厌氧消化技术
- 格式:doc
- 大小:186.50 KB
- 文档页数:7
厌氧生物处理的特点厌氧生物处理,也称为厌氧消化或厌氧发酵,是一种在无氧环境下利用微生物将有机废弃物转化为甲烷、二氧化碳等小分子有机物和无机物的生物技术。
这种处理方法在环境保护、能源利用以及农业废弃物处理等领域具有广泛的应用前景。
本文将详细介绍厌氧生物处理的特点。
厌氧生物处理具有高效性。
在无氧环境下,微生物通过厌氧呼吸将有机物转化为能量和新的细胞物质。
由于没有氧气竞争,厌氧微生物能够更有效地利用有机物中的能量,使得处理效率高于传统的好氧处理方法。
厌氧生物处理能够产生能源。
在转化有机物的过程中,厌氧微生物会产生大量的甲烷和二氧化碳等小分子有机物,这些物质可以用于生产燃料和化工产品。
因此,厌氧生物处理不仅解决了废弃物处理问题,还为能源生产提供了新的途径。
再者,厌氧生物处理对环境的影响较小。
由于处理过程中不需要氧气,因此不会产生大量的氧化还原产物,对环境造成的污染较小。
同时,由于厌氧处理能够产生甲烷等可燃性气体,可以减少温室气体的排放,对气候变化产生积极影响。
厌氧生物处理能够促进农业废弃物的利用。
农业废弃物如畜禽粪便、秸秆等是丰富的有机资源,通过厌氧消化技术可以将其转化为能源和有机肥,促进农业废弃物的资源化利用。
厌氧生物处理具有高效性、能源产生、环境友好和促进农业废弃物利用等特点,使得它在废弃物处理、能源生产和环境保护等领域具有广泛的应用前景。
然而,厌氧生物处理也存在一些挑战,如启动慢、对水质和气候的适应性差等问题,需要进一步研究和改进。
未来,随着科技的进步和环保意识的增强,厌氧生物处理将在更多领域得到应用和发展。
污水厌氧生物处理的新工艺——IC厌氧反应器引言随着城市化进程的加快,污水处理已成为一个重要的环境问题。
厌氧生物处理作为一种污水处理技术,通过微生物的作用将有机污染物转化为无机物,具有节能、环保等优点。
然而,传统厌氧生物处理工艺存在处理效率低、效果差等问题,因此研发新型的厌氧生物处理工艺势在必行。
简述厌氧消化系统的各组成部分的工作原理和作用下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!厌氧消化系统是一种处理有机废物的生物技术系统,它通过微生物的作用将有机废物转化为沼气和有机肥。
厌氧消化,厌氧酵解,厌氧发酵,有氧分解的关系1. 引言1.1 概述在今天的环境保护和可持续发展的背景下,对于有机废弃物的处理变得越来越重要。
厌氧消化、厌氧酵解、厌氧发酵和有氧分解是目前常用的有机废弃物处理方法。
这些方法在去除或转化有机废弃物方面都起到了关键作用。
本文将深入探讨这些方法之间的关系,特别是厌氧消化与厌氧酵解、厌氧发酵以及有氧分解之间的相互联系。
1.2 文章结构本文将按照以下章节结构对厌氧消化、厌氧酵解、厌氧发酵和有机分解进行详细分析:引言,厌氧消化与厌氧酵解的关系,厌氧发酵与厌氧消化的关系以及有氧分解与厌氧消化的关系。
最后,通过总结论点来回顾文章主要内容。
1.3 目的本文旨在阐明不同废弃物处理方法之间的联系,帮助读者更好地理解和选择适合自己需求的废弃物处理方式。
同时,本文也将介绍各种方法的原理和应用场景,以更好地指导实际操作并促进环境可持续发展。
*请注意,由于普通文本格式无法呈现标题层级结构,以上内容只是对"1. 引言"部分的描述,并非完整文章。
2. 厌氧消化与厌氧酵解的关系2.1 厌氧消化的定义与原理厌氧消化是一种微生物降解有机废弃物的过程,它在缺乏氧气的条件下进行。
在这个过程中,不同类型的细菌和古菌通过一系列复杂的反应将有机废弃物分解为小分子有机物、沼气和其他代谢产物。
厌氧消化的原理基于微生物共生作用。
在一个无氧环境中,存在着各种类型的微生物。
这些微生物以协同方式合作,相互促进并参与有机废弃物分解过程中所需的反应。
基本上,厌氧消化包括两个主要步骤:厌氧酵解和产甲烷菌的产甲烷发酵。
2.2 厌氧酵解的过程与作用厌氧酵解是厌氧消化过程中的第一步,也是最重要的步骤之一。
在这个过程中,带来废水或污泥中存在多种有机废弃物,在无氧条件下被微生物降解为低分子量有机物。
这些微生物主要是厌氧酵母菌和产有机酸的细菌,它们通过发酵作用将有机废弃物分解为短链脂肪酸、醇类和其他有机化合物。
什么是厌氧生物处理?有哪些主要处理工艺?
