催化剂再生技术规范书
- 格式:docx
- 大小:80.07 KB
- 文档页数:16
焦作万方电厂#1机组(300MW)脱硝催化剂再生技术方案技术规范龙净科杰环保技术(上海)有限公司2015年3月第四部分技术规范1、总则焦作万方电厂1#为300MW机组,设置2个脱硝反应器,催化剂按2+1(预留层为最上层)布置,于2013年3月底初装2层重庆远达蜂窝式催化剂,每层40个,共计160个模块206.7m³,于2014年6月安装预留层催化剂,采用江苏德来特厂家,每层40个模块,共计80个模块103.35m³。
本次再生最底层80个催化剂共计103.35m³,采用工厂再生方式,总工期为35天,包含催化剂拆卸、运输、工厂再生、检测、包装、安装。
对不能再生的催化剂进行无害化处理,并补充相应的催化剂。
1.1 本技术规范适用于焦作万方电厂1#机组烟气脱硝装置催化剂再生项目,它提出了该再生工程催化剂再生及再生后性能保证值等方面的技术要求。
1.2本技术规范所提出的是最低限度的技术要求,并未对一切技术细节做出规定。
失活催化剂属于危险废物,参照《关于加强废烟气脱硝催化剂监管工作的通知》(环办函[2014]990号)和《废烟气脱硝催化剂危险废物经营许可证审查指南》(环保部公告2014年第54号)执行。
1.3失活催化剂出厂以后,若投标方未按国家危险废物相关法律、法规要求处理、处置,其所有法律责任均由投标方负责。
1.4投标方须具备2台300MW或1台600MW及以上火电机组的脱硝催化剂工厂再生业绩。
1.5如投标方没有以书面形式对本技术协议的条文提出异议,那么招标方认为投标方提完全满足本投标文件的要求。
1.6失活催化剂再生及无害化处理除执行本规范外,尚应符合国家现行的有关标准、规范和规定。
1.7本投标文件所使用的标准如与所执行的标准发生矛盾时,按较高标准执行。
1.8在今后合同谈判及合同执行过程中的一切文件、信函等必须使用中文,如果提供的文件中使用另一种文字,则需有中文译本,在这种情况下,解释以中文为准。
催化剂再生12.1 就地催化剂再生注意,以下规程旨在概括催化剂再生的步骤和条件。
催化剂供应商提供的具体规程可取代此概述性规程。
须遵守催化剂供应商规定的临界参数,例如温度限制。
在COLO加氢处理单元中,使用NiMo和CoMo两种催化剂,有些焦碳沉积是不可避免的。
这会引起载体的孔状结构逐渐堵塞,导致催化剂活性降低。
则必须提高苛刻度(通常通过提高反应器温度),以使产品达到技术要求,而提高温度会加速焦碳的产生。
当达到反应系统的最高设计温度(机械或反应限)时,需要停车进行催化剂再生或更换催化剂。
在正常操作时,这种事情至少在12个月内不应发生。
o催化剂再生燃烧在正常操作期间沉积的使催化剂失活的焦碳。
o再生的主要产物是CO2、CO和SO2。
12.2 再生准备按照与正常停车相同的步骤,但反应器无需进行冷却。
反应器再生可不分先后。
仅取R-101为例。
单元状态:按照正常停车规程的要求或根据再生放空气体系统规范,反应器在吹扫净其中的H2和烃类后被氮气填充。
将R-102的压力降低至略低于随后将使用的蒸汽的压力。
T-101已关停,且E-101排放至塔。
T-102可根据再生过程的下一步骤进行全回流或启动,以便实现石脑油安全循环。
12.3 蒸汽-空气再生程序1. 在压缩机-反应器回路中建立热氮气循环。
利用B-101加热带有循环氮气的催化剂床,使其温度以25 ºC/小时的速度上升至315ºC。
绝不可让催化剂床内的温度降至260ºC以下,否则,随后置换氮气的蒸汽会出现冷凝,从而要求在进行下一操作前采取干燥措施。
2. 再次检查吹扫气中的可燃物并继续进行吹扫,直至反应器出口气体中的氢气浓度低于0.5% vol。
在E-107的壳程入口和压缩机的排放侧将压缩机和D-103系统与反应器B-101系统隔离,并关停压缩机。
反应器系统此时处于氮气条件下。
进一步关闭压缩机系统。
两个分隔的工段均应处于氮气正压下,这点至关重要。
中海石油天野化工有限责任公司锅炉烟气综合治理改造工程催化剂技术规范书2015年 9月南京目录1.范围 (1)2.总则 (1)3.设计条件 (2)4.技术要求及性能保证 (5)5.供货范围 (9)6.图纸与数据要求 (13)7.检查与试验 (13)8.生产、装配与交付时间进度 (16)9.其他 (16)1.范围本技术规范书适用于中海石油天野化工有限责任公司锅炉烟气综合治理改造工程。
投标方应完全遵守本技术规范书中的规定与要求。
2.总则2.1无论相关的图纸或文件有没有经招标方批准或认可,投标方都应保证装置、系统、设备与材料不会因设计、材料、加工以及性能差而有任何缺陷。
2.2如果在化学寿命期期间内,因投标方过错导致装置、系统、设备与材料出现了任何与技术规范书中规定的要求不相符、故障或缺陷,投标方应负责采取一切必要的补救措施(包括改进、改造或更换)。
此类补救工作所发生的一切费用根据买卖双方签订的商务合同规定处理。
2.3对第三方就催化剂提出的任何索赔,投标方应予以赔偿并使招标方和最终用户免受损害。
赔偿事宜根据商务合同处理。
投标方应保证不会因其生产和销售产品的合法性问题而导致第三方向招标方或最终用户索赔。
2.4本技术规范书所提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文。
投标方应保证提供符合技术规范书要求和现行中国或国际通用标准的优质产品。
2.5投标方提出的产品应完全符合本技术规范书的要求。
2.6投标方提供的设备应是全新的和先进的,并经过运行实践已证明是完全成熟可靠的产品(提供近三年国内外业绩表)。
2.7凡在投标方设计范围之内的外购件或外购设备,投标方应至少要推荐2至3家产品供招标方确认,而且招标方有权单独采购,但技术上均由投标方负责归口协调。
2.8在签订合同之后,到投标方开始制造之日的这段时间内,招标方有权提出因与本设备制造相关的规范、标准和规程发生变化而产生的一些补充修改要求,投标方应接受这些要求,并且这些修改不产生合同价的变更,因为投标方明白自己提供的产品应符合最新的规范、标准和规程要求。
