复合材料夹层结构芯材
- 格式:doc
- 大小:422.50 KB
- 文档页数:20
表1 VARI成型工艺特点2适用于大尺寸、大厚度结构件制造制件尺寸大3一次性整体成型,减少二次胶接,免除多次进罐制造成本低4树脂完全浸渍预成型体,制件纤维体积含量高制件性能高5闭模成型,限制交联剂的挥发环境友好型2 泡沫夹芯复合材料在航空领域,满足构件弯曲刚度和强度的前提下,需尽量减轻设计重量,夹芯结构复合材料以其轻质高强的特点,优异的力学性能,取得了广泛应用。
夹芯复合材料制件类似于三明治结构,夹层结构通常采用先进复合材料做面板,蜂窝或泡沫芯材等轻质材料作为夹芯材料。
其中蜂窝芯材又分为铝制金属蜂窝和纸蜂窝,泡沫芯材以聚甲基丙烯酰亚胺闭孔刚性泡沫塑料即PMI(Polymethacrylimide,聚甲基丙烯酰亚胺)泡沫为主。
德固赛公司是目前世界上PMI泡沫系列材料主要厂商。
作为航空材料的WF型PMI泡沫是一均匀刚性闭孔泡沫,孔隙大小基本一致,共固化温度压力可达180℃/0.7MPa,具有很好的压缩蠕变性能,作为夹层结构泡沫芯材已在各飞机结构中成应用,如A340-500/600选择ROHACELL泡沫加强气密机舱的承压框。
国产的浙江中科恒泰新材科技有限公司生产的Cascell®泡沫,是100%闭孔、刚性的聚甲基丙烯酰亚胺(PMI)泡沫。
Cascell®泡沫不仅适用于热压罐工艺,在RTM、VARI等液体成型复合材料领域也得到了广泛应用。
良好的工艺性确保了复合材料制件的优越性能,同时降低了成本[4]。
0 引言复合材料在飞机上的用量是体现飞机结构先进性的标志,也是大幅提高飞机性能的重要保证[1]。
基体、增强体和界面,是构成复合材料的三要素,也是进行复合材料结构设计、性能分析、发展应用的指标。
按照基体的不同,复合材料可分为聚合物基复合材料、陶瓷基复合材料和金属基复合材料。
其中,聚合物基复合材料20世纪70年代即应用于飞机结构,随着工艺技术进步,先进复合材料在飞机结构上的应用已经取得了飞速的发展[2]。
《复合材料》课程笔记第一章:复合材料概述1.1 材料发展概述复合材料的发展历史可以追溯到古代,人们使用天然纤维(如草、木)与土壤、石灰等天然材料混合制作简单的复合材料,例如草绳、土木结构等。
然而,现代复合材料的真正发展始于20世纪40年代,当时因航空工业的需求,发展了玻璃纤维增强塑料(俗称玻璃钢)。
此后,复合材料技术经历了多个发展阶段,包括碳纤维、石墨纤维和硼纤维等高强度和高模量纤维的研制和应用。
70年代,芳纶纤维和碳化硅纤维的出现进一步推动了复合材料的发展。
这些高强度、高模量纤维能够与合成树脂、碳、石墨、陶瓷、橡胶等非金属基体或铝、镁、钛等金属基体复合,形成了各种具有特色的复合材料。
1.2 复合材料基本概念、特点复合材料是由两种或两种以上不同物质以不同方式组合而成的材料,它可以发挥各种材料的优点,克服单一材料的缺陷,扩大材料的应用范围。
复合材料具有以下特点:- 重量轻:复合材料通常具有较低的密度,比传统材料轻,有利于减轻结构重量。
例如,碳纤维复合材料的密度仅为钢材的1/5左右。
- 强度高:复合材料可以承受较大的力和压力,具有较高的强度和刚度。
例如,碳纤维复合材料的拉伸强度可达到3500MPa以上。
- 加工成型方便:复合材料可以通过各种成型工艺进行加工,如缠绕、喷射、模压等。
这些工艺能够适应不同的产品形状和尺寸要求。
- 弹性优良:复合材料具有良好的弹性和抗冲击性能,能够吸收能量并减少损伤。
例如,橡胶基复合材料在受到冲击时能够吸收大量能量。
- 耐化学腐蚀和耐候性好:复合材料对酸碱、盐雾、紫外线等环境因素具有较好的抵抗能力,适用于恶劣环境下的应用。
例如,聚酯基复合材料在户外长期暴露下仍能保持较好的性能。
1.3 复合材料应用由于复合材料的优异性能,它们在各个领域得到了广泛的应用。
主要应用领域包括:- 航空航天:飞机、卫星、火箭等结构部件。
复合材料的高强度和轻质特性使其成为航空航天领域的重要材料,能够提高飞行器的性能和燃油效率。
竹纤维汽车内饰夹层结构轻量化复合材料性能目录1. 内容概要 (2)1.1 研究背景 (3)1.2 研究意义 (3)1.3 国内外研究现状 (4)2. 竹纤维汽车内饰夹层结构轻量化的概念与特点 (6)2.1 夹层结构的定义与优势 (7)2.2 竹纤维复合材料的特点 (8)2.3 轻量化技术的应用 (9)3. 竹纤维汽车内饰夹层结构轻量化复合材料的设计与制作 (10)3.1 设计原则与过程 (11)3.2 材料选择与性能要求 (12)3.3 生产工艺选择 (14)3.4 夹层结构设计 (15)3.5 成型工艺与质量控制 (16)4. 竹纤维汽车内饰夹层结构轻量化复合材料的性能测试 (17)4.1 吸音隔热性能测试 (18)4.2 力学性能测试 (19)4.3 环保性测试 (20)4.4 耐久性与可靠性测试 (21)5. 性能优化与应用案例分析 (22)5.1 性能测试数据分析 (24)5.2 优化方法与策略 (25)5.3 应用案例展示 (27)6. 结论与展望 (28)6.1 研究成果总结 (29)6.2 存在问题与不足 (30)6.3 未来研究方向 (31)1. 内容概要本报告旨在探讨竹纤维汽车内饰夹层结构轻量化复合材料的性能,并将涵盖该材料的设计、加工、测试以及应用等方面的详细信息。