厌氧生物处理工艺是指在无氧条件下,利用厌氧微生物的生命活
动,将各种有机物或无机物加以转化的过程,传统上称之为厌氧消化,
也称污泥消化。
厌氧生物处理技术不断发展,现已在废水处理、废物处理及其资
源化方面获得广泛应用。厌氧反应器主要处理工艺有下列几种:
①普通厌氧消化池;
②厌氧接触消化池;
③厌氧填充床反应器;
④厌氧流化床或膨胀床;
⑤升流式厌氧污泥层反应器;
⑥厌氧生物滤池;
⑦厌氧折流板反应器等。
污泥厌氧消化技术现状及应注意的问题王涛1,2(1.机械科学研究总院环保技术与装备研究所,北京100044;2.机科发展科技股份有限公司,北京100044)摘要:阐述了厌氧消化技术背景与基本原理。
通过对国内示范项目运行情况的研究分析,从处理方面分析了应注意的泥质影响、池形选择、温度与无害化、含固率与搅拌动力等问题;结合行业技术指南分析了处置方面应注意的问题。
通过处理与处置全过程成本经济分析,得出了该技术参考运行成本。
最后给出了该技术的适用条件。
关键词:厌氧消化、中温厌氧消化、处理、处置、无害化、沼气、全过程1.厌氧消化技术概述1.1技术来源厌氧消化是利用兼氧菌和厌氧菌进行厌氧生化反应,分解污泥中有机质的一种污泥处理工艺。
1881年法国Mouras净化器是污水(污泥)厌氧生物处理的雏形;1905年,德国的Imhoff 池的出现,第一次将泥水分离进行厌氧处理;1927年,首次在厌氧消化池中加上了加热装置,使产气速率显著提高;随后,又增加了机械搅拌器,反应速率进一步提高;20世纪50年代初又出现了利用沼气循环的搅拌装置。
多种形式的厌氧消化池形成了现代污泥厌氧消化技术的核心工艺体系。
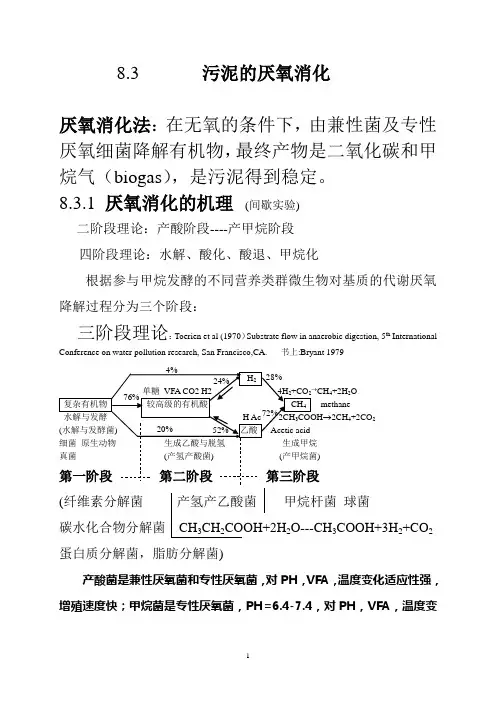
1.2技术原理厌氧消化的作用机理有两段论、三段论、四段论之分,就两段论可以分为产酸阶段和产甲烷阶段,其中产酸阶段又可细分为水解阶段、酸化阶段、酸性衰退阶段。
水解酸化阶段(酸性发酵):污水中不溶性大分子有机物,如多糖、淀粉、纤维素、烃类(烷、烯、炔等)水解,主要产物为甲、乙、丙、丁酸、乳酸;紧接着氨基酸、蛋白质、脂肪水解生成氨和胺、多肽等。
产甲烷阶段(碱性发酵):产甲烷细菌把甲酸、乙酸、甲胺、甲醇等基质通过不同途径转化为甲烷,其中最主要的基质为乙酸。
全部反应可以概括为:淀脂1.3厌氧消化池分类厌氧消化池从构造上一般分为池顶、池体和池底三部分:池顶主要起到收集沼气的作用;池体主要起到容纳作用;池底一般主要起到排泥的作用。
按照消化池形状可以分为:圆柱形、椭圆形(卵形)和龟甲形等。
城市固废处理的最新技术城市固废处理是城市环境保护的重要组成部分,其目的是有效地处理、处置和利用城市产生的固体废弃物。
随着城市化进程的加速和人口数量的增加,固废处理成为了一个亟待解决的问题。
为了应对这一挑战,不断涌现出一系列最新技术,旨在提高固废的处理效率,减少对环境的负面影响。
本文将重点介绍几种城市固废处理的最新技术,并探讨其在解决固废问题中的作用。
1. 智能垃圾桶智能垃圾桶是利用物联网、人工智能等技术来监测和管理垃圾桶的运行状态。
智能垃圾桶能够自动感知垃圾的填充程度,并通过无线传感器技术将信息发送给管理人员,便于及时清理。
此外,智能垃圾桶还可以根据实际情况进行垃圾分类,提高垃圾回收利用率。
2. 垃圾分类技术垃圾分类技术是解决城市固废处理问题的有效手段之一。
通过划分不同类别的垃圾,并采取不同的处理方式进行处置,可以大大减少对环境造成的污染。
近年来,一些地区已经开始实施强制垃圾分类制度,借助先进的垃圾分类设备和工艺,提高分类回收利用率。
3. 厌氧消化技术厌氧消化技术是一种将有机废弃物转化为沼气和肥料的处理方式。
这种技术利用微生物在无氧条件下分解有机物质,产生可再生能源沼气和有机肥料。
与传统的填埋和焚烧方法相比,厌氧消化技术具有能源回收利用、减少温室气体排放的优点。
4. 焚烧发电技术焚烧发电技术是将固体废弃物在高温条件下进行燃烧,产生热能并转化为电能。
这种技术可以有效地减少固废体积,同时将有害物质转化为无害物质。
焚烧发电技术被广泛应用于城市固废处理中,并且随着科技进步的推动,其效率和环保性也在不断提升。
5. 生物降解材料生物降解材料是一种可降解的材料,它可以在较短时间内分解为无毒无害的物质。
在城市固废处理中,生物降解材料可以替代传统塑料制品,减少塑料污染对环境造成的影响。
生物降解材料具有良好的生态友好性和资源可持续利用性。
6. 循环经济模式循环经济模式是解决城市固废处理问题的综合性措施。
该模式强调将资源有效地循环利用起来,在产品设计、生产和消费等各个环节中都要考虑到资源节约和环境保护。
厨余垃圾厌氧消化技术研究(全文) XX:X705XX:AXX:1674-9944(2021)07-0132-021 厌氧消化的基本原理厨余垃圾是家庭、餐饮服务业的固体废物的统称,其在城市生活垃圾中占的比例很大[1]。
厨余垃圾含水率多在85%~90%,因此在采纳焚烧处理时,由于热值偏低,往往需要额外添加燃料,如果参与填埋处理,则高的有机物含量又会产生大量COD值极高的渗滤液,难以处理,且填埋条件下产生的甲烷是一种温室气体,如不能有效收集,则对环境带来更大的负面影响。
因此应将其从城市生活垃圾中分离,并采纳合适的方法处理。