催化剂再生通用规范临氢催化剂再生质量标准一、再生催化剂卸剂技术要求临氢催化剂的烧焦再生是一项系统工程,需要炼油企业、再生企业的密切配合,提高效率,共同确保再生催化剂的质量和工期。
1.炼油企业尽可能提供待生剂的如下基础数据,供再生企业制定方案参考。
(1)提供所用催化剂的牌号、商品规格,主要物化性质。
(2)提供催化剂在工业装置上使用的基本情况,如数量、原料主要性质范围、主要工艺条件、运转周期及进料量(催化剂寿命)等。
(3)提供催化剂在使用过程中,是否发生过床层超温、事故停电、氢气供应中断、床层压力降超高等现象。
2.加氢装置在停工时,应认真执行脱油和热氢汽提步骤,使待生剂中烃类物质含量不大于5%。
3.加氢反应器在卸剂时,应采取分层卸剂、分别装桶编号、标识清楚。
以防止不同床层、不同品种的待生剂互串互混;并应尽量减少两种催化剂的混合量,减少催化剂与瓷球的混合量。
尤其对超温严重,结焦严重,形成焦块的床层更应在卸剂装桶时特别标明。
4.为了防止待生剂在贮存和运输过程中发生氧化自燃现象,炼油企业在卸剂装桶时,应加放“干冰”或充氮密闭封盖。
二、器外再生企业技术质量管理标准从事催化剂器外再生的企业,应有若干名具有从事炼油,催化剂研制和应用经历的工程师来主持技术质量的管理工作。
1. 临氢催化剂器外再生企业,要求应具有如下技术质量规范:(1)催化剂再生的程序步骤和过程标准。
(2)操作规程、再生方案和岗位责任制。
(3)再生剂质量标准和分析方法标准。
(4)企业质量管理保证体系。
(5)对相关待生剂的“可再生性”,可操作性及再生价值进行预评估标准。
2 . 器外再生企业必须建立完善的质量保证体系,管理规范,程序严谨,操作有法可依。
3.器外再生企业必须建立表征再生剂质量状况的指标体系和分析方法标准,作为过程控制,出厂指标以及技术谈判的基础。
4.器外再生企业应建有实验室或化验室,配置相应的分析仪器和模拟再生试验装置,建有相应的试验方法标准,在训练有素的技术工人操作下提供可靠的分析化验数据,并进行以下工作:(1)在作业现场取待生剂混合样,对其作预评估分析。
xxx煤电有限公司2×135MW热电机组烟气脱硝工程SCR烟气脱硝装置催化剂技术协议买方:卖方:设计方:签订地点:签订日期:二〇一二年三月目录第一章技术规范 (3)第二章供货范围 (16)第三章设计要求与设计联络会 (18)第四章技术资料和交付进度 (19)第五章性能验收试验 (20)第六章技术服务 (20)签字页 (23)第一章技术规范1、总则1.1本技术规范用于xxx煤电有限公司2×135MW热电机组烟气脱硝工程催化剂的设计、结构、性能、供货、试验和服务等方面的技术要求。
1.2本技术规范提出的是最低限度的技术要求,并未对一切技术要求作出详细规定,也未充分引述有关标准和规范的条文,卖方应保证提供符合本技术规范和相关的国际国内标准的优质产品及其相应服务。
1.3卖方应执行本技术规范所列标准。
有不一致时,按较高标准执行。
1.4如卖方没有对本技术规范提出书面异议,买方则认为卖方提供的产品完全满足本技术规范的要求。
1.5在合同签定后,买方有权因规范、标准、规程发生变化而提出一些补充要求,具体内容双方共同商定(包含商务问题)。
1.6本技术协议经双方签字以后可作为订货合同的附件,与合同正文同等效力。
1.7如买方有除技术规范以外的其他要求,应以书面形式提出,经供需双方讨论、确认后,载于本技术协议中。
2、设计条件一期2×135MW机组锅炉为东方锅炉厂生产的DG-480/13.7-Ⅱ10型煤粉炉,锅炉型式为超高压自然循环汽包炉,单炉膛,Π型布置,四角切圆燃烧方式,一次中间再热,平衡通风,紧身封闭,固态排渣,受热面采用全悬吊方式,炉架采用全钢结构、双排布置。
锅炉主要设计参数见下表。
2.1.1锅炉主要设计参数项目单位设计参数(BMCR)过热蒸汽流量t/h480过热蒸汽压力MPa13.7过热蒸汽温度℃540再热蒸汽流量t/h391再热蒸汽进出口压力MPa 2.99/2.69再热蒸汽进出口温度℃334/540给水温度℃254空预器出口烟温℃136总燃料消耗量t/h68最低不投油稳燃负荷%45锅炉计算效率%92.322.1.2机组的运行情况统计机组编号单位机组容量MW2×135年利用小时小时5500每台炉BMCR燃煤量(设计煤质)T/H68冷却水采用除盐水,压力:0.3-0.6MPa(暂定)冷却水温度:最高38℃(暂定)压缩空气压力:0.4-0.8MPa(g)辅助蒸汽参数为:0.423~1.061MPa,温度为260℃~360℃。
脱硝催化剂招标技术规范书(范本)【Word版,可自由编辑!】招标编号:中国华电集团公司XX电厂XX机组烟气脱硝催化剂招标技术规范书(范本)目录第一章技术规范书 (1)第二章供货范围 (20)第三章设计要求与设计联络会 (23)第四章检验、调试和性能验收试验 (25)第五章催化剂交付进度 (31)第六章技术资料和交付进度 (32)第七章技术服务 (35)第一章技术规范1.总则【按华电导则,催化剂的资质要求】1.1本技术规范书适用于XX电厂X×XXMW燃煤锅炉选择性催化还原(SCR)烟气脱硝改造工程的催化剂设计与供货招标。
投标方负责按本技术规范的要求设计、生产催化剂,并将催化剂供货到招标方指定现场。
1.2XXX电厂锅炉SCR脱硝改造工艺系统的设计供货与本次催化剂是分开招标。
投标方有义务与工艺系统的中标单位进行沟通联络,互相提供设计资料,审核设计方案,或根据协商结果进行优化设计,最终目的为保证脱硝系统顺利投产并达到技术规范规定的性能保证值。
1.3催化剂生产供应商为成熟、可靠、先进的主流催化剂技术的生产厂家。
供货商如为国外厂商,其成功运行业绩不应低于200个火电项目;供货商如为国内厂商,应采用成熟技术,其年产能不应低于6000m3,成功运行业绩不应低于10个。
1.4工程质保期X年,工程保证值由投标方签字认可。
性能保证指标为:最大保证脱硝效率、脱硝效率、氨逃逸率、SO2/SO3转换率、催化剂层阻力等参数。
