钢结构连接的形式和方法
- 格式:ppt
- 大小:8.93 MB
- 文档页数:122
钢结构构件的连接方法总结导言钢结构的连接方法有焊接、普通螺栓连接、高强度螺栓连接,具体如下。
焊接1、建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为手工焊接、半自动焊接和自动化焊接3种。
2、根据焊接接头的连接部位,可以将熔化焊接头分为:对接接头、角接接头、T形及十字接头、搭接接头和塞焊接头等。
3、焊缝缺陷通常分为:裂纹、孔穴等缺陷。
其主要产生原因和处理方法如下。
(1)裂纹:通常有热裂纹和冷裂纹之分。
产生热裂纹的主要原因是母材抗裂性能差、焊接材料质量不好、焊接工艺参数选择不当、焊接内应力过大等;产生冷裂纹的主要原因是焊接结构设计不合理、焊缝布置不当、焊接工艺措施不合理,如焊前未预热、焊后冷却快等。
处理办法是在裂纹两端钻止裂孔或铲除裂纹处的焊缝金属,进行补焊。
(2)孔穴:通常分为气孔和弧坑缩孔2种。
产生气孔的主要原因是焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污或锈和氧化物、焊接电流过小、弧长过长、焊接速度太快等,其处理方法是铲去气孔处的焊缝金属,然后补焊。
产生弧坑缩孔的主要原因是焊接电流太大且焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属等,其处理方法是在弧坑处补焊。
普通螺栓连接1、常用的普通螺栓有六角螺栓、双头螺栓和地脚螺栓等。
2、制孔可采用钻孔、冲孔、铣孔、铰孔、镗孔和惚孔等方法,对直径较大或矩形孔也可采用气割制孔严禁气割扩孔。
钻孔、冲孔为一次制孔〔其中,冲孔的板厚应不大于12mm)。
铣孔、铰孔、镗孔和惚孔方法为二次制孔,即在一次制孔的基础上进行孔的二次加工采用气割制孔的方法,实际加工时一般直径在80mm以内的圆孔,钻孔不能实现时可采用气割制孔;另外对于长圆孔或异形孔一般可采用先行钻孔然后再采用气割制孔的方法对于采用冲孔制孔时,钢板厚度应控制在12mm以内。
高强度螺栓连接1.高强度螺栓按连接形式通常分为摩擦连接、张拉连接和承压连接等,其中摩擦连接是目前广泛采用的基本连接形式。
2、高强度螺栓连接处的摩擦面的处理方法通常有喷砂(丸)法、酸洗法、砂轮打磨法和钢丝刷人工除锈法等。

钢结构中刚接与铰接的区别钢结构是一种常用的建筑结构形式,其具有高承载能力和良好的抗震性能。
在钢结构设计中,刚接和铰接是两种常见的连接方式。
本文将介绍钢结构中刚接与铰接的区别,并探讨它们的特点及适用场景。
一、刚接的定义和特点刚接是指通过焊接、螺栓连接等方式将构件刚性地固定在一起,形成一个整体。
刚接的主要特点如下:1. 刚性连接:刚接连接的构件之间不允许发生相对位移或旋转,连接点处的刚度较高。
2. 理论上无内力:在刚接连接中,假设连接处无内力存在,即可视为整体结构。
3. 承载能力高:由于刚接连接形成了一个整体,其承载能力通常较高。
二、铰接的定义和特点铰接是指通过铰链或销钉等连接构件,在连接点处允许相对位移或旋转。
铰接连接的主要特点如下:1. 允许相对位移:铰接连接的构件之间允许有一定的位移,连接点处不限制刚度,具有良好的变形能力。
