 前言在选矿工艺中,浮选是最为重要亦是应用最为广泛的工艺,而浮选工艺中浮选机是应用最多的选矿设备。
进入21世纪以来,大型化和高效化成为浮选设备最为显著的特点。
目前,国内浮选机厂家应用比较广泛的以北京矿冶研究院为主,国外的常用浮选机厂家主要以Outotech、FLSmidth及Metso等为代表。
浮选机的种类从充气方式来说,可分为机械搅拌自吸式浮选机和机械搅拌外充气式浮选机。
从工程设计角度考虑,对于充气量不大的易选浮选工艺,可选用机械搅拌自吸气的浮选机;中、小型选矿厂比较适宜采用配有吸浆槽的机械搅拌充气式浮选机或者机械搅拌自吸气浮选机;而对于大型、特大型选矿厂浮选流程中的粗扫选作业,则比较适宜选用机械搅拌外充气式浮选机[1]。
2 机械搅拌外充气式浮选机机械搅拌外充气式浮选机配有机械搅拌装置,同时还需要利用鼓风机强制鼓入空气。
其搅拌装置主要起气流分布和矿浆搅拌的作用,通过外部风机强制压入空气,矿浆充气和矿浆搅拌是各自独立的。
与机械搅拌自吸式浮选机比,其优势主要表现为:可根据需要调节充气量且易于操作,可有效提高浮选机的选别指标,还能提高浮选机的处理能力;因其独特的叶轮不吸气的原因,叶轮的转速慢、磨损和安装功率低;对于易脆性矿物不容易泥化;其最大的缺点是需额外配置鼓风机为其吹入空气[2]。
全截面气升式浮选机与传统所需装功率对比计算书计算总说明:1、所有浮选机选型所需容积均以常规金矿为例,设备均是为搅拌浮选部分。
传统浮选机采用的是常规金矿浮选流程为一次粗选、二次扫选、二次精选,新浮选机采用的是一次粗选、一次扫选、一次精选,但是所需的浮选机容积,即浮选时间基本相同,因此具有可比性。
另外,考虑到新浮选机配套的搅拌槽承担着扫选和精选中间产品的循环作用,因此其搅拌槽选型一般要大一些。
2、全截面气升式浮选机所需风机风量和风压的基本参数分别为(均已适当考虑了余地):①风量:风量Q=1.2m3/m2.min×S m2式中Q为所需风机风量,m3/min;S为浮选机截面积m2。
②风压:风压P=1.5×g Xρ×H1(所需浮选机高度-0.8)式中P为所需风机风压,kpa;g值取10;ρ为矿浆密度取1.25;则本计算书风压P=18.75*H13、本计算书中计量单位为:直径和高度均为米;面积为米2;容积为米3;风量为米3/分钟;风压为Kpa;功率为kw。
一、常规120~150t/d金矿浮选1、全截面气升式浮选机浮选机选择粗选XQF∮1200×6400一台,扫选XQF∮1200×5800一台,精选XQF∮1000×5200一台;粗选+扫选的浮选机总容积为13.8m。
粗扫选总容积为13.8m³,相当于常规120~150t/d金矿浮选厂所需浮选机的容积。
总充气量为3.65m3/min,风压为105Kpa,从而选择风机型号为TRRC-100 风量为5.19m3/min,风压为107.8Kpa 功率为18.5KW。
2、采用传统浮选机若采用传统的SF型浮选机,需粗选SF-1.2 五台,一次扫选SF-1.2 四台,二次扫选SF-1.2 三台,一次精选SF-0.7 两台,二次精选SF-0.7 一台;粗选+扫选浮选机总容积为14.4 m³。
3、所需装机功率对比:(82.7-29)/82.7=53.7/82.7=65%即采用全截面气升式浮选机与采用传统的SF型或BF型浮选机相比,装机功率减少了65%。
