钢材焊接预热通用技术条件XSS911-2011
- 格式:doc
- 大小:83.00 KB
- 文档页数:4

![1各种钢材焊接知识要点[1]](https://img.taocdn.com/s1/m/ac4c6a8ef524ccbff1218478.png)
各种钢材焊接知识要点(一)发布日期:2010-5-1 [ 收藏评论没有找到想要的知识 ]1 什么是焊接性?试述碳钢的焊接性。
焊接性是指材料在限定的施工条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
碳钢是以铁元素为基础的,铁碳合金,碳为合金元素,其碳的质量分数不超过1 %,此外,锰的质量分数不超过1.2%,硅的质量分数不超过0.5%,后两者皆不作为合金元素。
其它元素如Ni、Cr、Cu等均控制在残余量的限度以内,更不作为合金元素。
杂质元素如S、P、O、N等,根据钢材品种和等级的不同,均有严格限制。
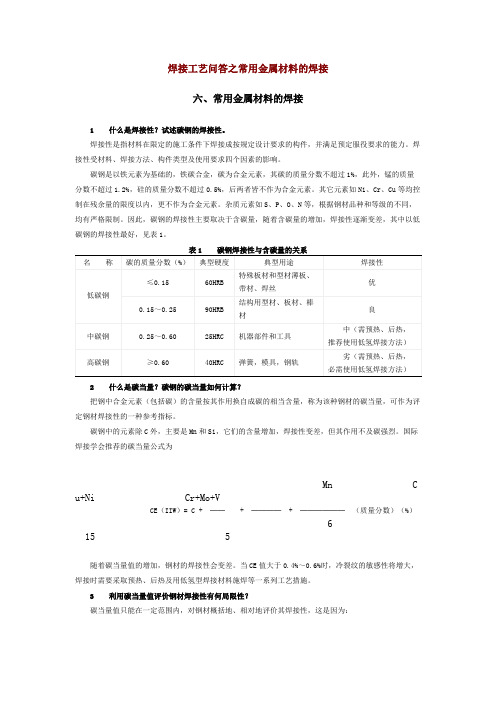
因此,碳钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中以低碳钢的焊接性最好,见表1。
表1 碳钢焊接性与含碳量的关系2 什么是碳当量?碳钢的碳当量如何计算?把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。
碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。
国际焊接学会推荐的碳当量公式为Mn Cu+Ni Cr+Mo+VCE(IIW)= C + ── + ────+ ────── (质量分数)(%)6 15 5随着碳当量值的增加,钢材的焊接性会变差。
当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系列工艺措施。
3 利用碳当量值评价钢材焊接性有何局限性?碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。
因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。
2)碳当量计算值只表达了化学成分对焊接性的影响,没有考虑到冷却速度不同,可以得到不同的组织,冷却速度快时,容易产生淬硬组织,焊接性就会变差。
焊接工艺问答之常用金属材料的焊接六、常用金属材料的焊接1 什么是焊接性?试述碳钢的焊接性。
焊接性是指材料在限定的施工条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
碳钢是以铁元素为基础的,铁碳合金,碳为合金元素,其碳的质量分数不超过1%,此外,锰的质量分数不超过1.2%,硅的质量分数不超过0.5%,后两者皆不作为合金元素。
其它元素如Ni、Cr、Cu等均控制在残余量的限度以内,更不作为合金元素。
杂质元素如S、P、O、N等,根据钢材品种和等级的不同,均有严格限制。
因此,碳钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中以低碳钢的焊接性最好,见表1。
2 什么是碳当量?碳钢的碳当量如何计算?把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。
碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。
国际焊接学会推荐的碳当量公式为Mn Cu+Ni Cr+Mo+VCE(IIW)= C + ── + ────+ ──────(质量分数)(%)6 15 5随着碳当量值的增加,钢材的焊接性会变差。
当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系列工艺措施。
3 利用碳当量值评价钢材焊接性有何局限性?碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。
因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。
2)碳当量计算值只表达了化学成分对焊接性的影响,没有考虑到冷却速度不同,可以得到不同的组织,冷却速度快时,容易产生淬硬组织,焊接性就会变差。

