一起碳化塔产生氢鼓包的原因分析
- 格式:docx
- 大小:11.14 KB
- 文档页数:1

一起锅筒鼓包事故的分析原因及预防措施摘要分析了一起工业锅炉鼓包事故,提出了锅炉水处理及运行中对锅炉科学管理的重要性。
关键词锅炉水处理;锅炉排污;锅炉水垢;鼓包;开裂锅炉是生产蒸汽或热水的换热设备,它已日益广泛地应用于现代工业、宾馆及人们生活,以满足人们生产和生活的需要。
而在锅炉使用过程中,受多方面因素的影响,会产生水垢。
水垢的形成不仅浪费大量的能量,还会危及锅炉的安全运行[1]。
2012年2月3日,龙岩市某家纸品厂一台DZG4-1.25-WⅡ,2006年8月制造,并于2007年6月投入使用,设计压力为1.25MPa,额定出力为4t/h,温度为193℃。
当班司炉工在运行中打开炉门加煤时,发现锅筒底部冒着白烟,初步判断锅炉漏水事故,立即采取紧急停炉措施,并将事故报告相关部门。
1 停炉检验概况1.1 宏观检查待锅炉冷却后,炉膛煤渣清理干净,打开人手孔进行检验,发现:a锅炉水位线以下水垢1.0mm~4.0mm,锅筒及集箱底部积存较多垢渣(见图1);b锅筒底部(鼓包后边缘第一道环缝1 030mm)鼓包开裂漏水,范围330mm(纵)×350mm (环),最高鼓出高度45mm(见图2),并有一条纵向穿透性裂缝长度26mm。
1.2 硬度检测对锅筒正常区域硬度检测,硬度值为152HB;对鼓包区域硬度检测,硬度值为125HB,由经验公式求得鼓包处抗拉强度σb =3.45×112=431.25MPa,鼓包区域比正常母材硬度下降了17.76%,明显是局部长时间高温造成的。
1.3 金相分析浸蚀,放大400倍浸蚀,放大400倍分别对锅筒鼓包靠近裂纹处(图3)和锅筒其他完好处(图4)作金相组织分析,发现鼓包裂纹处金相组织为铁素体加珠光体,其中珠光体中碳化物已经析出并聚集于晶界,已经出现球化,球化级别达到4级。
在锅筒其他完好处金相组织为铁素体加珠光体,珠光体形态完好。
由于珠光体中碳化物的聚集与球化过程是通过碳化物的溶解,碳原子在固溶体中的扩散以及由ɑ一固溶体中析出碳化物的过程。

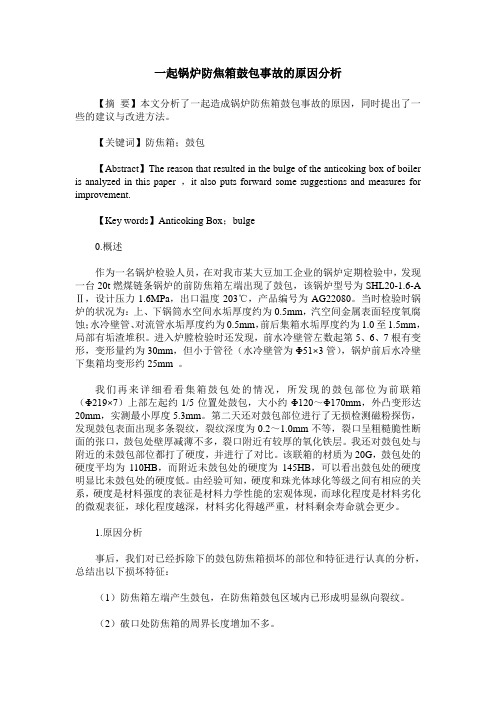
一起锅炉防焦箱鼓包事故的原因分析【摘要】本文分析了一起造成锅炉防焦箱鼓包事故的原因,同时提出了一些的建议与改进方法。
【关键词】防焦箱;鼓包【Abstract】The reason that resulted in the bulge of the anticoking box of boiler is analyzed in this paper ,it also puts forward some suggestions and measures for improvement.【Key words】Anticoking Box;bulge0.概述作为一名锅炉检验人员,在对我市某大豆加工企业的锅炉定期检验中,发现一台20t燃煤链条锅炉的前防焦箱左端出现了鼓包,该锅炉型号为SHL20-1.6-A Ⅱ,设计压力1.6MPa,出口温度203℃,产品编号为AG22080。
当时检验时锅炉的状况为:上、下锅筒水空间水垢厚度约为0.5mm,汽空间金属表面轻度氧腐蚀;水冷壁管、对流管水垢厚度约为0.5mm,前后集箱水垢厚度约为1.0至1.5mm,局部有垢渣堆积。
