铝型材挤压机用途特点及安装
- 格式:docx
- 大小:14.40 KB
- 文档页数:4
铝型材挤压机使用方法
铝型材揉捏机分为正向揉捏和反向揉捏两种,当前绝大有些用的是正向揉捏机,科学原理是液压机原理,要从揉捏机的结构来剖析。
咱们通常把揉捏机分为三有些:主缸、中板(揉捏桶)、揉捏杆。
主缸是一个液压设备,液压油经过大活塞传压至小活塞,推动揉捏杆,将经过加热的铝棒推动揉捏桶,到达排气压力后揉捏桶撤退排气,再行进与模具腔体接合,到达出材压力后,揉捏杆一起行进将揉捏桶内的铝送入模具分流孔,铝合金经过模具渐渐流出成型。
机座导轨纵向和横向水平度均不该超越0.05/1000;铝型材揉捏机装置或大、中修以后,必须留意两导轨平行度:在导轨的全长上不该进行装置精度检查与调整,使之到达有关精度超越0.lmm度规范或规划需求,然后提高了铝型材揉捏机的精度。
当有精度后,怎么提高铝型材揉捏机的速度呢?视揉捏机吨位、模具断面形状的杂乱程度、铝棒加热温度等要素作恰当调整,这样,速度就可以得到必定的提高。
中国铝管交易网。
铝型材挤压机工作原理及结构铝型材挤压机是一种常见的工业设备,用于将铝合金通过挤压加工成各种形状的型材。
它的工作原理和结构对于理解挤压过程以及优化型材生产具有重要意义。
在本文中,我将重新阐述铝型材挤压机的工作原理和结构,并分享我的观点和理解。
首先,让我们来了解铝型材挤压机的工作原理。
铝型材挤压机工作时,需要通过一系列步骤将铝合金加热至一定温度,然后将其送入挤压室。
在挤压室内,铝合金被用于填充一个模具,该模具具有所需的型材截面形状。
在填充过程中,挤压机通过施加压力将铝合金挤压至模具中,并形成所需的型材形状。
最后,挤压好的型材通过冷却装置进行冷却,并进行后续的加工和处理。
铝型材挤压机的结构通常包括以下几个主要组成部分。
首先是加热系统,它负责将铝合金加热至适当的挤压温度。
加热系统通常采用电加热或燃气加热方式,以确保达到所需的温度。
其次是挤压室,它包括一个带有模具腔的挤压腔体。
在填充过程中,铝合金通过进料系统进入挤压腔体,并通过活塞或螺杆施加压力,将铝合金挤压至模具腔中。
最后是冷却装置,它用于快速冷却挤压好的铝型材,以保持其形状和性能。
对于铝型材挤压机的工作原理和结构,我有以下一些观点和理解。
首先,挤压过程中的温度控制非常重要。
恰当的加热温度可以确保铝合金具有良好的可塑性,使其易于挤压成型。
其次,挤压室的设计和模具的选择对于获得所需的型材形状至关重要。
适当的挤压腔体和模具设计可以确保挤压过程中的铝合金填充均匀,并使得型材形状保持稳定。
此外,冷却装置的效果也对挤压型材的质量和性能有重要影响。
合适的冷却速度可以避免铝型材出现变形或裂纹等问题。
从简到繁、由浅入深地探讨铝型材挤压机的工作原理及结构,可以帮助我们更好地理解这一工业过程。
通过对加热系统、挤压室和冷却装置的详细分析,我们能够了解每个组成部分的功能和重要性,从而更好地理解挤压过程的关键因素。
此外,总结和回顾这些内容可以帮助我们对铝型材挤压机的工作原理和结构有更全面、深刻和灵活的理解。
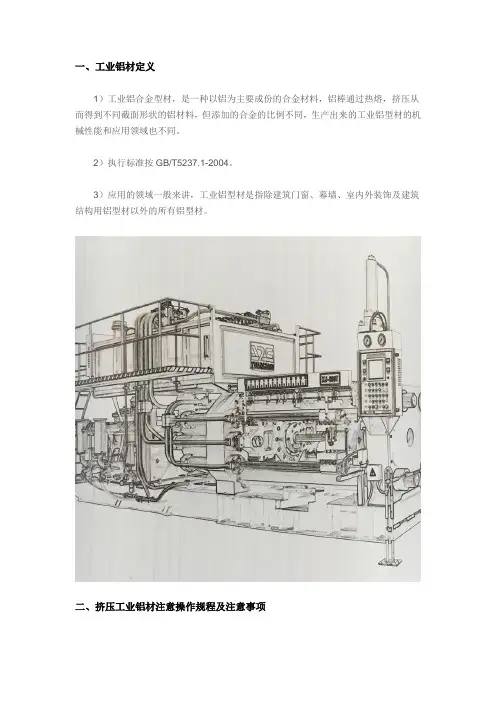
一、工业铝材定义1)工业铝合金型材,是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,但添加的合金的比例不同,生产出来的工业铝型材的机械性能和应用领域也不同。
2)执行标准按GB/T5237.1-2004。
3)应用的领域一般来讲,工业铝型材是指除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材。