竹纤维作为一种可持续的材料来源,具有良好的力学性能、环保特性和成本效益,使其成为汽车内饰轻量化材料的理想选择。
报告的第一部分将介绍竹纤维复合材料的背景和应用领域,概述其相对于传统材料的优势,并讨论环保和可持续发展的趋势。
第二部分将详细阐述竹纤维复合材料的设计概念,包括夹层结构的形成原理、纤维的种类以及它们的表征和选择标准。
第三部分将深入介绍竹纤维复合材料的加工过程,包括材料制备、预处理、纤维铺层、树脂浸渍和热压成型等关键步骤。
在这一章节中,还将讨论加工参数对材料性能的影响,以及如何通过设计和工艺优化来提升材料的性能。
2006年用户年会论文复合材料夹芯板刚强度计算分析[贾华敏陈以蔚李树虎王炳雷郭建芬][中国兵器工业集团第五三研究所,250031][ 摘要 ] 本文对复合材料夹芯板进行不同约束和载荷条件下的有限元分析计算,并将其计算结果与试验结果进行了对比,考核结构的刚强度,验证计算的准确性。
结果表明,计算结果与试验结果符合较好,说明计算模型合理,具有一定的工程参考价值。
[ 关键词]复合材料板夹芯结构刚强度Computational analysis of rigidity and strength of sandwichcomposite plate[Jia Huamin, Chen Yiwei, Li Shuhu, Wang Binglei, Guo Jianfen ][CNGC Institute 53, 250031][ Abstract ] This paper analyzes the sandwich composite plate with different constrains and loads.Comparisons have been conducted between numerical results and experimental results,which verifies the rigidity and strength of the structure and precision of the analysis. Theresults indicate that the numerical results fit the experimental results well, which show thatthe model of analysis is rational and the results have value for engineering application.[ Keyword ] composite plate sandwich structure rigidity and strength1前言复合材料夹芯结构是一种在工程应用中常见的结构,具有强度好、重量轻等优点,是许多工程应用的首选材料。
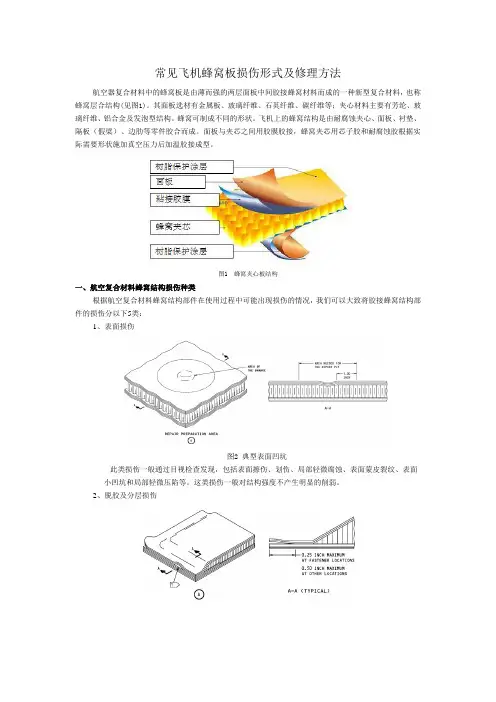
常见飞机蜂窝板损伤形式及修理方法航空器复合材料中的蜂窝板是由薄而强的两层面板中间胶接蜂窝材料而成的一种新型复合材料,也称蜂窝层合结构(见图1)。
其面板选材有金属板、玻璃纤维、石英纤维、碳纤维等;夹心材料主要有芳纶、玻璃纤维、铝合金及发泡型结构。
蜂窝可制成不同的形状。
飞机上的蜂窝结构是由耐腐蚀夹心、面板、衬垫、隔板(假梁)、边肋等零件胶合而成。
面板与夹芯之间用胶膜胶接,蜂窝夹芯用芯子胶和耐腐蚀胶根据实际需要形状施加真空压力后加温胶接成型。
图1 蜂窝夹心板结构一、航空复合材料蜂窝结构损伤种类根据航空复合材料蜂窝结构部件在使用过程中可能出现损伤的情况,我们可以大致将胶接蜂窝结构部件的损伤分以下5类:1、表面损伤图2 典型表面凹坑此类损伤一般通过目视检查发现,包括表面擦伤、划伤、局部轻微腐蚀、表面蒙皮裂纹、表面小凹坑和局部轻微压陷等。
这类损伤一般对结构强度不产生明显的削弱。
2、脱胶及分层损伤该损伤是指纤维层与层之间或面板与夹芯之间的树脂失效缺陷,主要通过敲击检查、超声波检测等手段发现。
此类损伤一般不引起结构外观变化,大多是在生产过程中造成的初始缺陷,并在反复使用过程中缺陷不断扩展而导致的。
脱胶或分层面积过大会引起整体复合材料强度的削弱,应及时予以修补。
3、单侧面板损伤这类损伤包括单侧面板局部压陷、破裂或穿孔,一般通过目视检查即可发现。
该类型损伤能使一侧面板和蜂窝夹芯都受到损伤(表面塌陷),对气动性能和结构强度影响较大。
一旦发现该类损伤必须经过修理和检验确认后方能能重新使用。
4、穿透损伤该类型损伤是指蜂窝部件出现穿透性损伤、严重压陷和较大范围的残缺损伤等。
此类损伤对结构性能和强度有严重的影响,根据受损情况立即予以修理或按需更换新件。
5、内部积水该损伤原因主要由于蜂窝结构边缘或蜂窝材料对接边缘密封不严或密封失效,在长期使用过程中由于雨水渗透、油液浸泡以及水汽冷凝而造成蜂窝夹芯出现积水。
虽然一般情况蜂窝内部积水不会造成严重影响;但在冬季日夜气温变化较大的情况下,由于积液结冰膨胀将会会造成复合材料部件内部树脂基体脱胶;同时在积液的长期浸泡下也会使复合材料的树脂基体的胶接强度大幅降低而降低部件的整体性能;特别是各类复合材料制备的舵面、襟翼、翼身整流罩及发动机部件等,均应及时检查其内部蜂窝结构的积水情况并作出相应修理措施。
复合材料芯模结构一、引言复合材料芯模结构是一种新型的工程结构形式,它利用复合材料的优点,如高强度、轻质、耐腐蚀等,来提高结构的性能。