压力管道焊接工艺规程1 合用范围本规程合用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 重要编制依据2.1 GB50236-2023《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2023《压力管道规范-工业管道》;2.3 SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2023《工业金属管道工程施工及验收规范》;2.5 CJJ28-2023《城市供热管网工程施工及验收规范》;2.6 CJJ33-2023 《城乡燃气输配工程施工及验收规范》;2.7 GB/T5117-2023 《碳钢焊条》;2.8 GB/T5118-2023 《热强钢焊条》;2.9 GB/T983-2023 《不锈钢焊条》;2.10 YB/T5092-2023《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文献。
3 施工准备3.1 技术准备3.1.1 3.2 对材料的规定3.4 焊接人员3.4.2 3.5 施焊环境4.1 压力管道焊接施工流程图(见图1 )图1 焊 接 施 工 流 程 图 4.2 焊前准备及接头组对4.2.1 4.2.2 b )异种钢管子焊接时, 焊条或焊丝的选用一般应符合下列规定: 表1 常用钢号推荐选用的焊接材料焊前准备焊机性能确认 焊口组对质量评估正式施焊 焊接检查焊缝无损探伤结果评估焊后热解决硬度测试水压实验焊接坡口制备及清理 焊条烘干及焊丝清理焊缝外观检查是表2 不同钢号相焊推荐选用的焊接材料表3 常用钢号分类分组4.2.4 a)按SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》分为SHA级的压力管道、中高合金钢及不锈钢管道的坡口应采用机械方法加工。
b)其他管道坡口宜采用机械方法加工, 当采用热加工方法时, 切割后必须去除影响焊接质量的表面层。

qtb211-2001焊接标准焊接标准是用于规范和指导焊接工艺、焊接质量和焊接工作的相关要求的文件。
以下是一些常见的焊接标准及其相关参考内容:1. 焊接工艺标准:焊接工艺标准主要规定了焊接的工艺参数、设备要求、焊缝准备、焊接顺序等要求。
例如,AWS(美国焊接学会)发布的AWS D1.1钢结构焊接规范就是常用的焊接工艺标准之一。
在确定焊接工艺时,可以参考AWS D1.1规范中的相关章节,如焊接工艺参数表、设备要求和焊接工序等。
2. 焊接质量标准:焊接质量标准是评估焊接连接质量的依据,需要根据具体材料和焊接方法选择相应的标准。
例如,ISO 5817焊接质量评定标准就是通用的焊接质量标准,并被广泛采用。
在评定焊接质量时,可以参考ISO 5817标准中的不同等级并与实际焊接质量进行比对。
3. 符合性评定标准:符合性评定标准用于评估焊接材料、设备和人员的符合性。
例如,ISO 15614焊接程序规范是一种常见的焊接符合性评定标准。
在评定焊接程序时,可以参考ISO 15614标准中的相关要求,如焊接试样的准备、焊接参数、焊接位置和评定方法等。
4. 产品标准:产品标准是规定焊接产品的设计、制造和验收要求的标准。
例如,EN 1090-2钢结构技术要求标准是针对钢结构焊接产品的制造和验收进行规范。
在制造焊接产品时,可以参考EN 1090-2标准中的相关要求,如材料规格、焊接连接设计、焊接工艺要求和检验方法等。
5. 健康与安全标准:焊接操作涉及到一定的健康与安全风险,因此需要遵守相关的健康与安全标准。
例如,OSHA(美国职业安全与健康管理局)发布的29 CFR 1910.252是关于焊接和切割操作的安全标准。
在进行焊接操作时,可以参考29 CFR 1910.252标准中的相关要求,如焊接作业区域的安全措施、操作人员的防护措施和紧急情况的应对措施等。
需要注意的是,以上提到的标准是常见的焊接标准,实际应用时应根据国家或地区的具体要求和相关行业的规定选择适用的标准进行参考。