1.5本技术规范书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准及规范的条文。
投标方应保证提供符合本技术规范书和有关最新工业标准的产品。
1.6催化剂的设计、制造、试验及检查、安装、性能试验及考核、最终交付等符合相关的中国法律及规范、以及最新版的ISO和IEC标准。
1.7本技术规范书所使用的标准如与投标方所执行的标准发生矛盾时,按较高标准执行。
1.8投标方如对技术规范书有异议,应以书面形式明确提出,反应在差异表中。
临氢装置催化剂器外再生技术规范目录1. 总则2. 器外再生基本原则3. 器外再生的工艺技术要求4. 器外再生装置的技术标准5. 器外再生的环保要求6. 器外再生企业技术质量管理标准7. 再生后临氢催化剂质量指标及分析方法8. 临氢催化剂卸剂技术要求9. 再生后催化剂的运输、包装10. 附则第一章总则第一条为了规范炼油企业临氢装置催化剂器外再生的技术管理、保证再生质量,充分发挥催化剂在优化装置运行、实现清洁生产等方面的作用,特制定本标准。
第二条本标准适用于公司炼油企业临氢装置固定床催化剂的器外烧焦再生过程技术管理,并作为再生后催化剂的检验、包装、运输和验收的标准。
第三条临氢装置是指加氢裂化、加氢精制、加氢改质、加氢处理、临氢降凝、催化重整、歧化、异构化等装置。
第二章器外再生基本原则第四条催化剂是加氢技术的核心,对失活加氢催化剂的再生并重复使用,符合节约资源,降低生产成本的循环经济理念。
催化剂的再生质量直接影响临氢装置的产品质量,产品收率、产品分布,能耗高低和装置运行周期的长短。
第五条临氢催化剂器外再生技术,是现代加氢工艺的配套技术,与器内再生相比,具有许多优点:●有利于优化烧焦再生条件,再生剂的质量有保证;●占用反应系统的时间短,有利于维修、处理高压设备问题,缩短检修时间,提高装置利用率;●无需器内再生所需的设备和占用的公用工程系统、节省分析化验及操作费用,减少投资;●避免了再生气体对高压设备的腐蚀和对炼厂环境的污染;●降低了装置的能耗、物耗。
催化剂的器外烧焦再生,应遵循烧焦再生的科学规律和相应的技术质量标准和管理规范。
第六条器外再生定义:临氢装置的催化剂器外再生是指积碳复盖型暂时失活的催化剂,在异地专用装置上,在受控的高温含氧气流中对沉积在催化剂表面和微孔中的积碳、硫化物进行氧化燃烧,使催化剂的活性基本恢复的过程。
第七条烧焦反应特点:临氢催化剂的烧焦反应是在有氧存在条件下催化剂上积炭、金属硫化物进行氧化脱炭、脱硫的气固两相反应过程,并伴随有强放热,产生强腐蚀性有毒有害气体。
脱硝催化剂再生国家标准脱硝催化剂是用于减少工业过程中排放的氮氧化物(NOx)的一种重要设备。
然而,由于长期使用和高温环境的影响,脱硝催化剂会逐渐失去活性。
为了保证脱硝催化剂的效能和可持续利用,国家制定了脱硝催化剂再生的国家标准。
脱硝催化剂再生是指将失活的脱硝催化剂恢复其活性,使其可以继续使用。
再生过程主要涉及到脱硝催化剂的清洗和修复。
清洗是指通过化学方法或物理方法,将附着在催化剂上的污染物和杂质去除,保持催化剂的纯净度。
修复则是指通过添加特定的活性物质,恢复催化剂的活性。
脱硝催化剂再生国家标准主要包括以下几个方面的内容:1.再生工艺规范:对脱硝催化剂再生的工艺进行具体规范,包括清洗、修复和再生的步骤和方法。
标准要求再生工艺应安全、高效、节能,并对相关的设备和材料提出具体要求。
2.再生效果评估:标准要求对再生后的脱硝催化剂进行效果评估,主要包括活性恢复率、抗硫能力和耐用性等指标的测试。
评估结果应符合相应的技术要求,确保再生后的催化剂质量可靠。
3.质量管理要求:标准要求脱硝催化剂再生过程中,应建立完善的质量管理体系,包括原料采购、检验、生产过程控制、产品检测等环节的管理要求。
通过质量管理,确保再生后的催化剂质量稳定可靠。
4.监测和检验要求:标准要求对脱硝催化剂再生过程进行监测和检验,包括原料和中间产品的检验和分析,以及最终产品的成品检验。
通过监测和检验,及时发现和纠正问题,保证再生过程的可控性和稳定性。
5.安全和环保要求:标准要求对脱硝催化剂再生过程中的安全和环保问题进行重视。
包括安全生产措施、废气治理、废水处理等方面的要求,确保再生过程不对环境造成污染,不对人身和财产安全造成危害。
脱硝催化剂再生国家标准的制定,对于推动脱硝催化剂再生技术的发展具有重要意义。
标准的落实可以提高脱硝催化剂再生工艺的标准化水平,降低生产成本,减少对自然资源的消耗,促进环境保护和可持续发展。
综上所述,脱硝催化剂再生国家标准的制定是一个必要而重要的举措。
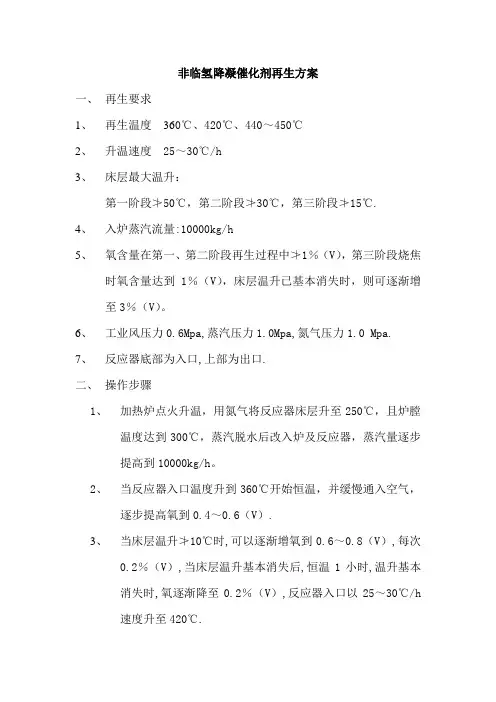
非临氢降凝催化剂再生方案一、再生要求1、再生温度360℃、420℃、440~450℃2、升温速度 25~30℃/h3、床层最大温升:第一阶段≯50℃,第二阶段≯30℃,第三阶段≯15℃.4、入炉蒸汽流量:10000kg/h5、氧含量在第一、第二阶段再生过程中≯1%(V),第三阶段烧焦时氧含量达到1%(V),床层温升已基本消失时,则可逐渐增至3%(V)。
6、工业风压力0.6Mpa,蒸汽压力1.0Mpa,氮气压力1.0 Mpa.7、反应器底部为入口,上部为出口.二、操作步骤1、加热炉点火升温,用氮气将反应器床层升至250℃,且炉膛温度达到300℃,蒸汽脱水后改入炉及反应器,蒸汽量逐步提高到10000kg/h。
