金相显微镜检测高碳铬轴承钢总脱碳层厚度不确定度评定方法.
- 格式:docx
- 大小:24.30 KB
- 文档页数:5

6Fe+2CO 2
3Fe+CH
O 3Fe+CO+H
3Fe+2CO 2
不同脱碳类型的分界线如阴影带所示,阴影带宽度表示在测量过程中由于不确
150mm 直径>150mm
20mm 20mm<边长≤80mm
150mm 边长>150mm
W>80mm
美国标准磨料粒度对照表
确按照设定的参数运行。
4.2.2 试样的选取和制备——半自动磨抛
优点:
平整性好
原位清洗
容易控制
形状不规则试样、未经镶嵌
的试样、大试样均可夹持
缺点:
同时至少夹持三块试样
必须有一个磨成平面阶段
制备表面需要定期修整
4.2.2 试样的选取和制备——半自动磨抛
优点:
一次可制备一块或多块试样
不需要进行磨成平面工序
避免了由于夹持而对试样产
生的内应力
不一定需要倒置式显微镜对
试样进行逐个工序光学检查
缺点:
失去试样整体的平面性
每道工序后要对试样逐一进
行清洗(包括试样夹持器)
试样必须适合夹持器的空间
并且是圆的,基本上均经过
镶嵌
4.2.3 测定——金相分析系统的校准 确定标尺的依据——微型刻度尺
4.2.3 测定——金相分析系统的校准
每套显微镜由于光路
系统和摄像头参数不
同,系统标尺也各不
相同。
每次更改放大倍数,
必须输入软件,确保
标尺与放大倍数实时
对应。

一.概述1.目的评定钢材中碳含量测量结果的不确定度,指导检测员按规程正确操作,保证检测结果科学、准确。
2.依据的技术标准GB223. 69—1997《钢化分析方法管式炉内燃烧后气体容量法测定碳含量》。
3.使用的仪器设备分析天平JC602;经检定合格,精度0.1mg;NJQ-2C型数显碳硫高速分析仪(HX011)4.测量原理及检测程序试料与助熔剂在高温(电弧)下通氧燃烧,碳被完全氧化成二氧化碳。
除去二氧化硫后将混合气体收集于量气管中测量其体积。
然后以氢氧化钾溶液吸收二氧化碳,再测量剩余气体的体积。
吸收前后气体体积之差即为二氧化碳之体积,以其计算碳含量。
(1)联接好碳、硫分析仪,检查气密性,通氧气,先做称量1克标样对仪器进行校正。
(2)称样品与标样量一样W =1.000g,放入样舟中加入少许助熔剂置于电弧炉中加热通氧气,使碳氧化成二氧化碳,硫氧化成二氧化硫。
(3)待仪器稳定后读数。
5.不确定度评定结果的应用符合上述条件或十分接近上述条件的同类测量结果,一般可以参照本例的评定方法。
二.数学模型C%= V*F/W*100%; 式中:C%-碳的百分含量; F-温度气压修正系数; W-称样量。
三.测量不确定度的来源分析碳含量测量结果不确定度来源主要包括:(1)测量重复性的不重复引入的标准不确定度u A1,采用A 类方法评定; (2)分析天平误差引入的标准不确定度u B1,采用B 类方法评定; (3)碳硫分析仪的精度引入的标准不确定度u B2,采用B 类方法评定。
(4)标准样品引入的标准不确定度u A2,采用证书给定的A 类不确定度。
四.标准不确定度的评定1.在同一试验条件下,碳含量检测共进行10次,得到测量结果如表1所示:表1 碳含量检测原始数据表1中单次实验标准差使用贝塞尔公式计算:u A1= S(x)= )(211211⎥⎦⎤⎢⎣⎡--∑=ni i x x n=0.01322. 天平计量证书标明其线性为±0.15mg 。
轴承钢GCrl5碳化物不均匀性金相分析与工艺建议李晟(科技质量部)摘要:通过金相分析,简要介绍了轴承钢GCrl5碳化物不均匀性的表现形式、分级判定、形成原因及应用危害;结合实际钢种CCT曲线及碳化物析出规律,探讨并提出了控制轴承钢GCrl5碳化物不均匀性适宜的工艺路径与措施。
关键词:轴承钢碳化物金相工艺Metallographic Research on Nonuniformity of Carbidein Bearing Steel GCrl5and Suggestions on Process ImprovementLI Sheng(Science&Technology and Quality Department)Abstract:Combining the metallographic analysis,this article briefly introduces the manifestation,grading judgment, causes and application hazards of carbide nonuniformity Bearing Steel GCrl5.By analyzing the CCT curves and the separation principles of carbide,appropriate process and measures for controlling nonuniformity of carbide in Bearing Steel GCrl5were also discussed and proposed.Keywords:Bearing Steel,Carbide,Metallography,Process—»-X-->—刖旨GCrl5是高碳饼轴承钢的代表钢种,它的综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性和高的接触疲劳寿命,适宜于制造各种轴承套圈及滚动体。
说明书一种弹簧钢脱碳层深度的无损检测方法技术领域本发明涉及一种弹簧钢脱碳层深度的检测方法,属于弹簧钢在热处理过程中脱碳层深度的无损检测方法。
背景技术通常由弹簧钢制成的弹簧件在热处理后不经过进一步加工就直接使用。
这类零件的表层在热处理过程中不可避免地会脱碳软化。
所谓脱碳是指弹簧钢在热加工或热处理时,钢材表面在炉内气氛作用下失去了全部或部分碳,造成钢材表面的碳含量比内部减少的现象。
钢铁件表面脱碳对弹簧最终性能有很大的影响。
钢铁的表面脱碳将严重损害其疲劳性能,特别是弹簧钢表面出现铁素体可降低疲劳极限50%。
而且,随着表面脱碳层深度增加,疲劳寿命也下降。
这主要是由于在后道淬火工序中,表面脱碳层达不到所要求的硬度及力学强度,在交变应力作用下容易产生裂纹,使产品过早疲劳失效。
另外,表面层不同部位淬火时膨胀系数不同,引起应力集中,致使全脱碳层与部分脱碳层之间的过度区产生微裂纹,并作为裂纹继续发展的起源,最终引起失效断裂。
因此,钢的脱碳状况的研究及检测是非常重要的。
目前钢在热处理过程中脱碳层深度的检测方法中,主要有金相法、硬度法和化学法三种。
其中,金相法的理论依据是碳与显微组织的相关性,亦即碳含量地差异可引起显微组织的明显变化,这是正确划分脱碳层深度界限的基础。
实际上,碳与显微组织的相关性受到很多因素的影响,由此引起测量误差,从而在很多情况下,脱碳层界限在理论上阐述得十分清楚,但在实际中却难以精确确定,检验结果有很大的主观随意性。
硬度法是利用含碳量与热处理后钢的硬度存在相关性的原理测定脱碳层深度,由于这种相关性只有在一定的含碳量范围内才是显著的,因此,其适用性受到限制。