这种结构形式在航空航天、汽车、船舶、建筑等领域得到了广泛的应用。
本文将介绍复合材料芯模结构的类型、设计、制造工艺以及应用案例。
二、复合材料芯模结构的类型复合材料芯模结构可以根据不同的分类方法分为多种类型。
按照结构形式可以分为层合板结构、夹心板结构、蜂窝结构等;按照复合材料的类型可以分为玻璃纤维复合材料、碳纤维复合材料、芳纶纤维复合材料等。
三、复合材料芯模结构设计复合材料芯模结构设计是整个结构设计中的关键环节,需要考虑的因素很多,如材料性能、受力情况、环境条件等。
设计过程中需要采用现代设计方法,如有限元分析、优化设计等,来提高设计效率和精度。
同时,还需要考虑制造工艺的可行性,以保证结构的可制造性。
四、复合材料芯模结构的制造工艺复合材料芯模结构的制造工艺包括手糊成型、热压罐成型、真空袋成型等。
这些工艺在制造过程中需要控制温度、压力等参数,以保证结构的尺寸精度和力学性能。
同时,还需要注意防止气泡、分层等缺陷的产生。
五、复合材料芯模结构的应用案例与分析下面通过几个具体的应用案例来分析复合材料芯模结构的优点和可行性。
案例一:飞机机翼飞机机翼是复合材料芯模结构应用的重要领域之一。
传统的金属机翼重量大、刚度低,而复合材料芯模结构的机翼则具有重量轻、强度高、抗疲劳性能好等优点。
在飞机机翼中采用复合材料芯模结构可以减轻机翼重量,提高飞行性能和燃油效率。
同时,还可以减少机翼的维护和维修成本。
因此,复合材料芯模结构在飞机机翼中得到了广泛应用。
案例二:汽车车身汽车车身是复合材料芯模结构应用的另一个重要领域。
传统的汽车车身重量大、刚度低,而复合材料芯模结构的汽车车身则具有重量轻、强度高、抗冲击性能好等优点。
在汽车车身中采用复合材料芯模结构可以提高汽车的燃油效率,减少排放,同时还可以提高汽车的碰撞安全性。
复合材料层合结构复合材料层合结构是近年来广泛应用于航空、汽车、建筑等领域的一种新兴结构体系。
它由多层不同材料的薄板组成,通过层层叠加而成,具有优异的性能和应用潜力。
本文将介绍复合材料层合结构的定义、组成、制备方法以及应用领域。
一、定义复合材料层合结构是指由两个或两个以上不同材料组成的薄板按照一定的次序层层叠加形成的结构体系。
每一层材料可以是纤维增强复合材料(Fiber Reinforced Composites, FRCs)或金属、陶瓷等材料。
层合板的厚度取决于应用需求,通常在0.1毫米到数毫米之间。
二、组成复合材料层合结构的组成主要包括面层、芯层和粘接剂。
1. 面层面层是复合材料层合结构的最外层,通常由高强度、刚度和耐腐蚀性能较好的材料构成,如碳纤维复合材料(Carbon Fiber Reinforced Composites, CFRPs)或玻璃纤维复合材料(Glass Fiber Reinforced Composites, GFRPs)等。
面层的主要作用是保护芯层,并负责承受外部载荷。
2. 芯层芯层是复合材料层合结构的中间层,通常由轻质、具有吸能性能的泡沫材料或蜂窝结构材料构成,如聚氨酯泡沫(Polyurethane Foam)或铝蜂窝(Aluminum Honeycomb)等。
芯层的作用是提高结构的吸能能力和弯曲刚度。
3. 粘接剂粘接剂是复合材料层合结构的粘结介质,用于连接面层和芯层。
粘接剂应具有优异的粘接性能、耐腐蚀性和耐热性,常见的粘接剂包括环氧树脂、聚酯树脂等。
粘接剂的选用应根据结构的使用环境及要求进行合理选择。
三、制备方法复合材料层合结构的制备方法主要包括预浸法、手铺法和自动化制备法。
1. 预浸法预浸法是最常用的制备方法之一,也是制备高性能复合材料层合结构的主要方法。
该方法是将纤维预浸入树脂中,使其成为预浸料(Prepreg),然后按照设计要求将不同预浸料的层叠在一起,并通过热压、热固化等工艺将其固化成型。
第31卷㊀第5期2023年9月现代纺织技术AdvancedTextileTechnologyVol.31ꎬNo.5Sep.2023DOI:10.19398∕j.att.202302009含夹芯分层复合材料综框的应力状态及失效机理邱海飞(西京学院机械工程学院ꎬ西安㊀710123)㊀㊀摘㊀要:为提升织机开口系统工作效能ꎬ将层压板理论与复合材料综框设计相结合ꎬ以环氧碳纤维预浸布料与蜂窝芯材为制备原料ꎬ通过WorkBench协同仿真环境及其ACP模块构建非对称层压板铺层方案ꎬ开发了一种基于夹芯分层的碳纤维复合材料综框仿真模型ꎮ根据开口系统等效力学模型ꎬ对弹簧回综力㊁凸轮提综力及纱线张力进行分析计算ꎬ以此实现碳纤维综框的有限元建模与力学性能仿真(包括静态特性㊁层间正应力㊁破坏形式及失效次序等)ꎮ结果表明:在横梁与边梁连接区域存在较大应力分布ꎬ最大Von ̄Mises应力约113.7MPaꎻ在相同铺层工艺条件下ꎬ上横梁的纤维层间正应力明显大于下横梁ꎻ横向剪切应力对中间蜂窝芯材影响相对较小ꎻ正应力S1㊁S2是影响综框疲劳强度的重要因素ꎻ单块层压板纤维层的失效次序为:1∕5∕4∕2∕8∕6∕3∕7ꎬ失效危险区最大逆储备因子约0.755ꎬ为复合材料综框的设计创新与技术应用提供了有力借鉴ꎮ关键词:层压板ꎻ综框ꎻ碳纤维ꎻ失效ꎻ有限元ꎻTsai ̄Hill准则中图分类号:TS103.33ꎻTB332㊀㊀㊀文献标志码:A㊀㊀㊀文章编号:1009 ̄265X(2023)05 ̄0012 ̄10收稿日期:20230212㊀网络出版日期:20230327基金项目:陕西省教育厅专项科研计划资助项目(15JK2177)ꎻ西京学院高层次人才专项基金资助项目(XJ20B09)ꎻ西京学院横向课题资助项目(2019610002001915)作者简介:邱海飞(1983 )ꎬ男ꎬ西安人ꎬ副教授ꎬ硕士ꎬ主要从事机械系统动态设计和机电产品数字化方面的研究ꎮ㊀㊀综框是织机开口系统的核心运动部件ꎬ其工作性能对于织物质量㊁生产效率及车间环境等具有重要影响ꎮ理想的综框专用件应具备质量轻㊁强度高㊁抗疲劳性好等特点[1]ꎬ然而随着现代棉纺织设备的快速发展与技术进步ꎬ以往采用较多的铝合金综框已不能适应现代新型高速织机的生产要求ꎮ碳纤维增强复合材料具有十分优异的机械物理性能ꎬ如质量轻㊁比模量和比强度高㊁抗疲劳性强等[2]ꎮ通过将碳纤维复合材料应用于新型综框的设计与制备ꎬ不仅可使相同规格的综框重量减轻约25%ꎬ而且能大幅降低织造生产中的惯性载荷与振动噪声ꎬ对于织机系统节能降耗㊁减轻磨损等具有重要现实意义ꎬ其性能优势已在以往研究与实践应用中得到印证ꎬ例如ꎬ井口博一等[3]通过实验研究发现ꎬ在相同织机车速下ꎬ碳纤维复合材料综框引发的振动噪声和机件磨损量明显低于钢质综框ꎻLee等[4]通过脉冲频率响应实验发现ꎬ相对于铝合金材质综框ꎬ碳纤维复合材料综框在纵向和横向的固有频率分别提高了27%和43%ꎮ此外ꎬ一些国际知名厂商也都在积极致力于复合材料综框的探索与研发ꎬ如瑞士Grob公司㊁西德施迈恩格兄弟公司(Schmeing)㊁美国钢综制造公司(SteelHeddle)等ꎬ在这一领域也取得了多项进展和实践性成果ꎮ由于设计理论㊁制备工艺及研发成本等诸多因素影响ꎬ这种基于碳纤维增强的新型复合材料综框还未在行业内实现大规模普及ꎬ从目前技术现状与应用前景来看ꎬ复合材料综框仍具有巨大的发展潜力和探索空间[5]ꎮ综上ꎬ本文以层压板理论及其制备工艺为依据ꎬ设计一种基于碳纤维增强的夹芯结构复合材料综框ꎬ并对其关键力学性能进行仿真研究ꎬ为新型复合材料综框的发展与实践应用提供技术思路ꎮ1㊀预浸料铺层原理层压板是制备复合材料常用的基础单元ꎬ一般由无编织的碳纤维预浸布料铺叠而成ꎬ如图1所示ꎬ碳纤维层压板多以热固性材料为基体黏合剂ꎬ通过将各层预浸布料按照一定顺序铺叠ꎬ就可制成最基本的复合材料层压板[6]ꎮ按照铺层构造可将层压板分为对称铺层和非对称铺层两种ꎮ相对于对称层压板ꎬ非对称层压板具有显著的拉弯㊁弯扭耦合效应ꎬ且各纤维层的铺设方向和厚度均可根据承载条件进行任意设定ꎮ图1㊀基于预浸布料铺层的多向层压板Fig.1㊀Multi ̄directionallaminatebasedonprepregfabric2㊀层压板面内力层压板在纤维长度方向上弹性模量Ex大于其横向弹性模量Ey㊁Ezꎬ但在垂直于纤维的平面内(如yz面)ꎬ一般可认为其材料力学性能是各向同性的ꎮ层压板在z轴任意位置处的应力σ计算方法如式(1)所示ꎬ由于层压板刚度与其材料特性和纤维铺层方向相关ꎬ所以计算层压板应力时必须以同一x-y轴为参考ꎬ且x-y轴的方向可任意设定ꎮσ= Dε0+z Dr(1)式中: D为变换至x-y轴的刚度矩阵ꎻε0为中面应变ꎻz为z轴坐标ꎻr为曲率[7]ꎮ根据层压板结构及其应力分布状态可知ꎬz轴方向的应力σ之和必须等于单位宽度上的内力N[8]ꎮ在此ꎬ可通过中面应变和曲率来表示各层板上的应力之和Nꎬ如式(2)所示:N=ðKi=1Dε0ʏzi+1zidz+ Drʏzi+1zizdz()(2)式中:σi为第i层板上的应力ꎻzi为层压板中面至第i层板底部的距离ꎮ假设层压板任意一个单层k的厚度为dzꎬ在x-y面的三个应力分量为σkx㊁σky㊁τkxyꎬ则作用在k单层上的面内力分别为σkxdz㊁σkydz㊁τkxydzꎮ通过积分运算可获得厚度为h的层压板面内力Nx㊁Ny和Nxyꎬ如式(3)~(5)所示ꎮNx=ʏh∕2-h∕2σkxdz(3)Ny=ʏh∕2-h∕2σkydz(4)Nxy=ʏh∕2-h∕2τkxydz(5)3㊀仿真模型开发3.1㊀开口承载状态以消极式凸轮开口为应用对象ꎬ在梭口开启与闭合过程中ꎬ综框将承受多种载荷作用ꎬ如凸轮提综力㊁弹簧回综力㊁动态纱线张力㊁机构摩擦力等ꎮ根据开口系统组成及其运动原理ꎬ构建如图2所示等效力学模型[9]ꎬ其中ꎬM为综框转化质量ꎬkgꎻK1为回综弹簧刚度ꎬN∕mꎻK2为纱线刚度ꎬN∕mꎻG为综框转化重量ꎬNꎻF为凸轮提综力ꎬNꎻT为垂直方向纱线张力ꎬNꎻX为综框位移ꎬmmꎻX0为回综弹簧初伸长ꎬmmꎮ图2㊀等效力学模型Fig.2㊀Equivalentmechanicalmodel31 第5期邱海飞:含夹芯分层复合材料综框的应力状态及失效机理为便于开口系统承载分析与计算ꎬ在此忽略机构干摩擦及阻尼力影响ꎬ依据图3建立经简化的综框动力学微分方程ꎬ如式(6)所示ꎬ其中ꎬX㊆为综框线性加速度ꎬm∕s2ꎮ需要注意的是ꎬ在开口运行过程中ꎬ若综框处于经直线以上ꎬ经纱张力T取+ꎻ反之则T取-ꎮMX㊆+K1(X+X0)=G+FʃT(6)以28tex中平布纯棉平纹织物当织造对象ꎬ当弹簧初伸长X0=80mm时ꎬ其理论刚度约为3088N∕mꎬ考虑到机构摩擦及可靠性因素ꎬ实际设计时会将弹簧刚度提高30%ꎬ即K1ʈ4014.4N∕mꎮ已知综框行程Xʈ145.6mmꎬ则由胡克定律可知ꎬ作用于综框上横梁的单根弹簧回综力F0ʈ906Nꎮ假设纱线张力通过片综和穿综杆等效作用于综框上㊁下横梁ꎬ则可按式(7)计算出最大片纱张力(集中力)Tmaxʈ234.15Nꎮ根据纱线实际分布状态ꎬ可