螺杆泵工况综合参数诊断系统
- 格式:doc
- 大小:26.50 KB
- 文档页数:4
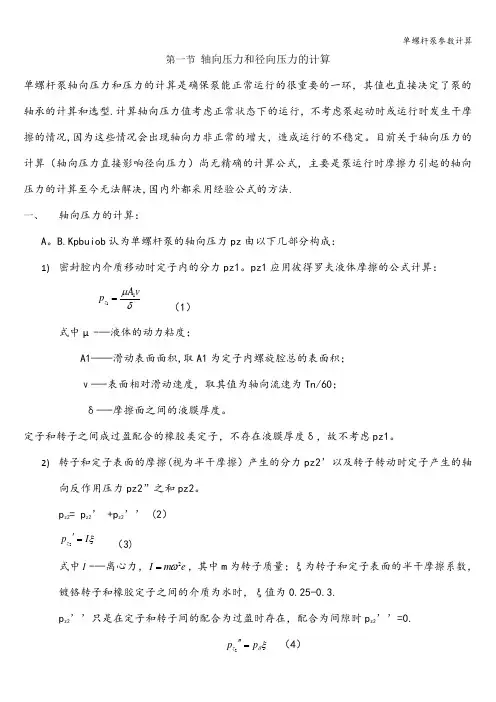
第一节 轴向压力和径向压力的计算单螺杆泵轴向压力和压力的计算是确保泵能正常运行的很重要的一环,其值也直接决定了泵的轴承的计算和选型.计算轴向压力值考虑正常状态下的运行,不考虑泵起动时或运行时发生干摩擦的情况,因为这些情况会出现轴向力非正常的增大,造成运行的不稳定。
目前关于轴向压力的计算(轴向压力直接影响径向压力)尚无精确的计算公式,主要是泵运行时摩擦力引起的轴向压力的计算至今无法解决,国内外都采用经验公式的方法.一、轴向压力的计算:A 。
B.Kpbuiob 认为单螺杆泵的轴向压力pz 由以下几部分构成:1) 密封腔内介质移动时定子内的分力pz1。
pz1应用彼得罗夫液体摩擦的公式计算:11z A vp μδ=(1)式中µ-—液体的动力粘度;A1——滑动表面面积,取A1为定子内螺旋腔总的表面积; ν—-表面相对滑动速度,取其值为轴向流速为Tn/60; δ—-摩擦面之间的液膜厚度。
定子和转子之间成过盈配合的橡胶类定子,不存在液膜厚度δ,故不考虑pz1。
2) 转子和定子表面的摩擦(视为半干摩擦)产生的分力pz2’以及转子转动时定子产生的轴向反作用压力pz2”之和pz2。
p z2= p z2’ +p z2’’ (2)2z p I ξ'= (3)式中I -—离心力,2I m e ω=,其中m 为转子质量;ξ为转子和定子表面的半干摩擦系数,镀铬转子和橡胶定子之间的介质为水时,ξ值为0.25-0.3.p z2’’只是在定子和转子间的配合为过盈时存在,配合为间隙时p z2’’=0.2z p p δξ''= (4)式中p δ——定子橡胶变形为δ(即过盈量)时的压缩力,max 2bLP δσπ=,其中max σ为橡胶压缩线性变形为δ时的最大应力,max hc B δσδ=+,其中h 为定子橡胶层平均厚度,c 和B为橡胶常数,硬度为55—65HR 的橡胶,c 为532,B 为0.99;b =为转子截面中心形成的螺旋长度,2l L t π=l 为工作长度;定子和转子配合为过盈时δ为负值.即2max 2z bLp p δσπξξξ''===- (5)将(3)、(5)带入(2)得:2222z z z p p p m e ξω⎡'''=+=⎢⎢⎣(6)3) 泵的排除压力和吸入压力的液差造成的分压力p z3。

251作者简介:刘士彬(2000— ),男,汉族,河南商丘人。
主要研究方向:机电设备智能化故障诊断技术。
基金项目:国家级大学生创新训练项目“防洪排涝水泵机组智能化诊断平台的设计与开发”(项目编号:202011481058);浙江省水利厅基金资助项目“防洪排涝泵站水泵机组故障预测与健康管理技术研究”(项目编号:RC1962)。
我国是自然灾害多发国家,暴雨、洪水等给人民的生命财产造成了巨大的损失,而目前正在运行的防洪排涝水泵机组中,由于缺乏有效的状态监测手段,一方面机组带病运行引起流量、压力的降低,造成电量的浪费;另一方面,因水泵零部件损坏导致的突然停泵,也造成了巨大的经济损失和不良的社会影响。