往往硬度已达到技术条件规定,但含碳量仍然偏低。
化学法是通过测定表面不同层地含碳量来测定脱碳层深度,操作十分复杂,误差大,不适用于生产检验。
此外,以上三种方法的共同问题是,检验是破坏性的,无法实现100%检测,也无法实现现场检测。
发明内容本发明所要解决的技术问题是,克服现有技术的上述缺陷,提供一种钢的脱碳层深度的无损检测方法,该方法是无破坏性的,可实现100%检测,也可实现现场检测。
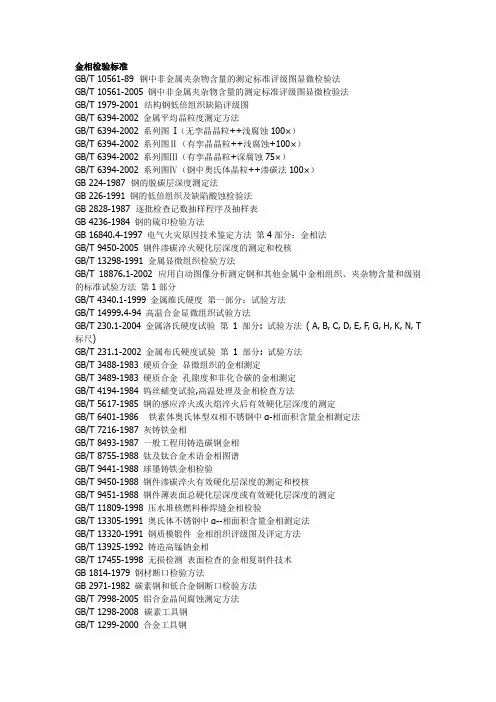
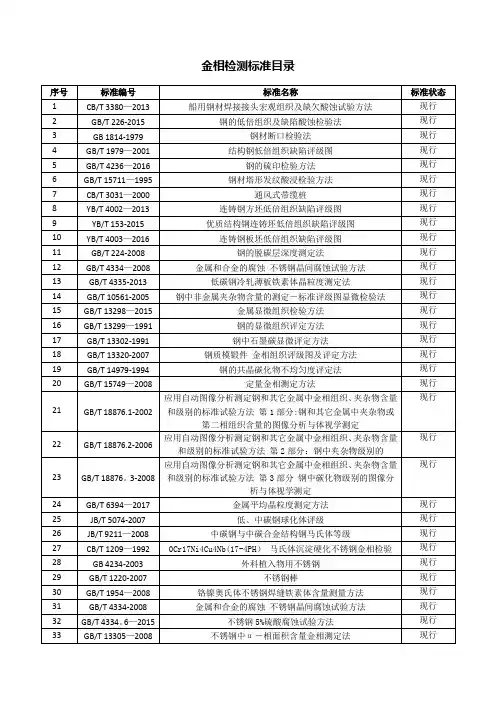
金相检验标准GB/T 10561-89 钢中非金属夹杂物含量的测定标准评级图显微检验法GB/T 10561-2005 钢中非金属夹杂物含量的测定标准评级图显微检验法GB/T 1979-2001 结构钢低倍组织缺陷评级图GB/T 6394-2002 金属平均晶粒度测定方法GB/T 6394-2002 系列图I(无孪晶晶粒++浅腐蚀100×)GB/T 6394-2002 系列图Ⅱ(有孪晶晶粒++浅腐蚀+100×)GB/T 6394-2002 系列图Ⅲ(有孪晶晶粒+深腐蚀75×)GB/T 6394-2002 系列图Ⅳ(钢中奥氏体晶粒++渗碳法100×)GB 224-1987 钢的脱碳层深度测定法GB 226-1991 钢的低倍组织及缺陷酸蚀检验法GB 2828-1987 逐批检查记数抽样程序及抽样表GB 4236-1984 钢的硫印检验方法GB 16840.4-1997 电气火灾原因技术鉴定方法第4部分:金相法GB/T 9450-2005 钢件渗碳淬火硬化层深度的测定和校核GB/T 13298-1991 金属显微组织检验方法GB/T 18876.1-2002 应用自动图像分析测定钢和其他金属中金相组织、夹杂物含量和级别的标准试验方法第1部分GB/T 4340.1-1999 金属维氏硬度第一部分:试验方法GB/T 14999.4-94 高温合金显微组织试验方法GB/T 230.1-2004 金属洛氏硬度试验第1 部分: 试验方法( A, B, C, D, E, F, G, H, K, N, T 标尺)GB/T 231.1-2002 金属布氏硬度试验第1 部分: 试验方法GB/T 3488-1983 硬质合金显微组织的金相测定GB/T 3489-1983 硬质合金孔隙度和非化合碳的金相测定GB/T 4194-1984 钨丝蠕变试验,高温处理及金相检查方法GB/T 5617-1985 钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T 6401-1986 铁素体奥氏体型双相不锈钢中α-相面积含量金相测定法GB/T 7216-1987 灰铸铁金相GB/T 8493-1987 一般工程用铸造碳钢金相GB/T 8755-1988 钛及钛合金术语金相图谱GB/T 9441-1988 球墨铸铁金相检验GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核GB/T 9451-1988 钢件薄表面总硬化层深度或有效硬化层深度的测定GB/T 11809-1998 压水堆核燃料棒焊缝金相检验GB/T 13305-1991 奥氏体不锈钢中α--相面积含量金相测定法GB/T 13320-1991 钢质模锻件金相组织评级图及评定方法GB/T 13925-1992 铸造高锰钠金相GB/T 17455-1998 无损检测表面检查的金相复制件技术GB 1814-1979 钢材断口检验方法GB 2971-1982 碳素钢和低合金钢断口检验方法GB/T 7998-2005 铝合金晶间腐蚀测定方法GB/T 1298-2008 碳素工具钢GB/T 1299-2000 合金工具钢GB/T 1954-1980 铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB/T 3086-1982 高碳铬不锈轴承钢技术条件GB/T 3246.1-2000 变形铝及铝合金制品显微组织检验方法GB/T 3246.2-2000 变形铝及铝合金制品低倍组织检验方法GB/T 7998-2005 铝合金晶间腐蚀测定方法GB/T 3508-1983 内燃机铸造铝活塞金相检验标准GB/T 4194-1984 钨丝蠕变试验、高温处理及金相检查方法GB/T 4197-1984 钨钼及其合金的烧结坯条、棒材晶粒度测试方法GB/T 4296-2004 变形镁合金显微组织检验方法GB/T 4297-2004 变形镁合金低倍组织检验方法GB/T 4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法GB/T 4342-1991 金属显微维氏硬度试验方法GB/T 4462-1984 高速工具钢大块碳化物评级图GB/T 4677.6-1984 金属和氧化覆盖层厚度测试方法截面金相法GB/T 5168-1985 两相钛合金高低倍组织检验方法GB/T 5594.8-1985 电子元器件结构陶瓷材料性能测试方法显微结构的测定GB/T 5617-2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T 5680-1998 高锰钢铸件GB/T 5929-1986 轻工产品金属镀层和化学处理层的厚度测试方法金相显微镜法GB/T 6462-2005 金属和氧化物覆盖层厚度测量显微镜法GB/T 6463-2005 金属和其它无机覆盖层厚度测量方法评述GB/T 6846-1986 确定暗室照明安全时间的方法GB/T 8014.1-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第1部分测量原则GB/T 8014.2-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第2部分质量损失法GB/T 8014.3-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第3部分分光束显微镜法GB/T 8493-1987 一般工程用铸造碳钢金相GB/T 8756-1988 锗晶体缺陷图谱GB/T 8760-2006 砷化镓单晶位错密度的测量方法GB/T 9095-1988 烧结铁基材料渗碳或碳氮共渗硬化层深度的测定GB/T 9451-2005 钢件薄表面总硬化层深度或有效硬化层深度的测定GB/T 9790-1988 金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验GB/T 10849-1989 铸造铝硅合金变质GB/T 10850-1989 铸造铝硅合金过烧GB/T 10851-1989 铸造铝合金针孔GB/T 10852-1989 铸造铝铜合金晶粒度GB/T 11250.1-1989 复合金属覆层厚度的测定金相法GB/T 11354-2005 