沿织物幅宽方向将纱线张力转化为作用于横梁的均布力ꎬ即qʈ123.2N∕mꎮTmax=14ˑdρfp010(7)式中:ρf为经纱密度ꎬ251.5根∕10cmꎻd为综框幅宽ꎬ190cmꎻp0为单根纱线张力ꎬ20cNꎮ当综框运动至上㊁下极限位置时ꎬ梭口处于满开状态ꎬ在此条件下ꎬ凸轮提综力F应大于等于回综力F0与最大片纱张力Tmax之和ꎬ为抵消摩擦力和系统阻尼影响ꎬ在此将提综力F增大至1200Nꎮ3.2㊀纤维铺层设计考虑到碳纤维的经济和成本因素ꎬ制备复合材料综框时可将其层压板设计为夹芯或空心结构ꎬ以减少碳纤维原料的使用量ꎬ这样不仅可在很大程度上降低复合材料综框的制造成本ꎬ而且能够更好地实现综框轻量化设计[10]ꎮ在此ꎬ以WorkBench中的环氧碳纤维预浸布料(EpoxyCarbonUD230GPaPrepreg)和蜂窝芯材(Honeycomb)为原料ꎬ通过纤维铺层与层压板黏合来制备夹芯结构复合材料综框ꎬ相关材料性能参数见表1ꎮ表1㊀材料性能参数Tab.1㊀Materialpropertyparameters材料密度∕(kg m-3)杨氏模量∕GPaExEyEz剪切模量∕GPaGxyGxzGyz泊松比γxyγxzγyz预浸料布1490121.08.68.64.74.73.10.270.270.40蜂窝芯材800.0010.0010.2551ˑ10-90.0700.0370.4900.0010.001㊀㊀采用非对称纤维铺层设计方案ꎬ每块层压板由8层碳纤维预浸布料铺叠黏合而成ꎬ其中ꎬ由4层预浸布料构成一个Stackup基本单元ꎬ如图3所示ꎬ每层预浸布料含有单向铺设的纤维束ꎬ铺设方向以纤维与y轴正向夹角为参考ꎬ则单块层压板包括两个Stackup基本单元ꎬ其纤维铺设角度可记为:[0∕45∕90∕-45∕0∕45∕90∕-45]ꎮ由于每层纤维铺设厚度t=0.2mmꎬ故单块层压板总厚度为1.6mmꎮ图3㊀层压板纤维铺层方案Fig.3㊀Fiberlayingschemeofalaminate41 现代纺织技术第31卷3.3㊀综框有限元建模根据非对称层压板铺层方案ꎬ利用ACP模块开发基于夹芯分层的复合材料横梁仿真模型ꎬ如图4所示ꎬ该复合材料横梁由三层介质组成ꎬ其中间层为蜂窝芯材ꎬ厚度为5.6mmꎻ两侧为碳纤维层ꎬ由两块铺层角度为[0∕45∕90∕-45∕0∕45∕90∕-45]非对称层压板黏合而成ꎬ则外部碳纤维层厚度为3.2mmꎮ考虑到综框实际承载状态ꎬ通过铝合金板材对其横梁结构进行加固ꎬ如图5(a)所示ꎬ沿横梁长度方向分别配置两根厚度为3mm的铝合金板材ꎬ由此进一步提升复合材料综框的抗弯和抗扭变形能力ꎮ综框边梁同样采用铝合金材质ꎮ通过六面体实体单元对综框组件进行结构离散ꎬ各接触面之间采用Bonded接触ꎬ如图5(b)所示ꎮ为提高有限元分析结果精度ꎬ划分网格时需对局部特征和接触面等进行再处理ꎬ具体建模数据见表2ꎮ图4㊀夹芯分层结构及纤维分布Fig.4㊀Sandwichlayeredstructureandfiberdistribution㊀㊀㊀㊀㊀图5㊀碳纤维复合材料综框有限元模型Fig.5㊀Finiteelementmodelofthecarbonfibercompositehealdframe表2㊀复合材料综框有限元建模数据Tab.2㊀Finiteelementmodelingdataofthecompositehealdframe零部件单元节点单元大小增长率单元类型铝合金板材7195422212.801.2六面体边梁219411034642.821.2六面体蜂窝芯材19623202883.201.2六面体碳纤维层6279366695043.201.2六面体4㊀结果分析4.1㊀静力特性根据消极式开口系统构成设置边界条件ꎬ通过定义印记面(Imprintfaces)将回综力㊁提综力及纱线张力分别加载至综框相应位置ꎬ同时在两侧边梁与导轨接触面上施加固定约束ꎬ在此基础上运行有限元静力学计算ꎬ获得如图6所示综框变形和应力分析结果ꎮ由静力变形图解可知ꎬ在梭口满开状态下ꎬ综框上横梁发生了明显的弯曲变形ꎬ如图6(a)所示ꎬ不同于下横梁的变形分布ꎬ上横梁形变量从中间区域逐渐向两侧减小ꎬ最大形变量约0.35mmꎬ对综框结构刚度影响十分微小ꎮ从应力结果来看ꎬ在横梁与边梁连接区域附近存在较明显应力分布ꎬ如图6(b)所示ꎬ尤其是在提综拉杆与铝合金板材连接安装位置ꎬ最大Von ̄Mises应力达113.7MPaꎬ已知铝合金的拉伸∕压缩屈服强度约280MPaꎬ可见复合材料综框具有足够的强度储备ꎬ在当前负载条件下不会产生静力破坏ꎮ4.2㊀夹芯应力夹层结构材料主要用于稳定两侧纤维面板ꎬ以防止各纤维层发生局部屈服ꎬ同时具有隔振㊁降噪㊁阻燃和抗疲劳等优点ꎮ蜂窝芯材不仅质量轻㊁承压能力强ꎬ而且表面平整㊁经济环保ꎬ可有效降低复合51第5期邱海飞:含夹芯分层复合材料综框的应力状态及失效机理材料综框的设计制备成本ꎮ夹芯层主要承受由两侧纤维层传来的横向剪切应力ꎮ由图6(a)可知ꎬ综框静力变形主要表现为横梁的纵向弯曲ꎬ所以作用于中间蜂窝芯材的横向剪切应力相对较小ꎬ如图7所示ꎬ上㊁下横梁的芯材应力分布较为均匀ꎬ且最大应力值分别为461.14Pa和622.72Paꎬ远小于其横向拉压应力极限(5.31MPa)和最大剪切应力极限(2.24MPa)ꎮ由此可见ꎬ蜂窝芯材具有足够的强度安全ꎬ其应力分布符合夹芯材料的承载特性与使用要求ꎮ㊀㊀㊀㊀㊀㊀图6㊀综框静力学分析结果Fig.6㊀Staticanalysisresultofhealdframe㊀㊀㊀㊀㊀㊀㊀图7㊀蜂窝芯材应力分布Fig.7㊀Stressdistributionofhoneycombcore4.3㊀层间正应力根据复合材料层压板力学理论ꎬ纤维铺层方向㊁顺序及厚度等均是影响复合材料力学性能的敏感因素[11]ꎮ利用ACP(Post)模块分析求解复合材料横梁应力分布ꎬ提取单块非对称层压板的纤维层间正应力ꎬ如图8㊁图9所示ꎬ可以清楚地看到ꎬ具有相同铺层方向的各纤维层正应力分布基本相似ꎬ如图8(a)和图8(e)中的0ʎ纤维层㊁图9(c)和图9(g)中的90ʎ纤维层ꎬ其应力大小及分布区域都十分接近ꎮ相对于复合材料横梁其它区域ꎬ靠近其两端位置的应力梯度明显较大ꎬ尤其是在与边梁连接处ꎬ有可能因为应力集中而导致疲劳损伤或失效破坏ꎬ符合图6(b)中的静力学分析预期ꎮ此外ꎬ由于上横梁与下横梁承力条件不同ꎬ所以其层间正应力分布状态亦有所区别ꎬ总体来看ꎬ在相同铺层顺序和铺层角度下ꎬ上横梁各纤维层的层间正应力明显大于下横梁ꎬ如图8(b)与图9(b)所示第2纤维层ꎬ在45ʎ纤维铺设方向下ꎬ两者之间的最大应力差值约为50MPaꎮ由此可知ꎬ在弹簧回综力与纱线张力作用下ꎬ上横梁各纤维层的应力分布相对更大ꎬ应适当增强其强度设计ꎮ比较图8㊁图9可知ꎬ虽然横梁各纤维层中心区域的应力分布相对较为均匀ꎬ但每一层的中心应力状态却存在较大差异ꎮ在横梁表面纤维层中心区域设定取样点(Samplingpoint)ꎬ并以该点为参考提取横梁厚度方向(Z轴方向)上的正应力分布曲线ꎬ如图10所示ꎮ61 现代纺织技术第31卷图8㊀上横梁纤维层间正应力Fig.8㊀Fiberinterlaminarnormalstressoftheuppercrossbeam71 第5期邱海飞:含夹芯分层复合材料综框的应力状态及失效机理图9㊀下横梁纤维层间正应力Fig.9㊀Fiberinterlaminarnormalstressofthelowercrossbeam图10㊀横梁厚度方向正应力分布Fig.10㊀Normalstressalongthicknessofthecrossbeam通过分析对比可以发现ꎬ按照夹芯复合材料横梁结构可将正应力划分为3个区域ꎬ其中ꎬ中间层蜂窝芯材上的正应力(S1㊁S2㊁S3)均为0ꎬ而两侧纤维层的正应力S1㊁S2相对较大ꎬ且呈现出典型交变应力特征ꎬ说明正应力S1㊁S2对于综框疲劳强度具有重要影响ꎻ相比之下ꎬ两侧纤维层的正应力S3亦为0ꎬ可忽略不计ꎮ4.4㊀失效状态4.4.1㊀蔡 ̄希尔(Tsai ̄Hill)准则失效准则是复合材料层压板强度设计的重要基础ꎮ复合材料具有显著各向异性特征ꎬ由于力学机理和制造工艺等复杂多样ꎬ使其可能产生多种失效行为ꎬ因此ꎬ目前尚没有一个通用的失效判定准则ꎮWorkbench∕CompositeFailureTool针对复合材料提供了多种失效准则ꎬ如最大应力∕应变准则㊁蔡 ̄希尔(Tsai ̄Hill)准则㊁霍夫曼(Hoffman)准则㊁蔡 ̄吴(Tsai ̄Wu)准则等ꎬ其中ꎬTsai ̄Hill强度理论考虑了多种失效模式的相互作用ꎬ如抗拉㊁压缩和剪切等ꎬ并将各向同性屈服条件推广至正交各向异性材料[12]ꎮ由于蔡 ̄希尔(Tsai ̄Hill)准则考虑了基本强度X㊁Y㊁S之间的相互作用ꎬ所以理论曲线与试验数据较为吻合ꎬ其数学形式如式(8)所示ꎮσ21X2-σ1σ2X2+σ22Y2+τ212S2=1(8)式中:σ1㊁σ2㊁σ3为主应力ꎻτ12为剪切应力ꎻX㊁Y㊁S分别为单向层压板在主轴方向㊁单轴应力状态及纯剪切应力状态下的极限强度ꎮ4.4.2㊀逆储备因子以蔡 ̄希尔(Tsai ̄Hill)准则为失效判据ꎬ在静力81 现代纺织技术第31卷学分析基础上评估复合材料综框的失效形式ꎬ如图11所示ꎮ由图中逆储备因子分布状态可以看到ꎬ在综框的回综与提综承力点区域分布有相对较大的逆储备因子ꎬ如图11(a)所示ꎬ说明这些承力点均是潜在的失效危险区ꎮ尤其是在提综拉杆与下横梁连接点附近(S区域)ꎬ逆储备因子达到最大(约0 755)ꎬ如图11(b)所示ꎬ故该区域纤维层存在较大失效风险ꎮ㊀㊀㊀㊀㊀㊀图11㊀逆储备因子分析图解Fig.11㊀Diagramoftheinversereservefactor4.4.3㊀失效次序复合材料层压板的失效破坏是逐层发生的ꎬ即当某一纤维层达到应力极限发生破坏时ꎬ负载将重新分配至其余各层ꎬ直至最后一层发生破坏[13]ꎬ因此ꎬ由复合材料制成的综框具有一定后续承载能力ꎮ为更为精确地掌握各层的失效分布区及失效次序ꎬ同样以Tsai ̄Hill准则为失效判据ꎬ在ACP(post)中对构成层压板的各纤维层进行失效分析ꎬ并通过ACP(Post)提取各纤维层的失效状态数据ꎬ详见表3ꎮ表3㊀非对称层压板纤维层失效分析数据Tab.3㊀Failureanalysisdataoffiberlayerontheasymmetriclaminate铺层顺序第1层第2层第3层第4层第5层第6层第7层第8层纤维角度∕(ʎ)04590-4504590-45逆储备因子0.7550.3780.0850.3920.5160.1500.0610.164失效次序14732685㊀㊀以0ʎ纤维层失效状态为例ꎬ如图12所示ꎬ在复材横梁边缘均在局部失效危险区ꎬ其中ꎬ箭头表示碳纤维的分布区域及铺设方向ꎮ进一步分析失效危险区可知ꎬ该区域最大逆储备因子(0.755)