泵站计算机监控系统作为直接面向生产的控制系统,通常只对水泵机组和主变压器的温度进行简单的趋势分析,并通过事件顺序记录(SOF)对各报警信息进行“离散”、“经验性”地分析事故原因,但在“设备状态预测和事故分析诊断功能”方面较为欠缺,未能对水泵机组的运行进行智能化状态监测,也未能对故障预测和事故分析诊断进行“自动、快速”定位,因此寻找事故原因相对困难,特别是对于复杂的多起联动、突发事故,甚至找不出真正的事故根源,由于事故处理的低效率,影响了生产和经济效益。
目前,针对防洪排涝水泵机组的故障维修,采取的均是计划维修或事后维修。
而与之不同的是,视情维修可通过对水泵机组当前和将来状态的正确可靠预测来安排维修活动,具有自动化、高效率,经济性好,尤其是可以避免重大灾难性事故等显著优势。
实现视情维修的前提是水泵机组自身具有对其故障进行预测,并对其健康状态进行自我管理的能力,由此产生了针对水泵机组机的故障预测与健康管理(prognostic and health manage-ment,PHM)的概念。
即利用尽可能少的传感器采集水泵机组的各种数据信息,借助各种智能推理算法来评估水泵机组自身的健康状态,在故障发生前对其故障进行预测,并结合各种可利用的资源信息提供一系列的维修保障措施,最终实现针对水泵机组的视情维修。

简述泵机系统故障诊断方法摘要:伴随泵机在容量上的扩大,相应提出了较高的运行与维护等要求,对泵机的运行状态实施监测,并及时预测和上报相关故障,以便根据运行信息去分析、判断故障产生的实际原因,这针对泵机运行状态的安全性保证有重要影响。
因此,对泵机系统中出现的故障进行合理诊断是十分必要的,也是未来发展的趋势,对企业以及国家的发展有着深远意义。
关键词:泵机系统;故障诊断;方法引言影响泵机故障的因素有很多方面,主要包括滚动轴出现故障以及对中不平衡等,很多试验表明这些故障可以通过振动特征表现出来,因此,选择什么样的诊断方法以及特征来分析泵机系统故障就变得非常重要。
因此,对泵机的运行实施状态监测、故障诊断,并结合状态检修,从整体上提升泵机运行的稳定、安全性能具有重要意义。
1.泵机故障诊断技术发展问题我国在泵机的运行故障诊断方面具有一定研究成果,但也只是处在理论的研究时期,并未将其应用至监测与诊断的系统中。
国内相应研制了智能式诊断系统,但在应用中并无理想效果。
虽然在数据储备上有可靠的管理、分析等,但一直未实现在线、自动化诊断的目标。
因此,难以为运行管理者提供直接、及时的诊断检修结果,其故障的诊断技术在发展中呈现主要问题为:1.1缺乏解决故障的根本理论支持由于泵机的机械震动所产生故障具有一定复杂性。
该故障不仅包含了机械因素,还应综合流体因素、动压力因素、泵机的电磁力因素等重要影响,进而推测和判断其故障。
同时部分故障在机理、特征方面具有不同表现形式,因此难以实现深入性钻研故障的目标。
例如:泥沙的磨损、空化等影响,有力增加了泵机自身故障在诊断中的难度系数。
总之,其在根本上缺少解决故障理论性支持,是现今大中型层机组发展故障诊断应用技术的主要问题之一。
1.2无法将实际经验转化成推理机制由于泵机的故障诊断要求具有较强实践性技术,其研究者应尽可能结合现场诊断的实际经验、且具备丰富知识的诊断专家构建与之适应的实际规则,同时把推理机制、诊断的实际方法或思维以及诊断信息间的切实结合,进而构建人工化的诊断推理机制或系统。