钢铁零件渗氮层深度测定和金相组织检验GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法GB/T 14999.1-1994 高温合金棒材纵向低倍组织酸浸试验法GB/T 14999.2-1994 高温合金横向低倍组织酸浸试验法GB/T 14999.3-1994 高温合金棒材纵向断口试验法GB/T 14999.4-1994 高温合金显微组织试验法GB/T 14999.5-1994 高温合金低倍、高倍组织标准评级图谱GB/T 15749-1995 定量金相手工测定方法GB/T 18876.1-2002 应用自动图像分析测定钢和其他金属中金相组织、夹杂物含量和级别的标准试验方法第1部分钢和其他金属中夹杂物或第二相组织含量的图像分析与体视学测定GB/T 18876.2-2006 应用自动图像分析测定钢和其它金属中金相组织、夹杂物含量和级别的标准试验方法第2部分:钢中夹杂物级别的图像分析与体视学测定GB/T 13299-1991 金相组织评级图及评定方法GB/T 13788-2000 冷轧带肋钢筋JBJB/T 5074-2007 低、中碳钢球化体评级JB/T 3829-1999 蠕墨铸铁金相JB/T 9205-1999 珠光体球墨铸铁零件感应淬火金相检验JB/T 7946.1-1999 铸造铝合金金相铸造铝硅合金变质JB/T 7946.2-1999 铸造铝合金金相铸造铝硅合金过烧JB/T 9204-1999 钢件感应热处理金相检验JB/T 5664-1991 重载齿轮失效判据JB/T 6141.1-1992 重载齿轮渗碳层球化处理后金相检验JB 3782-1984 汽车钢板弹簧金相检验标准JB/T 1460-2002 高碳铬不锈钢滚动轴承零件热处理技术条件JB/T 2122-1977 铁素体可锻铸铁金相JB/T 2330-1993 内燃机高磷铸铁气缸套金相检验JB/T 2798-1999 铁基粉末冶金烧结制品金相标准JB/T 2850-1993 Cr4MO4V高温轴承钢滚动轴承零件热处理技术条件JB/T 5069-1991 钢铁零件渗金属层金相检验方法JB/T 5082.1-2008 内燃机气缸套第1部分:硼铸铁金相检验JB/T 5108-1991 铸造黄铜金相JB/T 6016-1992 内燃机单体铸造活塞环金相检验JB/T 6075-1992 氮化钛涂层金相检验方法JB/T 6141.3-1992 重载齿轮渗碳金相检验JB/T 6141.4-1992 重载齿轮渗碳表面碳含量金相判别法JB/T 6290-1992 内燃机筒体铸造活塞环金相检验JB/T 6366-1992 55SiMoVA钢滚动轴承零件热处理技术条件JB/T 6720-1993 内燃机进、排气门金相检验JB/T 6724-1993 内燃机球墨铸铁活塞环金相检验JB/T 6954-1993 灰铸铁接触电阻加热淬火质量检验和评级其他DL/T 674-1999 火电厂用20钢珠光体球化评级标准DL/T 652-1998 金相复型技术工艺导则YB/T 153-1999 优质碳素结构钢和合金结构钢连铸方坯低倍组织缺陷评级图YB 935-1978 贵金属及其合金的金相试样制备方法YB 4061-1991 铁路机车车辆用车轴YB/T 036.4-1992 冶金设备制造通用技术条件高锰钢铸件YB/T 4002-1991 连铸钢方坯低倍组织缺陷评级图YB/T 4003-1997 连铸钢板坯低倍组织缺陷评级图CB 1030-1983 蠕状石墨铸铁金相检验CB/T 3694-1995 现场金相复型检验方法CB 1156-92 锡基轴承合金金相检验CB 1196-1988 船舶螺旋桨用铜合金相含量金相测定方法CB 3380-91 船用钢材焊接接头宏观组织缺陷酸蚀试验法CB 3385-1991 钢铁零件渗氮层深度测定方法TB/T 2254-1991 机车牵引用渗碳淬硬齿轮金相检验标准TB/T 2255-1991 高磷铸铁金相TB/T 2448-1993 合金灰铸铁单体铸造活塞环金相检验TB/T 2450-1993 ZG230-450铸钢金相检验TB/T 2451-1993 铸钢中非金属夹杂物金相检验TB/T 3031-2002 铁路用辗钢整体车轮径向全截面低倍组织缺陷的评定QJ 1675-1989 变形铝合金过烧金相试验方法QCN 29018-1991 汽车碳氮共渗齿轮金相检验JJG 335-1991 标准显微维氏硬度块CJ/T 31-1999 液化石油气钢瓶金相组织评定下载地址:/index.php?o ... id=82&Itemid=37深表感谢!!。
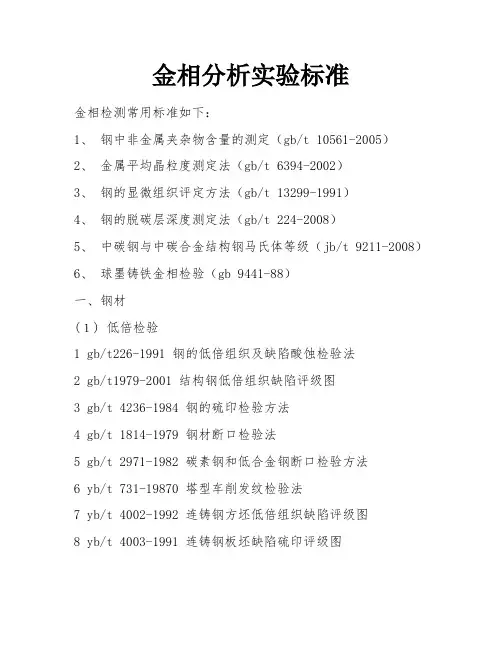
金相分析实验标准金相检测常用标准如下:1、钢中非金属夹杂物含量的测定(gb/t 10561-2005)2、金属平均晶粒度测定法(gb/t 6394-2002)3、钢的显微组织评定方法(gb/t 13299-1991)4、钢的脱碳层深度测定法(gb/t 224-2008)5、中碳钢与中碳合金结构钢马氏体等级(jb/t 9211-2008)6、球墨铸铁金相检验(gb 9441-88)一、钢材(1) 低倍检验1 gb/t226-1991 钢的低倍组织及缺陷酸蚀检验法2 gb/t1979-2001 结构钢低倍组织缺陷评级图3 gb/t 4236-1984 钢的硫印检验方法4 gb/t 1814-1979 钢材断口检验法5 gb/t 2971-1982 碳素钢和低合金钢断口检验方法6 yb/t 731-19870 塔型车削发纹检验法7 yb/t 4002-1992 连铸钢方坯低倍组织缺陷评级图8 yb/t 4003-1991 连铸钢板坯缺陷硫印评级图9 yb/t 4061-1991 铁路机车、车轴用车轴(含硫印缺陷评级图)10 yb/t 153-1999 优质碳素结构钢和合金结构钢连铸方坯低倍组织缺陷评级图11 tb/t 3031-2002 铁路用辗钢整体车轮径向全截面低倍组织缺陷的评定12 cb/t 3380-1991 船用钢材焊接接头宏观组织缺陷酸蚀试验法13 hb/z 210-1991 涡喷型发动机涡轮内、外轴锻件低倍组织标准14 qj 2541-1993 不锈钢棒低倍锭型偏析检验方法(2) 基础标准1 gb/t13298-1991 金属显微组织检验方法2 gb/t224-1987 钢的脱碳层深度测定法3 gb/t10561-1988 钢中非金属夹杂物显微评定方法4 gb/t 6394-2002 金属平均晶粒度测定方法5 gb/t/t13299-1991 钢的显微组织(游离渗碳体、带状组织及魏氏组织)评定方法6 gb/t/t13302-1991 钢中石黑碳显微评定方法7 gb/t4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法8 jb/t/t5074-1991 低、中碳钢球化体评级9 zbj36016-1990 中碳钢与中碳合金结构钢马氏体等级10 dl/t 652-1998 金相复型技术工艺导则(3) 不锈钢1 gb/t6401-1986 铁素体奥氏体型双相不锈钢α-相面积含量金相测定法2 gb/t1223-1975 