明显高于其它纤维层ꎬ且与CompositeFailureTool的最大逆储备因子分析结果一致ꎬ说明当复材综框在动态负载作用下达到一定累积损伤时ꎬ0ʎ纤维层将有可能首先发生失效破坏ꎮ通过比较表3中数据发现ꎬ对于铺层顺序为[0∕45∕90∕-45∕0∕45∕90∕-45]的非对称层压板ꎬ各纤维层的逆储备因子分布范围在0.061~0.755之间ꎬ其值均小于1ꎬ故理论上不会发生失效破坏ꎮ然而实际情况下ꎬ当材料疲劳损伤达到临界状态时必然会出现失效现象ꎬ所以在相同负载条件下ꎬ当层压板第1纤维层(0ʎ)因疲劳损伤而最先发生失效后ꎬ随着载荷的重新传递与分配ꎬ其余各层将按照逆储备因子从大到小依次出现失效ꎬ直至第7纤维层(90ʎ)最后发生失效破坏ꎬ即碳纤维层的失效次序为:1∕5∕4∕2∕8∕6∕3∕7ꎮ图12㊀纤维层失效危险区(0ʎ)Fig.12㊀Failurehazardzoneofthefiberlayer(0ʎ)91第5期邱海飞:含夹芯分层复合材料综框的应力状态及失效机理5㊀结㊀语将碳纤维复合材料应用于新型综框的设计制备ꎬ不仅能够大幅提升开口系统的综合工作效能ꎬ而且对于现代高速织机的减振降噪具有重要现实意义ꎮ通过一种含夹芯分层复合材料综框的设计与仿真研究ꎬ发现综框横梁与边梁连接区域存在较大应力分布ꎬ中间芯材所承受横向剪切应力相对较小ꎬ而上横梁各纤维层的层间应力明显大于下横梁ꎮ此外ꎬ在正应力S1㊁S2的主要影响下ꎬ通过比较复合材料综框的逆储备因子得知ꎬ各纤维层的失效次序为:1∕5∕4∕2∕8∕6∕3∕7ꎮ明确了综框用复合材料层压板的建模方法与设计思路ꎬ有助于新型复合材料综框的设计研发与力学机理研究ꎮ参考文献:[1]刘书惠.Groz ̄Beckert:用于织造工艺的组合式综框[J].国际纺织导报ꎬ2019ꎬ47(6):17 ̄18.LIUShuhui.Groz ̄Beckert:Hybridhealdframesforfuture ̄orientedweaving[J].MelliandChinaꎬ2019ꎬ47(6):17 ̄18.[2]徐铭涛ꎬ嵇宇ꎬ仲越ꎬ等.碳纤维∕环氧树脂基复合材料增韧改性研究进展[J].纺织学报ꎬ2022ꎬ43(9):203 ̄210.XUMingtaoꎬJIYuꎬZHONGYueꎬetal.Reviewontougheningmodificationofcarbonfiber∕epoxyresincomposites[J].JournalofTextileResearchꎬ2022ꎬ43(9):203 ̄210.[3]井口博一ꎬ藤井干也ꎬ松岛春男ꎬ等.层压板材及由其制成的织机综框[P].CN1141236ꎬ1997 ̄01 ̄29.HIROICHIIꎬKENYAFꎬHARUOMꎬetal.Thelaminateandtheloomhealdframemadeofit[P].CN1141236ꎬ1997 ̄01 ̄29.[4]LEEDGꎬLEECSꎬOHJHꎬetal.Compositeheddleframeforhigh ̄speedlooms[J].CompositeStructuresꎬ1999ꎬ47(1∕2∕3∕4):507 ̄517.[5]QIUHFꎬHANBBꎬHUANGPFꎬetal.Structuraldesignanddynamicsoptimizationforhealdframemadebycarbonfiberreinforcedcomposites[J].JournalofIndustrialTextilesꎬ2022ꎬ52:1 ̄23.[6]张华伟ꎬ邵延汤ꎬ向陈世ꎬ等.碳纤维复合材料层合板低速冲击影响因素[J].塑性工程学报ꎬ2021ꎬ28(12):222 ̄229.ZHANGHuaweiꎬSHAOYantangꎬXIANGChenshiꎬetal.Influencingfactorsofcarbonfibercompositelaminateinlowspeedimpact[J].JournalofPlasticityEngineeringꎬ2021ꎬ28(12):222 ̄229.[7]QIUHFꎬWANGYXꎬWUSL.Thestudyondynamiccharacteristicsforhealdframedesignedbynewtypecompositeofcarbon ̄fibre[J].AdvancedMaterialsResearchꎬ2013ꎬ804:353 ̄357[8]谭志勇ꎬ闵昌万ꎬ龙丽平.先进复合材料的结构动力学设计与分析技术探讨[J].强度与环境ꎬ2011ꎬ38(3):24 ̄28.TANZhiyongꎬMINChangwanꎬLONGLiping.Thetechnologyofdynamicsdesignandanalysisforthestructureofadvancedcompositematerial[J].Structure&EnvironmentEngineeringꎬ2011ꎬ38(3):24 ̄28. [9]邱海飞ꎬ党波.基于弹簧回综的消极式凸轮开口仿真设计[J].机电工程ꎬ2021ꎬ38(1):119 ̄123.QIUHaifeiꎬDANGBo.Simulationdesignofnegativecamsheddingbasedonspringreturn[J].JournalofMechanical&ElectricalEngineeringꎬ2021ꎬ38(1):119 ̄123. [10]吴健ꎬ王纬波ꎬ张彤彤ꎬ等.