2、当反应器入口温度升到360℃开始恒温,并缓慢通入空气,逐步提高氧到0.4~0.6(V).3、当床层温升≯10℃时,可以逐渐增氧到0.6~0.8(V),每次0.2%(V),当床层温升基本消失后,恒温1小时,温升基本消失时,氧逐渐降至0.2%(V),反应器入口以25~30℃/h速度升至420℃.4、床层温度基本稳定后,氧逐步增加到0.6~0.8(V),此时注意床层温升.5、氧达到1%(V),且床层温升基本消失后,氧逐渐降到0.2%(V),反应器入口以25~30℃/h速度升至440~450℃恒温,床层最高温度≯450.6、床层温度基本稳定后,氧逐步增加到0.6~0.8(V),当床层温升基本消失后,在床层最高温度450℃恒温3小时,即为再生结束.7、烧焦结束后,反应器入口温度以25~30℃/h速度降温.8、当反应器入口温度降至250℃时恒温,逐步改入氮气,停止进入蒸汽,增大氮气量,使床层冷却.加热炉停炉.9、当床层温度≯60℃时,停止通入氮气.三、注意事项1、第一阶段、第二阶段温升分别达到40℃和20℃时,要减少氧量,如果温升分别达到45℃和25℃时则停止补入空气,必要时加热炉降温和熄火.2、再生过程中,要严密注意蒸汽压力和流量的变化.如果蒸汽中断,则应立即停止注入空气,炉子熄火,并改入氮气.3、注意观察炉管的颜色.4、催化剂再生,主要仪表指示必须处于完好状态.。
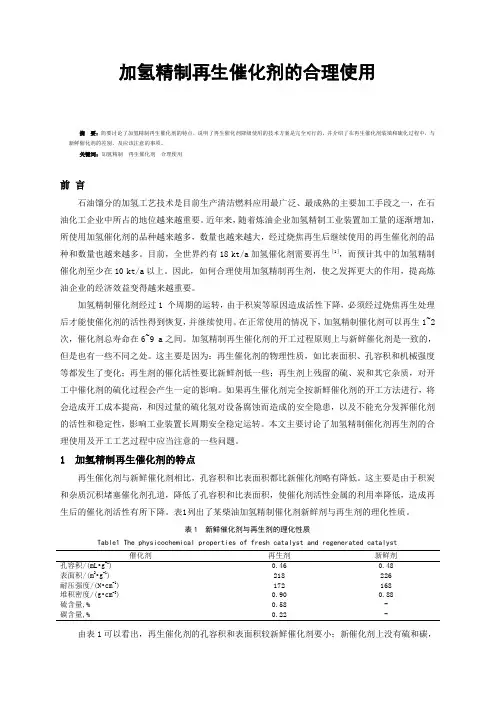
加氢精制再生催化剂的合理使用摘要:简要讨论了加氢精制再生催化剂的特点,说明了再生催化剂降级使用的技术方案是完全可行的,并介绍了在再生催化剂装填和硫化过程中,与新鲜催化剂的差别,及应该注意的事项。
关键词:加氢精制再生催化剂合理使用前言石油馏分的加氢工艺技术是目前生产清洁燃料应用最广泛、最成熟的主要加工手段之一,在石油化工企业中所占的地位越来越重要。
近年来,随着炼油企业加氢精制工业装置加工量的逐渐增加,所使用加氢催化剂的品种越来越多,数量也越来越大,经过烧焦再生后继续使用的再生催化剂的品种和数量也越来越多。
目前,全世界约有18 kt/a加氢催化剂需要再生[1],而预计其中的加氢精制催化剂至少在10 kt/a以上。
因此,如何合理使用加氢精制再生剂,使之发挥更大的作用,提高炼油企业的经济效益变得越来越重要。
加氢精制催化剂经过1 个周期的运转,由于积炭等原因造成活性下降,必须经过烧焦再生处理后才能使催化剂的活性得到恢复,并继续使用。
在正常使用的情况下,加氢精制催化剂可以再生1~2 次,催化剂总寿命在6~9 a之间。
加氢精制再生催化剂的开工过程原则上与新鲜催化剂是一致的,但是也有一些不同之处。
这主要是因为:再生催化剂的物理性质,如比表面积、孔容积和机械强度等都发生了变化;再生剂的催化活性要比新鲜剂低一些;再生剂上残留的硫、炭和其它杂质,对开工中催化剂的硫化过程会产生一定的影响。
如果再生催化剂完全按新鲜催化剂的开工方法进行,将会造成开工成本提高,和因过量的硫化氢对设备腐蚀而造成的安全隐患,以及不能充分发挥催化剂的活性和稳定性,影响工业装置长周期安全稳定运转。
本文主要讨论了加氢精制催化剂再生剂的合理使用及开工工艺过程中应当注意的一些问题。
1 加氢精制再生催化剂的特点再生催化剂与新鲜催化剂相比,孔容积和比表面积都比新催化剂略有降低。
这主要是由于积炭和杂质沉积堵塞催化剂孔道,降低了孔容积和比表面积,使催化剂活性金属的利用率降低,造成再生后的催化剂活性有所下降。
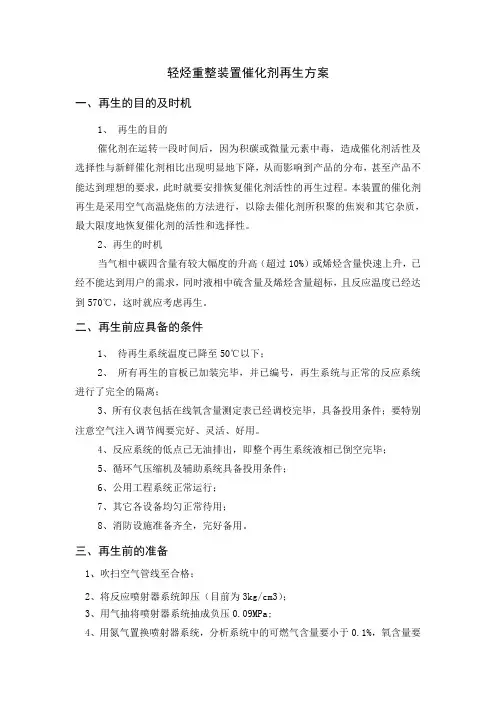
轻烃重整装置催化剂再生方案一、再生的目的及时机1、再生的目的催化剂在运转一段时间后,因为积碳或微量元素中毒,造成催化剂活性及选择性与新鲜催化剂相比出现明显地下降,从而影响到产品的分布,甚至产品不能达到理想的要求,此时就要安排恢复催化剂活性的再生过程。
本装置的催化剂再生是采用空气高温烧焦的方法进行,以除去催化剂所积聚的焦炭和其它杂质,最大限度地恢复催化剂的活性和选择性。
2、再生的时机当气相中碳四含量有较大幅度的升高(超过10%)或烯烃含量快速上升,已经不能达到用户的需求,同时液相中硫含量及烯烃含量超标,且反应温度已经达到570℃,这时就应考虑再生。
二、再生前应具备的条件1、待再生系统温度已降至50℃以下;2、所有再生的盲板已加装完毕,并已编号,再生系统与正常的反应系统进行了完全的隔离;3、所有仪表包括在线氧含量测定表已经调校完毕,具备投用条件;要特别注意空气注入调节阀要完好、灵活、好用。
4、反应系统的低点已无油排出,即整个再生系统液相已倒空完毕;5、循环气压缩机及辅助系统具备投用条件;6、公用工程系统正常运行;7、其它各设备均匀正常待用;8、消防设施准备齐全,完好备用。
三、再生前的准备1、吹扫空气管线至合格;2、将反应喷射器系统卸压(目前为3kg/cm3);3、用气抽将喷射器系统抽成负压0.09MPa;4、用氮气置换喷射器系统,分析系统中的可燃气含量要小于0.1%,氧含量要小于0.2%,系统采样要多点进行,重点是反应器的上下部位。
5、系统可燃气置换分析合格后,系统充压至0.3MPa,然后将压力调节阀投入自动。
按正常步骤启动循环气压缩机,进行系统氮气循环。
一段时间后,对以上部位再次分析,确认系统可燃气含量分析合格且低点无油排出后进行下一步的工作。
此项工作必须按步骤进行,要结合液相的低点吹扫过程,要特别确认系统低点无液相排出。
四、反应系统再生(一)、系统升温调整循环气压缩机流量至80%负荷,稳定后按正常步骤点炉升温,控制升温速度在30~50℃。
催化剂再生方案1. 催化剂再生点的判断①催化剂已连续运行了30天以上;②反应温度提高到580℃以上,反应效果仍然没有明显改善;③反应器温升较初期明显下降;④碳四烯烃转化率下降明显,小于70%;⑤装置的芳烃产率快速下降;⑥反应液中的芳烃含量明显减少;⑦气相中的氢气、乙烷、丙烷含量明显下降,丙烯含量增加到5%以上,丙烷含量降至5%以下;⑧反应器的上下压差较开工初期明显偏高。
2. 催化剂末期操作注意事项①反应温度应逐步提高,随着温度的提高,结焦速度加快,催化剂活性下降速度加快;②要密切注意反应气相中的碳四以上组分的含量,防止压缩机带液,如果发现压缩机带液严重,不管什么情况都应停止该套反应系统的运行,切换反应器;③由于催化剂运行末期需要较高的反应温度,必然导致装置能耗上升,应根据经济性进行反应器的切换,而无需坚持运行到最后阶段;④如果设备结焦严重,导致反应压力升高到设计值以上,或系统压力超过设备的设计压力,应立即降低进料量,必要时停止装置运行,按步骤切换反应器;3. 催化剂寿命判断每进行一次或几次催化剂再生后,催化剂的活性都会有微小的下降,反应器物料的初始温度都会有所提高,这个过程是缓慢的,也是正常的。