2. 内力集中:铰接连接处的内力主要集中在连接件上,连接件可能会受到较大的力和弯矩。
3. 承载能力相对较低:由于铰接连接处内力集中,其承载能力相对较低。
三、刚接与铰接的适用场景刚接和铰接在钢结构设计中都有各自的适用场景。
1. 刚接的适用场景:刚接常用于要求整体稳定性和刚度的结构,如框架结构、梁柱节点等。
刚接可以有效地将各构件连接成一个整体,提高结构的整体刚度和抗震性能。
刚接的特点使得结构在荷载作用下整体变形,对于需要抵抗水平荷载的结构尤为适用。
2. 铰接的适用场景:铰接常用于要求结构产生位移和变形的场合,如悬挂梁、拱式结构等。
铰接连接可以使结构在荷载作用下产生位移和变形,承受较大的变形能量。
铰接连接还可以减小结构受力产生的内力,降低结构的应力水平,提高结构的韧性和抗震性能。
四、综合应用举例在实际工程中,刚接和铰接可以进行综合应用,根据实际需要选择合适的连接方式。
1. 刚接与铰接相结合的悬挂梁设计:悬挂梁常用于悬索桥、吊车等需要大跨度的结构中。
为了满足结构对于变形和承载能力的要求,通常会在悬挂梁的连接处采用刚接和铰接相结合的设计。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
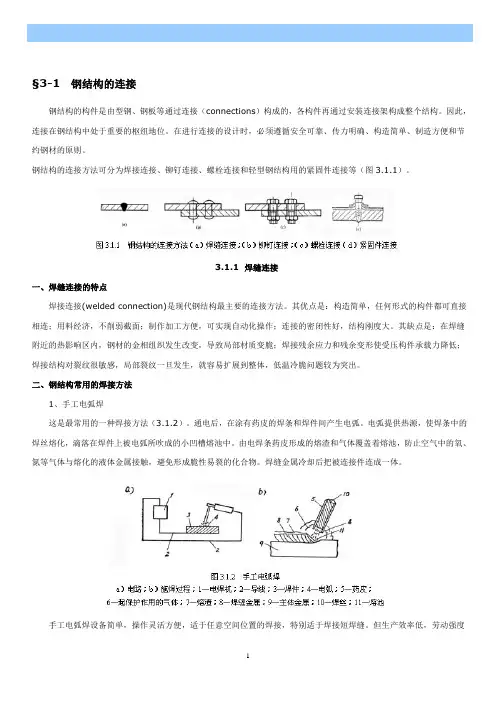
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
钢结构焊接工艺钢结构焊接工艺是现代建筑和工程领域中十分重要的一项技术,它能够使钢材得以连接,形成强大的支撑结构。
本文将介绍钢结构焊接工艺的基本原理、常见方法和注意事项,以帮助读者更好地了解和应用这一技术。
一、基本原理钢结构焊接工艺的实质是通过热能和焊接材料的作用,将需要连接的钢材加热至熔化状态,然后将熔化的钢材冷却固化,实现连接的目的。
其基本原理可以归纳为以下三个方面:1. 热能传递:焊接过程中,焊接电弧、火焰或激光等热源产生高温,使钢材加热至熔化点,促使焊接材料与母材相融。
2. 材料熔化:焊接材料在高温下熔化并与母材融合,形成焊缝。
3. 冷却固化:焊缝冷却后固化,与母材形成牢固的连接。
二、常见方法钢结构焊接工艺的常见方法包括手工电弧焊、气体保护焊、埋弧焊、激光焊等。
每种方法都具有各自的特点和适用范围。
1. 手工电弧焊:手工电弧焊是最传统、最常用的焊接方法之一。
它使用电弧产生高温,将焊条和母材熔化并连接在一起。
手工电弧焊具有简单、经济的优势,常用于一些简单的焊接工作。
2. 气体保护焊:气体保护焊是利用惰性气体(如氩气)对焊接区域进行保护,防止空气中的氧气和氮气进入焊缝,以减少气孔和缺陷的产生。
气体保护焊适用于焊接质量要求较高的情况。
3. 埋弧焊:埋弧焊是一种自动化焊接方法,由焊枪自动供给焊丝和焊剂。
埋弧焊具有高效、高质量的优势,适用于大型结构的焊接。
4. 激光焊:激光焊是一种高能量密度的焊接方法,利用激光束对焊接材料进行加热。
激光焊具有焊缝窄、热影响区小的优势,常用于对材料要求极高的领域。
三、注意事项在进行钢结构焊接工艺时,需要注意以下几个方面,以确保焊接质量和工作安全:1. 装备检查:焊接前需检查焊接设备和工具的状态,确保其正常运行和安全可靠。
2. 材料准备:选择合适的焊接材料和焊接方法,根据钢材的种类和要求进行预处理和预热,使焊接接头达到理想的质量要求。