浮选设备的选择应用和计算浮选设备是一种重要的矿石分离设备,广泛应用于选矿工业中。
该设备通过气泡的吸附作用将矿石中的有用矿物与废石分离,从而达到提高有用矿物回收率的目的。
本文将重点介绍浮选设备的选择应用和计算。
1.矿石类型和性质:不同的矿石类型和性质对浮选设备的选择有一定的要求。
常见的矿石类型包括金属矿石、非金属矿石和有机物矿石等。
在选择浮选设备时,需要考虑矿石的硬度、粒度、浊度、含杂质和有用矿物的特性等因素,以确定适合的浮选设备类型和规格。
2.处理能力和回收率要求:根据处理能力和回收率的要求选择合适的浮选设备是至关重要的。
处理能力是指设备单位时间内能够处理的矿石量,回收率是指从原料中提取出的有用成分占总含量的比例。
根据不同的处理能力和回收率要求,可以选择不同规格和型号的浮选设备。
3.运行成本和经济效益:在选择浮选设备时,还需要考虑设备的运行成本和经济效益。
运行成本主要包括设备购买费用、维修费用、能耗费用和人工费用等。
经济效益主要包括有用矿物的回收率和销售价值等。
需要综合考虑这些因素,选择性价比较高的浮选设备。
4.工艺流程和技术要求:不同的工艺流程和技术要求对浮选设备的选择也有一定的影响。
一般来说,浮选设备的选择应与整个工艺流程和技术要求相匹配,以确保分离效果和产品质量的要求。
1.设备容量计算:设备容量是指单位时间内设备能够处理的矿石量。
设备容量的计算通常基于矿石的粒度、浮选床的尺寸和床数、进料浓度和浮选时间等因素。
根据这些数据,可以利用经验公式或者试验数据进行计算。
2.浮选回收率计算:浮选回收率是指从原料中提取出的有用成分占总含量的比例。
浮选回收率的计算通常基于进出料中有用成分的浓度差和质量差。
根据这些数据,可以利用浮选工艺公式或者试验数据进行计算。
3.功率需求计算:浮选设备的功率需求是指设备运行过程中所需的能量。
功率需求的计算通常基于设备的运行时间、设备的运行模式、设备的电动机功率和设备使用的气体压力等因素。
1.矿石性质及选别作业要求对粗粒和比重大的矿石,一般采用高浓度浮选方法来降低矿粒的
沉降速度,减少矿粒沉积。
因此,宜选用高能量的机械搅拌式浮选机。
这种浮选机传送矿浆
速度快,搅拌能力强,停机后也易于启动。
低品位硫化矿浮选过程中,低速充气对选别效果
较为有利。
在浮选过程中易于产生粘性泡沫的矿石则应选择充气量较大的浮选机。
精选作业
在于提高精矿品位,泡沫层应该薄一些,为更好地分离出脉石创造条件,因此精选作业应与
粗选、扫选作业的浮选机有所区别。
2.根据矿浆流量合理选择浮选机规格为保证选别效果,必须保证每个浮选槽内矿浆有一定的
停留时间,时间过短和过长都会造成有用矿物的流失,因此浮选机规格必须与选矿厂规模相
适应。
3.通过技术经济比较确定浮选机的规格与数量在方案比较中,一般应在选别指标、经营费用、操作管理、维护检修方面进行全面比较,但应以选别指标为主导因素。
4.注意设备制造质量及备品、备件的供应情况。
机械搅拌式浮选机所需要的槽数,按下式进行计算:
式中 n——某作业所需浮选机的槽数,台;
V1——浮选机的有效容积,米3;
t——该作业的浮选时间,分;
δ——矿石比重,吨/米3;
K——矿浆浓度,%;
Q——处理矿量,吨/日。
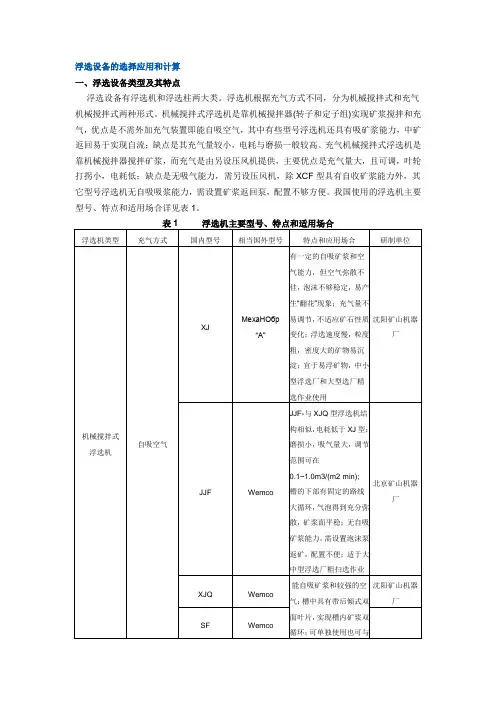