但当反应器的投料温度始终必须维持在一个较高的水平上,否则无法达到产品质量及收率的要求,同时催化剂的单程运行周期低于7天(原料合格的情况下),催化剂各项性能指标较初期均有大幅度的下降,并且再生后仍不能改善,这时就应该考虑切换反应器或更换新的催化剂了。
在催化剂运行的末期,装置能耗升高,从经济效益的角度考虑,如果没有特殊情况,应考虑立即更换催化剂。
4. 催化剂再生4.1 反应器的切换4.1.1 待投料反应器的升温待投料反应器用氮气置换后处于保压状态,待投料反应器的升温介质可以用氮气,具体步骤参考升温及干燥步骤以及反应系统投料两部分内容。
由于本装置无循环干气,所以待投料反应器用氮气升温。
4.1.2 反应器的切换(1)待投料反应器用氮气升温:将要投用且已经进行氮气置换合格的反应器按正常开工步骤升温并调整至正常操作,逐渐降低待再生反应器的进料负荷至30%,同时缓慢降低反应温度,降温速度不超过30℃/h。
催化剂再生12.1 就地催化剂再生注意,以下规程旨在概括催化剂再生的步骤和条件。
催化剂供应商提供的具体规程可取代此概述性规程。
须遵守催化剂供应商规定的临界参数,例如温度限制。
在COLO加氢处理单元中,使用NiMo和CoMo两种催化剂,有些焦碳沉积是不可避免的。
这会引起载体的孔状结构逐渐堵塞,导致催化剂活性降低。
则必须提高苛刻度(通常通过提高反应器温度),以使产品达到技术要求,而提高温度会加速焦碳的产生。
当达到反应系统的最高设计温度(机械或反应限)时,需要停车进行催化剂再生或更换催化剂。
在正常操作时,这种事情至少在12个月内不应发生。
o催化剂再生燃烧在正常操作期间沉积的使催化剂失活的焦碳。
o再生的主要产物是CO2、CO和SO2。
12.2 再生准备按照与正常停车相同的步骤,但反应器无需进行冷却。
反应器再生可不分先后。
仅取R-101为例。
单元状态:按照正常停车规程的要求或根据再生放空气体系统规范,反应器在吹扫净其中的H2和烃类后被氮气填充。
将R-102的压力降低至略低于随后将使用的蒸汽的压力。
T-101已关停,且E-101排放至塔。
T-102可根据再生过程的下一步骤进行全回流或启动,以便实现石脑油安全循环。
12.3 蒸汽-空气再生程序1. 在压缩机-反应器回路中建立热氮气循环。
利用B-101加热带有循环氮气的催化剂床,使其温度以25 ºC/小时的速度上升至315ºC。
绝不可让催化剂床内的温度降至260ºC以下,否则,随后置换氮气的蒸汽会出现冷凝,从而要求在进行下一操作前采取干燥措施。
2. 再次检查吹扫气中的可燃物并继续进行吹扫,直至反应器出口气体中的氢气浓度低于0.5% vol。
在E-107的壳程入口和压缩机的排放侧将压缩机和D-103系统与反应器B-101系统隔离,并关停压缩机。
反应器系统此时处于氮气条件下。
进一步关闭压缩机系统。
两个分隔的工段均应处于氮气正压下,这点至关重要。
|2021,Vol.38No.05化学金住的工轻Chemistry&Bioengineering doi:10.3969/j.issn.1672-5425.2021.05.003古玲霞,刘少文•蜂窝式脱硝催化剂再生技术研究进展[J]•化学与生物工程,2021,38(5)=14-18,25.GU L X,LIU S W.Research progress in regeneration technology of honeycomb denitration catalyst[J].Chemistry&Bioengineering, 2021,38(5):14-18,25.蜂窝式脱硝催化剂再生技术研究进展古玲霞,刘少文*(武汉工程大学化工与制药学院绿色化工过程教育部重点实验室,湖北武汉430200)摘要:煤燃烧会产生大量的氮氧化物(NOJ等大气污染物,随着燃煤污染防治要求越来越严格,脱硝催化剂得到了广泛应用,每年会产生大量的失活■脱硝催化剂,催化剂的再生技术开发引起了人们的高度重视。
简介了脱硝催化剂的应用情况,分析了蜂窝式脱硝催化剂失活的原因,综述了蜂窝式脱硝催化剂再生技术研究进展,并对今后蜂窝式脱摘催化剂再生技术进行了展望。
关键词:蜂窝式脱硝催化剂;失活;再生技术中图分类号:TQ426X511文献标识码:A文章编号:1672-5425(2021)05-0014-05Research Progress in Regeneration Technology of Honeycomb Denitration CatalystGU Lingxia,LIU Shaowen*(Key Laboratory for Green Chemical Process of Ministry of Education, School of Chemical Engineering and Pharmay,Wuhan Institute of Technology,Wuhan430200,China} Abstract:Coal combustion can produce a large number of nitrogen oxides(N(X)and other atmospheric pollutants,and coal pollution prevention and control requirements have been tightened.Therefore,denitration catalysts have been widely used,however,a large number of deactivated denitration catalysts are generated every year,and the development o£catalyst regeneration technology has attracted people's high attention.We briefly introduce the application