不锈耐酸钢晶间腐蚀倾向试验方法3 gb/t1954-1980 铬镍奥氏体不锈钢焊缝铁素体含量测量方法4 gb/t/t13305-1991 奥氏体不锈钢中α-相面积含量金相测定法(4) 铸钢1 gb/t8493-1987 一般工程用铸造碳钢金相2 tb/t/t2451-1993 铸钢中非金属夹杂物金相检验3 tb/t/t2450-1993 zg230-450铸钢金相检验4 gb/t/t13925-1992 高锰钢铸件金相5 gb/t5680-1985 高锰钢铸件技术条件(含金相组织检验)6 yb/t/t036.4-1992 冶金设备制造通用技术条件高锰钢铸件(高锰钢金相组织检验)7 jb/t/gq0614-1988 熔模铸钢zg310-570正火组织金相检验(5) 化学热处理及感应淬火1 gb/t11354-2005 钢铁零件渗氮层深度测定和金相组织检验2 gb/t9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核3 qcn29018-1991 汽车碳氮共渗齿轮金相检验4 jb/t4154-1985 25mntibxt钢碳氮共渗齿轮金相检验标准5 nj251-1981 20mntibre钢渗碳齿轮金相组织检验6 zb/t04001-1988 汽车渗碳齿轮金相检验7 tb/t/t2254-1991 机车牵引用渗碳淬硬齿轮金相检验8 jb/t/t6141.1-1992 重载齿轮渗碳层球化处理后金相检验9 jb/t/t6141.3-1992 重载齿轮渗碳金相检验10 jb/t/t6141.4-1992 重载齿轮渗碳表面碳含量金相判别法11 gb/t5617-1985 钢的感应淬火或火焰淬火有效硬化层深度的测定12 gb/t9451-1988 钢件薄表面总硬化层深度或有效硬化层深度的测定13 zb/j36009-1988 钢件感应淬火金相检验14 zb/j36010-1988 珠光体球墨铸铁零件感应淬火金相检验15 nj304-1983 渗碳齿轮感应加热淬火金相检验16 jb/t2641-1979 汽车感应淬火零件金相检验17 cb/t3385-1991 钢铁零件渗氮层深度测定方法(6) 轴承钢1. yjz84 高碳铬轴承钢(含酸浸低倍组织、非金属夹杂物、显微孔隙、退火组织、碳化物不均匀性、碳化物带状、碳化物液析评级图)2. gb/t9-68 铬轴承钢技术条件(含低倍缺陷、非金属夹杂物、退火组织、碳化物网状、碳化物液析评级图)3 gb/t3086-82 高碳铬不锈轴承钢技术条件(含酸浸低倍组织、火组织、共晶碳化物不均匀度、非金属夹杂物、微孔隙评级图)4 yb/t688-76 高温轴承钢cr4mo4v技术条件(含碳化物不均匀度评级图)5 jb/t1255-91 高碳铬轴承钢滚动轴承零件热处理技术条件(含退火组织、淬回火组织、碳化物网状、断口评级图)6 zb/j36001-86 滚动轴承零件渗碳热处理质量标准(含粗大碳化物、渗碳表面层淬回火组织、心部组织、网状碳化物评级图)7 jb/t1460-92 高碳铬不锈钢滚动轴承零件热处理技术条件(含退火组织、淬回火组织、断口评级图)8 jb/t2850-92 cr4mo4v高温轴承钢滚动轴承零件热处理技术条件(含淬火组织、淬回火组织评级图)9 jb/t/t6366-92 55simova钢滚动轴承零件热处理技术条件(含退火组织、淬回火组织、渗碳淬回火组织评级图)(7) 工具钢1 gb/t1298-77 碳素工具钢技术条件(含珠光体组织、网状碳化物评级图)2 gb/t1299-85 合金工具钢技术条件(含珠光体组织、网状碳化物、共晶碳化物不均匀)3 yb/t12-77 高速工具钢技术条件(含低倍碳化物剥落、共晶碳化物不均匀度评级图)4 zb/j36003-87 工具热处理金相检验标准5 gb/t4462-84 高速工具钢大块碳化物评级图(8) 零部件专用标准1 gb/t/t13320-91 钢质模锻件金相组织评级图及评定方法2 zb/j18004-89 传动用精密滚子链和套筒链零件金相检验3 zb/j26001-88 60si2mn钢螺旋弹簧金相检验4 zb/j94007-88 柴油机喷嘴偶件、喷油泵柱塞偶件、喷油泵出油阀偶件金相检验5 jb/t3782-84 汽车钢板弹簧金相检验标准6 nj309-83 内燃机连杆螺柱金相检验标准7 nj326-84 内燃机活塞销金相检验标准8 jb/t/t6720-93 内燃机排气门金相检验标准9 jb/t/nq180-88 内燃机气门座金相检验10 jb/t/gq1050-84 45、40cr钢淬火马氏体金相检验11 jb/t/gq1148-89 机床用40cr钢调质组织金相检验12 jb/t/gq?t1150-89 机床用38crmoal钢验收技术条件及调质后金相检验13 jb/t/gq?t1151-89 机床用45钢调质组织金相检验14 nj396-86 低淬透性含钛优质碳素结构钢齿轮金相检验15 jb/t/t5664-91 重载齿轮失效判据16 cj/t 31-1999 液化石油气钢瓶金相组织评定二、铸铁(1) 基础标准1 gb/t7216-87 灰铸铁金相2 gb/t9441-88 球墨铸铁金相检验3 jb/t3892-84 蠕墨铸铁金相标准4 jb/t2212-77 铁素体可锻铸铁金相标准5 jb/t3021-81 稀土镁球墨铸铁等温淬火金相标准6 jb/t/z303-87 灰铸铁与球墨铸铁断口扫描电镜分析图谱7 cb/t1165-88 船用灰铸铁金相标准8 cb/t1030-83 蠕虫状石墨铸铁金相检验9 tb/t/t2255-91 高磷铸铁金相10 tb/t/t2449-93 蠕墨铸铁金相检验(2) 零部件专用标准1 gb/t2805-81 内燃机单体铸造活塞环金相检验(jb/t/t6016-92)2 gb/t3509-83 内燃机筒体铸造活塞环金相检验(jb/t/t6290-92)3 jb/t2330-93 内燃机高磷铸铁缸套金相标准4 nj325-84 内燃机硼铸铁单体铸造活塞环金相标准5 jb/t/t5082-91 内燃机硼铸铁气缸套金相检验6 jb/t/z179-82 中锰抗磨球墨铸铁金相标准7 jb/t/nq100-86 内燃机钒钛铸铁气缸套金相检验8 jb/t/nq178-88 内燃机钒钛铸铁单体铸造活塞环金相检验9 jb/t/t6724-93 内燃机球墨铸铁活塞环金相检验10 jb/t3934-85 汽车、摩托车发动机单体铸造活塞环金相检验11 zb/t t12007-89 汽车、摩托车发动机球墨铸铁活塞环金相标准12 zb/t t06002-89 汽车发动机镶耐磨圈活塞金相标准13 zb/u05004-89 中、大功率柴油机离心铸造气缸套金相检验14 tb/t/t2253-91 球墨铸铁活塞金相检验15 tb/t/t2448-93 合金灰铸铁单体铸造活塞环金相检验16 yb/t4052-91 高镍铬无限冷硬离心铸铁轧辊金相检验17 jb/t/t6954-93 灰铸铁接触电阻加热淬火质量检验和评级18 cb/t/t 3903-1999 中、大功率柴油机离心铸造气缸套金相检验三、表面处理1 gb/t4677.6-84 金属和氧化覆盖厚度测试方法-截面金相法2 gb/t5929-86 轻工产品金属镀层和化学处理层的厚度测试方法-金相显微镜法3 gb/t6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法4 gb/t6463-86 金属和其他无机覆盖层-厚度测量方法评述5 gb/t9790-88 金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验6 gb/t11250.1-89 复合金属覆盖层厚度测定-金相法7 jb/t/t5069-91 钢铁零件渗金属层金相检验方法8 jb/t/t6075-92 氧化钛涂层金相检验方法9 zbj92004-87 内燃机精密电镀减摩层轴瓦检验标准四、铝合金及铜合金1 gb/t3246-82 铝及铝合金加工制品显微组织检验方法2 gb/t3247-82 铝及铝合金加工制品低倍组织检验方法3 gb/t10849-89 铸造铝硅合金变质4 gb/t10850-89 铸造铝合金过烧5 gb/t10851-89 铸造铝合金针孔6 gb/t10852-89 铸造铝铜合金晶粒度7 gb/t7998-87 铝合金晶间腐蚀测定法8 gb/t8014-87 铝及铝合金阳极氧化阳极氧化膜厚度的定义和有关测量厚度的规定9 gb/t3508-83 内燃机铸造铝活塞金相检验10 qj1675-89 变形铝合金过烧金相试验方法11 jb/t3932-85 汽车、摩托车发动机铸造铝活塞金相标准12 jb/t/nq179-88 内燃机稀土共晶铝硅合金金相检验13 jb/t/t5108-91 铸造黄铜金相14 qj2337-92 铍青铜的金相检验方法15 yb/t797-71 单相铜合金晶粒度测定法16 yb/t731-70 电真空器件用无氧铜含氧量金相检验法17 zb/t12003-87 汽车发动机轴瓦铜铅合金金相标准18 nj355-85 内燃机铸造铜铅合金轴瓦金相检验标准19 cb/t1196-88 船舶螺旋浆用铜合金金相含量金相测定方法五、粉未冶金及硬质合金1 gb/t9095-88 烧结铁基材料-渗碳或碳氮共渗硬化层深度的测定2 jb/t2798-81 铁基粉未冶金烧结制品金相标准3 jb/t2869-81 烧结金属材料密度的测定4 jb/t2867-81 烧结金属材料表观硬度的测定5 zbh72007-89 烧结金属摩擦材料金相检验法6 zbh72012-90 碳化钨钢结硬质合金金相试样制备方法7 gb/t3488-83 硬质合金-显微组织的金相测定8 gb/t3489-83 硬质合金-孔隙度和非化合碳的金相测定六、有色合金及稀有金属1 gb/t4296-84 镁合金加工制品显微组织检验方法2 gb/t4297-84 镁合金加工制品低倍组织检验方法3 gb/t1554-79 硅单晶(111)晶面位错蚀坑显示测量方法4 gb/t3490-83 含铜贵金属材料氧化亚铜金相检验方法5 gb/t4194-84 钨丝蠕变试验、高温处理及金相检验方法6 gb/t4197-84 钨钼及其合金的烧结坯条、棒材晶粒度测试方法7 gb/t5168-1985 两相钛合金高、低倍组织检验方法8 gb/t5594.8-85 电子元器件结构陶瓷材料性能测试方法-显微结构的测定9 gb/t6623-86 抛光硅片表面热氧化层错的测试方法10 gb/t8755-88 钛及钛合金术语和金相图谱11 gb/t8756-88 锗单晶缺陷图谱12 gb/t8760-88 砷化镓单晶位错密度的测量方法13 gb/t11809-89 核燃料棒焊缝金相检验14 yb/t935-78 贵金属及其合金的金相试样制备方法15 yb/t732-71 铜、镍及其合金管材和棒材断口检验方法简介mtt(美信检测)是一家从事材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室,网址:,:。
马氏体钢脱碳层检查
马氏体钢是一种应用广泛的材料,其具有高强度和良好的耐磨性能。
然而,在使用过程中,马氏体钢可能会出现脱碳现象,这会降低其机械性能和使用寿命。
因此,对马氏体钢脱碳层进行检查是非常重要的。
马氏体钢脱碳层的检查主要包括外观观察和金相显微镜分析两个方面。
首先,我们可以通过肉眼观察钢材表面是否存在颜色异常或气泡等现象。
正常情况下,马氏体钢的表面应该呈现出均匀的金属光泽,没有明显的脱碳痕迹。
如果发现表面出现黑色或暗淡的区域,很可能是脱碳现象的表现。
金相显微镜分析是一种常用的检测方法。
通过金相显微镜观察钢材的组织结构,可以判断脱碳层的情况。
正常的马氏体钢应该呈现出均匀细小的马氏体组织,而脱碳层则会导致马氏体组织变得稀疏、疏松。
同时,脱碳层的厚度也是评判脱碳程度的重要指标之一。
通常情况下,脱碳层的厚度不应超过钢材总厚度的10%。
对于马氏体钢脱碳层的检查,我们需要注意以下几点。
首先,检查时要选择代表性的样品进行观察,以保证检测结果的准确性。
其次,要使用专业的金相显微镜进行观察,以获取清晰的组织结构图像。
同时,还需要掌握金相显微镜的操作技巧,以避免误判或漏判。
马氏体钢脱碳层的检查是确保材料性能和使用寿命的重要环节。
通
过外观观察和金相显微镜分析,我们可以准确评估脱碳层的程度,并采取相应的措施进行修复或更换。
只有保持马氏体钢的完整性,才能确保其在各种工程领域的可靠应用。
受控状态受控编号持有者ASTM E1077-01E1钢的脱碳层深度测定方法本标准是在原版本E1077的基础上修定的,接下来的数字表示首次发布的年份或修订年份。
括号内的数字表示最新修订的年份,括号()是最新修订所加。
本标准已经批准同意使用。
E1注:2001年6月编辑修订2.1和3.1.1。
前 言这些方法用来测定淬火钢或非淬火钢的平均脱碳层深度或最大脱碳层深度,其范围从简单的筛分法到精确的试验方法,可依据实际需要来选择。
1 范围1.1 这些试验方法用以检验脱碳层深度,与其组成、基体显微组织和截面形状无关。
可以包括如下方法:1.1.1筛分方法1.1.2金相方法1.1.3显微硬度方法1.1.4化学分析方法1.2在有争议的情况下,严格定量或线性分析方法(见7.3.5和7.3.6)将作为仲裁方法。
这些方法可用于任何横截面钢材。
化学分析方法显示的脱碳层深度通常比金相方法更大,但是受特定简单形状和设备的限制,化学分析技术通常用于研究。
显微硬度方法适用于组织均匀的淬火钢的精确测定。
1.3 SI单位值作为标准对待,括号内为相应的英制单位。
1.4本标准只考虑与使用相关的部分安全因素,标准的使用者有责任进行相当安全和健康的操作,在使用之前,确定适用范围。
2引用文件2.1 ASTM标准A 941 钢、不锈钢、合金和铁合金有关的术语E3 金相试样制备操作方法E7 金相术语E340 金属和合金宏观腐蚀试验方法E350 碳钢、低合金钢、硅钢、生铁和熟铁的化学分析方法E384 材料显微硬度试验方法E407 金属和合金显微腐蚀操作方法E415 碳钢和低合金钢光谱真空分析方法E1951 光学显微镜的操作3术语3.1定义3.1.1试验方法中使用术语的定义见E7和E44。