二、挤压工业铝材注意操作规程及注意事项挤压最重要的问题是金属温度的控制,从铸锭开始加热到挤压型材的淬火都要保证可溶解的相组织不从固溶中析出或呈现小颗粒的弥散析出。
6063合金铸锭加热温度一般都设定在Mg2Si析出的温度范围内,加热的时间对Mg2Si的析出有重要的影响,采用快速加热可以大大减少可能析出的时间。
一般来说,对6063合金铸锭的加热温度可设定为:未均匀化铸锭:460-520℃;均匀化铸锭:430-480℃。
其挤压温度在操作时视不同制品及单位压力大小来调整。
(一)先从工序上进行分析:1、开铝材挤压机前须保证设备周围及机台上无杂物,油污。
2、按生产要求备好原料,按配比要求倒入料槽中。
3、检查电源情况,确认各控制柜工作正常。
(二)工业铝型材挤压机主机:1、传动、挤压系统,是靠主变频器控制变频调速电机,通过减速箱分配箱、十字花键,逐级传递给螺杆来完成,其中变频器中所输入的程序以及参数值,在设备出厂时已经设定完成,不能随意更改。
2、加热、冷却系统,是由机筒加热冷却、模头加热、螺杆芯部加热冷却来构成,由电腔程序来控制,由B&R温度模块配以PID温控软件取代传统温控表、系统能在加热过程中自动优化演算PID各参数,演算完成后自动赋值,也可以根据自已经验进行手动对PID各参数进行赋值,温度控制精确到±℃。
其工作原理是在各区加热段给定一个温度值如180℃,由热电偶测得数据。
加热时随温度的逐渐升高,其加热的频率逐渐降低,加热时间也逐渐缩短,当≥180℃时,该区开始冷却,风机开始工作。
铝合金型材挤压模具及挤压生产流程详解铝合金型材挤压模具是一种用于加工铝合金型材的工具。
铝合金型材挤压生产流程如下:1. 材料准备:首先需要准备好适用于挤压的铝合金材料。
通常情况下,采用的是具有良好延展性和可塑性的铝合金材料。
2. 模具设计:根据产品的形状和尺寸要求,设计合适的挤压模具。
模具的设计需要考虑产品的形状、尺寸、角度和曲率等因素。
3. 模具制造:根据设计好的模具图纸,制造出挤压模具。
通常情况下,模具由高强度的工具钢制成,以确保其耐磨性和寿命。
4. 模具安装:将制造好的挤压模具安装在挤压机上。
挤压机是用于将铝合金材料加热并迫使其通过模具的设备。
5. 加热材料:将铝合金材料加热至所需的挤压温度。
挤压温度可以根据铝合金的特性和产品的要求进行调整。
6. 挤压加工:将加热好的铝合金材料送入挤压机中,通过压力迫使其通过模具。
在挤压过程中,铝合金材料会受到模具的限制,被迫形成与模具相同的形状。
7. 冷却处理:经过挤压后,铝合金型材会以较高的温度存在。
为了增加其强度和硬度,需要对其进行冷却处理。
冷却处理可以通过水冷或空气冷却进行。
8. 切割和加工:经过冷却处理后的铝合金型材需要进行切割和加工。
通常会使用锯床或切割机对其进行切割,并使用机械加工设备对其进行进一步的加工和修整。
9. 表面处理:为了提高铝合金型材的耐腐蚀性和表面光洁度,通常会对其进行表面处理,如阳极氧化、粉末涂装等。
10. 检验和包装:最后,对挤压生产出来的铝合金型材进行检验,确保其质量符合要求。
合格的铝合金型材会进行包装和标识,待发货或存储。
以上是铝合金型材挤压模具及挤压生产流程的详细解释。
铝合金型材挤压工艺一、引言铝合金型材在现代制造业中扮演着重要的角色,其具有重量轻、强度高、耐腐蚀等优点,因此在建筑、交通、电子、航空等领域得到广泛应用。
而铝合金型材的生产加工采用挤压工艺成为主流趋势,因为挤压工艺可以实现高效率、低成本、灵活性强等优势。
本文将就铝合金型材挤压工艺进行详细的介绍,包括挤压工艺的原理和流程,工艺参数的优化,设备的选择和维护等方面,旨在为相关行业提供指导和参考。
二、挤压工艺的原理和流程挤压是一种将金属通过压力挤压成型的加工方法,它是铝合金型材的常用生产工艺。
挤压过程通过金属在一定条件下受到挤压力而发生形变,从而获得所需的截面形状。