3. 焊接环境:选择无风或低风速的环境进行焊接,避免气体和颗粒物进入焊接区域,影响焊接质量。
钢结构安装方法钢结构是一种重要的建筑结构形式,它具有高强度、抗震能力强、施工周期短等优点,在现代建筑中得到广泛应用。
为了确保钢结构的安全和稳定,正确的安装方法至关重要。
本文将介绍钢结构安装的几种常用方法。
一、起吊安装起吊安装是最常见的钢结构安装方法之一。
通常先在现场预制好的钢结构构件上安装好起吊装置,并通过吊车或起重机将构件吊装到合适的位置。
在起吊过程中,需要注意以下几点:1. 确保施工场地平整稳定,以确保起吊装置和吊车的稳定性。
2. 按照设计图纸和安装顺序进行构件的起吊安装,确保正确的位置和方向。
3. 采用适当的吊装工具和吊索进行起吊,确保吊装过程中的平衡和稳定。
4. 在吊装过程中,需有专人指挥并与吊车司机进行有效沟通,确保操作的准确性和安全性。
二、螺栓连接安装螺栓连接是钢结构安装中常用的连接方式之一。
它通过将构件之间的螺栓连接,将钢结构构件组装成整体。
在螺栓连接安装过程中,需要注意以下几点:1. 确保螺栓的质量合格,并按照设计要求进行正确的螺栓安装。
2. 在安装螺栓前,应将螺栓洗净并涂抹螺栓脂,以确保螺栓的质量和稳定性。
3. 在螺栓连接过程中,需使用扭矩扳手等工具进行力度的控制,确保螺栓连接的紧固力度符合设计要求。
4. 定期检查螺栓连接的紧固情况,如有松动及时进行重新紧固操作,以确保连接的牢固性。
三、焊接安装焊接是将钢结构构件进行连接的常用方法之一。
焊接安装具有连接牢固、结构紧凑等优点,但也需要特殊的焊接工艺和焊接资质。
在焊接安装过程中,需要注意以下几点:1. 确保焊工具有相应的焊接资质,并按照焊接工艺规范进行焊接操作。
2. 在焊接前,需要对焊接接头进行处理,如除锈、切割等,以确保焊接的质量。
3. 控制焊接电流和焊接速度,以确保焊缝的质量和焊接接头的强度。
4. 进行焊接后,需进行焊缝的检查和探伤,如有缺陷及时进行修复,以确保焊接接头的质量和安全性。
总结:钢结构的安装方法包括起吊安装、螺栓连接安装和焊接安装。
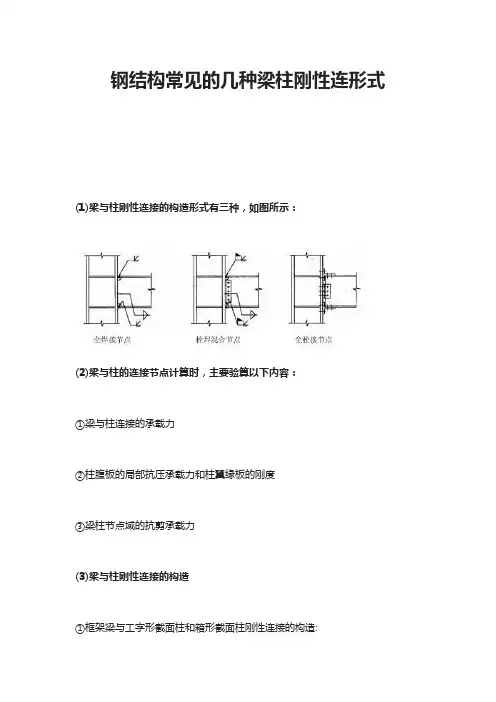
钢结构常见的几种梁柱刚性连形式(1)梁与柱刚性连接的构造形式有三种,如图所示:(2)梁与柱的连接节点计算时,主要验算以下内容:①梁与柱连接的承载力②柱腹板的局部抗压承载力和柱翼缘板的刚度③梁柱节点域的抗剪承载力(3)梁与柱刚性连接的构造①框架梁与工字形截面柱和箱形截面柱刚性连接的构造:框架梁与柱刚性连接②工字形截面柱和箱形截面柱通过带悬臂梁段与框架梁连接时,构造措施有两种:柱带悬臂梁段与框架梁连接梁与柱刚性连接时,按抗震设防的结构,柱在梁翼缘上下各500mm的节点范围内,柱翼缘与柱腹板间或箱形柱壁板间的组合焊缝,应采用全熔透坡口焊缝。
(4)改进梁与柱刚性连接抗震性能的构造措施①骨形连接骨形连接是通过削弱梁来保护梁柱节点。
骨形连接梁端翼缘加焊楔形盖板在不降低梁的强度和刚度的前提下,通过梁端翼缘加焊楔形盖板。
(5)工字形截面柱在弱轴与主梁刚性连接当工字形截面柱在弱轴方向与主梁刚性连接时,应在主梁翼缘对应位置设置柱水平加劲肋,在梁高范围内设置柱的竖向连接板,其厚度应分别与梁翼缘和腹板厚度相同。