3.2本标准中专用术语的定义3.2.1平均脱碳层深度——五次或更多次测量的总脱碳层深度的平均值。
3.2.2平均自由铁素体深度——五次或更多次测量的全脱碳层深度的平均值。
检验标准⾦相检验标准⾦相检验标准⼀、钢材(1) 低倍检验1、GB/T226-1991 钢的低倍组织及缺陷酸蚀检验法2、GB/T1979-2001 结构钢低倍组织缺陷评级图3、GB/T 4236-1984 钢的硫印检验⽅法4、GB/T 1814-1979 钢材断⼝检验法5、GB/T 2971-1982 碳素钢和低合⾦钢断⼝检验⽅法6、YB/T 731-19870 塔型车削发纹检验法7、YB/T 4002-1992 连铸钢⽅坯低倍组织缺陷评级图8、YB/T 4003-1991 连铸钢板坯缺陷硫印评级图9、YB/T 4061-1991 铁路机车、车轴⽤车轴(含硫印缺陷评级图)10、YB/T153-1999 优质碳素结构钢和合⾦结构钢连铸⽅坯低倍组织缺陷评级图11、TB/T3031-2002 铁路⽤辗钢整体车轮径向全截⾯低倍组织缺陷的评定12、CB/T3380-1991 船⽤钢材焊接接头宏观组织缺陷酸蚀试验法13、HB/Z210-1991 涡喷型发动机涡轮内、外轴锻件低倍组织标准14、QJ2541-1993 不锈钢棒低倍锭型偏析检验⽅法(2)基础标准1、GB/T13298-1991 ⾦属显微组织检验⽅法2、GB/T224-1987 钢的脱碳层深度测定法3、GB/T10561-1988 钢中⾮⾦属夹杂物显微评定⽅法4、GB/T 6394-2002 ⾦属平均晶粒度测定⽅法5、GB/T/T13299-1991 钢的显微组织(游离渗碳体、带状组织及魏⽒组织)评定⽅法6、GB/T/T13302-1991 钢中⽯⿊碳显微评定⽅法7、GB/T4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法8、JB/T/T5074-1991 低、中碳钢球化体评级9、ZBJ36016-1990 中碳钢与中碳合⾦结构钢马⽒体等级10、DL/T652-1998 ⾦相复型技术⼯艺导则(3)不锈钢1、GB/T6401-1986 铁素体奥⽒体型双相不锈钢α-相⾯积含量⾦相测定法2、GB/T1223-1975 不锈耐酸钢晶间腐蚀倾向试验⽅法3、GB/T1954-1980 铬镍奥⽒体不锈钢焊缝铁素体含量测量⽅法4、GB/T/T13305-1991 奥⽒体不锈钢中α-相⾯积含量⾦相测定法(4)铸钢1、GB/T8493-1987 ⼀般⼯程⽤铸造碳钢⾦相2、TB/T/T2451-1993 铸钢中⾮⾦属夹杂物⾦相检验3、TB/T/T2450-1993 ZG230-450铸钢⾦相检验4、GB/T/T13925-1992 ⾼锰钢铸件⾦相5、GB/T5680-1985 ⾼锰钢铸件技术条件(含⾦相组织检验)6、YB/T/T036.4-1992 冶⾦设备制造通⽤技术条件⾼锰钢铸件(⾼锰钢⾦相组织检验)7、JB/T/GQ0614-1988 熔模铸钢ZG310-570正⽕组织⾦相检验(5)化学热处理及感应淬⽕1、GB/T11354-2005 钢铁零件渗氮层深度测定和⾦相组织检验2、GB/T9450-1988 钢件渗碳淬⽕有效硬化层深度的测定和校核3、QCn29018-1991 汽车碳氮共渗齿轮⾦相检验4、JB/T4154-1985 25MnTiBXt钢碳氮共渗齿轮⾦相检验标准5、NJ251-1981 20MnTiBRe钢渗碳齿轮⾦相组织检验6、ZB/T04001-1988 汽车渗碳齿轮⾦相检验7、TB/T/T2254-1991 机车牵引⽤渗碳淬硬齿轮⾦相检验8、JB/T/T6141.1-1992 重载齿轮渗碳层球化处理后⾦相检验9、JB/T/T6141.3-1992 重载齿轮渗碳⾦相检验10、JB/T/T6141.4-1992 重载齿轮渗碳表⾯碳含量⾦相判别法11、GB/T5617-1985 钢的感应淬⽕或⽕焰淬⽕有效硬化层深度的测定12、GB/T9451-1988 钢件薄表⾯总硬化层深度或有效硬化层深度的测定13、ZB/J36009-1988 钢件感应淬⽕⾦相检验14、ZB/J36010-1988 珠光体球墨铸铁零件感应淬⽕⾦相检验15、NJ304-1983 渗碳齿轮感应加热淬⽕⾦相检验16、JB/T2641-1979 汽车感应淬⽕零件⾦相检验17、CB/T3385-1991 钢铁零件渗氮层深度测定⽅法(6)轴承钢1、YJZ84 ⾼碳铬轴承钢(含酸浸低倍组织、⾮⾦属夹杂物、显微孔隙、退⽕组织、碳化物不均匀性、碳化物带状、碳化物液析评级图)2、GB/T9-68 铬轴承钢技术条件(含低倍缺陷、⾮⾦属夹杂物、退⽕组织、碳化物⽹状、碳化物液析评级图)3、GB/T3086-82 ⾼碳铬不锈轴承钢技术条件(含酸浸低倍组织、⽕组织、共晶碳化物不均匀度、⾮⾦属夹杂物、微孔隙评级图)4、YB/T688-76 ⾼温轴承钢Cr4Mo4V技术条件(含碳化物不均匀度评级图)5 JB/T1255-91 ⾼碳铬轴承钢滚动轴承零件热处理技术条件(含退⽕组织、淬回⽕组织、碳化物⽹状、断⼝评级图)6、ZB/J36001-86 滚动轴承零件渗碳热处理质量标准(含粗⼤碳化物、渗碳表⾯层淬回⽕组织、⼼部组织、⽹状碳化物评级图)7、JB/T1460-92 ⾼碳铬不锈钢滚动轴承零件热处理技术条件(含退⽕组织、淬回⽕组织、断⼝评级图)8、JB/T2850-92 Cr4Mo4V⾼温轴承钢滚动轴承零件热处理技术条件(含淬⽕组织、淬回⽕组织评级图)9、JB/T/T6366-92 55SiMoVA钢滚动轴承零件热处理技术条件(含退⽕组织、淬回⽕组织、渗碳淬回⽕组织评级图) (7)⼯具钢1、GB/T1298-77 碳素⼯具钢技术条件(含珠光体组织、⽹状碳化物评级图)2、GB/T1299-85 合⾦⼯具钢技术条件(含珠光体组织、⽹状碳化物、共晶碳化物不均匀)3、YB/T12-77 ⾼速⼯具钢技术条件(含低倍碳化物剥落、共晶碳化物不均匀度评级图)4、ZB/J36003-87 ⼯具热处理⾦相检验标准5、GB/T4462-84 ⾼速⼯具钢⼤块碳化物评级图(8)零部件专⽤标准1、GB/T/T13320-91 钢质模锻件⾦相组织评级图及评定⽅法2、ZB/J18004-89 传动⽤精密滚⼦链和套筒链零件⾦相检验3、ZB/J26001-88 60Si2Mn钢螺旋弹簧⾦相检验4、ZB/J94007-88 柴油机喷嘴偶件、喷油泵柱塞偶件、喷油泵出油阀偶件⾦相检验5、JB/T3782-84 汽车钢板弹簧⾦相检验标准6、NJ309-83 内燃机连杆螺柱⾦相检验标准7、NJ326-84 内燃机活塞销⾦相检验标准8、JB/T/T6720-93 内燃机排⽓门⾦相检验标准9、JB/T/NQ180-88 内燃机⽓门座⾦相检验10、JB/T/GQ1050-8445、40Cr钢淬⽕马⽒体⾦相检验11、JB/T/GQ1148-89机床⽤40Cr钢调质组织⾦相检验12、JB/T/GQ·T1150-89机床⽤38CrMoAl钢验收技术条件及调质后⾦相检验13、JB/T/GQ·T1151-89机床⽤45钢调质组织⾦相检验14、NJ396-86 