综合运用多种方法判断螺杆泵井下故障作者:王云宝来源:《中国科技博览》2015年第01期[摘要]本文在对现场的实际生产资料进行分析的基础上,参考了目前的工况分析方法的多种手段,对螺杆泵工况表现形式进行归纳和分类,总结卧式驱动头螺杆泵和直驱驱动头螺杆泵出现断脱,漏失、卡泵等井下故障的简单判断方法,提高现场人员对螺杆泵井下故障判断的效率。
[关键词]螺杆泵井下故障判断中图分类号:F4224 文献标识码:A 文章编号:1009-914X(2015)01-0049-01一、螺杆泵井下故障的常用判断方法螺杆泵井下常见故障分为杆管断脱、油管或泵漏失和卡泵三种,针对这些情况我们一般判断螺杆泵井下故障分为以下八种方法:①电流法②扭矩法③蹩压法④液面法⑤杆负荷与旋转判断法(提转子出泵筒)⑥盘皮带轮法⑦量油法⑧调参法。
由于螺杆泵不同于抽油机的特殊性,加之故障形式比抽油机复杂,如果仅凭一种方法判断某些故障,方法单一,对故障判断的准确率低,所以实际工作时,必须采用综合多种判断方法,才能作出正确的分析及判断。
二、针对螺杆泵出现的井下故障运用综合法判别目前在我厂应用的螺杆泵,根据驱动头形式可以分为两种,一种为卧式驱动头螺杆泵,一种为新型的直驱驱动头螺杆泵,针对这两种螺杆泵下面分别阐述断脱、漏失、和卡泵的三种情况的原因、特征及判断方法:1 抽油杆或油管断脱1.1 造成抽油杆断脱的原因造成抽油杆断脱的原因是多方面的,首先是因洗井不彻底或三元井杆、管、泵结垢,造成井下结蜡或结垢严重,使抽油杆在油管内旋转过程中,摩擦力增加。
结蜡或结垢严重时,使抽油杆被卡,当过流保护失灵或过流保护电流调的过高、保护时间设置过长等,就可使抽油杆扭断。
第二,泵下入较深,抽油杆材质不合格,达不到强度要求,被扭断。
第三,扶正器布置不合理或抽油杆在井内使用时间过长,造成管、杆摩擦,磨断抽油杆;第四,抽油杆在长期拉、压、扭不合理受力条件下工作,受疲劳应变过大而断脱。
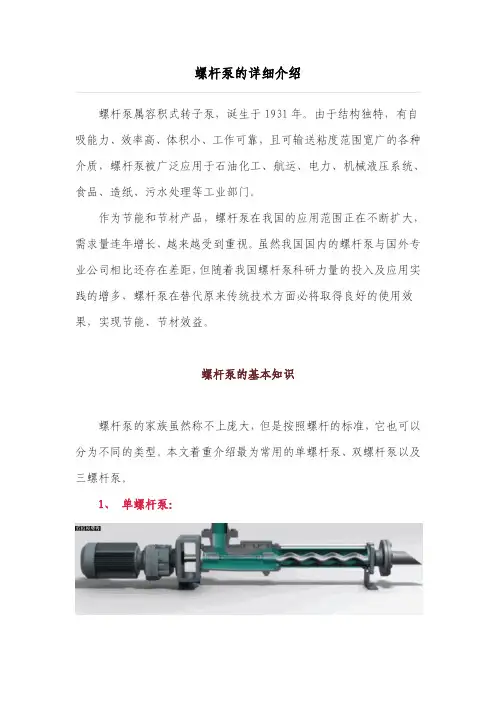
螺杆泵的详细介绍螺杆泵属容积式转子泵,诞生于1931年。
由于结构独特,有自吸能力、效率高、体积小、工作可靠,且可输送粘度范围宽广的各种介质,螺杆泵被广泛应用于石油化工、航运、电力、机械液压系统、食品、造纸、污水处理等工业部门。
作为节能和节材产品,螺杆泵在我国的应用范围正在不断扩大,需求量连年增长,越来越受到重视。
虽然我国国内的螺杆泵与国外专业公司相比还存在差距,但随着我国螺杆泵科研力量的投入及应用实践的增多,螺杆泵在替代原来传统技术方面必将取得良好的使用效果,实现节能、节材效益。
螺杆泵的基本知识螺杆泵的家族虽然称不上庞大,但是按照螺杆的标准,它也可以分为不同的类型。
本文着重介绍最为常用的单螺杆泵、双螺杆泵以及三螺杆泵。
1、单螺杆泵:单螺杆泵是一种新型的内啮合回转式容积泵。
主要工作部件是偏心螺杆(转子)和固定的衬套(定子)。
与其他泵相比,单螺杆泵有着自己独特的优势:和离心泵相比,单螺杆泵不需要装阀门,而流量是稳定的线性流动。
和柱塞泵相比,单螺杆泵具有更好的自吸能力。
和隔膜泵相比,单螺杆泵可输送各种混合杂质,含有气体及固体颗粒或纤维的介质,也可输送各种腐蚀性物质。
和齿轮泵相比,单螺杆泵可输送高粘度的物质。
