钢结构的连接(焊接_螺栓连接)
- 格式:ppt
- 大小:2.37 MB
- 文档页数:49
5.方茴说:“那时候我们不说爱,爱是多么遥远、多么沉重的字眼啊。
我们只说喜欢,就算喜欢也是偷偷摸摸的。
”6.方茴说:“我觉得之所以说相见不如怀念,是因为相见只能让人在现实面前无奈地哀悼伤痛,而怀念却可以把已经注定的谎言变成童话。
”7.在村头有一截巨大的雷击木,直径十几米,此时主干上唯一的柳条已经在朝霞中掩去了莹光,变得普普通通了。
8.这些孩子都很活泼与好动,即便吃饭时也都不太老实,不少人抱着陶碗从自家出来,凑到了一起。
9.石村周围草木丰茂,猛兽众多,可守着大山,村人的食物相对来说却算不上丰盛,只是一些粗麦饼、野果以及孩子们碗中少量的肉食。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
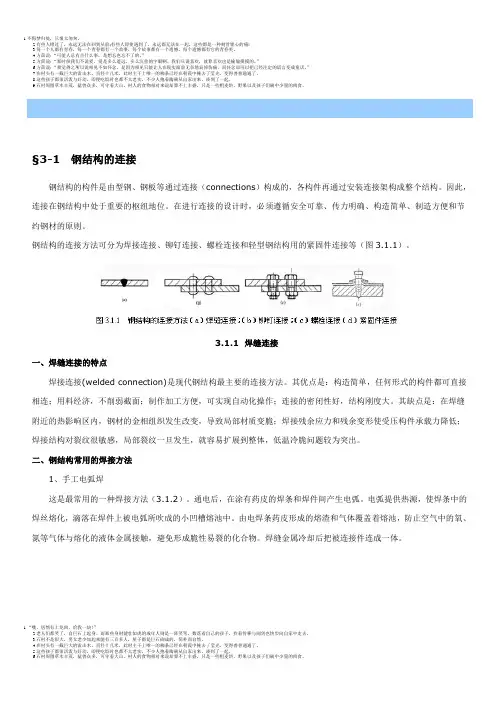
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
钢结构施工细则解读螺栓连接与焊接选择钢结构作为一种常见且重要的建筑材料,其施工细节与连接方式具备决定性的作用。
螺栓连接与焊接是常见的钢结构连接方式,本文将对这两种方式进行解读,并根据实际情况进行选择。
一、螺栓连接螺栓连接是一种机械紧固方式,通过螺栓和螺母将两个构件连接在一起。
螺栓连接的特点是拆卸方便,适用于需要拆卸与移动的场合。
在选择螺栓时,需要考虑以下几个因素:1. 强度等级:根据结构设计要求和受力情况,选择合适的螺栓强度等级。
常见的螺栓强度等级有8.8、10.9和12.9,数值越高,强度越大。
2. 防松措施:螺栓连接在受到振动或冲击的情况下容易松动,为了确保连接的可靠性,需要采取相应的防松措施。
常见的防松措施包括使用锁紧垫圈或涂层。
3. 安装预紧力:螺栓连接需要进行预紧,预紧力的大小直接影响连接的强度。
根据规范要求和设计要求,控制预紧力的大小。
二、焊接选择焊接是将两个构件通过熔化材料进行连接的方式,具有连接强度高、连接刚度好的特点。
在选择焊接方式时,需要考虑以下几个因素:1. 焊接方法:根据施工情况和焊接要求,选择合适的焊接方法。
常见的焊接方法包括手工电弧焊、埋弧焊和气保焊等。
2. 焊材选择:根据焊接材料的性能与构件材料的相似性,选择合适的焊接材料。
确保焊接接头的强度和可靠性。
3. 焊工技术:焊接质量受到焊工技术的影响,需要通过培训与考核来确保焊工操作规范、技术熟练。
4. 焊缝设计:根据结构设计要求,合理设计焊缝形式与尺寸。
确保焊缝完全填充,焊接接头的承载能力。
在实际工程中,螺栓连接与焊接选择通常不是孤立的,常常是结合使用,以充分发挥各自的优势。
例如,在构件的永久连接部位使用焊接,而在需要拆卸的部分使用螺栓连接。
综上所述,螺栓连接与焊接是钢结构施工中常用的连接方式。
在实际选择时,需要根据结构设计要求、受力情况和工程实际情况综合考虑,确保连接的强度和可靠性。
合理的连接方式选择可以提高钢结构的施工效率和工程质量,值得工程师和施工人员的重视与研究。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
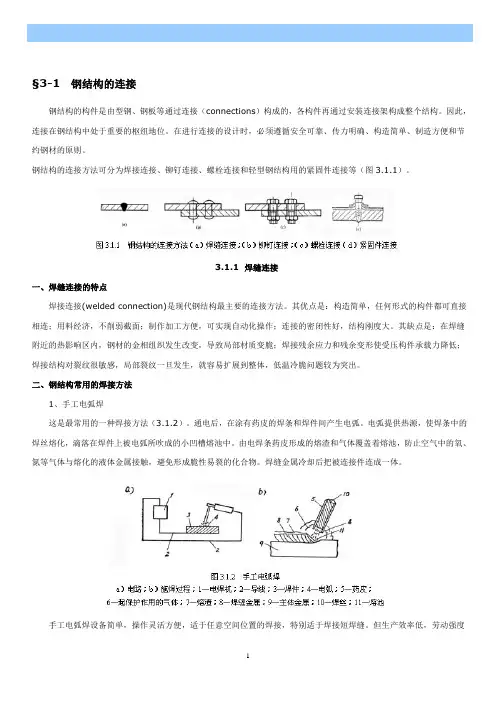
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
钢结构的连接方法
钢结构的连接方法主要包括:
1.焊接:焊接是采用焊接焊条或电弧焊将钢结构连接在一起的一种方法。
具体的焊接方式包括:焊接板焊、焊缝焊、插焊、双面焊等。
2.螺栓连接:利用螺栓将所连接的板件固定在一起。
螺栓连接方式包括:普通螺栓连接、拧紧螺母系统、膨胀螺栓系统等。
3.剪切连接:剪切连接是将钢板条和角钢以剪切变形的方式结合在一起。
剪切连接包括:
常规剪切连接、法兰连接、超高度剪切连接、超宽度剪切连接等。
4.组合连接:组合连接是在焊接和螺栓连接的基础上,将两者相结合,相互补充来实现钢结构连接的方式,如拉杆焊接和螺栓连接等。
5.跨度连接:跨度连接是将壳体系支撑在支撑点之间,以产生超长的
结构的连接方法。
常见的跨度连接方式有套筒支撑系统、群支撑系统、球
支撑系统等。
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。


钢结构的三种连接方式钢结构是一种高强度、轻质、耐久性强的建筑结构,广泛应用于各种建筑物中。
在钢结构建筑中,连接方式是非常重要的一环,直接关系到建筑结构的牢固度和安全性。
钢结构的连接方式主要有三种:焊接连接、螺栓连接和铆接连接。
一、焊接连接焊接连接是钢结构中最常用的一种连接方式。
焊接连接采用电弧焊接或气焊接,将钢结构件直接连接起来,使之成为一个整体。
这种连接方式具有以下优点:1、焊接连接的强度非常高,可以使钢材的强度得到充分的利用,使整个建筑结构更加稳定。
2、焊接连接可以节省螺栓等连接件的使用,降低了建筑造价。
3、焊接连接可以使结构更加美观,连接处平整光滑,不影响建筑外观。
但是,焊接连接也存在一些缺点:1、焊接连接需要专业的技术和工人,技术要求较高,如果焊接质量不好,会影响建筑结构的安全性。
2、焊接连接会给结构带来局部热变形,如果不加控制,可能会对结构造成不良影响。
二、螺栓连接螺栓连接是钢结构中另一种常用的连接方式。
螺栓连接是通过螺栓和螺母将钢结构件连接在一起的。
这种连接方式具有以下优点:1、螺栓连接可以方便拆卸和更换,适用于需要经常维护的建筑结构。
2、螺栓连接可以使建筑结构的安装更加方便,可以先将各个部件连接好,再将整个结构组装起来。
3、螺栓连接具有灵活性,可以根据需要调整连接方式,适应不同的建筑结构。
但是,螺栓连接也存在一些缺点:1、螺栓连接需要使用大量螺栓和螺母,增加了建筑造价。
2、螺栓连接的强度比焊接连接略低,需要采用更多的连接件才能达到相同的强度。
三、铆接连接铆接连接是钢结构中另一种较为常用的连接方式。
铆接连接是通过铆钉将钢结构件连接在一起的。
这种连接方式具有以下优点:1、铆接连接的强度比螺栓连接高,可以使建筑结构更加稳定。
2、铆接连接不需要专业的焊接技术,适用于一些技术水平较低的工人。
3、铆接连接可以在野外施工时进行,不需要电力和气源等辅助设备,适应性较强。
但是,铆接连接也存在一些缺点:1、铆接连接需要较多的铆钉和铆枪等设备,增加了建筑造价。
常见钢结构构件连接方法详解!钢结构构件的连接钢结构的连接方法有焊接、普通螺栓连接、高强度螺栓连接和铆接,具体如下:(一)焊接1、建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为手工焊接、半自动焊接和自动化焊接三种。
2、根据焊接接头的连接部位,可以将熔化焊接头分为:对接接头、角接接头、T形及十字接头、搭接接头和塞焊接头等。
3、在焊接时应合理选择焊接方法、条件、顺序和预热等工艺措施,尽可能把焊接应力和焊接变形控制到最小。
必要时,应取合理措施消除焊接残余应力和变形。