低淬透性含钛优质碳素结构钢齿轮⾦相检验15、JB/T/T5664-91 重载齿轮失效判据16、CJ/T31-1999液化⽯油⽓钢瓶⾦相组织评定⼆、铸铁(1)基础标准1、GB/T7216-87 灰铸铁⾦相2、GB/T9441-88 球墨铸铁⾦相检验3、JB/T3892-84 蠕墨铸铁⾦相标准4、JB/T2212-77 铁素体可锻铸铁⾦相标准5、JB/T3021-81 稀⼟镁球墨铸铁等温淬⽕⾦相标准6、JB/T/Z303-87 灰铸铁与球墨铸铁断⼝扫描电镜分析图谱7、CB/T1165-88 船⽤灰铸铁⾦相标准8、CB/T1030-83 蠕⾍状⽯墨铸铁⾦相检验9、TB/T/T2255-91 ⾼磷铸铁⾦相10、TB/T/T2449-93 蠕墨铸铁⾦相检验(2)零部件专⽤标准1、GB/T2805-81 内燃机单体铸造活塞环⾦相检验(JB/T/T6016-92)2、GB/T3509-83 内燃机筒体铸造活塞环⾦相检验(JB/T/T6290-92)3、JB/T2330-93 内燃机⾼磷铸铁缸套⾦相标准4、NJ325-84 内燃机硼铸铁单体铸造活塞环⾦相标准5、JB/T/T5082-91 内燃机硼铸铁⽓缸套⾦相检验6、JB/T/Z179-82 中锰抗磨球墨铸铁⾦相标准7、JB/T/NQ100-86 内燃机钒钛铸铁⽓缸套⾦相检验8、JB/T/NQ178-88 内燃机钒钛铸铁单体铸造活塞环⾦相检验9、JB/T/T6724-93 内燃机球墨铸铁活塞环⾦相检验10、JB/T3934-85 汽车、摩托车发动机单体铸造活塞环⾦相检验11、ZB/TT12007-89汽车、摩托车发动机球墨铸铁活塞环⾦相标准12、ZB/TT06002-89汽车发动机镶耐磨圈活塞⾦相标准13、ZB/U05004-89中、⼤功率柴油机离⼼铸造⽓缸套⾦相检验14、TB/T/T2253-91 球墨铸铁活塞⾦相检验15、TB/T/T2448-93 合⾦灰铸铁单体铸造活塞环⾦相检验16、YB/T4052-91 ⾼镍铬⽆限冷硬离⼼铸铁轧辊⾦相检验17、JB/T/T6954-93 灰铸铁接触电阻加热淬⽕质量检验和评级18、CB/T/T3903-1999 中、⼤功率柴油机离⼼铸造⽓缸套⾦相检验三、表⾯处理1、GB/T4677.6-84 ⾦属和氧化覆盖厚度测试⽅法-截⾯⾦相法2、GB/T5929-86 轻⼯产品⾦属镀层和化学处理层的厚度测试⽅法-⾦相显微镜法3、GB/T6462-86 ⾦属和氧化物覆盖层-横断⾯厚度显微镜测量⽅法4、GB/T6463-86 ⾦属和其他⽆机覆盖层-厚度测量⽅法评述5、GB/T9790-88 ⾦属覆盖层及其他有关覆盖层维⽒和努⽒显微硬度试验6、GB/T11250.1-89 复合⾦属覆盖层厚度测定-⾦相法7、JB/T/T5069-91 钢铁零件渗⾦属层⾦相检验⽅法8、JB/T/T6075-92 氧化钛涂层⾦相检验⽅法9、ZBJ92004-87 内燃机精密电镀减摩层轴⽡检验标准四、铝合⾦及铜合⾦1、GB/T3246-82 铝及铝合⾦加⼯制品显微组织检验⽅法2、GB/T3247-82 铝及铝合⾦加⼯制品低倍组织检验⽅法3、GB/T10849-89 铸造铝硅合⾦变质4、GB/T10850-89 铸造铝合⾦过烧5、GB/T10851-89 铸造铝合⾦针孔6、GB/T10852-89 铸造铝铜合⾦晶粒度7、GB/T7998-87 铝合⾦晶间腐蚀测定法8、GB/T8014-87 铝及铝合⾦阳极氧化阳极氧化膜厚度的定义和有关测量厚度的规定9、GB/T3508-83 内燃机铸造铝活塞⾦相检验10、QJ1675-89 变形铝合⾦过烧⾦相试验⽅法11、JB/T3932-85 汽车、摩托车发动机铸造铝活塞⾦相标准12、JB/T/NQ179-88 内燃机稀⼟共晶铝硅合⾦⾦相检验13、JB/T/T5108-91 铸造黄铜⾦相14、QJ2337-92 铍青铜的⾦相检验⽅法15、YB/T797-71 单相铜合⾦晶粒度测定法16、YB/T731-70 电真空器件⽤⽆氧铜含氧量⾦相检验法17、ZB/T12003-87汽车发动机轴⽡铜铅合⾦⾦相标准18、NJ355-85 内燃机铸造铜铅合⾦轴⽡⾦相检验标准19、CB/T1196-88 船舶螺旋浆⽤铜合⾦⾦相含量⾦相测定⽅法五、粉未冶⾦及硬质合⾦1、GB/T9095-88 烧结铁基材料-渗碳或碳氮共渗硬化层深度的测定2、JB/T2798-81 铁基粉未冶⾦烧结制品⾦相标准3、JB/T2869-81 烧结⾦属材料密度的测定4、JB/T2867-81 烧结⾦属材料表观硬度的测定5、ZBH72007-89 烧结⾦属摩擦材料⾦相检验法6、ZBH72012-90 碳化钨钢结硬质合⾦⾦相试样制备⽅法7、GB/T3488-83 硬质合⾦-显微组织的⾦相测定8、GB/T3489-83 硬质合⾦-孔隙度和⾮化合碳的⾦相测定六、有⾊合⾦及稀有⾦属1、GB/T4296-84 镁合⾦加⼯制品显微组织检验⽅法2、GB/T4297-84 镁合⾦加⼯制品低倍组织检验⽅法3、GB/T1554-79 硅单晶(111)晶⾯, , 位错蚀坑显⽰测量⽅法4、GB/T3490-83 含铜贵⾦属材料氧化亚铜⾦相检验⽅法5、GB/T4194-84 钨丝蠕变试验、⾼温处理及⾦相检验⽅法6、GB/T4197-84 钨钼及其合⾦的烧结坯条、棒材晶粒度测试⽅法7、GB/T5168-1985 两相钛合⾦⾼、低倍组织检验⽅法8、GB/T5594.8-85 电⼦元器件结构陶瓷材料性能测试⽅法-显微结构的测定9、GB/T6623-86 抛光硅⽚表⾯热氧化层错的测试⽅法10、GB/T8755-88 钛及钛合⾦术语和⾦相图谱11、GB/T8756-88 锗单晶缺陷图谱12、GB/T8760-88 砷化镓单晶位错密度的测量⽅法13、GB/T11809-89 核燃料棒焊缝⾦相检验14、YB/T935-78 贵⾦属及其合⾦的⾦相试样制备⽅法15、YB/T732-71 铜、镍及其合⾦管材和棒材断⼝检验⽅法16、JB/T3657-84 汽车发动机轴⽡锡基和铅基合⾦⾦相标准17、GB/T1156-87 ChSnSb11-6合⾦轴⽡⾦相评级18、CB/T1156-92 锡基轴承合⾦⾦相检验七、其他有关标准1、GB/T14999.1-1994 ⾼温合⾦棒材纵向低倍组织酸浸试验法⾼温合⾦棒材纵向低倍组织酸浸试验法2、GB/T14999.2-1994⾼温合⾦横向低倍组织酸浸试验法⾼温合⾦横向低倍组织酸浸试验法3、GB/T14999.5-1994⾼温合⾦低倍、⾼倍组织标准评级图谱4、YB/T 4093-1993 GH4133B合⾦盘形锻件纵向低倍组织标准⼋、其他有关标准1、ZB/N33002.1-1988 ⾦相显微镜系列2、ZB/N33002.2-1988 ⾦相显微镜技术条件3、GB/T6846-1986 确定暗室照明安全时间的⽅法4、GB/T/T4342-1991 ⾦属显微维⽒硬度试验⽅法5、GB/T/T15749-1995 定量⾦相⼿⼯测定⽅法6、GB/T/T17359-1998 电⼦探针和扫描电镜,X射线能谱定量分析通则7、GB/T 18876.1-2002 应⽤⾃动图像分析测定钢和其它⾦属中⾦相组织、夹杂物含量和级别的标准试验⽅法。