进入炉膛检验时还发现,前水冷壁管左数起第5、6、7根有变形,变形量约为30mm,但小于管径(水冷壁管为Φ51×3管),锅炉前后水冷壁下集箱均变形约25mm 。
我们再来详细看看集箱鼓包处的情况,所发现的鼓包部位为前联箱(Φ219×7)上部左起约1/5位置处鼓包,大小约Φ120~Φ170mm,外凸变形达20mm,实测最小厚度5.3mm。
第二天还对鼓包部位进行了无损检测磁粉探伤,发现鼓包表面出现多条裂纹,裂纹深度为0.2~1.0mm不等,裂口呈粗糙脆性断面的张口,鼓包处壁厚减薄不多,裂口附近有较厚的氧化铁层。
我还对鼓包处与附近的未鼓包部位都打了硬度,并进行了对比。
该联箱的材质为20G,鼓包处的硬度平均为110HB,而附近未鼓包处的硬度为145HB,可以看出鼓包处的硬度明显比未鼓包处的硬度低。
![一起锅炉鼓包事故原因及预防[论文]](https://img.taocdn.com/s1/m/be7d64c94028915f804dc256.png)
一起锅炉鼓包事故的原因及预防摘要本文用一台实际锅炉鼓包事故阐述了卧式快装工业锅炉鼓包从检验、修理、到原因分析以及使用单位管理的预防措施。
关键词锅炉鼓包检验修理原因中图分类号:tk228 文献标识码:a0引言长期以来,锅炉作为一种特种设备,在我市有着广泛运用,给经济生活带来极大发展、便利的同时,各种事故也时有发生。
尤其是dzl型快装蒸汽锅炉锅筒底部鼓包缺陷,危害较大。
本文就一起鼓包情况、发生原因、处理方法以及预防措施作以介绍,希望能对用户的安全管理使用有启迪借鉴作用。
1 事故概况设备事故概况: 2007年8月27日,我市某宾馆一台蒸汽锅炉的司炉工在运行时发现该锅炉锅筒底部发生鼓包,立即停炉,并申请我中心人员进行检验。
设备状况:锅炉型号 dzl4-1.25- wⅱ,生产日期1999年05月,锅筒材质 20g 锅筒直径 ?%恚?800 水处理方式锅外。
2 检验情况我院人员在待锅炉完全冷却后,进行内部检验,重点检查了鼓包位置,以分析鼓包的程度。
(1)鼓包位置,测量它的几何尺寸,从内外侧进行测量;确认鼓包中心距前管板780mm(下部环缝600mm),鼓包呈椭圆型,面积(长度?卓矶龋?300??80mm,鼓包高度为34mm,鼓包外表面有明显的氧化皮,厚度为1.5mm左右(鼓包处氧化皮达2.5mm),鼓包顶部过热。
(2)水垢厚度;打开人孔发现,锅炉主要受热面水侧普遍结有水垢厚2-4mm不等,且锅筒集箱积存40mm渣垢。
(3)测量鼓包中心金属残余厚度及筒壁正常厚度,未发现异常。
(4)宏观检查后使用mt进行检测,检测结果未发现裂纹。
(5)硬度测定:鼓包变形部位,硬度基本正常,筒体无异常。
(6)其它:锅炉水处理设备失效、排污阀泄漏、炉墙损坏。
3 缺陷产生的原因(1)锅炉经营管理人员对安全认识不足,企业对安全生产重视不够,安全投入不够;(2)司炉工责任心不强,没有定期排污、排污阀失修;(3)锅炉安装缺陷:锅炉前低后高;(4)锅外水处理设备失效,锅炉给水不合格。
浅谈液化石油气汽车罐车鼓包原因摘要:作为主要运输工具之一的液化气体汽车罐车内表面产生鼓包,主要受H2S气体的影响。