2011钢材知识汇总钢材知识目录(GB714-65)4. 热轧钢筋(GB1499-84)13. 电焊锚链用钢(YB897-85)5. 预应力混凝土用热处理钢筋(GB4463-84)14. 矿用钢(GB3414-82)6. 冷镦钢(YB534-65)15. 农用复合钢(GB1199-75)7. 冷、热顶锻铆螺钢(GB715-89)(GB715-65) 16. 农机用钢8. 凿岩钎杆用中空钢(GB1301-87)17. 机引犁犁铧用型钢(GB1465-78)9. 冷拉优质结构钢(GB3078-82)18. 覆带板用热轧型钢(GB3085-82)二、板材1. 优质碳素厚钢板(GB711-88)21. 搪瓷用热轧薄钢板(YB474-64)2. 造船用结构钢(GB712-88)22. 空压机阀片用热轧薄钢板(YB539-65)3. 压力容器和多层压力容器用厚钢板(GB6654-86)23. 200升油桶用热轧碳素结构钢薄钢板(GB3276-89)4. 低温压力容器用低合金厚钢板(GB3531-83)24. 热镀锌薄钢板和钢带5. 耐候结构钢25. 镀锡薄钢板和钢带6. 汽车用优质碳素结构钢热轧厚钢板(GB3275-82)26. 塑料符合薄钢板7. 汽车大梁用热轧钢板(GB3273-89)27. 钢带的分类及代号8. 锅炉用碳素钢及低合金钢钢板(GB713-88)28. 优质碳素结构钢冷轧钢带(GB3522-83)9. 桥梁用碳素钢及普通低合金钢钢板(YB168-70)29. 低碳钢冷轧钢带(GB3526-83)10. 航空用合金结构钢板(YB540-65)30. 自行车用热轧碳素钢和低合金钢宽钢带及钢板(GB3645-89)11. 不锈热轧厚钢板(GB4237-84)31. 自行车用冷轧碳素钢宽钢带和钢板(GB3644-89)12. 不锈冷轧薄钢板(GB3280-84)32. 自行车链条用冷轧钢带(GB3643-83)13. 不锈钢板重量计算方法(GB4229-84)33. 自行车用冷轧钢带(GB3646-89)14. 耐热钢热轧钢板和冷轧钢板(GB4238-84)34. 手表用冷轧、热轧钢带和扁钢15. 合金结构钢薄钢板(GB5067-85)35. 刮脸刀片用冷轧钢带(GB3527-89)16. 弹簧钢热轧薄钢板(GB3279-89)36. 弹簧钢、工具钢冷轧钢带(GB3525-83)17. 优质碳素结构钢薄钢板和钢带(GB710-88)37. 冷轧不锈钢带和耐热钢带(GB4239-84)18. 一般结构用热连轧钢板和钢带(GB2517-81)38. 热轧电工钢板(GB5212-85)19. 深冲压用冷轧薄钢板和钢带(GB5213-85)39. 冷轧电工钢带(片)(GB2521-88)20. 酸洗薄钢板(YB178-65)40. 冷轧电工钢板(YB73-63)41. 晶粒取向硅钢薄钢带(GB11255-89)三、管材1. 结构用无缝钢管(GB8162-87)8. 石油对焊钻杆、钻铤、方钻杆管材及套管(YB691-70)2. 冷拔或冷轧精密无缝钢管(GB3639-83)9. 地质、石油钻探用钢管,石油油管及其接头(YB235-70)3. 化肥设备用高压无缝钢管(GB6479-86)10. 石油裂化用无缝钢管(GB9948-88)4. 锅炉用高压无缝钢管(GB5310-85)11. 输送流体用无缝钢管(GB8163-87)5. 锅炉用低中压无缝钢管(GB3087-82)(YB(T)33-86) 12. 柴油机、船舶和轴承用无缝钢管6. 汽车半轴套管用无缝钢管(GB3088-82)13. 不锈钢无缝钢管(GB2270-80)7. 金刚石岩心钻探用无缝钢管(GB3423-82)14. 不锈耐酸钢极薄壁和小直径无缝钢管(GB3089-82)(GB3090-82)15. 直径5-152毫米电焊钢管(YB242-63)四、丝材1. 焊接用钢丝(GB1300-77)(GB4242-84) 13. 一般用途热镀锌低碳钢丝(GB3081-82)2. 碳素弹簧钢丝(GB4357-89) 14. 一般用途电镀锌低碳钢丝(GB9972-88)3. 铬钒弹簧钢丝(GB5219-85) 15. 重要用途低碳钢丝(GB3083-82)4. 重要用途的弹簧钢丝(GB4359-89) 16. 通信线用镀锌低碳钢丝(GB346-84)5. 轴承保持器用碳素结构钢丝(GB5955-86) 17. 制绳用钢丝(GB1178-74)6. 冷顶锻用碳素结构钢丝(GB5953-86) 18. 钢心铝绞线用镀锌钢丝(GB3428-82)7. 冷顶锻用合金结构钢丝(GB5954-86) 19. 手表用易切削钢及碳素工具钢银亮钢棒(YB467-64)(YB468-64)8. 辐条用钢丝(GB1201-89) 20. 手表用高速工具钢银亮钢棒和不锈钢及钴基合金圆丝(YB470-64)(YB471-64)9. 合金结构钢丝(GB3079-82) 21. 优质碳素结构钢丝(GB3206-82)10. 高速工具钢丝(GB3080-82) 22. 碳素工具钢丝(GB5952-86)11. 不锈钢丝(GB4240-84) 23. 琴钢丝(GB4358-84)12. 预应力混凝土用钢丝(GB5223-85) 24. 焊接用钢丝推荐钢号(YB/Z11-76)五、高温、耐蚀及精密合金牌号和用途1. 高温合金(GBn175-82) 3. 精密合金(GBn291-89)2. 耐蚀合金(GBn271-88)1不锈钢的有关实用知识[材料技术参考](2004-7-29 9:40:13)一、不锈钢热轧钢板不锈钢热轧钢板是用热轧工艺生产的不锈钢钢板。