situation of denitration catalyst,and analyze the reasons of deactivation of honeycomb denitration catalyst.Moreover,we summarize the research progress of regeneration technology of honeycomb denitration catalyst,and put forward prospect in the regeneration technology of honeycomb denitration catalyst in the future.Keywords:honeycomb denitration catalyst;deactivation;regeneration technology脱硝主要发生在燃煤行业,煤燃烧会产生大量的空气污染物,如细颗粒物、SO?、氮氧化物(NOJ等,其中NO’通常采用脱硝催化剂加以脱除。
ICSQ Q/ /H H P P I I华能国际电力股份有限公司企业标准Q/HPI—1—004—2013火电厂锅炉脱硝 SCR 催化剂技术规范 Engineering technical specification of SCR denitrification catalyst forthermal power plant(试行)2013—1—15 发布 2013—1—15 实施华能国际电力股份有限公司 发 布目 次前 言 (III)1 适用范围 (1)2 引用文件 (1)3 术语和定义 (1)4 技术要求 (3)5 催化剂选型 (5)6 检验 (6)7 标志、包装、运输和贮存 (6)8 性能验收试验 (7)9 催化剂寿命管理 (7)10 催化剂的再生 (8)11 废弃催化剂无害化处理和资源化利用 (8)附录 A 催化剂参数表 (9)附录 B (11)附录 C 不同机组锅炉催化剂使用量 (15)附录 D 相对偏差的定义 (18)附录 E 催化剂检验 (19)附录 F 测点布置与测试方法 (33)附录 G 催化剂修正曲线 (34)前 言为贯彻执行 《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》 和 《火 电厂大气污染物排放标准》,规范华能国际电力股份有限公司所属火电厂选择性催化还原 (SCR)烟气脱硝工程,制定本标准。
本标准规定了火电厂 SCR 法烟气脱硝工程中催化剂的规格、技术参数、催化剂选型、 检验、标志、性能验收以及催化剂维护管理等方面的技术要求。
本标准由中国华能国际电力股份有限公司提出。
本标准由华能国际电力股份有限公司技术部归口并解释。
本标准起草单位:华能国际电力股份有限公司、西安热工研究院有限公司、成都东方 凯特瑞环保催化剂有限责任公司、重庆远达催化剂制造有限公司、日立(中国)有限公司、 PORZELLANFABRIK FRAUENTHAL GmbH (CERAM)、托普索有限公司。
废催化剂回收利用技术规范随着化工行业的快速发展,催化剂越来越广泛地应用于各种生产过程中。
然而,催化剂在使用过程中会逐渐失效,产生废催化剂。
废催化剂的处理问题已经引起了广泛的关注,回收利用废催化剂已成为一个重要的研究方向。
本文将对废催化剂回收利用技术规范进行探讨。
废催化剂的组成复杂,含有多种有害物质,如重金属、有机污染物等。
如果随意处理,不仅会对环境造成污染,还会对人体健康造成威胁。
因此,废催化剂的回收利用需要符合一定的技术规范,以确保处理过程安全有效。
首先,废催化剂的回收应在合适的设备条件下进行。
一般来说,回收设备应具备良好的密封性能和操作稳定性,以避免废催化剂的二次污染。
此外,回收设备应配备有效的废气处理装置,避免有害气体的排放对环境的影响。
其次,废催化剂的回收过程应遵循严格的操作规程。
操作人员应经过专门的培训,熟悉回收设备的操作流程和各项安全规定。
在操作过程中,应加强监控,及时发现和排除潜在的安全隐患。
对于废催化剂的存储和转运也应有明确的规定,避免造成意外事故。
此外,废催化剂回收利用的技术路线应选择合适的方法。
目前常用的回收技术包括物理方法、化学方法和生物方法。
物理方法主要有筛分、吸附、压滤等;化学方法主要有浸出、溶解等;生物方法主要有微生物处理等。
具体选择哪种方法应根据废催化剂的特性和回收利用的要求来确定。
此外,在废催化剂的回收利用过程中,应重视资源综合利用的原则。
废催化剂中的有用成分可以进行提取和分离,以获得高价值的产品。
同时,废催化剂中的废弃物也可以进行分类处理和资源化利用,减少对环境的负面影响。
废催化剂回收利用技术规范应鼓励开发创新技术,提高废催化剂的综合利用效率。
最后,废催化剂的回收利用应建立健全的监管体系。
相关部门应制定相应的法律法规和标准,明确废催化剂回收利用的技术要求和标准。
同时,要加强对废催化剂回收企业的监督检查,确保企业按规范操作,避免违法行为和安全事故的发生。
综上所述,废催化剂回收利用技术规范是保障废催化剂处理过程安全、高效的重要保障。
xxx煤电有限公司2×135MW热电机组烟气脱硝工程SCR烟气脱硝装置催化剂技术协议买方:卖方:设计方:签订地点:签订日期:二〇一二年三月目录第一章技术规范 (3)第二章供货范围 (16)第三章设计要求与设计联络会 (18)第四章技术资料和交付进度 (19)第五章性能验收试验 (20)第六章技术服务 (20)签字页 (23)第一章技术规范1、总则1.1本技术规范用于xxx煤电有限公司2×135MW热电机组烟气脱硝工程催化剂的设计、结构、性能、供货、试验和服务等方面的技术要求。
1.2本技术规范提出的是最低限度的技术要求,并未对一切技术要求作出详细规定,也未充分引述有关标准和规范的条文,卖方应保证提供符合本技术规范和相关的国际国内标准的优质产品及其相应服务。
1.3卖方应执行本技术规范所列标准。
有不一致时,按较高标准执行。