在对厨余垃圾进行处理的众多技术中,厌氧消化具有明显优势,如污泥产生量小,能耗低,运行费用小,占地面积小,并且能产生甲烷或者有机酸等产物,且具有一定经济效益。
[2]对厌氧消化原理的研究,经历了一个不断深入的过程。
由最初的两阶段理论,到三阶段理论再到三阶段四类群理论。
在厨余垃圾等复杂的有机废物在厌氧条件下,难溶的大分子有机物被分解为可溶的小分子脂肪酸,然后在产酸菌的作用下,被转化为乙酸,丙酸,氢气等。
在这个过程中,专性产乙酸产氢菌会利用其他有机酸生成乙酸和氢气,最后在产甲烷菌的作用下,将乙酸和氢气转化为甲烷。
对厨余等复杂有机废物,水解阶段往往是整个反应的限速阶段[3]。
2 影响因素2.1 底物特性底物的不同对厌氧消化的结果有较大影响,在厌氧消化过程中,为了满足整个微生物种群的生长代谢,需要一定量的营养物质,主要是需要保持碳、氮、磷等元素的比例合适。
氮元素含量过高,会导致溶液中氨氮浓度过高,从而对厌氧消化过程产生抑制效应[4],而氨氮浓度过低,则不能为微生物细胞生长提供必要的营养。
在厨余垃圾厌氧消化的过程中,有时为了调整底物的营养组成,往往采取将厨余垃圾与污泥联合消化的方式,可以取得更好的消化结果。
底物的颗粒粒径也是影响厌氧消化的一个主要因素,由于水解阶段往往成为厨余垃圾厌氧消化全过程的限速步骤,因此促进水解反应的进行,对改进厌氧消化的效果是有利的。
污泥厌氧消化概述一、基本原理污泥厌氧消化是指在无氧条件下依靠厌氧微生物将污泥中的有机物分解并稳定的一种生物处理方法,通过水解、产酸、产甲烷三个阶段达到有机物分解的目的,同时大部分致病菌和蛔虫卵被杀灭或作为有机物被分解。
一般厌氧消化分为中温和高温两种:中温厌氧消化,温度维持在35℃±2℃,固体停留时间应大于20d,有机容积负荷一般为 2.0~4.0kg/(m3·d),有机物分解率可达到35%~45%,产气率一般为0.75~1.10Nm3/kg VSS;高温厌氧消化,温度控制在55℃±2℃,适合嗜热产甲烷菌生长。
高温厌氧消化有机物分解速度快,可以有效杀灭各种致病菌和寄生虫卵。
二、消化过程污泥厌氧消化是一个极其复杂的过程,厌氧消化三阶段理论是当前较为公认的理论模式。
第一阶段,在水解与发酵细菌作用下,碳水化合物、蛋白质和脂肪等高分子物质水解与发酵成单糖、氨基酸、脂肪酸、甘油及二氧化碳、氢气等。
第二阶段,在产氢产乙酸细菌作用下,将第一阶段产物转化成氢气、二氧化碳和乙酸。
第三阶段,通过氢气营养性和乙酸营养性的甲烷菌的作用,将氢气和二氧化碳转化成甲烷,将乙酸脱酸产生甲烷。
在厌氧消化过程中、由乙酸形成的甲烷约占总量的 2/3,由二氧化碳还原形成的甲烷约占总量的 1/3。
三、影响因素(一)温度温度是影响厌氧消化的主要因素,温度适宜时,细菌发育正常,有机物分解完全,产气量高。
实际上,甲烷菌并没有特定的温度限制,然而在一定温度范围内被驯化以后,温度变化速率即使为每天1℃都可能严重影响甲烷消化作用,尤其是高温消化,对温度变化更为敏感。
因此,在厌氧消化操作运行过程中,应采取适当的保温措施。
大多数厌氧消化系统设计为中温消化系统,因为在此温度范围,有机物的产气速率比较快、产气量较大,而生成的浮渣较少,并且也比较容易实现污泥和浮渣的分离。
但也有少数系统设计在高温范围内操作,高温消化的优点包括:改善污泥脱水性能,增加病原微生物的杀灭率,增加浮渣的消化等。
厌氧发酵工艺技术厌氧发酵是一种在无氧状态下微生物对有机废物进行降解和转化的生物技术方法。
与好氧发酵相比,厌氧发酵具有能耗低、操作简单、废物资源化利用效果好等优点,因此在废水处理、能源回收和有机物质的转化利用方面具有广阔的应用前景。
下面将介绍厌氧发酵的工艺技术及其应用。
厌氧发酵的主要工艺技术包括:厌氧消化、厌氧氨解、厌氧动力学稳定控制和沼气收集利用。
厌氧消化是利用厌氧微生物将有机废物降解为可溶性和胞外酶解产物,然后转化为挥发性有机酸和气体废物。
厌氧氨解是指厌氧微生物将氨氮转化为挥发性脂肪酸和甲烷。
厌氧动力学稳定控制是通过控制发酵环境的温度、pH值和反应时间等参数来优化发酵过程,提高产气和产酸的效率。
沼气收集利用是指将产生的甲烷气体收集起来,并通过燃烧或发电来回收能源。
厌氧发酵技术在废水处理方面具有重要作用。
传统的废水处理主要是通过好氧菌对有机物进行降解,然后达到去除污染物的目的。
厌氧发酵技术能够最大限度地利用废水中的有机物,将其转化为有用的产物,例如甲烷气体和肥料等。
同时,厌氧发酵还能够有效去除废水中的氮和磷等无机污染物,从而减轻了传统废水处理工艺对化学品的依赖程度。
厌氧发酵可以应用于各种规模的废水处理厂,从家庭污水处理到工业废水处理都有广泛的应用前景。
厌氧发酵技术在能源回收方面也有着重要的意义。
厌氧发酵产生的沼气中的甲烷是一种重要的可再生能源,可以用于发电、取暖和燃料等多个方面。
利用厌氧发酵技术进行沼气收集和利用,不仅可以减少化石能源的使用,还可以减少温室气体的排放,具有重要的环保意义。
除了废水处理和能源回收之外,厌氧发酵技术还可以应用于有机物质的转化利用方面。
例如,将农业废弃物、农村生活垃圾和食品加工废弃物等有机废物利用厌氧发酵技术进行资源化利用,可以生产有机肥料、发酵饲料和生物降解塑料等高附加值的产物,达到资源综合利用的目的。