浮选设备的选择应用和计算一、浮选设备类型及其特点浮选设备有浮选机和浮选柱两大类。
浮选机根据充气方式不同,分为机械搅拌式和充气机械搅拌式两种形式。
机械搅拌式浮选机是靠机械搅拌器(转子和定子组)实现矿浆搅拌和充气,优点是不需外加充气装置即能自吸空气,其中有些型号浮选机还具有吸矿浆能力,中矿返回易于实现自流;缺点是其充气量较小,电耗与磨损一般较高。
充气机械搅拌式浮选机是靠机械搅拌器搅拌矿浆,而充气是由另设压风机提供,主要优点是充气量大,且可调,叶轮打拐小,电耗低;缺点是无吸气能力,需另设压风机,除XCF型具有自收矿浆能力外,其它型号浮选机无自吸吸浆能力,需设置矿浆返回泵,配置不够方便。
我国使用的浮选机主要型号、特点和适用场合详见表1。
浮选柱属无机械搅拌空气式浮选设备,结构简单、制造安装容易、占地面积小。
但由于无机械搅拌装置,在浮选粗颗粒、大密度矿物时,难以上浮,选别效果较差;充气器易堵塞,难于操作和控制;设备高度磊,且对大型浮选柱的事故处理设施比较复杂。
目前国内浮选主要用于矿物组成简单、品位较高、易浮选硫化矿石的浮选。
二、浮选设备的选择浮选设备的选择除考虑设备性能、特点外,还必须使其与矿石性质、选矿厂规模、浮选作业性质等相适应。
该设备的选择一般要求如下:(1)大中型选矿厂的粗选作业一般应选用机械搅拌式或充气机械搅拌式浮选机。
对易选矿石且要求充气量不大时,宜选用机械搅拌式浮选机,如XJQ型、JJF型、SF型或SF-JJF 组合型浮选机;对较难选矿石且要求充气量较大时,宜选用充气机械搅拌式浮选机,如CHF-X型、BS-K型、XJC型浮选机以及BS-K型、KYF型、XCF-KYF型组合浮选机。
后三种型号浮选机尤其适用于粒度、大密度矿物的浮选。
(2)精选作业泡沫层厚,不需要较大的充气量,一般可选用充气量较小的浮选机。
(3)对小型选矿厂,减少辅助设备,便于设备配置,方便操作与维修,一般可选用有自吸矿浆能力的机械搅拌式浮选机。
浮选机的选择与计算(一)浮选机选择浮选机类型、规格的选择与给矿性质(矿石密度、粒度、含泥量、可浮性等)、选矿厂规模、系列数、流程结构等因素有关。
选择时,应注意以下几个问题。
(1)矿石性质及选别作业要求:对粒度粗或密度大的给料,应优先考虑浮选机的悬浮能力,即槽内矿浆循环性能。
有时会遇到下列反常情况:含泥量高,矿泥进入泡沫造成槽内产品浓度逐槽升高,造成驱动功率不足和停机后难于再行启动。
此时,应优先选择浅槽、搅拌能力很强的浮选机,如瓦曼浮选机、环射式浮选机等。
在槽内产品密度大,粒度粗的情况下,也是这样。
在一般情况下,各种型号的选矿用机械搅拌浮选机均能适应浮选的粒度要求。
一般说来,浮选机的充气量是可调节的,能适应粗选、精选作业的不同需要,设计者关心的主要是最大空气量和泡沫层的稳定性。
(2)根据矿浆流量合理地确定浮选机规格:大型浮选机具有节省电力和占地面积、减少自动控制的测量仪表与执行机构的数量等优点,应优先采用。
但是,每一作业的浮选机台数应合理地确定,通常精选不少于两槽,粗、扫选不少于4~6槽。
由此计算出必须的单槽容积,确定浮选机规格。
(3)磨损零件的寿命及磨损后的搅拌能力和充气量变化。
尽管浮选柱特别是微泡浮选柱的性能优越,目前机械搅拌浮选机仍占统治地位,其中芬兰研制的奥托昆普(Autokomp)OK型浮选机以及美国研制的威姆科1+1、丹佛D--R、阿基泰尔等三种浮选机占据优势,已在世界各国流行。