一般来说,挤压工艺包括以下几个步骤:1.模具设计和制造挤压工艺的第一步是进行模具设计和制造。
模具的设计要满足产品的形状和尺寸要求,同时考虑金属的流动性和挤压后的变形情况。
模具的制造需要选用耐磨、高强度的材料,以确保模具的稳定性和寿命。
2.铝合金型材的选择在挤压工艺中,选择合适的铝合金型材是非常关键的一步。
不同的合金成分会影响挤压的难易程度和成品的性能。
通常使用的铝合金包括6000系列和7000系列,它们具有良好的挤压性能和机械性能。
3.挤压过程挤压过程是铝合金型材生产中最关键的一步。
在挤压过程中,铝型材通过挤压机的挤压头部分受到一定的挤压力,从而在模具中形成所需的截面形状。
挤压速度、挤压力和温度是影响挤压质量的重要工艺参数,需要严格控制。
4.后处理工艺挤压成型后的铝合金型材还需要进行后处理工艺,包括去毛刺、锯切、拉伸、热处理等。
这些工艺主要是为了改善铝合金型材的表面质量和性能。
三、挤压工艺参数的优化挤压工艺参数的优化是铝合金型材生产中非常重要的一环。
通过合理的工艺参数优化,可以提高型材的表面质量、机械性能和成品率,降低能耗和生产成本。
1.挤压速度挤压速度是影响挤压成品质量的重要参数。
过快的挤压速度会导致金属晶粒的变形和拉伸,从而影响型材的表面质量;而过慢的挤压速度则会增加挤压力,增加能耗和降低生产效率。
第1篇一、操作前准备1. 确认操作人员具备铝挤压机操作资格,熟悉设备性能和操作规程。
2. 检查铝挤压机各部件是否完好,包括挤压筒、模具、导杆、油缸、电机等。
3. 检查油路、电路、冷却系统是否畅通,确保设备正常运行。
4. 确认铝棒、模具等材料准备齐全,符合生产要求。
5. 检查安全防护装置是否完好,如防护罩、急停按钮等。
二、操作步骤1. 启动设备:打开电源开关,启动电机,使铝挤压机进入工作状态。
2. 加热铝棒:将铝棒放入加热炉,根据铝棒材质和挤压工艺要求,调整加热温度和时间。
3. 模具安装:将模具安装在模座上,确保模具与模座接触紧密,防止漏料。
4. 送料:将加热好的铝棒送入挤压筒,注意不要过载,以免损坏设备。
5. 挤压:启动油泵,使油缸动作,推动挤压筒对铝棒进行挤压。
6. 调整速度:根据生产需要,调整挤压速度,确保型材尺寸和质量。
7. 观察生产情况:密切观察挤压过程,发现异常情况及时处理。
8. 记录生产数据:记录模具编号、铝棒编号、主缸压力、出料速度等生产数据。
9. 检查型材质量:检查挤压出的型材表面质量,如光滑度、压痕、挤压纹等。
10. 停机:生产结束后,关闭油泵,停止电机,使铝挤压机进入待机状态。
三、操作注意事项1. 操作人员必须穿戴好防护用品,如工作服、手套、防护眼镜等。
2. 操作过程中,注意观察设备运行情况,发现异常立即停机检查。
3. 避免操作人员在挤压过程中触摸挤压筒、模具等高温部件。
4. 防止铝棒、模具等材料掉落,造成安全事故。
5. 定期检查设备,确保设备正常运行。
6. 按照生产计划进行生产,确保生产效率。
7. 操作人员应具备一定的铝挤压工艺知识,能够熟练操作设备。
四、操作结束1. 关闭电源,清理现场,确保设备整洁。
2. 做好设备维护保养工作,延长设备使用寿命。
3. 填写操作记录,便于日后查询。
4. 检查安全防护装置,确保设备安全。
本规程适用于铝挤压机操作人员,操作人员必须严格遵守规程,确保生产安全。
挤出铝型材的材料型号1. 介绍挤出铝型材是一种常用的铝合金加工方法,通过将铝合金加热至一定温度后,将其挤压通过模具,从而获得所需的材料形状。
挤出铝型材可以应用于各种领域,例如建筑、交通工具制造、机械设备等。
本文将详细探讨挤出铝型材的材料型号,以及它们在不同应用领域的特点和优势。