柱水平加劲肋与柱翼缘和腹板均为全熔透坡口焊缝,竖向连接板与柱腹板连接为角焊缝。
主梁与柱的现场连接如图所示。
2梁与柱的铰接连接(1)梁与柱的铰接连接分为:仅梁腹板连接、仅梁翼缘连接:仅梁腹板连接仅梁翼缘连接柱上伸出加劲板与梁腹板相连梁与柱用双盖板相连(2)柱在弱轴与梁铰接连接分为:柱上伸出加劲板与梁腹板相连、梁与柱用双盖板相连柱的拼接节点一般都是刚接节点,柱拼接接头应位于框架节点塑性区以外,一般宜在框架梁上方1.3m左右。
考虑运输方便及吊装条件等因素,柱的安装单元一般采用三层一根,长度10~12m左右。
根据设计和施工的具体条件,柱的拼接可采取焊接或高强度螺栓连接。
按非抗震设计的轴心受压柱或压弯柱,当柱的弯矩较小且不产生拉力的情况下,柱的上下端应铣平顶紧,并与柱轴线垂直。
柱的25%的轴力和弯矩可通过铣平端传递,此时柱的拼接节点可按75%的轴力和弯矩及全部剪力设计。
简述钢结构连接方法的种类
钢结构连接方法的种类包括以下几种:
1. 螺栓连接:使用螺栓和螺母将钢构件连接在一起。
螺栓连接能够提供较高的刚度和强度,并且易于安装和拆卸。
2. 焊接连接:通过将钢构件进行熔接来实现连接。
焊接连接能够提供更高的刚度和强度,并且可以实现连续的结构性能。
3. 铆接连接:使用铆钉将钢构件连接在一起。
铆接连接具有较高的刚度和强度,并且能够实现连续的结构性能。
4. 锚固连接:通过固定钢构件到混凝土结构或者其他基础上来实现连接。
锚固连接能够提供较高的稳定性和抗震能力。
5. 拼装连接:将预制的钢构件通过扣件或者其他连接件进行组合拼装。
拼装连接能够提高施工速度和灵活性,并且便于现场安装。
6. 机械连接:使用机械连接件,如榫卯接头、卡口式接头等,将钢构件连接在一起。
机械连接能够提供较高的刚度和强度,并且方便拆卸和更换。
总结起来,钢结构连接方法的种类多样,每种连接方法都有其适用的场景和特点,选择合适的连接方法可以提高钢结构的安全性和可靠性。

钢结构的组装方法
钢结构的组装方法有多种,其中最常见的有焊接和螺栓连接两种
方式。
1. 焊接:钢结构的组装中最常用的方法是焊接。
这种方法可以将
两个或多个钢构件通过融化接合在一起,以形成一个完整的结构体。
这种方法的优点在于连接点的强度很高,但缺点是需要使用特殊设备
和技术,并且需要非常严格的质量控制。
2. 螺栓连接:螺栓连接是另一种钢结构的组装方法,也是比较常
见的方式之一。
这种方法的优势在于可以使用普通的工具和技术来完成,不需要特殊的设备,并且连接点的强度也很高。
缺点是需要更多
的零配件,并且由于连接方式多,也需要在施工过程中严格控制质量。
钢结构的组装方法在不同的实际施工中还会有其他的方式,例如
采用铆钉连接等,但无论采用何种方式,都需要在施工前进行充分的
计划和准备,从而确保钢结构组装的质量和精度。
钢结构施工方法混凝土浇筑与钢结构连接的施工工艺钢结构在现代建筑中得到广泛应用,它具有高强度、轻质、耐久性强等优点。
然而,在钢结构的施工过程中,混凝土浇筑和钢结构的连接是关键的一环。
本文将从施工工艺的角度探讨钢结构混凝土浇筑与钢结构连接的方法。
一、混凝土浇筑1. 施工准备在进行混凝土浇筑前,需要做好充分的施工准备工作。
首先,确保施工现场的平整度,清除杂物和污垢。
其次,根据设计要求,进行合理的模板搭设和支撑安装。
