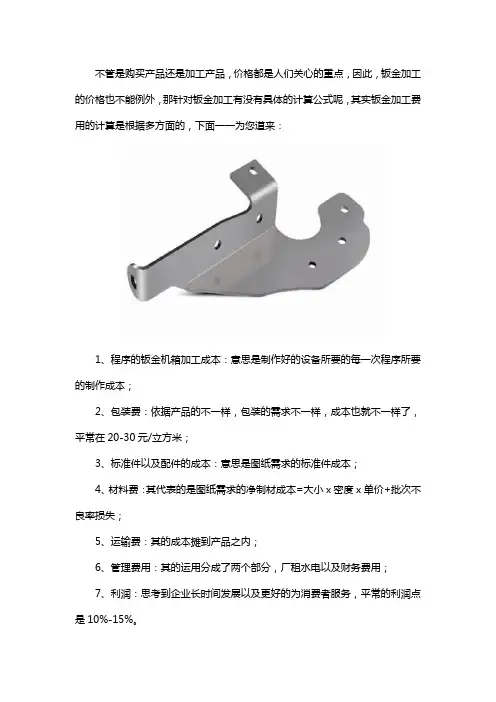
钣金件报价计算
- 格式:docx
- 大小:20.65 KB
- 文档页数:2
钣金件报价计算
钣金的核价是按操作时间计算的:
1、激光切割 8元/m,小孔洞按 1元/个计算;
2、数控计价 5元/min
3、数控折弯计价:70元/天,每工一天50KG为基准
以上计算方式需综合素质高,对行业动态极为了解。以下为不考虑制造加工工艺的经验计算公式:
材料价=展开落料公斤数×市场材料价
加工费:不考虑工艺、税收、管理费用及运费
计算基准:冷轧钢板δ=2.0 等级1804-m 7级
冷作加工费用:8.0~8.4元/KG,工人每工制作50KG以上;冷作包括:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊,外包价格为7.2~7.5元/KG。
以上加工系数基数设置为1。
数控剪板、数控冲孔、数控折弯、CO2保护焊等的外包费用取系数2.5~3.5,并根据制程数、复杂度考虑系数。
激光切割为冲的2倍:当板材不等于2时,加工费用按等于2计算;当板材小于1.2时,加工费用加乘2.5~3.5。材料市场价浮动时,加工费用基数不变。如板金制作中全装配,无焊接,则计数系数加乘0.75~0.85,一般取大;如公差等级提高为1804-f时,计数系数加乘1.5~2;如为批量清理毛刺倒钝加工时,计数系数加乘1.1~1.5;表面喷塑价为20~30元/m2;表面三度油漆加工价为15~20元/m2;有特殊要求的,制造加工困难的,必须考虑成品率,将成品系数加乘。
以上核价为标准核价,即报废率在3%以内,该利润大致为28%~35%,扣除税收,则利润为18%~23%左右,若对利润有要求的,则核价时相应加乘系数,不应小于1.75。
关于工序工时报价
铆压:63T以下1.5元/min
沉孔、去毛刺1.3元/min
加工方法 工序描述 单 位 低 平均 高 备 注
普冲 落料
(加冲孔) 次/天 1200 2200 5000 分钟/次 0.4 0.218 0.096
冲孔 次/天 1000 3000 4000 分钟/次 0.48 0.16 0.12
排孔 次/天 6000 分钟/次 0.08
成型
(非油压机) 次/天 2000 3000 6000 连续翻导轨的冲击次数 分钟/次 0.24 0.16 0.08
普冲压边 次/天 2000 分钟/次 0.24
折弯 单人折弯 次/天 1200 1800 2400 分钟/次 0.4 0.267 0.2
双人折弯 次/天 400 700 1000 包括特殊难度的折弯件 分钟/次 1.2 0.686 0.48
铆压 次/天 1600 3000 4500 中等且数量多可达较高 分钟/次 0.3 0.16 0.107
沉孔 单个或
2个沉孔 次/天 800 非小零件 分钟/次 0.6
多个沉孔
<10 次/天 2000 分钟/次 0.24
大于10个沉孔 次/天 2500 6000 分钟/次 0.192 0.08
翻孔、
攻丝 次/天 1500 3000 5000 依零件大小和攻丝数量 分钟/次 0.32 0.16 0.096
去毛刺 次/天 100 1000 分钟/次 4.8 0.48