与柱塞泵、隔膜泵及齿轮泵不同的是,单螺杆泵可用于药剂填充和计量。
2.双螺杆泵:单从结构上而言,双螺杆泵是外啮合的螺杆泵。
它利用相互啮合,互不接触的两根螺杆来抽送液体。
在结构型式上双螺杆泵也很齐全,有卧式、立式、带加热套等各种类型,可以输送有颗粒的低粘度或高粘度介质,根据颗粒大小调节螺杆间距,选用正确的材质,甚至可以输送许多腐蚀性介质。
双螺杆泵作为一种容积式泵,泵内吸入室应与排出室严密地隔开。
这就要求泵体与螺杆外圆表面及螺杆与螺杆间隙应尽可能小些。
同时螺杆与泵体、螺杆与螺杆间又相互形成密封腔,保证密闭,否则就可能有液体从间隙中倒流回去。
双螺杆泵独特的结构使它可以实现无搅拌、无脉动、平稳的输送各种介质;由于泵体结构保证泵的工作元件内始终存有泵送液体作为密封液体,因此双螺杆泵有很强的自吸能力,且能汽液混输。
螺杆泵工况综合参数诊断系统
目前螺杆泵已经在油田得到广泛应用,尽管历史不长,但已经显
示出它的优越性。它具有尺寸小重量轻、维修方便、系统效率高、耗
能低和一次性投资少的特点。尤其适应于高含砂和稠油井,而注聚合
物后原油粘度增大,螺杆泵就更显示出它的优越性由于螺杆泵本身结
构及其材质以及加工工艺的复杂性,致使螺杆泵的工作特性稳定性互
换性较差。所以对螺杆泵的质量评估和工况诊断则尤为重要。由于应
用时间短,螺杆泵的诊断方法和手段尚不完善,为此,根据螺杆泵的
实际运行情况,设计了螺杆泵工况综合参数测试系统,为科学评价螺
杆泵的性能提供了一种有效的手段螺杆泵采油也同其他采油设备一
样,如果管理不当或产品质量有问题,也会出现一些故障由于螺杆泵
采油的特殊性,各类故障的特征反映和诊断方法及处理方法同其他采
油方法有所不同。一般的诊断方法有;电流法、蹩压法扭矩法电流法
就是通过测试电机的工作电流,根据工作电流的大小诊断泵况;蹩压
法就是通过关闭采油树回压闸门进行蹩压,来观测井口出油压力和套
管压力进行诊断井下泵况的方法;扭矩法是通过测试光杆扭矩来诊断
泵况的方法。一般螺杆泵井的某些故障单纯凭一种方法是很难准确诊
断的,因此综合参数诊断系统就成为十分必要了。
2测试系统的功能与技术指标螺杆泵工况综合参数诊断系统是一
种多参数测试系统,它能测试螺杆泵井的油压、套压电流电压、扭矩
和转速通过压力传感器测量采油树的油管压力及套管压力;通过电量
传感器测试电机的工作电压和电流;通过专用扭矩传感器测试光杆的
扭矩和转速,然后利用测量的参数对螺杆泵井的工况进行分析判断系
统设计要求是:仪器系统自身能储存10口井的数据资料,根据需要
随时显示测试和回放数据,与上位机通讯可把数据传送给PC机,以
便对测量数据分析处理。
1%范围:O①扭矩测量精度②转速测量精度③电流测量精度④电
压测量精度⑤油压测量精度⑥套压测量精度⑧可设置井口号,自动存
储数据和测量日期及时间;3系统构成与工作原理螺杆泵工况综合参
数诊断系统构成原理框图如所示系统构成有:CPU单片机系统、多
路转换器、A/D转换电路、人机接口、显示电路、E2PROM串口通
讯和电源电路等几部分。
系统的工作流程是:通过人机接口(面板)加电,CPU上电复
位进入复位中断服务程序,对系统进行初始化,在显示窗口(8位
LED)显示88888888约2s,之后显示6位时间信息XXXXXX(时、