在我国,JJF型和XJQ型、CHF型、Bs--X型和XJC型,KYE型和BS--K型等三类浮选机已经系列化、大型化。
它们必将取代我国生产的XJ型(或称A型、XJK) 型)浮选机。
为改造现有生产中的XJ型浮选机,北京矿冶研究型浮选机。
该机充分利用XJ型浮选机的槽体、刮板和刮板传动部件、电总院研制成功XJZ机和电机架部件、给矿箱、尾矿箱及泡沫槽等零件,更换主轴部件,成为不吸浆、自吸气的新型浮选机。
它的叶轮寿命比XJ型的延长3~4倍,且充气量增大,泡沫层稳定。
浮选设备选型计算浮选设备在矿石选矿过程中起到了至关重要的作用,能够通过对矿石进行浮选,分离出有价值的矿物。
浮选设备的选型计算是指根据矿石的性质和选矿工艺要求,确定使用何种类型的浮选设备进行矿石的处理。
选型计算需考虑矿石特性、选矿工艺要求、设备能耗以及设备性能等因素。
首先,选型计算需要了解矿石的性质。
包括矿石的种类、矿石的粒度分布、矿石的矿物组成、矿石的浮选特性等方面。
这些参数可以通过取样和实验室分析来获取。
例如,对于粒度较小的矿石,应选择适合细粒浮选的设备;对于含有难选矿物的矿石,需要选择能够提高浮选选择性的设备。
其次,选型计算还需要考虑选矿工艺要求。
选矿工艺要求包括选矿指标、回收率、品位等方面。
选取合适的浮选设备,能够满足这些选矿工艺要求。
例如,对于精矿回收率要求高的矿石,应选择具有高回收率的浮选设备;对于品位要求高的矿石,应选择能够提高矿石品位的设备。
第三,选型计算还需考虑浮选设备的能耗。
浮选设备的能耗对选矿过程的经济性和环境影响有着重要的影响。
因此,在选型计算中,需要评估各种浮选设备的能耗水平,选择能够达到较高浮选效果的设备,并且能耗较低的设备。
最后,选型计算还需要考虑设备性能。
浮选设备的性能直接影响了选矿效果。
设备性能包括浮选设备的处理能力、选矿效果、维护保养等方面。
在选矿计算中,需要评估各种浮选设备的性能参数,选择能够满足选矿工艺要求,并具有较好性能的设备。
综上所述,浮选设备的选型计算是一个综合考虑矿石性质、选矿工艺要求、设备能耗和设备性能等因素的过程。
通过科学合理地进行选型计算,可以选择到合适的浮选设备,满足选矿过程的要求,达到良好的选矿效果。
浮选机工作流程计算在选矿厂设计时,浮选流程计算的目的在于确定各作业中各产物的质量与数量。
在日常生产中,流程计算的目的是了解生产过程的详情,发现薄弱环节,换言之,进行过程分析。
选矿厂设计的流程计算,通常是根据浮选试验报告提供的数据,参照同类矿山的生产经验,确定一定数目的原始指标(品位、产率、回收率等),列出一组平衡方程式,其数目与未知数相等,然后求解未知数。
现厂生产流程的计算的原始指标则是大量的完整的生产检测数据,这些数据是在流程查定工作中事先安排而收集到的。
有用数据的数目远超过未知数的数目。
手工计算时,凭借计算者的经验,判定那些是比较准确的数据,保留下来,代入平衡方程式,其余的便抛弃了。
!"年代,国外成功地开发了用于选矿流程计算的计算机程序,习惯上称为物料平衡程序包。
#"年代初期,我国开始了这方面的研究,研究成果可分为三类:($)设计用计算机程序;(%)流程查定用物料平衡程序包;(&)通用的物料平衡程序包,既可用于流程查定,又可用于设计。