2. 常见材料型号以下是几种常见的挤出铝型材材料型号:2.1 6063铝合金•特点:–良好的弯曲性能,可通过加工实现不同角度和弧度的型材;–良好的耐腐蚀性能,适用于户外环境;–良好的表面处理性能,可进行阳极氧化处理、喷涂等;•应用:–建筑领域:门窗框架、顶棚、立柱等;–交通工具制造:汽车、火车、飞机等的车身结构、底盘等;–机械设备:输送带、传送带、支撑架等;2.2 6061铝合金•特点:–优异的焊接性能,可通过焊接实现不同构件的连接;–高强度、刚性和耐磨性,适用于承受高载荷和冲击的场合;•应用:–航空航天领域:飞机、火箭等的结构件、外壳等;–汽车制造:汽车底盘组件、发动机零件等;–运动器材:自行车、登山杖等的主体结构和支撑部件;2.3 6082铝合金•特点:–良好的硬度和耐腐蚀性,适用于恶劣环境中的使用;–优异的加工性能,可用于制造复杂形状的铝型材;•应用:–舞台设备:舞台梁、支撑架等;–建筑领域:桥梁、高楼等的结构构件;–电子领域:散热片、电池壳等;3. 不同材料型号的选择不同的应用领域对铝型材的要求不同,因此在选择合适的材料型号时,需要考虑以下因素:3.1 强度和刚性要求如果所需铝型材需要承受较大的载荷和力量,那么应选择具有较高强度和刚性的铝合金材料,例如6061铝合金。
3.2 耐腐蚀性能如果铝型材将在户外或潮湿环境中使用,需要选择具有良好耐腐蚀性能的铝合金材料,例如6063铝合金。
3.3 加工性能如果所需铝型材需要具备较复杂的形状和结构,那么应选择具有良好加工性能的铝合金材料,例如6082铝合金。
3.4 成本考虑在选择材料型号时,还需要考虑成本因素。
铝型材挤压模具讲解一、铝型材挤压模具的基本概念1. 定义•铝型材挤压模具是在铝型材挤压生产过程中,用于将加热后的铝坯料通过挤压机的压力作用,使其通过特定形状的模孔,从而形成所需铝型材截面形状的工具。
例如,当需要生产一种带有多个中空腔室的复杂铝型材,如建筑用的隔热断桥铝型材时,就需要专门设计的挤压模具来实现。
2. 重要性•它直接决定了铝型材的形状、尺寸精度和表面质量。
一个设计良好、制造精确的挤压模具能够生产出高质量、符合标准的铝型材。
反之,如果模具存在缺陷,如模孔形状不准确或者表面粗糙度不符合要求,那么生产出来的铝型材可能会出现尺寸偏差、表面缺陷等问题,从而影响其在建筑、航空航天等各个领域的应用。
二、铝型材挤压模具的分类1. 按结构分类•平面分流模•这种模具主要用于生产空心铝型材。
它的特点是在模具内部设有分流桥和分流孔,铝坯料在挤压时先通过分流孔被分成几股金属流,然后在模芯的作用下重新汇合,形成空心型材的形状。
例如,在生产空调用的铝制散热管型材时,平面分流模能够很好地控制金属流动,保证型材的壁厚均匀性。
•实心模•实心模相对简单,主要用于生产实心铝型材。
它只有一个模孔,铝坯料直接通过这个模孔挤出形成所需的实心型材形状。
像一些简单的建筑用铝棒材或者工业用的实心铝型材零部件,就可以使用实心模进行生产。
2. 按用途分类•通用模具•通用模具适用于生产多种规格相近的铝型材。
这类模具的设计具有一定的通用性,可以通过调整一些参数,如挤压速度、模具温度等,来生产不同尺寸但形状相似的型材。
例如,在一些小型铝型材加工厂,为了降低成本,可能会使用通用模具来生产多种类型的建筑装饰用铝型材。
•专用模具•专用模具是为特定的铝型材产品专门设计制造的。
由于是针对某一特定型材的形状、尺寸和性能要求而设计,所以其生产的型材精度和质量更高。
比如航空航天领域中使用的一些特殊形状和高性能要求的铝型材,就需要专门定制的专用模具。
三、铝型材挤压模具的设计要点1. 型材截面分析•在设计模具之前,首先要对铝型材的截面形状进行详细分析。
铝型材挤压机操作方法
嘿,朋友们!今天咱来聊聊铝型材挤压机的操作方法,这可真是个有趣又重要的事儿啊!