分、秒)系统进入等待测量状态按下某测量键,CPU识别后打通对
应的信号通道,启动A/D转换,查询A/D是否转换结束,一旦转换
完毕,CPU读入结果进行处理后,一方面送显示电路,一方面送
E2PROM存储,至此一次采集完成循环上述过程,可以进行多数据
采集按下全程测量键,CPU识别后扫描多路转换器,分别采集各参
数,同时显示并存储系统框图CPU系统是由AT89C52单片机组成,
片内程序存储器8kB,主时钟频率6MHz主要完成对系统的监控管理,
选择信号通道,信号采集处理对各测量参数进行量程归一化处理如电
压传感器信号范围心20mA,经过电压转换变为1~ /D转换输出CPU
读入后,要把对应的量化值转换成对应的0~ 500VAC的值,以便显
示和储存电流传感器信号范围4-20mA,经过电压转换变为1~5V,
CPU读入A/D转换结果后,要把对应的量化值转换成对应的0 ~60A
量程油压、套压传感器信号范围0~放大到屮5V,CPU读入A/D转
换结果后,要把对应的量化值转换成对应的屮20MPa量程扭矩传感
器输出信号基频10kHz,信号范围0~1kHz,经CPU定时器T1读入
转换成0~500N.m的量程转速传感器信号输出为0~500r/min,CPU定
时器T0读入,不需要转换直接显示并存储多路转换电路由8选1数
据选择器(CD4051)组成,在CPU控制下完成对信号的分时扫描。
向A采用12位的转换器AD574AJD特点是12位逐次逼近型ADC,
可选择12位或8位工作。本系统选择12位工作方式。574具有可控
三态输出缓冲器,逻辑电平为TTL自身有基准电源+大误差为+1.2%,
可输出1.5mA电流内部有时钟电路,不需外部接线通过改变外部接
线,可以选择单极性或双极性模拟量输入人机接口电路,由键盘和编
码器(2片74LS1488)组成键入参数通过中断方式请求CPU,CPU
识别后,进入响应中断服务子程序面板键盘结构框图如所示共有16
个键,6个参数测量键(扭矩、转速、油压、套压)6个参数设置键
(井口日期时间、设置定位、置数)1个全程测量键3个功能键(回
放、通讯复位)面板键盘结构框图按下参数测量键,系统测量对应的
参数。按下全程测量键,系统同时测量所有参数参数设置主要是对井
口、日期和时间进行设置。如井口设置操作为:先按下井口键,显示
原井口号XXXX,再按设置键,后按定位键最高位闪烁,按置数键可
以改变原值,后3位同理调整。键盘接口电路是由8/3编码器组成,
通过2片1488串接实现16键盘的编码编码器的输出申请CPU中断,
同时输出4位二进制编码送到P1口。在中断服务程序中,读入P1
口内容进行判断键盘属性,以转移到对应测量程序。
串行通讯接口电路,主要用于测量系统和上位机(PC机)进行
通讯把所有测量存储结果发送给PC机,通过专用配套分析软件,对
螺杆泵工况进行综合诊断。
4结论螺杆泵综合参数诊断系统的设计开发,完全达到设计要求
这种多参数测量系统,为螺杆泵工况综合分析诊断提供了全面的因
素,使得分析结果更科学可靠对比传统的单参数分析诊断,有着明显
的准确性,受到了工程技术人员的好评。对螺杆泵的多参数测量分析
方法,是目前国内首家也是唯一一家提出并进行研究开发的单位,该
技术尚属国内领先水平。具有很好的市场推广应用前景