中南工业大学矿物工程系开发的’()**+,-程序包属于第&类。
现以这个程序包为例,说明物料平衡程序包的设计与应用。
第一节物料平衡程序包的数学原理!用有向图衷示选矿流程选矿流程可以抽象为有向图。
有向图的支路或边表示选矿过程的物料传输,称为料流(即习惯上所称的“产物”);有向图的结点表示选矿设备,或者是物料传输的汇集点及分散点。
例如:图"#$#%的浮选流程可以用图"#$#&的有向图表示。
图"#$#%德兴铜选厂新一号系统示意图图"#$#&图"#$#%所示流程的有向图’流程拓扑矩阵早期开发的物料平衡程序包用关联矩阵描述选矿流程。
所构成的矩阵有!(结点数)行,"(料流总数)列;用(,#%,)%分别表示料流与结点不相关、流入节点,自节点流出。
实际上,在大流程中多数结点与多数料流是不相关的,引用柘扑矩阵,则只有!行,表示与结点%相联的第&条料流的标号,#列,#等于有向图的最大度。
882021年12月下 第24期 总第372期工艺设计改造及检测检修China Science & Technology Overview0.引言浮选是煤泥分选的有效方法,各种浮选机广泛应用于选煤生产中。
随着煤炭市场的需求,洁净煤灰分含量不断降低,浮选洁净煤灰分含量较高,已成为制约选煤厂洁净煤产率和经济效益提高的重要因素。
由于浮选根据矿物表面性质的不同分离目标矿物和杂质,很难进一步降低浮选精煤的灰分含量。
近年来,工业上应用的柱浮选技术和设备采用旋流-静态微气泡分离原理,辅以喷淋水,使浮选精煤的灰分含量进一步降低1~2个百分点。
根据振荡浮选原理和相似理论,研制了高选择性浮选机,显著提高了浮选效果。
1.浮选中的细泥污染机理浮选细矿精煤产品受到大量高灰分优质细泥的严重污染,其原因根源主要在于浮选精矿精煤产品通过液流中富含亲水金属矿物的细碎机械废水输送,是生产浮选精煤过程中常见的污染现象。
细泥废水污染主要分为有多种污染作用及其机理:细碎机械细泥夹带、细碎粗泥污水覆盖、颗粒团聚等。
机械进料夹带一般是主要安装形式之一,机械夹带是指亲水性脉石矿物(高灰分颗粒)。
夹带程度取决于进料粒度、矿物成分、浓度、粘度、水回收率和许多工艺变量。
通过对浮选过程的分析,研究并提出了夹带机理[1]。
1.1 亲水性颗粒的浮选过程在亲水性颗粒的浮选过程中,气泡由气泡聚合物携带。
气泡以气泡聚合物的形式漂浮:多个矿化气泡形成气体絮体,它们之间的空隙充满泥浆,粘附在气泡上的颗粒在气泡浮力的作用下漂浮在泡沫层上。
填充在矿浆气泡泡沫间隙层层中的各种矿浆气泡处于一种动态平衡运行状态:旧的矿浆在各种重力相互作用下不断浸泡排出,新生的矿浆不断得到补充。
矿浆水膜之间的相互作用粘附和矿浆气泡的横向翻转共同作用形成一个具有快速浸泡排出气泡功能的“过滤絮体”。
所以当这些气泡泡沫聚合物快速上升和停止漂浮时,就像一些矿浆通过海水过滤过的介质一样,一些亲和疏水性非具有目标性的矿物分子颗粒就会被困在气泡聚合物中以快速提升和停止漂浮,形成一个机械性的夹带并将这些高灰分矿物颗粒快速输送至矿浆泡沫间隙层。
第三章工艺设备的选型与计算设备选型与计算是选煤厂的重要步骤。
选型的好坏,不光体现设计人员和设计本身的水平,更重要的是关系到选煤厂投产后的生产效率。