笔者对汽车罐车内壁鼓包的成因进行分析,并提出防治措施以供探讨。
关键词:汽车罐车氢鼓包H2S一、前言液化石油气作为一种工业与民用燃料得到日益广泛的使用,液化石油气汽车罐车以其灵活、方便等特点已作为液化石油气的主要运输工具之一,并得到迅速发展。
汽车罐车作为三类压力容器,从设计、制造、检验等各环节均加强了安全监管力度,但仍存在各种不可预知的安全隐患。
在多年的定期检验工作中发现多例罐车内壁鼓包案例,通过对两台汽车罐车进行检验,笔者对液化石油气罐车内壁鼓包的成因进行了全面的分析,并且在此基础上提出了防止措施和对策。
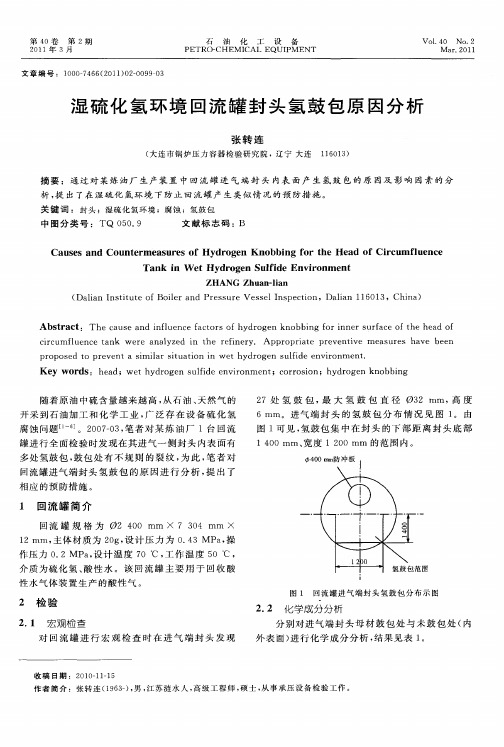
二、检验情况及技术参数1.检验情况2004年4月在对一台汽车罐车进行年度检验时发现罐体内壁有大量鼓包,直径20~40mm,厚度3.9~5.7mm;鼓包未见开裂现象,剩余壁厚5.9~8.1mm,正常壁厚为11.4~12.1mm。
鼓包分布趋势是集中在从人孔计第二、三、四、五节筒节底部,其他部位未见任何异常现象。
该罐车1995年10月制造生产,于1997年3月投入使用。
经检验安全状况等级评定为5级。
2008年4月在对一台汽车罐车进行年度检验时发现罐车后封头有鼓包夹层现象。
鼓包厚度4.6~7.8mm,剩余壁厚5.8~9.1。
该罐车1995年10月制造生产,于1996年4月投入使用。
安全状况等级评定为3级,允许运行,6个月后再次进行全面检验。
对鼓包所在的部位、数量、分布情况、罐车工作介质等分析后认定,鼓包为典型的氢鼓包。
2.技术参数2台汽车罐车的技术参数见表1。
三、鼓包成因分析氢鼓包是压力容器氢腐蚀的主要表现形式,只有在临氢条件下才能发生氢鼓包,分子状态的氢是不能侵入金属内部的,只有原子状态的氢才能侵入钢材,氢原子扩散到金属内部(大部分通过器壁),在另一侧结合为氢分子逸出。
如果氢原子扩散到钢内空穴,并在该处结合成氢分子,由于氢分子不能扩散,在一般温度下难于逸出钢材表面,就会积累形成巨大内压,引起钢材表面鼓包甚至破裂。
吸收塔起泡的原因分析及探讨吸收塔起泡是许多厂出现过的现象,起泡严重时还会由溢流管流出,流出的浆液一般带有浓黑的泡沫。
当吸收塔出现泡沫时,会引起虚假液位(显示液位偏高),为脱硫运行人员带来不少的困惑:实际液位到底是多少?如何控制?吸收塔除雾器冲洗水加多了会溢流;不加冲洗水,实际液位偏低,脱硫率不达标;如虚假液位达高值,雾器冲洗水冲洗程序闭锁,无法对除雾器进行冲洗。
下面就吸收塔起泡的几个问题与大家探讨探讨。
吸收塔起泡的根本原因一直没有定论,但由实际情况来看主要与吸收塔内浆液几种成分有关:吸收塔内含Mg元素(主要来自石灰石中的MgO)、杂质(主要来自烟气粉尘、石灰石)和油份(主要来自锅炉的燃油)。
当上述物质在吸收塔内富集到一定程度时,在循环浆液泵作用下吸收塔内液面容易产生泡沫。
吸收塔起泡后会出现如下现象:1)吸收塔搅拌器电流、氧化风机电流偏低;2)真空脱水皮带机下料处(头部)的浆液带黑泡;3)严重时吸收塔溢流管流出带浓黑泡沫的浆液。
另外,我认为出现“通过除雾器冲洗水向吸收塔补水或供石灰石浆液时,吸收塔的浆液降低、氧化风机电流上升,反之,停止供水、供浆时,吸收塔液位上升”这种怪现象,主要是吸收塔内部泡沫过多引起的,往吸收塔供浆或供水时,由于浆液或水从除雾器或喷淋层高处洒落,具有冲刷力,能消除液面的部分泡沫,减轻了吸收塔起泡的程度,故此时液位下降,氧化风机电流上升。