总之,厌氧发酵是一种重要的生物技术方法,具有广泛的应用前景。
在废水处理、能源回收和有机物质的转化利用方面,厌氧发酵技术能够发挥重要作用,实现资源的可持续利用和环境的可持续发展。
热水解-高温厌氧消化工艺处理污泥的方法2011年我国污泥产量约2188万t,预估到2015年我国污泥产量将超过3000万t,已成为我国最紧迫的环境问题之一[1]. 其中接近70%的直接填埋,15%去向不明,存在突出的二次污染. 厌氧消化是一项广泛应用的污泥稳定化、减量化、无害化、资源化技术,并且能够回收沼气. 欧盟地区50%以上污水厂均采用污泥厌氧消化[2]. 各国厌氧消化比例:比利时67%,丹麦50%,法国49%,德国64%,希腊97%,意大利56%,卢森堡81%,西班牙65%[3].厌氧消化也是我国鼓励的主要污泥处理技术. 国家近年发布的《城镇污水处理厂污泥处理处置技术指南(试行)》、《“十二五”期间污泥处置建议》和《城镇污水处理厂污泥处理处置及污染防治技术政策(试行)》等均明确提出“大中型厂宜优先选用厌氧消化污泥处理工艺”、“鼓励城镇污水处理厂采用污泥厌氧消化工艺”等. 但目前为止,全国仅50余家污水厂建有污泥厌氧消化设备,且40%左右停运[4]. 全国经过厌氧处理的污泥不足2%. 高含固率的污泥厌氧消化(简称高固消化,进泥含固率8%以上)是近年受到关注的污泥消化新技术[5, 6, 7, 8]. 与传统污泥厌氧消化(进泥含固率3%~5%)相比,单位投资可减少40%~50%[9],又明显节省加热量,故经济优势明显. 另一方面,我国的污泥有机物含量明显低于欧美,也是厌氧技术推广难的原因之一. 考虑到污泥消化的速控步骤是污泥水解,而我国污泥有机物含量低的情况,提出了“热水解-高温厌氧消化”的高固污泥处理工艺. 该工艺的主要特点包括:①采用70℃热水解作为预处理来促进细胞溶解; ②采用高温厌氧消化来加快消化. 目前高固消化的研究还不够充分,尤其缺乏设计和实际运行经验. 本研究具有较好的参考价值. 1 材料与方法 1.1 工艺流程本中试在广州市某水质净化厂进行,共持续9个多月. 中试的工艺流程见图 1. 进泥在水解罐中水解,之后用泵打入高温厌氧罐. 热水解罐和高温罐的有效容积分别为0.6 m3和2.0 m3,前者的反应温度为70℃±1℃,后者为55℃±1℃. 热水解的固体停留时间(solid retention time,SRT)为3 d.图 1 工艺流程示意1.2 接种污泥和处理的污泥接种污泥为中温厌氧消化污泥,接种挥发性悬浮固体(volatile suspended solid,VSS)浓度为17.01 g ·L-1,有机物含量为57%. 试验所用进泥为污水厂的脱水剩余污泥配制,含固率为8%~9%,有机物含量为59.76%~69.94%,VSS为52.95~58.45 g ·L-1,SCOD为1268~3443 mg ·L-1,氨氮60~336 mg ·L-1. 该污水厂进水中工业废水约占70%左右. 1.3 有机物去除率有机物去除率以VSS去除率表示,其计算是基于相同SRT下的稳定运行阶段的物料平衡得出:式中,ηMB:平均VSS去除率,%; VSSF:平均进泥VSS浓度,g ·L-1; VSSP:平均出泥VSS浓度,g ·L-1. 1.4 测试方法pH采用精密pH试纸测量,含水率、 VSS采用重量法测量,COD采用快速消解分光光度法(兰州连华环保科技有限公司,5B-1B)测量,碱度采用溴甲酚绿-甲基红指示剂滴定法测量,氨氮采用纳氏比色法测量,沼气含量采用甲烷测定仪(北京恒奥德仪器仪表有限公司,HA80-CH4)测量,沼气产量采用湿式流量计(长春汽车滤清器有限责任公司,LMF-1)测量. 2 结果与讨论试验从2011年10月底持续至次年7月,时长近9个月. 2.1 热水解试验期间,热水解进泥的平均VSS为55.78g ·L-1,出泥为44.87 g ·L-1,平均去除率为19.6%. SCOD由进泥的4565 mg ·L-1增加至19969 mg ·L-1,增加337.4%. 这些显示出热水解在溶解细胞方面有明显效果.热水解的去除率与进泥的VSS/SS有一定关系,当VSS/SS在50.0%~59.9%范围内,平均为57.1%时,热水解的平均VSS去除率为13.3%,而VSS/SS在60%以上,则差异不明显,VSS/SS为60%~64.9%、 65.0%~69.9%和70%以上的污泥热水解的平均VSS去除率分别为20.50%、 21.20%和17.63%. 2.2 高温厌氧消化2011年10月底,用接种污泥直接将高温厌氧罐充满,然后每天按有机负荷(以COD计)2 kg ·(m3 ·d)-1投加葡萄糖,促进厌氧细菌的活性恢复. 当沼气产量达到理论值70%~80%时,逐步减少葡萄糖的投加量,同时增加污泥量,经过3周左右的时间,葡萄糖的投加量为零,至此启动结束. 启动期间,污泥的SRT为20 d,pH维持在7.0左右,进泥的VSS为12.86 g ·L-1,VSS/SS为52.43%.待反应器启动结束后,将进泥的含固率提高到8%~9%,依次进行了厌氧SRT分别为40 d、35 d、 25 d、 20 d、 15 d的试验. 