近年来,我国选煤设备发展迅猛,设备的品种、规格每繁多,国产的、引进的、仿制的应有尽有;随着科学技术的发展和入选量增大,选煤设备向大型化、高效化方向发展;由于地方小煤矿的崛起,各种小型的、成套的选煤设备也随之发展起来。
这使设备选择的范围更宽,但难度也相应增大。
这就需要更好地了解各种设备的性能及适用条件,正确计算与选型。
第一节工艺设备选型与计算的原则和规定一、设备选型与计算的任务及原则设备选型与计算的任务是根据己经确定的工艺流程及各作业的数、质量,并考虑原煤特征和对产品的需求,选出适合生产工艺要求的设备型号与台数,从而使选煤厂投产后达到设计所要求的各项生产指标。
设备选型时应注意以下几项原则:①所选设备的型号与台数,应与所设计厂型相匹配,尽量采用大型设备,充分考虑机组间的配合,使设备与厂房布置紧凑,便于生产操作。
②所选设备的类型应适合原煤特征和产品质量要求。
③做到技术选进、性能可靠,应优先选用高效率、低能耗、成熟可靠的新产品。
④经济实用,综合考虑节能、使用寿命和务品备件等因素,尽可能选用同类型、同系列的设备产品,以便于检修和备件的更换。
优先选用具有“兼容性”的系列设备,便于新型设备对老型设备的更换,也便于更新和改扩建。
⑤在设备选用的过程中,要贯彻国家当前的技术经济政策,考虑长远规划。
设备招标应考虑性能价格比,切忌一味追求低价格。
⑥噪声小于85dB.二、设备生产能力与台数的确定原则1.设备的生产能力的确定原则在设计中常用的确定设备能力的方法有:单位负荷定额、产品目录保证值以及理论计算公式或经验公式。
①单位负荷定额单位负荷定额是根据现场相似设备在较长时期使用过程中,取得的经验统计数据。
它比较接近实际,多数情况下较为可靠。
在计算设备生产能力是,常用单位容积、单位面积、单位长度或单位时间等单位负荷指标进行计算。
浮选设备的选择与计算1.基础数据选别流程见图,矿浆流程见图,从中归纳的与选别设备选择与计算有关的基础数据见表6-14。
表6-14 与选别设备选择与计算有关的基础数据2.设备选择的思路①混合粗选部分这部分的主要任务是最大限度地回收钼和硫,扔掉大量的尾矿,所以要求矿粒和气泡碰撞的机会多,矿浆循环性能好,泡沫区稳定等。
北京矿冶总院和中国有色院研制的XCF型和KYF型浮选机,除具有以上优点外,还有充气量大,气体弥散均匀,能耗低等优点,所以我们选择了该类设备作为混合粗选的设备。
②分离浮选和硫循环部分这部分设备的任务有两个,一是得到合格的硫精矿,二是对钼循环的扫选,本该选小型号的其它类型浮选机,考虑前面XCF型和KYF型浮选机的压气机已存在,能兼顾本系统给气,效果总比自吸式好,所以也选XCF型和KYF型浮选机。
③钼循环部分钼和硫相比,钼的价值高,在保证品位的前提下,提高钼的回收率,对企业意义较大。
由于此时钼的粒度已很细(约38μm),附着力弱,需要附着的时间长,浮选柱能满足这些需要,所以就选择了浮选柱3.选别设备的计算和选择①所用公式:V=Wm*t/k=Wh*t/(60*k)= Wh*t/(60*0.8)= Wh*t/48m3②计算与选择过程混合粗选: V1=504.96*12/48=126.24 m3选XCF-16,2台; KYF-16,7台;共144 m3 混合扫选Ⅰ:V2=501.16*10/48=104.41 m3选XCF-16,2台; KYF-16,6台;共128 m3 混合扫选Ⅱ:V3=475.52*10/48=99.07m3选XCF-16,2台; KYF-16,6台;共128 