吸收塔起泡时为何液位虚高呢?首先我们看看,吸收塔液位的测量原理。
一般来说,吸收塔的液位采用吸收塔差压经换算得出,吸收塔底部和某高度处各装有压力变送器,测量公式如下:1)先算出吸收塔密度:ρ=△P/g△h。
ρ-吸收塔密度△P=P(底)-P(顶)△h-底部、顶部压力变送器高度差2)再由密度算出液位:H=P(底)/ρg =P(底)△h/(P(底)-P(顶))以上公式应包含修正(省略)。
由上述公式可知:吸收塔起泡时,密度降低,液位上升。
吸收塔起泡后如何判断起泡的严重程度及吸收塔的实际液位呢?我们的做法是在吸收塔未起泡时记录原始数据,即不同密度下液位与顶部、底部压力的一一对应值,起泡后通过与原始数据对比就能大致知道实际液位,从而判断起泡的严重情况。
失效分析石油化工腐蚀与防护 < <丨丨川(丨、丨(丨、〜丨丨、m K<M丨丨丨M h AI m丨丨2020年第37卷第2期引用格式:吴军.液化石油气罐鼓包分层的原因及解决措施[J].石油化工腐蚀与防护,2020,37 ( 2) :62~64. WU Jun. Causes and Solutions of Bulge and Stratification in Liquefied Gas Tank of FCCU Stabilizer[ J . Corrosion &IVotection in Petrochemic-aJ Industry ,2020,37(2) :62-64.液化石油气罐鼓包分层的原因及解决措施呉卑(中亚能源有限责任公司,吉尔吉斯斯坦比什凯克720001)摘要:介绍了中亚能源有限责任公司催化裂化装置稳定塔液化石油气罐的特点,分析了液化 石油气罐鼓包、分层及器壁腐蚀的原因^对该罐进行了彻底检测,针对问题提出了相应的解决措施。
关键词:催化裂化;液化石油气罐;鼓包;分层;器壁腐蚀某公司催化裂化装置包括反应、再生、分馏、吸收稳定、能量回收机组、余热锅炉、产品精制、酸 性水汽提及火炬系统等。
装置设计的原料硫质量 分数不大于0.5%。
反应系统产生的油气进人分 馏系统,分馏塔中部出柴油,底部出油浆,塔顶出 汽油和富气,富气进入气压机压缩进人吸收稳定 系统分离为稳定汽油、液化石油气(L P G)和干气。
高温烟气通过烟机后进人低温余热锅炉,尾气排 放大气。
气压机出口富气冷却至40 t,进人气压机出 口油气分离器进行气液分离。
分离后的气体进入 吸收塔,用粗汽油和稳定汽油来吸收,经吸收后的 贫气至再吸收塔,用轻柴油作吸收剂进一步吸收 后,干气输送至产品精制装置脱硫。
凝缩油抽出 后送至解吸塔,脱乙烷汽油由塔底抽出,送至稳定 塔进行分离,液化石油气从塔顶馏出,经冷却器冷 却后一部分用作稳定塔回流,剩余部分送至产品 精制装置。
气化炉鼓包缺陷的检验及处理意见【摘要】针对某合成氨厂一气化炉发现的鼓包缺陷,对该压力容器进行相应的无损检测和硬度测定,分析其产生的原因,证明了该压力容器在一定使用条件下可以继续运行,并对其今后的运行管理提出建议。
【关键词】鼓包压力容器气化炉检验气化炉是合成氨生产的主要反应容器之一,广泛应用于石化行业。