每个SRT试验的测试结果都是在反应器完成一个完整的SRT运行后,且稳定运行以后的平均值,结果如下. 2.2.1 有机物去除率当高温厌氧消化的SRT为15 d、 20 d、 25 d、 30 d、 35 d和40 d时,VSS去除率分别为27.5%、 32.5%、 29.8%、 34.6%、 25.3%和42.3%,有机负荷(以VSS计)分别为3.16、2.36、 1.84、 1.58、 1.15、 1.18 kg ·(m3 ·d)-1. SRT为35 d时,去除率较低. 在这期间,污水厂的剩余污泥的VSS/SS由70%左右下降至50%左右. 污泥性质不稳定可能是去除率较低的主要原因.图 2 高温厌氧消化的有机物去除率与SRT2.2.2 VSS/SS稳定化是污泥处理的重要目标之一. 王凯军等[10]指出,污泥稳定化是有机物矿化的过程. 朱英等[11]推荐VSS去除率、不稳定物质去除率、腐殖质含量和植物毒性等作为污泥稳定化指标,而朱明权等[12]认为厌氧消化后污泥的有机酸含量可很好地衡量污泥的稳定化程度. 通常,有机物去除率越高,污泥稳定化越好,而污泥有机物含量(VSS/SS)越高,污泥就越不稳定,因此可以采用VSS去除率和消化污泥的VSS/SS评价污泥稳定化程度. 大量工程运行数据表明,稳定程度较好的污泥VSS去除率在40%以上,VSS/SS多在45%±5%.当高温厌氧消化的SRT为15 d、 20 d、 25 d、 30 d、 35 d和40 d时,高温消化污泥的VSS/SS分别为47.49%、 57.98%、 54.00%、 47.15%、 52.93%和55.70%. SRT为20 d、25 d、 35 d和40 d时,消化污泥的VSS/SS超过50%,这主要是因为进泥的有机物含量较高导致的. 由图 3可知,消化污泥的VSS/SS与进泥的VSS/SS是相关的. 拟合结果表明,线性相关系数R2达到0.9168.图 3 高温消化污泥VSS/SS与SRT的关系2.2.3 甲烷产率甲烷产率是评价厌氧消化回收能源的重要指标. 由图 4可知,当SRT为25~40 d时,甲烷产率(以CH4/VSSadd计)变化不大,为0.20~0.24 m3 ·kg-1; 当SRT为15 d、 20 d 时,甲烷产率下降,为0.12 m3 ·kg-1、 0.17 m3 ·kg-1. 这表明当SRT在20 d以下时,污泥有机物的消化还不够彻底. 综合甲烷产率以及前文的有机物去除率等结果,在实际工程中,本工艺的高温厌氧消化的SRT可取25 d.图 4 甲烷产率2.2.4 氨氮氨氮是厌氧反应的抑制物质之一,而高固污泥消化的氨氮抑制风险要明显高于传统污泥厌氧消化. Hashimoto[13]研究发现,对于未经驯化的中温和高温厌氧反应器,当pH约为7.2时,氨氮浓度2500 mg ·L-1的抑制就很明显. 而对于经过驯化的高温厌氧反应器,氨氮浓度达到4000 mg ·L-1时才会产生抑制. Angelidaki等[14]也认为4000 mg ·L-1是氨氮抑制现象发生的临界值. 在试验中,进泥的平均氨氮为284mg ·L-1,厌氧的氨氮浓度平均为983 mg ·L-1,低于文献报道的氨氮抑制浓度4000 mg ·L-1[14, 15]. 2.3 总体运行情况工艺的总VSS去除率见图 5. 从中可知,当高温厌氧消化的SRT为15 d、 20 d、 25 d、30 d、 35 d和40 d时,总VSS去除率分别为39.07%、 42.22%、 42.69%、 45.31%、 44.70%和47.87%,总去除率(ηMB)与SRT线性正相关(式2),相关系数达到0.9153. 厌氧消化的SRT在20 d以上时,总VSS去除率在40%以上,完全满足《城镇污水处理厂污染物排放标准(GB 18918-2002)》中污泥稳定的要求.热水解和高温厌氧消化对总VSS去除的贡献见图 6. 由图可知,当高温厌氧消化的SRT 为15 d、 20 d、 25 d、 30 d、 35 d和40 d时,热水解的贡献比例分别为51.92%、 46.45%、63.52%、 44.77%、 60.66%和42.68%,而厌氧消化的贡献比例分别为48.08%、 53.55%、36.48%、 55.23%、 39.34%和57.32%,表明热水解和高温厌氧消化去除VSS的贡献大致相当. 尽管热水解的SRT只有3 d,仅占总SRT的6.98%~16.67%,但对总VSS去除率的贡献明显.图 5 总VSS去除率图 6 热水解和高温厌氧消化对VSS去除的贡献2.4 与实际工程的对比文献报道的国外的大型污泥消化工程的运行数据比较少,使用的经典设计手册可以反映工程的实际情况. 美国《污水处理厂设计手册》中明确指出污泥厌氧消化的有机物去除率应在38%以上,沼气产率的范围为0.5~0.75 m3 ·kg-1(以沼气/VSSadd计) 和0.75~1.12m3 ·kg-1[16](以沼气/VSSrem计). 沼气中的甲烷含量一般为50%~70%,按平均60%计算,折算后的甲烷产率分别为0.30~0.45 m3 ·kg-1(以CH4/VSSadd计)和0.45~0.67 m3 ·kg-1(以CH4/VSSrem计). 中试研究结果表明,热水解-高温厌氧消化工艺处理高含固率的剩余污泥时,有机物去除率完全可以达到美国设计手册的要求,但甲烷产率低于推荐值.