你看那铝型材挤压机,就像一个大力士,能把铝锭变成各种形状的型材呢!操作它可不能马虎。
先得把铝锭准备好呀,就像战士上战场前要把子弹装好一样。
然后把铝锭放进挤压机的料筒里,这时候挤压机就开始发力啦!就好像大力士在使劲儿推一样,把铝锭从模具里挤出来。
在这个过程中,温度的控制可太关键啦!温度太高或太低,那可都不行啊!这就好比做饭,火候掌握不好,饭菜就不美味啦!要根据不同的铝型材调整合适的温度,让挤压过程顺顺利利的。
还有压力的调节呢!压力就像是给挤压机的动力,要恰到好处,不能太大也不能太小。
太大了可能会把机器弄坏,太小了又挤不出好的型材,这可真是个技术活儿!
操作的时候可得时刻盯着,就像老鹰盯着猎物一样,稍有不对就得赶紧调整。
要是不小心出了差错,那可就麻烦啦!
想想看,如果操作不当,挤出来的型材不符合要求,那不是白费力气嘛!所以一定要认真仔细,不能有一丝马虎。
挤压机工作的时候会发出嗡嗡的声音,就像在唱歌一样,这是它在努力工作的声音呢!看着一根根型材从机器里出来,那种成就感简直爆棚!
总之,操作铝型材挤压机需要细心、耐心和技术。
只有这样,才能让这个大力士为我们好好工作,生产出高质量的铝型材呀!这就是我对铝型材挤压机操作方法的看法,大家觉得呢?。
铝型材挤压机工作原理及结构一、引言铝型材挤压机是一种用于制造铝合金型材的机器,它通过挤压铝棒或铝板来形成各种形状的铝型材。
本文将介绍铝型材挤压机的工作原理及结构。
二、工作原理1. 挤压过程铝型材挤压机主要是通过将加热后的铝棒或铝板放入挤压腔中,然后利用高压油缸将其挤出成为所需的形状。
具体过程如下:(1)加热:首先将铝棒或铝板加热至一定温度,以便于挤出。
(2)进料:将加热后的铝棒或铝板放入进料口。
(3)预处理:在进入挤压腔之前,需要进行预处理,包括去除氧化皮、涂抹润滑剂等。
(4)挤出:在高压油缸的作用下,将预处理后的铝棒或铝板挤出成为所需形状。
(5)切割:根据需要对挤出来的型材进行切割。
2. 液压系统液压系统是整个机器中最重要的部分,它通过控制油液的流动来实现对挤压过程的控制。
液压系统主要包括以下几个部分:(1)油箱:存储液压油。
(2)油泵:将液压油送至高压油缸。
(3)高压油缸:产生高压力,用于挤出铝棒或铝板。
(4)低压油缸:产生低压力,用于控制机器的各个部分。
(5)阀门、管路等。
三、结构1. 挤出机头挤出机头是铝型材挤压机中最重要的部分之一,它主要由以下几个部分组成:(1)模具:用于形成所需的型材形状。
(2)加热器:用于加热铝棒或铝板。
(3)预处理装置:用于去除氧化皮、涂抹润滑剂等。
(4)挤出腔体:将预处理后的铝棒或铝板送入模具中。
2. 液压系统如前所述,液压系统是整个机器中最重要的部分之一。
它主要由以下几个部分组成:(1)驱动泵站:产生液压油。
(2)高压油缸:产生高压力,用于挤出铝棒或铝板。
(3)低压油缸:产生低压力,用于控制机器的各个部分。
(4)管路、阀门等。
3. 控制系统控制系统主要用于控制整个机器的运行。
它主要由以下几个部分组成:(1)PLC控制器:用于对机器进行自动化控制。
(2)人机界面:用于操作和监测机器的运行情况。
(3)电气元件:包括传感器、继电器等。
四、结论通过以上介绍,我们可以得出结论:铝型材挤压机是一种利用液压系统将加热后的铝棒或铝板挤出成为所需形状的机器。
铝材挤压机工作原理
铝材挤压机工作原理是通过将铝材加热至一定温度,然后将其推入挤压机的模具中。
模具中的空腔和通道将铝材按照所需形状进行挤压变形。
具体工作原理如下:
1. 加热铝材:首先,将铝材加热至适当的温度。
这一步是为了提高铝材的可塑性,使其容易通过模具的空腔和通道。
2. 填充料加入:一些挤压机可能会在模具中添加填充料。
填充料可以用来填充模具的空腔,以改变铝材的截面形状或增加材料的强度。
3. 挤压材料:加热的铝材被送入挤压机的模具中。
通常,铝材通过传送带系统或手动操作被推入模具中。