最后,准备好所需要的混凝土原材料,包括水泥、砂子、骨料等。
2. 浇筑方式混凝土的浇筑方式可以根据具体情况选择。
常见的浇筑方式有:自流平浇筑、露天工地浇筑、模板顶升浇筑等。
在钢结构的混凝土浇筑中,为了保证施工质量和效率,一般采用自流平浇筑的方式。
3. 浇筑施工控制在混凝土浇筑过程中,需要控制施工的速度和均匀性。
确保混凝土在浇筑过程中的传动性和可塑性。
同时,在浇筑过程中采取适当的振捣措施,确保混凝土的密实性和均匀性。
二、钢结构连接工艺1. 预埋焊接预埋焊接是钢结构与混凝土连接的一种常见方式。
在施工前,需要在钢结构中预先埋设焊接件。
然后在混凝土浇筑时,将焊接件与混凝土紧密连接起来。
预埋焊接工艺可以有效提高钢结构与混凝土的连接强度。
2. 锚固螺栓锚固螺栓也是一种常用的钢结构连接方式。
在施工前,根据设计要求,在混凝土中预埋锚固螺栓。
混凝土浇筑后,通过螺栓将钢结构紧固在混凝土中。
锚固螺栓连接方式具有简便、可靠的特点,并且可以适应不同的结构要求。
3. 螺栓连接除了预埋焊接和锚固螺栓之外,螺栓连接也是钢结构与混凝土连接的一种常用方式。
在施工中,通过螺栓将钢结构与混凝土进行连接。
螺栓连接方式简单可靠,适用于各种结构形式和设计要求。
总结:本文从混凝土浇筑和钢结构连接两个方面,介绍了相应的施工工艺。
在钢结构施工中,混凝土浇筑是保证结构强度和稳定性的重要环节。
而钢结构与混凝土的连接方式直接影响结构的整体性能。
因此,在施工过程中,需要严格按照设计要求和相应的工艺规范进行操作,确保施工质量和安全性。
钢梁连接施工方法钢结构作为一种重要的建筑结构形式,广泛应用于各类建筑工程中。
而钢梁作为钢结构的关键组成部分之一,其连接施工方法的选择和实施对于钢结构的稳定性和安全性至关重要。
本文将介绍几种常见的钢梁连接施工方法,以期为相关工程实践提供参考。
一、焊接连接焊接是一种常见的钢梁连接方法,具有连接紧密、强度高、刚度好等优点。
常用的焊接连接方法有角焊缝、对角焊缝、正角焊缝、焊角等。
在焊接连接时,需事先清洁焊缝双侧金属表面,以确保接头质量。
同时,应严格控制焊接参数,防止焊接过程中产生焊缝缺陷。
焊接连接适用于静载和轻载的钢结构工程。
二、螺栓连接螺栓连接是一种可拆卸连接方式,适用于大型和重载钢结构工程。
该连接方式需要通过螺栓将钢梁连接在一起,并使用螺母进行紧固。
螺栓连接具有施工方便、可重复利用等优点,但相对于焊接连接而言,结构刚度稍逊。
在进行螺栓连接时,需注意选择合适规格的螺栓和螺母,并使用扭矩扳手进行正确的紧固力矩控制。
三、悬吊索连接对于某些局部受力较大的钢梁连接,悬吊索连接可以提供良好的解决方案。
该方法借助悬吊索将两个钢梁连接起来,形成稳定的整体结构。
悬吊索连接的主要优点是可以解决长跨度、大载荷、变形较大的情况,但在施工过程中需要特殊的设备和操作技术。
四、扣板连接扣板连接是一种常见的连接方式,适用于小型和中型的钢结构工程。
扣板连接将两个钢梁通过一块扣板连接在一起,并采用螺栓或焊接固定。
扣板连接具有施工方便、成本较低等优点,但承载能力相对较低。
五、槽钢连接槽钢连接适用于连接角钢或槽钢梁与钢柱之间。
该方法将角钢或槽钢梁插入到钢柱的槽口或用角铁将其固定,通过焊接或螺栓进行连接。
槽钢连接具有结构简单、施工方便等优点,但对于长跨度和大载荷的工程较少使用。