1 什么是焊接性?试述碳钢的焊接性。
焊接性是指材料在限定的施工条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
碳钢是以铁元素为基础的,铁碳合金,碳为合金元素,其碳的质量分数不超过1%,此外,锰的质量分数不超过1.2%,硅的质量分数不超过0.5%,后两者皆不作为合金元素。
其它元素如Ni、Cr、Cu等均控制在残余量的限度以内,更不作为合金元素。
杂质元素如S、P、O、N等,根据钢材品种和等级的不同,均有严格限制。
因此,碳钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中以低碳钢的焊接性最好,见表1。
表1 碳钢焊接性与含碳量的关系2 什么是碳当量?碳钢的碳当量如何计算?把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。
碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。
国际焊接学会推荐的碳当量公式为Mn Cu+Ni Cr+Mo+VCE(IIW)= C + ──+────+──────(质量分数)(%)6 15 5随着碳当量值的增加,钢材的焊接性会变差。
当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系列工艺措施。
3 利用碳当量值评价钢材焊接性有何局限性?碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。
因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。
2)3)影响焊缝金属组织从而影响焊接性的因素,除了化学成分和冷却速度外,还有焊接循环中的最高加热温度和在高温停留时间等参数,在碳当量值计算公式中均没有表示出来。
35.T/P91、T/P92钢应怎样焊接?掌握T/P91、T/P92钢的焊接特点后,对焊接工艺推荐如下:(1)焊接方法的选定:壁厚≤6mm的小径薄壁管采用全氩弧焊接;壁厚>6mm的小径管和大径厚壁管采用氩弧焊打底、焊条电弧焊填充和盖面的组合焊接方法。
(2)焊接材料的选定:1)原则及注意事项:①选用的氩弧焊丝、焊条应与母材匹配,选用时应注意化学成分的合理性,以获得优良的焊缝金属成分、组织和力学性能(含常温、时效后和高温力学性能);②焊缝金属的A Cl和Ms温度应与母材相当;③焊接工艺性能良好;④焊丝、焊条必须有质量证明书及使用说明书。
首次使用的焊材,应要求供应商提供详细的性能资料及推荐的焊工艺;⑤作好电焊条保管、烘干和使用管理工作。
2)具体选用推荐意见:① T/P91 钢焊丝应符合AWSA5.28ER90S-B9及欧洲ENl2070WcrMo91标准;焊条应符合AWS A5.5 E9015-B9及欧洲ENl599ECrM091B 42H5标准。
②T/P92钢:焊丝应符合ASME SFA5.28 ER90S-G(~B9)及欧洲ENl2070WZCrMoWVNb90.51.5标准;焊条应符合AWS A5.5 E9015-G(~B9mod)及欧洲ENl599EZMoWVNb911B 42H5标准。
(3)为防止根层焊缝金属氧化,钨极氩弧焊打底时,应在管子内壁充氩保护。
充氩保护应持续2-3层。
(4)焊前预热温度:钨极氩弧焊150~200℃;焊条电弧焊填充及盖面200~250℃。
层间温度200~250℃。
(5)焊后热处理:后热处理:当焊接过程中断或焊后不能及时进行热处理时,待焊口冷却至80~100℃、恒定1h 以上,立即进行后热处理,加热温度为250~350℃,保温时间为2-3h,覆盖保温材料缓冷。
焊后热处理:加热温度为760±10℃;保温时间4—6h,以壁厚为准确定(按每25mm厚1h计算);升温速度一般为80—120℃/h,降温速度为100—120℃/h。