m3 混合精选Ⅰ:V4=44.02*4/48=3.67 m3选BF-1.2, 4台;共4.8m3分离浮选: V6=52.62*5/48=5.48 m3选BF-1.2, 6台;共7.2m3 硫精选Ⅰ: V7=53.13*4/48=4.43m3选BF-1.2, 5台;共6.0m3 硫精选Ⅱ: V8=44.67*4/48=3.72 m3选BF-1.2, 4台;共4.8m3钼精选Ⅰ:选Φ1500x12000浮选柱 1 台,配XB2000搅拌槽1台钼精选Ⅱ:选Φ1200x12000浮选柱 1 台,配XB2000搅拌槽1台钼精选Ⅲ:选Φ1000x12000浮选柱 1 台,配XB2000搅拌槽1台钼精选Ⅳ:选Φ1000x12000浮选柱 1 台,配XB2000搅拌槽1台4.压风机部分选XCF和KYF浮选机配套专用鼓风机CJ100-1.31二台。
洗选煤厂分选设备的选型与计算选煤厂产品数质量主要是通过分选设备来完成的,选煤方法是制定选煤厂工艺流程的核心问题,而分选设备是实现选煤方法的重要途径,故此,合理选用分选设备显得尤其重要。
分选设备主要有∶跳汰机、重介分选机、选煤槽、摇床和浮选机等,现主要介绍跳汰机、浮选机的选型与计算。
一、跳汰机跳汰机型号繁多,从床层脉动方法区分,分机械脉动和空气脉动两种。
在选煤厂机械脉动活塞式跳汰机使用得较少,简易小厂往往选用。
目前,大中型选煤厂广泛选用的是空气脉动无活塞式跳汰机,按其空气室的位置不同,又分为筛侧空气室跳汰机和筛下空气室跳汰机。
1)筛侧空气室跳汰机国产筛侧空气室无活塞跳汰机有WT、LTG和LTW三种系列。
WT系列分块煤跳汰机(WT-8K、WT-10K)和末煤跳汰机(WT-10M、WT-16M)各两种,末煤跳汰机也可作不分级煤(50~0mm)混合入选。
LTW系列中有 LTW-M12.6和LTW-15两种型号,均属末煤跳汰机。
LITG系列目前只有LTG-15型,是混合入选的跳汰机。
2)筛下空气室跳汰机筛下空气室跳汰机目前有两个系列。
一是 LTX系列,生产中使用的主要有LTX-8型、LTX-14型、LTX-35型等几种,另系列是 SKT系列,该系列跳汰机采用独特的 U形振机体,立式滑动数控风阀,无溢流堰浮动闸门和筛下压力电容液位计作为床层传感器的连续自动排料装置,其样机有 SKT-24型三段四产品 24m²跳汰机,该机可分选最难选煤时,处理能力为250T/h,分选不完善度I=0.15~0.20,也可用于分选不分级原煤和块、末煤。
两段三产品系列有6、8、10、12、14和20m²等SKT系列跳汰机,目前推荐该系列跳汰机为新建和改建选煤厂的首选机型。
筛下空气室跳汰机,具有结构紧凑重量轻、占地面积小等特点,有利于设备向高效大型方向发展。
虽然,国外将筛侧式跳汰机采用背靠背式安装,但体积仍然过于庞大。
浮选机的选择与计算
(一)浮选机选择
浮选机类型、规格的选择与给矿性质(矿石密度、粒度、含泥量、可浮性等)、选矿厂规模、系列数、流程结构等因素有关。
选择时,应注意以下几个问题。
(1)矿石性质及选别作业要求:对粒度粗或密度大的给料,应优先考虑浮选机的悬浮能力,即槽内矿浆循环性能。
有时会遇到下列反常情况:含泥量高,矿泥进入泡沫造成槽内产品浓度逐槽升高,造成驱动功率不足和停机后难于再行启动。