截止目前,我国建成并运行良好的污泥厌氧消化设施主要有大连东泰夏家河污泥处理厂、北京小红门污水处理厂污泥消化工程、青岛麦岛污水处理厂污泥消化工程、上海白龙港污水处理厂污泥处理处置工程和郑州王新庄污水处理厂污泥消化工程等. 本中试的试验结果与国内运行良好的部分实际工程运行对比结果见表 1.由于我国城镇污水处理厂污泥的有机物含量普遍较低,已建成运行的污泥厌氧消化设施,甲烷产率大多为0.18~0.24 m3 ·kg-1(以CH4/VSSadd计)[17],因此本工艺的甲烷产率要优于一般的消化工程. 由表 1可知,当停留时间接近时,高含固率的污泥厌氧消化的有机物去除率与运行良好传统的污泥厌氧消化工程(含固率3%~5%)相当. 由于高固消化与相同停留时间的传统消化相比,反应器的容积要缩小50%左右,加热的污泥体积缩小40%~60%,抵消了大部分高温多耗的能量,因此运行费也未明显增加. 这显示出本工艺具有明显的经济优势.表 1 中试与实际消化工程的对比与同为高固消化的大连夏家河污泥处理厂相比,本中试的有机物去除率和甲烷产率基本相同. 夏家河污泥处理厂的进料除了城市污泥外,还有部分过期食品,这些物料有机物含量高,产气率也高. 夏家河厂采用了德国技术.本工艺采用了70℃热水解和高温消化,在降低污泥的卫生风险方面要明显优于中温消化.具体参见污水宝商城资料或更多相关技术文档。
餐厨垃圾厌氧消化技术简述摘要:随着我国餐饮行业的快速发展,餐饮企业的数量大幅增加,每天的餐厨垃圾产生量巨大。
因此,要及时对餐厨垃圾进行处理,以餐厨垃圾和厨余垃圾为原料进行中温厌氧消化反应,对不同时间产生的沼渣的脱水性能进行研究,沼渣的脱水性能主要受厌氧消化时间的影响。
本文主要对餐厨垃圾和厨余垃圾厌氧消化产生沼渣的脱水性能进行分析。
关键词:餐厨垃圾;厌氧消化;脱水性能中图分类号:TU824文献标识码: A一、、餐厨垃圾的特点餐厨垃圾又称泔脚,是居民生活消费中产生的生活废物,容易腐烂、传播病菌。
其主要成分是面粉、米类食物残渣、肉骨与动植物油等,化学组成中有脂类、淀粉、纤维素与无机盐等。
餐厨垃圾营养元素非常丰富,含有大量的微生物菌种,具有较高的产甲烷能力,兼具资源与废物二重性;另外,餐厨垃圾处理难度大。
餐厨垃圾的固体含量通常在20%左右,含水率高65%~95%,油脂含量通常在1%~5%,脱水性能差;热值为2100~3100kJ/kg,与生活垃圾一同焚烧,不能达到垃圾焚烧发电所要求的5000kJ/kg热值。
在高温条件下,餐厨垃圾变质速度快,其降低了回收利用价值。
二、厌氧消化原理厌氧消化是有机物在无氧条件下,依靠兼性厌氧菌和专性厌氧菌的作用转化成二氧化碳与甲烷等,同时合成自身细胞物质的生物学过程,是实现有机固体废物资源化、无害化的一种有效的方法。
其机理如图1所示。
厌氧消化由于它较高的经济性和产能效益己经引起越来越多的关注,在处理垃圾放方面主要有以下优点:厌氧消化不需要氧气,可以减少动力消耗、节约能源、减少成本;对有机负荷承受力强,反应器效能高,容积小,占地面积小,可降低基建成本,又能达到很好的处理效果;厌氧过程中没有与氧相随的微生物合成,因此剩余污泥量少,减少了处置费用且生成的污泥较稳定;可以回收沼气能源、降低污染负荷,同时也减少了温室效应气体的排放量;发酵残留物可经过灭菌等操作转化为土壤添加剂或肥料,增加其经济效益;总之,厌氧消化实现了“无害化、减量化与资源化”,在生物质有效利用方面有着巨大的贡献。
有机厌氧消化降解过程一、有机厌氧消化降解的原理酸化阶段是有机物的初始分解过程,有机物被厌氧微生物利用并分解为醋酸、丙酸和丁酸等有机酸。
这些有机酸可通过酸化生成更小的有机物,产生大量的氢离子和二氧化碳。
甲烷化阶段是厌氧微生物利用有机酸并产生沼气的过程。
在这一阶段,厌氧微生物将有机酸转化为甲烷和二氧化碳。
产生的沼气可被收集并作为生物能源利用,而二氧化碳则释放到大气中。
二、有机厌氧消化降解的反应机理1.酸化阶段的反应机理:厌氧微生物利用有机物进行分解和发酵。
有机物被厌氧微生物内的酸性菌分解为醋酸、丙酸和丁酸等有机酸。
这些有机酸能够进一步发酵并产生更小的有机物,如乙醇、乙酸和醚类化合物。
同时,这些发生反应的过程产生大量的氢离子和二氧化碳。
厌氧消化过程中,酸化阶段的产物主要是有机酸、醇类化合物和气体。
2.甲烷化阶段的反应机理:在酸化阶段生成的有机酸被厌氧微生物进一步代谢为甲烷和二氧化碳。
这一过程主要由产甲烷菌和不产甲烷菌参与。
产甲烷菌通过甲烷发酵过程将有机酸转化为甲烷和二氧化碳,而不产甲烷菌主要产生酸性有机酸和氢气。
厌氧消化过程中,甲烷化阶段的产物主要是甲烷、二氧化碳和少量的氢气。
三、有机厌氧消化降解的应用1.污水处理:2.有机废物处理:有机废物如农业废弃物、食品加工废弃物等也可以通过有机厌氧消化降解得到有效处理。
通过厌氧消化,废弃物中的有机物可以转化为沼气和沉淀物,从而实现废弃物的资源化利用和减少对环境的污染。
3.生物质能源生产:总结:有机厌氧消化降解是一种重要的有机废物处理和能源生产技术。
通过厌氧微生物的代谢活动,有机物可以被高效地分解和转化为沼气和沉淀物。
该技术在污水处理、有机废物处理和生物质能源生产等领域具有广泛的应用前景。
随着对能源和环境问题的不断重视和需求的增加,有机厌氧消化降解技术将在未来得到更加广泛的应用和发展。