该类容器主要是将成分为甲烷的天然气、石油气或其他碳氢化物与空气或水蒸气按一定比例混合,制造合成氨的原料H2和CO等的造气设备。
由于主要介质中有氢分子的存在,气化炉的使用工作参数在一定条件下(临氢状态),分子态的氢转变为原子态的氢,进而侵入钢材扩散到金属内部的空穴内,聚集成氢分子。
分子态的氢在一般温度下难于逸出钢材表面,以致在钢材内部空穴处的压力逐渐升高,直至形成鼓包缺陷。
常见的氢鼓包类型有外鼓包、内鼓包和内外鼓包,无论那种类型,产生氢鼓包的容器,变形后钢板截面均分开为两部分,形成气体空腔[1]。
此时,有的氢鼓包仅有形状尺寸的微小变化;有的氢鼓包顶部及周边区域产生裂纹;有的氢鼓包还会有材质劣化现象。
因此在实际检验过程中,针对鼓包缺陷通常采用外部宏观检测、壁厚测定、表面探伤、硬度测定等检验方法。
<b> 1 概况</b>现有某合成氨厂的一台气化炉,于2004年1月12日使用过程中发现鼓包现象,当即厂方停止该容器运行。
随即本站对该台气化炉进行了内外部检验。
审查相应出厂及使用资料发现,该台容器于1976年1月投入使用,至今已使用了28年,使用年限较长。
其主要技术参数见表1。
<b> 2 检验过程</b>从技术参数表中可以看出,气化炉主要介质含有H2和CO,故在检验前分析该鼓包缺陷,可能是由于氢鼓包产生的。
故对该容器采用外部宏观检测、壁厚测定、表面探伤、硬度测定等检测方法进行检验,具体过程如下。
2.1 宏观检查由于该容器停机时壁面温度较高且含有内衬,只能先对该容器外表面进行宏观检查。
外部宏观检查显示,在该容器筒体部位出现的鼓包约呈2a/2b=300/200的椭圆形,坡度∠16°。
一起碳化塔产生氢鼓包的原因分析
碳化塔是石化工业中一种常见的生产装置,用于将煤气中的氢气与其他碳氢化合物分
离出来。
在碳化塔的运行过程中,由于一系列的化学反应和物理变化,可能会发生一些问题,其中之一就是氢鼓包现象的出现。
氢鼓包是指在碳化塔生产过程中,氢气在某些部位积聚堆积,形成一种气囊状的结构。
这种现象可能导致氢气泄漏并引发爆炸等安全问题,严重威胁到生产设施和人身安全,因
此必须及时分析问题的根源并采取相应措施进行处理。
造成氢鼓包的原因主要有以下几点:
1.气体流动不畅造成的积聚:在碳化塔运行过程中,气体的流动状态直接影响到氢气
可能在哪些部位积聚。
如果在某些节点出现气体流动不畅,就容易出现氢气积聚的情况,
从而形成氢鼓包。
2.过量氢气:假如生产过程中出现了过多的氢气,当前设施并不能立刻处理它们的话,就容易在已经存在的氢气鼓包周围产生新的氢气积聚,加剧鼓包的风险。
3.物料处理不当:在管道和材料的安装、拆卸和维护过程中,若没有严格按照工艺要
求安装连接,或处理物料时不注意,可能会导致氢气泄漏和氢气积聚,从而引起氢鼓包。
4.温度和压力异常:碳化塔的温度和压力等参数是需要定期监测和调整的,如果这些
参数出现异常,可能会影响气体的流动性和反应速率,从而导致氢气积聚,形成氢鼓包。
针对氢鼓包的问题,可以采取的措施包括更换管道连接、调整温度和压力、加强设备
维护和管理,并在需要时采取切断氢气供应或紧急排放等手段,以保障设施和人员的安全。
同时,加强生产工艺的规范化管理、减少操作失误和技术差错,也是预防氢鼓包的关键措
施之一。