焊接工艺评定方案1.引用标准2.项目主要焊接接头,焊接方式及焊接材料3.焊接工艺评定4.所属焊接工艺评定项目及覆盖范围5.焊缝试件外观质量和焊缝内部质量检验6.焊接工艺指导书1.a) 焊接接工艺评定应以可靠的钢材焊接性能为依据,并在生产制作之前完成。
b) 焊接工艺评定一般过程是:i. 拟定焊接工艺指导书 ii. 施焊试件 iii. 无损检测、制取试样、测定焊接接头是否具有所要求的使用性能 iv. 提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
c)焊接工艺评定所用设备、仪表应处于正常工作状态。
d) 焊接环境,当焊接环境出现下列情况时,必须采取有效防护措施,否则禁止施焊 i. 风速:气体保护焊时大于2m/s ,其它焊接方法大于8m/s ii. 相对湿度大于90% iii. 雨, 冰,雪环境; iv.当低合金钢焊件低于50℃、普通碳素钢焊件温度低于0℃时,应在始焊接表面各方向大于或等于2倍钢板厚度且不小于100mm 范围内预热到20℃以上,且在焊接过程中均不应低于这一温度e)f) 焊接工艺评定的焊接试件由本单位和本项目的技能熟练,并具有相应合格项位的焊接人员担任。
g)焊工必须严格按焊接工艺指导书施焊。
h)无损检测人员应具备相应资格。
i)试样的性能试验单位应具有相应资质j)焊接工艺评定结果不合格时,应分析原因,制订新的评定方案,按原步骤重新评定,直至合格为止。
3.所属焊接工艺评定项目及覆盖范a)评定规则:按GB50661-2011《钢结构焊接规范》中的评定规则进行评定,在钢材和焊材选定的情况,如下述因素发生变化,需重作焊接工艺评定:i.焊接方法的改变ii.焊接位置的改变iii.衬垫的改变iv.按焊丝直径规定的焊接电流、焊接电压或焊接速度的改变分别超过评定合格值的10%,7%和10%v.坡口形状和尺寸改变详见GB50661-2011《钢结构焊接规范》6.3a)试件的外观检验应符合下列要求i.外观检查,表面不得有裂纹、未熔合、夹渣、未填满弧坑和焊瘤等缺陷ii.焊缝外形尺寸应符合以下表述要求。
世林(漯河)冶金设备有限公司焊接特殊过程确认通用件焊接工艺过程编制:审核:确认:批准:制造工艺部2011年04月29日通用件焊接工艺过程1.0综述焊接作为一种特殊的工序过程,在我公司生产的产品(阀门、进风装置、铸铁机部件等)中占据重要地位,焊接质量将直接影响到产品质量和正常工况条件下的使用性能,对于重要的产品和一些典型的产品,制造工艺部都编制有焊接工艺规程指导书,在此根据对焊接特殊过程确认的要求,对焊接工序特别制定出通用件焊接工艺过程。
2.0常规通用件焊接工艺过程2.1焊接设备要求我公司焊接设备有BX1—500(630)、OTC XD600G交流弧焊机、ZX7—500逆变直流焊机和逆变式NBC—500、KRⅡ500半自动CO2气体保护焊机等。
由设备动力部认定其能够正常运行,且能够满足焊接操作过程所需焊接工艺的实施。
2.2焊接操作人员要求焊接操作人员应持有焊工操作证,并从事此类工作半年以上,且由人力资源部考核认定其有能力按照工艺要求进行作业。
2.3焊接材料要求结构焊用焊条一般型号为E4303、牌号为J422,根据焊缝尺寸要求一般采用的焊条直径为φ3.2、φ4.0、φ5.0,焊条必须由质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前100—150℃烘焙、保温1小时。
允许重新烘烤,但最好不超过2次。
奥氏体不锈钢堆焊用焊条一般型号为E308—16、牌号为A102,直径一般采用φ4.0,焊条必须是质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前300—350℃烘焙、保温1小时。
允许重新烘烤,但最好不超过2次。
硬质合金堆焊用焊条牌号一般为ZD5,直径一般采用φ5.0,焊条必须是质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前150℃烘焙,保温1小时。
允许重新烘烤,但最好不超过2次。
气保护焊用焊丝型号一般为ER50—6,直径一般采用φ1.6,焊丝必须是质量合格的固定厂家供货,每批焊丝入库前必须进行检验(包括化学成分)。
常用钢材焊接预热通用技术条件
常用钢材焊接预热通用技术条件
XSS911-2011
1. 主题内容与适用范围
本标准规定了常用钢材焊接预热通用技术条件。