厌氧消化技术目录厌氧消化技术:湿式连续多级发酵系统TBW Biocomp工艺-德国Thronhofen处理厂厌氧消化技术:干式单级发酵系统厌氧消化技术:其他新工艺展开厌氧消化技术在世界各地广泛应用,大部分处理城市生活有机垃圾的厂处理量在2500t/a以上。
而在我国尚无采用这样的大型处理厂,可能是因为厌氧消化技术的投资成本比好氧堆肥要高,一般多1.2-1.5倍。
但考虑到有机垃圾厌氧消化处理的良好经济效益(生物气用来发电或供热以及优质卫生的肥料),每吨垃圾的处理费用与传统的好氧堆肥相当(JMa-ta-Alvarez et al,1999)。
并且厌氧消化具有良好的环境效益:与好氧堆肥相比占地少,大大减少了温室气体(CO2、CH4)、臭气的排放等。
从生命周期观点看,厌氧消化比其他的处理方式更经济。
因此,在我国厌氧消化技术是一项具有很有前景的有机垃圾处理技术。
编辑本段厌氧消化技术:湿式连续多级发酵系统多级工艺原理:按照消化过若翰勺规律,有机垃圾分别在不同的反应器内进行酸化水解、产甲烷。
首先将垃圾通过固液分离机分为固体和液体,液体部分直接进人产甲烷阶段反应器进行消化1-2d;固体部分进人水解池,2-4d以后垃圾再经过分离,再使液体进入产甲烷阶段反应器。
经过消化,大约60%-70%的有机物质转化为生物气。
BTA工艺-丹麦Helsingor BTA/carlbro处理厂丹麦HelsipgorBTA/carlbro处理厂即采用此项工艺,本厂建于1993年,处理分类收集的生活垃圾,处理量20,000t/a。
分类收集的垃圾先送到垃圾仓,再经过破袋、破碎、打浆、巴斯德消毒。
这样,垃圾分为液体、固体部分:液体进入消化罐;而固体进入水解池,在水解池中固体分解为有机酸,池内的液体再送入消化罐。
Helsingor垃圾处理厂每年产生大约300万m3生物气,用于热电联产。
垃圾处理厂配有换热器,可以用厌氧过程中产生的沼气来在预处理阶段加热垃圾。
编辑本段TBW Biocomp工艺-德国Thronhofen处理厂Thronhofen垃圾处理厂从1996年开始运营,处理能力13,000t/a,处理分类收集的有机垃圾和农业中的液态垃圾。
Biocmp工艺是堆肥、发酵的结合。
垃圾先经过滚动筛,分离出粗垃圾去堆肥,细垃圾去消化罐。
再用手选来去除无机物,用磁选去除废铁。
细的有机物质经过破碎机破碎后,加水稀释,使固含率为10%。
接着混合物送到贮存池,中温(35℃)反应池(采用桨板搅拌。
停留时间14d)。
从一级消化池底部取出的活性污泥送入二级上向流高温(55℃)消化池,水力停留时间14d。
经过高温消化后,大约60%的有机物质转化为生物气。
编辑本段厌氧消化技术:干式单级发酵系统Biocel工艺-荷兰Ielystad处理厂Biocel工艺是中温干式序批式有机垃圾厌氧消化技术,处于发展阶段。
荷兰lelystad处理厂,处理量50000t/a,反应器内垃圾固含率30%- 40%,消化温度35- 40℃,固体停留时间最少10d。
Dranco工艺-比利时Brecht处理厂Dranco (Dry Anaerobic Composting)工艺是比利时有机垃圾系统公司(Organic Waste Systems)开发的,是一项成熟工艺。
工艺的主要单元是单级高温反应器,负荷l0kgCOD/ (m3d),温度50- 5890,停留时间为20d(15- 30d),生物气产量100- 200m3/t垃圾,发电量170-350kwh/t垃圾。
进料的固体浓度在15%-40%范围内。
有机垃圾系统公司已开发出Dranco - Sep工艺,可在固含率5%- 20%范围内操作。
欧洲现在至少有4座Dranco工艺大型垃圾处理厂,处理能力为11,000t/a到35,000t/a。
在比利时北部Brecht的处理厂采用的就是本工艺,处理能力12,000t/a。
有机垃圾先经过手工分选、切碎,筛分以去除大颗粒,用磁选分离金属物质,加水混和,接着送入808m3的消化器中。
消化器的新鲜物料投配率为5%。
消化液经过好氧塘处理之后,排放到当地污水处理厂。
消化后的垃圾利用脱水机脱水至固含率55%,而经过好氧稳定两周,即可得到卫生、稳定化的肥料。
瑞士Kompogas工艺本工艺是干式、高温厌氧消化技术,由瑞士Kom-pogasAG公司开发,处于发展阶段。
目前,在瑞士、日本等国家建立大约18个垃圾处理厂,其中年处理量10,000t/a 以上的有12个。
有机垃圾首先经过预处理达到以下要求:固含率(DS)30%-45%,挥发性固体含量(VS)55%-75%(ofDS)。
粒径40mm,pH4.5-7,凯氏氮(4g/kg,C/N)18。
然后进入水平的厌氧反应器进行高温消化。
消化后的产物含水率高,首先进行脱水,压缩饼送到堆肥阶段进行好氧稳定化,脱出的水用于加湿进料或作为液态肥料。
产生的生物气效益:10,000吨有机垃圾可产生118万Nm3KOMP-GAS气体,其中蕴含的总能量为684万kwh,相当于71万升柴油,可供车辆行驶1000万km。
法国Valorga工艺本工艺是由法国SteinmuellerValorgaSarl公司开发,采用垂直的圆柱形消化器,是一项成熟工艺。
反应器内垃圾固含率25%-35%,停留时间14-28d,产气量80-180Nm3/t。