此时,应优先选择浅槽、搅拌能力很强的浮选机,如瓦曼浮选机、环射式浮选机等。
在槽内产品密度大,粒度粗的情况下,也是这样。
在一般情况下,各种型号的选矿用机械搅拌浮选机均能适应有色金属浮选的粒度要求。
一般说来,浮选机的充气量是可调节的,能适应粗选、精选作业的不同需要,设计者关心的主要是最大空气量和泡沫层的稳定性。
(2)根据矿浆流量合理地确定浮选机规格:大型浮选机具有节省电力和占地面积、减少自动控制的测量仪表与执行机构的数量等优点,应优先采用。
但是,每一作业的浮选机台数应合理地确定,通常精选不少于两槽,粗、扫选不少于4~6槽。
由此计算出必须的单槽容积,确定浮选机规格。
(3)磨损零件的寿命及磨损后的搅拌能力和充气量变化。
尽管浮选柱特别是微泡浮选柱的性能优越,目前机械搅拌浮选机仍占统治地位,其中芬兰研制的奥托昆普(Autokomp)OK型浮选机以及美国研制的威姆科1+1、丹佛D--R、阿基泰尔等三种浮选机占据优势,已在世界各国流行。
在我国,JJF型和XJQ型、CHF型、Bs--X 型和XJC型,KYE型和BS--K型等三类浮选机已经系列化、大型化。
它们必将取代我国生产的XJ型(或称A型、XJK) 型)浮选机。
为改造现有生产中的XJ型浮选机,北京矿冶研究总院研制成功XJ Z型浮选机。
该机充分利用XJ型浮选机的槽体、刮板和刮板传动部件、电机和电机架部件、给矿箱、尾矿箱及泡沫槽等零件,更换主轴部件,成为不吸浆、自吸气的新型浮选机。
它的叶轮寿命比XJ型的延长3~4倍,且充气量增大,泡沫层稳定。
(二)浮选机的计算
A 浮选时间的确定
通常,根据浮选试验结果并参照类似矿石选矿厂实例确定矿浆在浮选机中的停留时间。
由于试验是在间断给矿的单槽浮选机中进行的,而生产是在连续给矿的串联浮选槽中进行的,两者的差别在于矿粒停留时间分布迥然不同。
生产中要延长浮选时间,才能达到试验指标。
国外的设计计算,将浮选时间延长一倍,我国设计则延长50%。
此外,如新设计的选矿厂安装的浮选机的充气量与试验用浮选机的充气量不同亦应调整浮选时间。
设计浮选时间为:
式中t———设计浮选时间,min;
t o———试验室单槽浮选机的浮选时间,min;
q o———试验室单槽浮选机的充气量,m3/(m2•min);
q———工业浮选机充气量,m3(m2•min);
Δt———根据经验增加的浮选时间,Δt=kt o,min;
k———调整系数,一般取k=0.5~1.
B 浮选矿浆体积流量的计算
给入浮选机的矿浆体积流量取决于干矿的处理量和矿浆浓度。
为计算方便,用液固比表示浓度,则有:
式中W———计算的矿浆体积流量,m3/min;
Q———计算的干矿处理量(包括返矿量),t/h ;
R———作业的矿浆液固比,即矿浆中液体重量与固体重量的比值;p———矿石密度,t/m3;
K1———处理量不均衡系数。
当浮选前为球磨机时,K1=1.0;当浮选前为湿式自磨机时,K1=1.3。
C 浮选机槽数的计算与确定
浮选机的槽数由矿浆体积流量决定:
式中n———浮选机计算槽数;
W———计算的矿浆体积流量,m3/min
t———设计浮选时间,min
V———选用的浮选机的几何容积,m3
K2———浮选机有效容积与几何容积之比。
分选有色金属矿石时,取K2=0.8~0.85;分选铁矿石时,取K2=0.65~0.75.泡沫层较厚时取小值,反之取大值。