1.4如卖方没有对本技术规范提出书面异议,买方则认为卖方提供的产品完全满足本技术规范的要求。
1.5在合同签定后,买方有权因规范、标准、规程发生变化而提出一些补充要求,具体内容双方共同商定(包含商务问题)。
1.6本技术协议经双方签字以后可作为订货合同的附件,与合同正文同等效力。
1.7如买方有除技术规范以外的其他要求,应以书面形式提出,经供需双方讨论、确认后,载于本技术协议中。
2、设计条件一期2×135MW机组锅炉为东方锅炉厂生产的DG-480/13.7-Ⅱ10型煤粉炉,锅炉型式为超高压自然循环汽包炉,单炉膛,Π型布置,四角切圆燃烧方式,一次中间再热,平衡通风,紧身封闭,固态排渣,受热面采用全悬吊方式,炉架采用全钢结构、双排布置。
锅炉主要设计参数见下表。
2.1.1锅炉主要设计参数项目单位设计参数(BMCR)过热蒸汽流量t/h480过热蒸汽压力MPa13.7过热蒸汽温度℃540再热蒸汽流量t/h391再热蒸汽进出口压力MPa 2.99/2.69再热蒸汽进出口温度℃334/540给水温度℃254空预器出口烟温℃136总燃料消耗量t/h68最低不投油稳燃负荷%45锅炉计算效率%92.322.1.2机组的运行情况统计机组编号单位机组容量MW2×135年利用小时小时5500每台炉BMCR燃煤量(设计煤质)T/H68冷却水采用除盐水,压力:0.3-0.6MPa(暂定)冷却水温度:最高38℃(暂定)压缩空气压力:0.4-0.8MPa(g)辅助蒸汽参数为:0.423~1.061MPa,温度为260℃~360℃。
焦作万方电厂#1机组(300MW)脱硝催化剂再生技术方案技术规范龙净科杰环保技术(上海)有限公司2015年3月第四部分技术规范1、总则焦作万方电厂1#为300MW机组,设置2个脱硝反应器,催化剂按2+1(预留层为最上层)布置,于2013年3月底初装2层重庆远达蜂窝式催化剂,每层40个,共计160个模块206.7m³,于2014年6月安装预留层催化剂,采用江苏德来特厂家,每层40个模块,共计80个模块103.35m³。
本次再生最底层80个催化剂共计103.35m³,采用工厂再生方式,总工期为35天,包含催化剂拆卸、运输、工厂再生、检测、包装、安装。
对不能再生的催化剂进行无害化处理,并补充相应的催化剂。
1.1 本技术规范适用于焦作万方电厂1#机组烟气脱硝装置催化剂再生项目,它提出了该再生工程催化剂再生及再生后性能保证值等方面的技术要求。
1.2本技术规范所提出的是最低限度的技术要求,并未对一切技术细节做出规定。
失活催化剂属于危险废物,参照《关于加强废烟气脱硝催化剂监管工作的通知》(环办函[2014]990号)和《废烟气脱硝催化剂危险废物经营许可证审查指南》(环保部公告2014年第54号)执行。
1.3失活催化剂出厂以后,若投标方未按国家危险废物相关法律、法规要求处理、处置,其所有法律责任均由投标方负责。
1.4投标方须具备2台300MW或1台600MW及以上火电机组的脱硝催化剂工厂再生业绩。
1.5如投标方没有以书面形式对本技术协议的条文提出异议,那么招标方认为投标方提完全满足本投标文件的要求。
1.6失活催化剂再生及无害化处理除执行本规范外,尚应符合国家现行的有关标准、规范和规定。
1.7本投标文件所使用的标准如与所执行的标准发生矛盾时,按较高标准执行。
1.8在今后合同谈判及合同执行过程中的一切文件、信函等必须使用中文,如果提供的文件中使用另一种文字,则需有中文译本,在这种情况下,解释以中文为准。
1.9未尽事宜,由双方进行协商确认。
2、工程概况2.1.1 项目概述焦作万方电厂1#机组工程烟气脱硝工程,采用选择性催化还原法(SCR)脱硝工艺,SCR 烟气脱硝系统采用高灰段布置方式,即SCR反应器布置在锅炉省煤器出口和空气预热器之间,不考虑省煤器高温旁路系统。
2.1.2 厂址所在地厂址位于河南省焦作市马村区,位于河南省西北部,焦作市区东北部。
北依太行,南眺黄河。
地势西北高东南低,北依太行山脉。
北部为山区、丘陵区,中、南部为平原地区。
地势海拔87.7-299.4米。
2.1.3.1公路2013年马村区道路建设总里程41公里,建成城区道路4条、农村公路5条。
辖区内有焦枝铁路、焦辉公路、焦新公路,11条铁路专用线以。
张弓、白庄五个铁路专用货场,年吞吐量为400万吨。
2.1.3.2 水路马村区境内地下水充裕,是天然的地下水汇集盆地,且品质优良。
同时,南水北调、西气东输工程都途经马村区。
2.1.4气象条件马村区属于温带大陆性气候,2013年马村区平均降雨量600毫米,蒸发量1700-2000毫米,年平均气温在14.2℃—14.8℃之间,日照2200-2400小时,无霜期216—240天。
2.2、原脱硝系统设计运行状况2.2.1原脱硝系统设计概述NOx出入口,脱硝效率、氨逃逸、SO2/SO3转化率、反应器尺寸、各层催化剂规格及安装时间、体积数量、模块尺寸、模块排列方式等。
2.2.2催化剂催化剂说明、催化剂设计要求(包括正常连续运行时温度、最高连续运行温度、化学寿命)2.2.3性能保证2.2.3.1 NOx脱除率、氨的逃逸率、SO2/SO3转化率前提条件,包括锅炉负荷范围、入口NOx浓度、粉尘含量、飞灰粒径、第一层催化剂入口烟气参数均匀性指标(如速度偏差值、温度偏差值、氨氮摩尔比偏差值、烟气入射催化剂角度、催化剂堵塞率)。
在下列条件下,对NOx脱除率、氨的逃逸率、SO2/SO3转化率同时进行考核。
催化剂在性能考核时,NOx脱除总效率不小于%,氨的逃逸率不大于ppm,SO2/SO3转化率小于%;2.3.3.2压力损失单层再生催化剂的压力损失不大于Pa。