消化后的固体稳定化需要进行14d的好氧堆肥。
目前已建成的处理厂有:法国Amiens处理厂(处理能力:85,000t/a);德国Engelskirchen处理厂(处理能力:35,000t/a)、Freiberg处理厂(处理能力:36,000t/a);比利时Mons处理厂(处理能力:58,700t/a);瑞士Geneva处理厂(处理能力:10,000t/a);西班牙CadiZ处理厂(处理能力:210,000t/a)等。
编辑本段厌氧消化技术:其他新工艺目前美国、德国等国家正在积极地进行城市生活有机垃圾的厌氧消化技术研究,其内容主要包括以下工艺:●序批式厌氧堆肥工艺(SEBAC,orLeach-BedProcess)(美国)●干式厌氧消化+好氧堆肥(美国)●半干式厌氧消化+好氧堆肥(意大利)●渗沥液床两相厌氧消化(英国)●两相厌氧消化(德国)●有机垃圾处理工艺(Biowaste Process)(丹麦)●干式厌氧消化+好氧堆肥(美国)●厌氧固体消化器(APS-Digester)(美国)可以预见将来厌氧消化技术会取得飞跃的发展,在工程中的应用也会越来越广泛。
有机生活垃圾高温干式厌氧处理技术探讨2010-07-30 09:37 环卫科技网作者:吴满昌孙可伟李如燕0条评论分享本文到...-摘要:分析了城市生活垃圾厌氧消化的基本原理和高温干式厌氧工艺,温度对干式厌氧消化的影响,随着固含率的升高,中低温已不能满足厌氧消化的要求。
对城市生活垃圾的湿式/干式厌氧消化工艺进行了比较,同时介绍了干式厌氧消化/好氧堆肥工艺。
厌氧生物处理技术是进行城市生活垃圾的无害化、减量化、资源化处理,实现垃圾循环利用的较好的方法。
关键词:城市生活垃圾;高温;干式厌氧消化;工艺城市固体生活垃圾(MSW)是城市居民在生活中和为城市日常活动提供服务中产生的综合废弃物。
城市生活垃圾一般不包括市政污水治理厂污泥和建筑垃圾。
根据2003年环境状况公报,我国2003年的城市生活垃圾产量已达到1.5亿t。
从减量化、无害化、资源化等角度探索解决问题的措施,制定切实可行的垃圾管理与治理对策,防止进一步污染和恶性事故的发生,是当前垃圾管理的当务之急,也是关系到保护环境及改善生活和生态环境,防治污染,改变传统发展模式,使经济发展与环境保护相协调的重要内容之一。
城市生活垃圾的厌氧消化处理是发达国家特别是欧洲近10年来积极开发并获得应用的一项新的垃圾生物处理技术。
据统计,在过去的9年中,采用厌氧消化技术处理城市生活垃圾的处理厂增加了750%。
德国、瑞士等西欧国家处于技术领先地位,并已将此项技术成功地市场化,有超过50个以上的工厂正在运行中。
处理有机生活垃圾的能力由1990年的122000t •a-1发展到2000年的1037000t•a-1。
厌氧消化技术与传统的卫生填埋相比,将厌氧消化过程由几年缩短到30d以内;与好氧堆肥相比,改变了占地大和管理复杂等问题。
1城市生活垃圾厌氧消化原理概述厌氧消化(发酵)就是在特定的厌氧条件下,微生物将垃圾中的有机质进行分解,其中一部分转化为甲烷和二氧化碳。
在这个转化过程中,被分解的有机碳化物中的能量大部分转化贮存在甲烷中,有机质转化为较为稳定的腐殖质。
有机物厌氧消化依次分为液化、发酵酸化、产乙酸、产甲烷四个阶段,每一个阶段各有其独特的微生物类群起作用。
液化阶段的细菌包括纤维素分解菌、脂肪分解菌、蛋白质水解菌,在胞外酶的作用下,把复杂的非溶解性的聚合物转化为简单的溶解性单体或二聚体。
发酵液化阶段是由大量多种多样的发酵细菌完成,其中最主要的是梭状芽孢杆菌(Clostridium)和拟杆菌(Bacteriodes)。
产酸阶段起作用的细菌是产氢产乙酸菌。
这三个阶段的细菌统称为不产甲烷菌。
产甲烷阶段起作用的是产甲烷菌,根据不同温度有不同的产甲烷菌属。
2高温干式厌氧消化技术2.1MSW干式厌氧消化工艺干式厌氧消化技术是一种相对新的技术,它在MSW的有机成分的能量回收方面的应用还没有得到充分的发挥。
干式厌氧消化也是一种生物反应,总固体浓度大约在22%或更高的工况下产生消化反应。
图l是城市生活垃圾干式厌氧消化工艺的示意图。
图1 MSW干式厌氧消化流程示意图我国对干式厌氧消化技术的研究较少,江西工学院、武汉大学、清华大学、成都生物研究所等几个单位进行了实验室规模的小试研究。
刘晓风等进行了城市有机垃圾的厌氧干发酵研究,结果表明,在固含率TS(Total Solid)20%~50%的浓度下,采用厌氧消化污泥作接种物,TS与接种物之比为10:1,可保证有机垃圾厌氧消化过程的正常运行。
这时垃圾的生物降解量,产沼气量和产甲烷量均随TS浓度的增高而降低。
TS浓度在50%时降低幅度最大。
产甲烷过程、挥发酸量和单位质量的挥发性固体VS(V olatile Solid)的产气量均与TS浓度有关。
但他们没有报道发酵温度的影响问题。
2.2温度对干式厌氧消化的影响温度是厌氧生物处理工艺的重要工艺参数。
厌氧消化的温度与有机物的厌氧分解过程有密切的关系,不同的温度范围内存在不同类型的微生物。
通常研究者将50℃~65℃称高温发酵;20℃~45℃称为中温发酵;25℃以下称低温发酵;而一般农村沼气发酵罐随着自然环境的温度变化而变化,称为常温发酵。
众多的研究者对中温厌氧生物处理工艺已经进行了大量的研究和应用。