本标准适用于采用气体保护焊、手工电弧焊和埋弧焊焊接的机器产品的焊接
件。
本标准 不适用于铸锻件的补焊。
对预热温度有特殊要求时,应在设计图样或技术文件中注明。
本标准将作为制订焊接结构件焊接工艺和技术文件的 依据。
2. 引用标准
GB700 碳素结构钢
GB711 优质碳素结构钢热轧厚板技术条件
GB4237 不锈钢热轧钢板
JB/ZQ 4287 优质碳素结构钢
JB/ZQ 4288 合金结构钢
3. 常用钢材焊接预热温度按表规定
表 常用钢材焊接预热温度
钢号 预热温度 ℃ 备注
δ≤12 δ=13-25 δ=26-50 δ>50
Q235 10 15 20 15Mn
20Mn
一般
不预
热
25 30 25Mn 30Mn 50
35 35Mn 50 100 150
45 45Mn 150 200 200 200
20Mn2 50 100
30Mn2 35Mn2 150 200 200 200
40Mn2 45Mn2 200 250 300 300* 焊后保温一小时
15Cr 50 50
20Cr 100 100 100
30Cr 35Cr 40Cr 100 150 200 200
45Cr 50Cr 150 200 250 250
35CrMnMo 200 250 250 300
40CrMnMo 200 300 300 300
50CrMnMo 250 300 300 350
20CrNiMo 50 100 150
20CrNi2Mo 100 150 200 250
40CrNiMo 40CrNi2Mo
34CrNi3Mo
300 300 300 300
12CrMo 15CrMo 50 100 150 150
20CrMo 150 150 200 200
30CrMo 150 200 250 250
35CrMo 200 250 250 300
42CrMo 200 300 300 300
续表
钢号 预热温度 ℃ 备注
δ≤12 δ=13-25 δ=26-50 δ>50
2 1/4Cr1Mo 100 150 200 250
20MnMo 100 150 200
1Cr13 2Cr13 采用奥氏体焊条 预热300℃ 采用非奥氏体焊条 预热350℃
16Mn (St52,SM50B) δ>40mm 预热100℃ 此为推荐值,具体结构中的预热温度由
焊接技术人员确定
15MnV δ>32mm 预热100℃
HG60 HQ60 CF60 40-75 75-125 125
预热或层间温度不
得大于200℃
HG80 HQ80
δ=6-12 δ=13-18 δ=19-25 δ>25
预热或层间温度不
得大于200℃
50 75 100 125
A633 ① (PH50) δ≤20 δ>20~40 δ=40-63 δ>63 预热或层间温度不
得大于200℃
50 80 100
T1 ① δ≤20 δ>20~40 δ=40-63 δ>63 预热或层间温度不
PH166 50 80 100 得大于200℃
STE460 ②
δ≤10 δ>10~24 δ≥25
预热或层间温度不
得大于200℃
50 80 100-150
STE690 ② δ≥8mm 预热100℃~150℃
预热或层间温度不
得大于200℃
① 美国哈尼斯菲格公司2300XP,2800XP矿用电铲标准转化汇编。
② 联邦德国DEAG履带起重机标准转化汇编。
4. 表中规定的预热温度适用于气体保护焊,埋弧焊和采用低氢型焊条的手
工电弧焊,如果采用非低氢型焊条的手工电弧焊施焊,则要在表中预热温度
的基础上提高30℃~50℃。
5. 常用钢材焊接预热通用技术条件
1) 焊接时允许的最低环境温度如下;
低碳钢 -20℃
中碳刚、低合金钢 -10℃
高碳钢、中、高合金钢 0℃
如环境温度低于上述规定,原则上不允许焊接。
2) 表中是5℃时的最低预热温度,当环境温度低于5℃时,对于无预热要求
的焊缝,要将母材预热至20~50℃,才能进行焊接,并在焊接过程中保持此
温度;对于有预热要求的焊缝要在原预热温度的基础上提高20~50℃才能进
行焊接,并在焊接过程中保持此温度。根据结构具体情况,可适当提高或降
低预热温度。
3) 不同材质之间焊接预热温度按焊接性差的一种选定。
4) 同种材质而厚度不同时,焊接预热温度视结构情况按表选定。
5) 预热范围
焊缝每侧距焊缝中心不小于2δ(δ为板厚),且小于
50mm。
6 铸件焊接预热温度的选取,可参考本标准,并适当提高。
7 特殊材料或特殊结构焊接预热温度的选取通过工艺评定确定。