金相显微镜检测高碳铬轴承钢总脱碳层厚度 测量不确定度评定方法
1 被测对象 直径为$ 32的GCr15样品。 使用 Axiovert 40 MAT 型金相显微镜,放大倍率的不准确性为± 1%。 2 引用文献 JJF 1059 —1999 测量不确定度评定与表示 JJG 012—1996 金相显微镜检定规程 GB/T224—2008 钢的脱碳层深度测定法 3 环境条件 显微镜在下列条件下检定并正常工作: 1) 室温15C〜30C; 2) 环境清洁,无震动;周围无腐蚀性气体; 3) 安装在稳固的基础上,并调至水平。 4 测量基准 采用直径为$ 38的GCr15样品。 5 测量过程 根据高碳铬轴承钢标准GB/T18254-2002,脱碳层深度按GB/T224-2008《钢 的脱碳层深度测定法》标准检验。将样品置于显微镜下,在100X的镜头下观察, 选出具有代表性的 5 个区域,每个区域进行 5 次测量,共得 25 个数据。按同样 的方法,进行 5 人次测量。测量时,首先将测量位置清晰聚焦,然后从标尺上读 取数据。。
6 评定结果的使用 在室温条件下高碳铬轴承钢总脱碳层厚度测量可使用本不确定度的评定结果。 7 数学模型 Y=X 式中:Y—被测试样的总脱碳层厚度读出值 X—被测试样的总脱碳层厚度检测结果 8 标准不确定度分量的评定 8.1 由样品脱碳层本身的不均匀性及测定时的重复性所引入的不确定度分量u1(x) 定,数据见表1。 表1 GCr15样品脱碳层深度测定(第一组) 序号 1 2 3 4 5
测定值Xi/mm
0.23 0.21 0.20 0.19
0.20
序号 6 7 8 9 10
测定值Xi/mm
0.23 0.20 0.22 0.19 0.23
序号 11 12 13 14 15
测定值Xi/mm 0.21 0.22 0.19 0.20
0.23
序号 16 17 18 19 20
测定值Xi/mm
0.21 0.22 0.23 0.21 0.22
序号 21 22 23 24 25
测定值Xi/mm
0.23 0.19 0.22 0.19 0.23
标准差为:
(Xi -X)2 (1) n -1
为增加可靠性,在相同的测量条件下,另由 4
名本实验室人员对该样进行了测定,另 4
组测定结果见表2。 表2 GCr15样品脱碳层深度测定 第2组 序号 1 2 3 4 5
测定值Xi/mm
0.23 0.25 0.23
0.22 0.20
序号 6 7 8 9 10
测定值Xi/mm 0.23 0.25
0.22 0.22 0.21
序号 11 12 13 14 15
测定值Xi/mm
0.23 0.23 0.25
0.21 0.22
序号 16 17 18 19 20
测定值Xi/mm
0.23 0.21 0.21 0.23 0.25
序号 21 22 23 24 25
测定值Xi/mm
0.21 0.23 0.22 0.24 0.21
第3组 序号 1 2 3 4 5
测定值Xi/mm
0.21 0.20 0.20 0.20
0.17
序号 6 7 8 9 10
测定值Xi/mm 0.19
0.18 0.21 0.20 0.22
序号 11 12 13 14 15
测定值Xi/mm
0.21 0.19 0.19 0.20 0.22
序号 16 17 18 19 20
测定值Xi/mm
0.21 0.21 0.22 0.19 0.18
序号 21 22 23 24 25
测定值Xi/mm
0.21 0.22 0.20 0.19 0.20 第4组 序号 1 2 3 4 5
测定值xi/mm
0.25 0.23 0.21 0.24 0.23
序号 6 7 8 9 10
测定值xi/mm 0.21 0.22 0.23 0.21 0.22
序号 11 12 13 14 15
测定值xi/mm
0.23 0.20 0.23
0.21 0.22
序号 16 17 18 19 20
测定值xi/mm 0.23 0.23
0.21 0.21 0.22
序号 21 22 23 24 25
测定值xi/mm
0.23 0.21 0.23
0.22 0.21
第5组 序号 1 2 3 4 5
测定值xi/mm 0.20 0.21 0.19 0.21 0.18
序号 6 7 8 9 10
测定值xi/mm 0.17 0.21 0.20 0.19
0.21
序号 11 12 13 14 15
测定值xi/mm
0.21 0.18 0.17 0.20 0.20
序号 16 17 18 19 20
测定值xi/mm
0.21 0.17 0.18 0.18
0.19
序号 21 22 23 24 25
测定值xi/mm 0.19 0.20 0.19 0.20 0.19
各组数据标准差表 组数 1 2 3 4 5
Sj 0.0153 0.0145 0.0135 0.0118 0.0135 合并样本标准差为: m 因为;?(s)
日常测定中,根据 GB/T224-2008标准,一般取五次测定的平均值作为脱碳层厚度测定 值,故由测量重复性引入的测量不确定度分量为:
Sp
' s2
— = 0.0137mm m
标准差Sj的标准差;?(s)为: (sj -駢 :?(s) = : 2 ---- 0.0013mm Y m T __SP=
「2(n=) =0.00484mm
(2) (3) (4) m r p = ' j = m(n -1) = 120 (6) j A
可见,自由度很大,其结果是非常可靠的。 8.2由金相显微镜放大倍率的不准确性引入的测量不确定度分量 U2 (x) 本测定项目中,所使用的 Axiovert 40 MAT金相显微镜放大倍率为 100倍,由检定证书 可知放大倍率的不准确性为土 1%属于正态分布,若置信概率取 95%以上述5组数据的平 均值0.2106作为测定样品脱碳层厚度的最终结果,则由金相显微镜放大倍率的不准确性引
8.3由金相显微镜的分辨率引入的不确定度分量 U3( x) 根据Axiovert 40 MAT金相显微镜检定证书可知,在 100倍时数值孔径为 0.25。使用白 光作为入射光,人眼通过金相显微镜观察时的最小分辨率为: 0.61 x 0.5 d 1.22 丄m = 0.0122mm ( 8)
0.25
金相显微镜的分辨率属于均匀分布,所以其引入的不确定度分量 U3( x)为: 0.0122/2 u3(x) 0.00352mm ( 9)
9合成标准不确定度的计算 表6输入量的标准不确定度汇总表 标准不确
定度分量 不确定度来源 标准不确定度
测量重复性 0.00613mm
放大倍率 0.00107mm
分辨率 0.00352mm
输入量彼此独立不相关,所以合成标准不确定度可按下式计算:
uc(x)二.u:(x) u;(x) u:(x)二 0.00714mm ( 10)
10扩展不确定度的判定
其自由度: Sp
u(x)=75 二 0.00613mm (5)
入的测量不确定度分量 U2( x)为: U2(x) 0.2106 1%
196 二 0.00107 mm (7)