综上所述,钢梁连接施工方法的选择应根据具体的工程需求和设计要求来确定。
焊接连接适用于静载和轻载的工程,螺栓连接适用于大型和重载的工程,悬吊索连接适用于长跨度、大载荷的工程,扣板连接适用于小型和中型的工程,槽钢连接适用于连接角钢或槽钢梁与钢柱之间的工程。
d e钢结构的构件连接方式钢结构的连接方法大体来看,有以下几种:焊接——是使用最普遍的方法,该方法对几何形体适应性强,构造简单,省材省工,易于自动化,工效高;但是焊接属于热加工过程,对材质要求高,对于工人的技术水平要求也高,焊接程序严格,质量检验工作量大。
铆接——该方法传力可靠,韧性和塑性好,质量易于检查,抗动力荷载好;但是由于铆接时必须进行钢板的搭接,相对来讲费钢、费工。
普通螺栓连接——这种方式装卸便利,设备简单,工人易于操作;但是对于该方法,螺栓精度低时不宜受剪,螺栓精度高时加工和安装难度较大。
高强螺栓连接——此法加工方便,对结构削弱少,可拆换,能承受动力荷载,耐疲劳,塑性、韧性好摩擦面处理,安装工艺略为复杂,造价略高射钉、自攻螺栓连接——较为灵活,安装方便,构件无须预先处理,适用于轻钢、薄板结构不能受较大集中力。
焊接连接 焊接是钢结构较为常见的连接方式,也是比较方便的连接方式,在众多的钢结构中,焊接是最为常见的一种。
根据焊接的形式,焊缝可以分为对接(平接)焊缝、角焊缝、和顶接焊缝三大类。
对接焊缝对接焊缝按受力与焊缝方向分直缝——作用力方向与焊缝方向正交;斜缝——作用力方向与焊缝方向斜交两类。
从直观来看,直缝受拉,斜缝受拉与剪的同时作用。
对接焊缝在焊接上有以下处理形式: a )直边缝:适合板厚t 10mm b )单边V 形:适合板厚t =10~20mmc )双边V 形:适合板厚t =10~20mmd )U 形:适合板厚t > 20mme )K 形:适合板厚t > 20mm b斜缝 直缝f)X形:适合板厚t > 20mm对接焊缝的优点是用料经济、传力均匀、无明显的应力集中1[1],利于承受动力荷载;但也有缺点,需剖口,焊件长度要精确。
对接焊缝需要做以下构造处理:首先,在施焊过程中,起落弧处易有焊接缺陷,所以用引弧板;但采用引弧板施工复杂,除承受动力荷载外,一般不用,计算时将焊缝长度两端各减去5mm。
钢结构的接头形式
钢结构接头形式
钢结构接头是指用来固定钢结构元件,抗静力和耐疲劳的连接接头。
这些接头可以根据结构的要求及工程设计的不同,采用不同的结构形式来满足使用要求。
常见的钢结构接头形式包括:
一、焊接接头
1、直接焊接接头
即对于钢结构元件中的鞍形接头,采用焊接工艺进行连接。
根据焊接工艺的不同,可分为手工焊接接头和机器焊接接头。
手工焊接接头是指焊工采用手工焊枪,将两个钢结构元件拼接成良好的焊接结构。
机器焊接接头是指用机器进行焊接,具有高效率,焊缝质量好,重复性能良好、满足设计要求等优点。
2、连接件焊接接头
在钢结构元件中,采用具有螺纹、凸缘或用极限连接件、挡圈等连接件连接的焊接接头称为连接件焊接接头。
二、螺栓接头
采用螺栓连接的钢结构接头,称为螺栓接头。
它是一种经济、高效、易于安装、可靠性高的构件连接技术。
它以简洁紧凑、节省空间、使用简便的螺栓及相关垫片,可以实现构件的快速安装和不可逆转性的连接。
三、其他类型的接头
包括:榫接接头、拼接接头、折边接头、挤压接头、插入接头等。