4、焊缝缺陷通常分为:裂纹、孔穴、固体夹杂、未熔合、未焊透、形状缺陷和上述以外的其他缺陷。
其主要产生原因和处理方法为:(1)裂纹:通常有热裂纹和冷裂纹之分。
产生热裂纹的主要原因是母材抗裂性能差、焊接材料质量不好、焊接工艺参数选择不当、焊接内应力过大等;产生冷裂纹的主要原因是焊接结构设计不合理、焊缝布置不当、焊接工艺措施不合理,如焊前未预热、焊后冷却快等。
处理办法是在裂纹两端钻止裂孔或铲除裂纹处的焊缝金属,进行补焊。
(2)孔穴:通常分为气孔和弧坑缩孔两种。
产生气孔的主要原因是焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污或锈和氧化物、焊接电流过小、弧长过长、焊接速度太快等,其处理方法是铲去气孔处的焊缝金属,然后补焊。
产生弧坑缩孔的主要原因是焊接电流太大且焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属等,其处理方法是在弧坑处补焊。
(3)固体夹杂:有夹渣和夹钨两种缺陷。
产生夹渣的主要原因是焊接材料质量不好、焊接电流太小、焊接速度太快、熔渣密度太大、阻碍熔渣上浮、多层焊时熔渣未清除干净等,其处理方法是铲除夹渣处的焊缝金属,然后焊补。
产生夹钨的主要原因是氩弧缝金属,重新焊补。
(4)未熔合、未焊透:产生的主要原因是焊接电流太小、焊接速度太快、坡口角度间隙太小、操作技术不佳等。
对于未熔合的处理方法是铲除未熔合处的焊缝金属后补焊。
对于未焊透的处理方法是对开敞性好的结构的单面未焊透,可在焊缝背面直接补焊。
钢结构施工工艺螺栓连接与焊缝处理钢结构施工是现代建筑领域中常见的一种建造方式,其采用螺栓连接和焊缝处理来实现构件的拼装。
在钢结构施工中,螺栓连接和焊缝处理是关键环节,对结构的稳定性和安全性起到至关重要的作用。
本文将从螺栓连接和焊缝处理两个方面进行论述。
一、螺栓连接螺栓连接是一种常用的钢结构构件连接方式。
螺栓连接由螺栓、螺母和垫片组成,通过将螺栓穿过构件之间的孔洞,再用螺母固定,形成牢固的连接。
螺栓连接的特点是拆装方便,适用于需要拆卸的场合。
螺栓应满足一定的质量要求。
首先,螺栓应具有足够的强度,能够承受所需的荷载。
其次,螺栓的表面应光滑平整,无明显的缺陷。
另外,螺栓的螺纹应紧密、均匀,能够与螺母相匹配。
在施工中,螺栓连接的步骤如下:首先,需要在钢结构构件上预先钻孔,孔径要与螺栓直径相匹配。
然后,将螺栓穿过孔洞,放入垫圈,并加上螺母。
最后,使用扳手或扭力扳手将螺母拧紧,使连接牢固稳定。
二、焊缝处理焊缝处理是另一种常见的钢结构构件连接方式。
焊接通过将构件熔化,使其相互融合,形成牢固的连接。
焊接的优点是连接强度高、刚性好,适用于需要强力支撑的场合。
焊缝的处理需要注意以下几个方面。
首先,焊接前应彻底清除焊接部位的油污、尘土和氧化物,以确保焊接质量。
其次,焊接时应选择合适的焊接方法和设备,确保焊接温度和熔化深度的控制。
另外,焊接完毕后应对焊缝进行检查,并进行相应的修复和处理。
在焊接过程中,需要穿戴好防护设备,如焊接面罩、手套和防护服,以保护自己的安全。
此外,还需要注意焊接作业环境的通风和消防措施,以避免因焊接产生的有害气体对工人和环境造成危害。
三、螺栓连接与焊缝处理的选择在钢结构施工中,螺栓连接和焊缝处理各有优劣,具体的选择应根据工程实际需求来决定。
一般来说,对于需要经常拆装的构件,螺栓连接更为适合;而对于需要承受大荷载和强力支撑的构件,焊缝处理更为适合。
此外,在具体实施过程中,还需要考虑到施工的效率和经济性。