3、设计条件3.1脱硝装置及原催化剂有关的参数见下表:催化剂技术数据3.2 燃料煤种说明煤质及灰成分分析表3.3 脱硝系统流场及灰分设计基本条件4规范及术语4.1 标准、规范GB8978 污水综合排放标准GB9078 工业炉窑大气污染物排放标准GB12348 工业企业厂界环境噪声排放标准GB13392 道路运输危险货物车辆标志GB15562.1~2 环境保护图形标志GB15618 土壤环境质量标准GB14848 地下水质量标准GB16297 大气污染物综合排放标准GB18597 危险废物贮存污染控制标准GB26452 钒工业污染物排放标准GB50483 化工建设项目环境保护设计规范危险废物转移联单管理办法(国家环境保护总局令第5 号)关于加强废烟气脱硝催化剂监管工作的通知(环办函[2014]990号)危险废物经营单位编制应急预案指南(国家环境保护总局公告 2007年第48 号)废烟气脱硝催化剂危险废物经营许可证审查指南(国家环境保护总局公告 2014年第54 号) DL/T 1286-2013 火电厂烟气脱硝催化剂检测技术规范VGB VGB PowerTechEPRI Electric Power Research Institute5、技术要求及性能保证5.1 总的要求5.1.1 投标方必须持有废烟气脱硝催化剂危险废物经营许可证(HW49)。
5.1.2 失活催化剂转运前必须办理危险废物转运五联单。
(危废转运五联单办理流程规定,发生地办理主体应为招标方,投标方可协助办理;接收地办理由投标方承担)5.1.3催化剂运输车辆应持有交通主管部门颁发的危险货物道路运输许可证。
5.1.4 失活催化剂的收集、贮存、运输、再生、利用处置活动应严格执行《关于加强废烟气脱硝催化剂监管工作的通知》和《废烟气脱硝催化剂危险废物经营许可证审查指南》。
5.1.5投标方应保证运输安全,在运输过程中若有缺失投标方要承担相关责任。
5.2 技术要求脱硝催化剂采用工厂再生方式,总工期为35天,包含催化剂拆卸、运输、再生、检测、包装、安装。
对不能再生的催化剂进行无害化处理,并补充相应的催化剂。
5.2.1 催化剂拆卸及地面转运先拆除催化剂模块间的密封条,并将密封条保存起来,做到最大程度的利旧。
催化剂吊装葫芦正下方0米地面应敷设彩条布。
拆卸过程中应平稳缓慢的转移催化剂模块,吊装过程禁止模块发生刚性碰撞。
蜂窝式催化剂模块地面转移前需采用翻转装置翻转90°,为防止振动须采用充气轮胎并装有减震器的提升叉车进行装卸。
整个拆卸及转运过程禁止在雨雪天气进行,并保证现场环境温度大于5℃。
5.2.2现场预清灰采用催化剂专用除尘设备对拆除下来的失活催化剂进行现场清灰处理,产生的干灰应及时运到电厂灰库;清灰过程中产生的催化剂碎块(如有)使用包装袋装好并随催化剂模块一起运回投标方进行无害化处理。
5.2.3现场防护包装对每一个催化剂模块使用塑料薄膜进行包裹后集中堆放在干燥、平整的混凝土地面上。
催化剂模块必须利用枕木垫高,催化剂模块允许叠放,总层数不能超过2层,且上下层催化剂模块之间采用垫木间隔。
室外堆放时,必须利用彩条布进行整体包覆,确保催化剂不淋雨、不受潮。
5.2.4催化剂运输催化剂长途运输过程中,加装防雨蓬布(集装箱装运除外)进行保护。
车辆应缓慢行驶,避免因车辆刹车、转弯或加速,造成催化剂模块滑动而引起催化剂机械损坏。
在高栏货车、集装箱装运时,应对催化剂模块进行加固,确保平稳、牢固,必须在箱内采取防滑、防撞、防震保护措施。
5.2.5工厂再生失活催化剂工厂再生工艺要求如下:第一,经过实验室周密检验分析,并与已有的强大数据库进行比对,量身定制出再生的最佳工艺方案。
第二,预处理:模块进入除尘车间,继续去除催化剂表面松散的飞灰。
第三,物理化学处理:去除覆盖催化剂活性部位和堵塞催化剂微孔的化学物质。
第四,中间热处理:清洗干净的模块被放入热处理设备中,经过严格的温度控制,巩固催化剂微孔结构。
第五,经过中间热处理后的催化剂模块随即被放入具有特定催化物质的活性植入装置中,吸收活性物质,进一步恢复催化剂的活性。
第六,最终热处理:植入活性物质的催化剂模块被放入特制的热处理装置中,经过特殊的升温和降温工艺,使活性物质均匀地分布在载体上并牢固粘附。
第七,质量检验:包括催化剂机械性能的测试(抗压强度、磨损强度)和化学性能的测试(脱硝率,SO2/SO3转化率,催化活性等),对再生催化剂单个模块孔道疏通率要求达到98%。
第八,质检达标后才能进行包装、入库。
5.2.5 无害化处理失活催化剂属于危险废物,应严格按照危废有关规定对失活催化剂进行收集、贮存、运输、再生、利用处置。
不可再生的失活催化剂进行无害化处理工艺如下:第一,经过实验室周密检验分析,并与已有的强大数据库进行比对,量身定制出无害化处理的最佳工艺方案。
第二,预处理:模块进入除尘车间,继续清除催化剂表面、孔道内部及单元体间的灰渣和粉尘。
第三,物理化学清洗:去除催化剂孔道及微孔内的所有重金属(钒除外)等有害物质。
第四,干燥处理:在专门区域内干燥处理。
第五,危废检测:检测合格后按一般固废处理。
5.2.6 贮存5.2.6.1 再生工厂内贮存催化剂存放时,按以下条件进行:1)库房须保持干燥,防潮、防水。
2)周边应设置警示围栏,防止发生碰撞而造成催化剂模块损坏。
3)保持库房内环境温度高于0摄氏度,特别是冬天贮存,必须设有采暖设备。
4)催化剂存放场地的地面必须保持平整。
催化剂模块存放时允许叠放,叠放层数不得超过2层,且上下层催化剂模块之间采用垫木间隔。
5.2.6.2 现场临时贮存催化剂在电厂的临时储存如在室外,地面应平整、干燥,催化剂模块存放时允许叠放,叠放层数不得超过2层,且上下层催化剂模块之间采用垫木间隔,并使用彩条布整体包覆。
5.2.7 安装催化剂安装步骤如下:1)除去外包装及托盘后,用翻转装置将模块翻转90°,使其单体长度垂直地面(催化剂单体迎风面方朝上)。
翻转过程中应尽量小心操作,防止催化剂模块损坏。
2)催化剂模块翻转90°后,按所设吊孔位置用反应器上安装的电动葫芦将催化剂模块吊至反应器催化剂装载平台,注意避免在雨天或恶劣气候下进行模块吊装。
3)用转运小车将催化剂模块从装载平台运送至反应器催化剂装载门前,通过反应器内的手动葫芦进行安装就位。
4)吊装催化剂模块时,为防止催化剂跌落、振动造成催化剂损坏,须采用专用尼龙纤维带进行吊装。
吊装时,禁止踩踏催化剂模块,以防造成内部单体损坏。
5)模块必须按照SCR催化剂模块布置图进行安装,特别是测试单体的安装,为后期催化剂性能测试取样做好准备。