同时,液压系统或机械装置将施加足够的压力,推动铝材通过模具。
4. 变形和形成:当铝材通过模具时,由于模具中的空腔和通道的特定形状,铝材会被挤压变形。
模具中的壁厚度、孔型和截面形状将决定最终铝材的形状。
5. 冷却和固化:挤压后,铝材通过冷却来固化。
通常,挤压机上会设置冷却系统以加速冷却过程。
6. 切割和整形:最后,经过冷却的铝材将通过切割机或其他设备进行切割和整形,以获得所需的尺寸和形状。
需要注意的是,挤压机的工作原理可能有所不同,具体取决于
其设计和功能。
上述仅为一般性的铝材挤压机工作原理的简要描述。
挤压铝型材是一种常用的金属加工方法,可以通过将铝坯料放入特制的模具中,通过压力使其穿过模具产生所需的截面形状。
在设计和制造挤压铝型材时,合理的截面设计是非常重要的,它直接影响到型材的性能和使用效果。
本文将从以下几个方面介绍挤压铝型材截面设计的原则和注意事项。
一、结构稳定性挤压铝型材在使用过程中需要承受各种外部力,如压力、弯曲力等。
因此,在截面设计时,首先要确保其结构的稳定性。
一般来说,采用对称结构或近似对称结构的截面设计可以提高型材的整体刚度和抗弯能力。
同时,还要考虑型材的连接方式,合理设置连接槽或孔,以便于型材的拼接和组装。
二、材料利用率挤压铝型材的截面设计应尽可能地充分利用材料,减少浪费。
在保证结构稳定性的前提下,应尽量选择简单的截面形状,并避免过多的空洞或尖锐的转角。
合理的截面设计可以提高型材的强度和刚度,并减少材料的消耗,降低生产成本。
三、加工性能挤压铝型材的截面设计还需要考虑材料的加工性能。
一般来说,截面形状应尽量避免复杂的内部结构,以便于模具的制造和型材的挤压。
同时,还要注意控制截面的壁厚,避免出现过薄或过厚的情况,以确保挤压过程的顺利进行。
四、功能需求在挤压铝型材的截面设计中,还需要根据具体的功能需求进行考虑。
例如,如果型材需要承受较大的压力或弯曲力,可以采用增加横截面高度或壁厚的方式来提高其强度。
如果型材需要具有良好的散热性能,可以设计出具有散热片或散热孔的截面形状。
总之,截面设计应根据型材的具体用途和性能要求进行调整。
五、外观美观除了功能需求,挤压铝型材的外观美观也是需要考虑的因素之一。
合理的截面设计可以使型材的外观更加优美,增强其整体质感。
在截面设计中,可以考虑采用圆角或曲线等平滑过渡的方式,避免出现尖锐的边角,同时还要注重细节处理,如表面处理、防腐蚀等,以确保型材在外观上具有良好的品质。
综上所述,挤压铝型材的截面设计应考虑结构稳定性、材料利用率、加工性能、功能需求和外观美观等方面因素。
铝合金挤压成型工艺铝合金挤压成型工艺是一种常用的金属成型工艺,广泛应用于航空航天、汽车制造、建筑等领域。
本文将从工艺原理、设备和应用等方面进行介绍。
一、工艺原理铝合金挤压成型是指将加热至柔软状态的铝合金坯料放入挤压机的料斗中,通过挤压机的压力和模具的作用,使铝合金坯料在一定的温度和变形条件下,通过模具的缝隙挤压成型,从而得到所需形状的铝合金材料。
铝合金挤压成型的工艺原理主要包括以下几个方面:1. 坯料预热:铝合金坯料通过加热炉进行预热,使其达到适宜的挤压温度,提高材料的塑性和变形能力。
2. 挤压过程:将预热后的铝合金坯料放入挤压机的料斗中,通过挤压机的运动和模具的作用,使材料在一定的温度和变形条件下,通过模具的缝隙挤压成型。
3. 冷却处理:挤压成型后的铝合金材料需要进行冷却处理,以使其达到所需的力学性能和物理性能。
二、设备铝合金挤压成型的设备主要包括挤压机、加热炉和模具等。
挤压机是铝合金挤压成型的核心设备,其主要由机架、油缸、传动机构和控制系统等组成。
加热炉用于对铝合金坯料进行预热处理,以提高材料的塑性和变形能力。
模具是铝合金挤压成型的重要工具,其形状和结构决定了最终产品的形状和尺寸。
三、应用铝合金挤压成型工艺在各个领域都有广泛的应用,主要体现在以下几个方面:1. 航空航天领域:铝合金挤压成型可以制造轻量化的航空航天结构件,如飞机翼梁、机身外壳等。
铝合金材料具有高强度、高刚度和良好的耐腐蚀性能,适合用于航空航天领域的要求。
2. 汽车制造领域:铝合金挤压成型可以制造汽车车身结构件,如车门、车顶等。
铝合金材料具有优良的耐腐蚀性能和轻质化特点,可以减轻汽车重量,提高燃油效率。
3. 建筑领域:铝合金挤压成型可以制造建筑结构件,如窗框、门框等。
铝合金材料具有良好的耐候性和装饰性能,可以满足建筑领域对于外观和环境要求。
4. 电子电器领域:铝合金挤压成型可以制造电子电器外壳,如手机壳、笔记本电脑外壳等。
铝合金材料具有良好的导热性能和抗电磁干扰能力,可以保护电子元器件的安全运行。
铝压延和铝挤压的另一种表述铝压延和铝挤压是两种常见的金属加工方式,它们在制造业中起着重要的作用。
本文将探讨铝压延和铝挤压的定义、工艺流程、应用领域以及优缺点,并分享我对这两种加工方式的观点和理解。
一、定义铝压延是指将铝板材或铝卷材通过压力使其通过特殊设计的模具,使得铝材获得所需的形状和尺寸。
而铝挤压则是将铝材加热至柔软状况,再通过机械力将铝材压入特殊设计的模具中形成所需的截面形状。
二、工艺流程1. 铝压延的工艺流程:- 选择铝材:根据需要选择合适的铝材,如铝板或铝卷材。
- 加热:将铝材加热至可塑性状态。
- 压延:将加热后的铝材放入压延机中,通过施加压力使其通过模具。
- 冷却:将压延后的铝材进行冷却固化。
- 后处理:对铝材进行打磨、切割等后续处理。
2. 铝挤压的工艺流程:- 选择合适的铝合金材料。
- 加热和预处理:将铝材加热至可塑性状态,并对其进行表面清洁和润滑处理。
- 挤压:将加热后的铝材放入挤压机中,通过施加力量使其通过挤压模具形成所需截面形状。
- 热处理:将挤压后的铝材进行热处理,以改善其力学性能。
- 冷却和切割:将挤压后的铝材进行冷却,并根据需要对其进行切割、打磨等加工。
三、应用领域1. 铝压延的应用领域:- 汽车制造:铝压延可用于汽车车身板、车门、引擎盖等的制造。
- 航空航天:铝压延在航空航天领域广泛应用于制造飞机机翼、机身等部件。
- 电子设备:铝压延可用于电子设备外壳、散热器等的制造。
2. 铝挤压的应用领域:- 建筑和建材:铝挤压常用于制造窗框、门框、铝合金型材等建筑和建材产品。
- 交通运输:铝挤压可用于制造铁路车辆、船舶等交通运输工具的部件。
- 工业设备:铝挤压在工业设备领域可用于制造输送带、传送带等零部件。
四、优缺点1. 铝压延的优缺点:- 优点:铝压延能够生产大量形状复杂、尺寸精确的铝材,具有较好的表面质量和机械性能。
- 缺点:铝压延的模具成本相对较高,适用于大批量生产,不适用于小批量生产。
铝型材挤压机工作原理及结构悟型材挤压机是基「以密闭容器中流体的静匝力传遇力和以率这一原理制 成的,話压力传逑原理为:封組容器内的铮止按悻,当边界上的压力左生变化时. 液体内任意一戌的压力愛化将以等直传道剝液体中3■点‘且疗向垂直「密闭咨嚣 内表面卩吒金屈拼座机就是根据这个原理T 作的肌器,1-』心更。
一茗耕如11邳的,「液压刼a -逢核芾道 4 ■密抻连通嚣■峋大液压±1 5-火至塞8-诚加工件2. I 拼压机上作原頂軌阁匕]所示的•个连通器卜诙逐迎撚内腔充:满'液体.生側小柱塞的面枳为 小..右側大柱京的由i 积为,侦 迎通器/r 右两侧液爪打通过密肘的険路逢接,无液 体泄漏。
当在连避器左侧的小柱寤上施加-个外力片的,贝I ]作用在连通特内液 帽上旳瓜强为P=F"A ]・眼拥簡压力传述原理.遂通器内这个压强P 的变化将以 等值传递到连過雑内液体的任意一点,并且花强的作用方冏垂直原真作用面,ii 样作用在遅通器右侧的大柱塞F 底部到压強也为P.目作用方向垂直于大柱零的 下表面,其戸生的推力为F 技PE*由此可见,只需增加右侧大件塞的面枳A 2.就能由施加在左側小杵塞上一 个较小的外力E,而在右则的大柱駕JL 漆得 个很大的力『加泣里.的左側的小 拄曜相当于挤爪机液压系銃車波压秉的柱基.而右厠佝大柱堰就是金/挤圧乱中的主缸柱鄒虬12.2铝型材挤压机本体结构22.1 40MN铝型材挤压机机楹馅构铝型村挤Jk机按挤压方法分W分为K向挤压法和反向挤压注.正向挤压法主耍特tl在況就是挤压轴前遥万向H1全成流出由方RS rt:反向挤压法的主要。
在表现是格林轴酒进方向《和队俪占)与金属流出的力向'j相反.反飼挤压时皆锭利挤压荷内腔Z间无相对込淅叫幻型M挤広凯按上料方*可分为讪上料挤您机成辭I:片挤压机,而上科挤広机就是机岐「妙铸性送列模只和挤H;简之间的忤也中心找上;后上料拚压机是机H乒妃的綻送到挤压筒物挤压轴之紂的務压中心线上,紀*材挤压凯按其提供动力不Id,可分为三种垦乍形式:泉-奮告器停动・増压語传* 衆直接停功.近卜年米.也金属液压时THL的刈力设计时息有点传助L1”明显収代泵一后外端仏刈的捋培.增R日:传砧上耍用「静液拚爪凯的仲动系统.泵S机动指高压液体曲JRH接辎入I伟M内的伟动,国内外般都采用20 31.5«Pa.这种传功的坊山是泵株出的窪量H1破挤圧的金属变形抗力的发化而处化.】作效盅较&.挤4煥度与匸之特点无关,而只取决丁泵的溢土叩:V^J/SMQ/ ■ D2式屮Y—主柱n/s;Q—泵的流峨,«"7«|S—主住骞褪向俪帜.已D—主虹柱宋Fi蚀.«.状式中可见.如不计挤“由率.当袅的洪狀小定9・速世丫可保打不受.因lit.采用呆在楼传动的方式仙利于保证挤压速度机定.HIWN钥型•材拓斥机由掬I,机机城也备.波旭系统和巾气控制系统三留分组也压机为带有穿孔系统的卧式能应力削性框架给构.对I油泵肖接停动,变京调速实现不何询度的挤压,以消是不対挤压工艺變求・4。
铝型材挤压机用途特点及安装
用途:
本系列设备适用于铝、镁、铅等金属及其铝合金的挤压加工,能生产各种建筑型材、工业型材、卷帘
门窗,车辆及航空等型板材制品。
特点:
1.整机结构采用四柱卧式、油箱上置、液压缸、电气整体安装,铜管路排列整齐、安装维修方便。
2.活动横梁采用四点定位,中心可调,移模结构采用两工位形式,安全快捷。
3.根据用户的不同要求可特殊设计,适用于双动挤压无缝钢管,浮动针空心锭挤制无缝管、反向挤
压、恒速挤压等不同挤压工艺。
4.液压件可根据用户要求采用德国REXROTH、 日本YUKEN、美国VIOKERS等产品。
5.电气元件采用日本三菱PLO控制,触摸屏及速度传感器可对速度进行设定和调整。
铝型材挤压机的工作效率高低和使用寿命长短与铝型材挤压机的安装顺序有很大的关系,一般挤压机
的设备基础,除要能承受设备本身重量和生产用原料重量外,还要承受挤压机工作时的动负荷作用,
因此铝型材挤压机设备安装必须按照相应的安装程序进行。
1、按设备说明书要求挖出基础坑,同时挖出电线用管,上下水管及压缩空气管用沟。
2、按挤压机地脚螺栓孔尺寸距离,固定地脚孔木模。地脚孔木模应该是成梯形或是上小下大的圆锥
形。
3、第一次基础浇灌,留出地脚孔。基础上盖上草袋,24小时后,一天浇二次水养生。水泥基础养生
期,环境温度应在5℃以上。
4、水泥基础养生七天后,拆除地脚孔模板,吊运挤压机并按地脚孔位置放平,粗略找一下高度、水
平和中心线位置。
5、地脚孔内放好设备紧固用螺栓,螺栓穿过设备连接孔,拧好螺母。注意留出螺纹调整量长度。
6、浇灌地脚孔,固定螺栓,养生期应超过十天。
7、正用一对斜铁(斜度1/10~1/20)和一块平钢板为一组,平板在下,一对斜铁的斜向相反组合在平
板上,垫在地脚螺栓孔两侧,用斜铁找水平和调整中心高度。同时,挤压机中心线与挤压机生产线中
心线重合。
8、预紧地脚螺栓,要对角预紧各螺母,拧紧力要一致。
9、校正设备水平、中心高和中心线,紧固各地螺栓,连接水、气管路和接通电气线路。 值得注意的
是:铝型材挤压机安装后,工艺技术人员要认真阅读设备说明书,根据说明书中要求,制定试车生产
塑料制品工艺、试车操作程序、用料计划及试车用工具和试车时间。了解、熟悉设备结构及各部分零
件的功能作用,熟记各按钮、开关功能用法。