中等应变率下玻璃纤维 ̄环氧树脂复合材料层合板强度预报[J].船舶力学ꎬ2021ꎬ25(9):1222 ̄1231.WUJianꎬWANGWeiboꎬZHANGTongtongꎬetal.Strengthpredictionofglass ̄epoxycompositelaminatesunderintermediatestrainrate[J].JournalofShipMechanicsꎬ2021ꎬ25(9):1222 ̄1231.[11]孙琳ꎬ苏顺生ꎬ张仁航ꎬ等.碳纤维复合材料成型工艺的研究进展[J].材料科学ꎬ2022(8):829 ̄835SUNLinꎬSUShunshengꎬZHANGRenhangꎬetal.Researchprogressonthemoldingprocessofcarbonfibercompositematerials[J].MaterialSciencesꎬ2022(8):829 ̄835[12]汪泽幸ꎬ蒋金华ꎬ陈南梁ꎬ等.机织物增强双层柔性复合材料拉伸异向性能及其失效准则[J].纺织学报ꎬ2014ꎬ35(8):38 ̄43.WANGZexingꎬJIANGJinhuaꎬCHENNanliangꎬetal.Anisotropicbehaviorandfailurecriterionofwovenfabricreinforceddouble ̄layerflexiblecomposite[J].JournalofTextileResearchꎬ2014ꎬ35(8):38 ̄43.[13]刘礼平ꎬ段科好ꎬ徐卓ꎬ等.碳纤维增强树脂基复合材料层合板胶螺混合连接失效机制[J].复合材料学报ꎬ2023ꎬ40(1):590 ̄600.LIULipingꎬDUANKehaoꎬXUZhuoꎬetal.Failuremechanismofcarbonfiberreinforcedpolymerbonded ̄boltedhybridconnection[J].ActaMateriaeCompositaeSinicaꎬ2023ꎬ40(1):590 ̄600.02 现代纺织技术第31卷StressstateandfailuremechanismofthecompositehealdframewithsandwichdelaminationQIUHaifei(SchoolofMechanicalEngineeringꎬXijingUniversityꎬXi'an710123ꎬChina)Abstract:Intheprocessofweavingproduction thehealdframeinhigh ̄speedreciprocatingmotionforalongtimeresultsinloomvibration fatiguedamageandyarntensionfluctuation whichwillnotonlyrestricttheloomspeedandaffectthequalityofthefabric butalsoeasilyleadtothefailureofthesheddingsystemandshutdownmaintenance.Thisisnotconducivetotheimprovementoftheproductionefficiencyandprofitsofenterprises.Inrecentyears withthecontinuousimprovementoftheautomationleveloftextilemachinery thespeedofthenewshuttlelessloomhasreached1800r∕min andtheweftpenetrationratehasalsoreached2000m∕min.Inthiscase thetraditionalhealdframecannolongermeetthedevelopmentrequirementsofmodernlooms.Carbonfibercompositeshaveexcellentmechanicalandphysicalproperties.Applyingthemtothedesignandpreparationofnewhealdframescaneffectivelyimprovetheworkingefficiencyofthesheddingsystem andhasimportantpracticalsignificanceforpromotingthehigh ̄speedandhigh ̄precisiondevelopmentoftextilemachinery.Inthispaper thenegativecamsheddingwasusedtoastheapplicationobject andbycombiningthecompositelaminatetheorywiththedesignandpreparationofthenewhealdframe theasymmetricalfiberlayupschemewasconstructedthroughANSYS∕WorkBenchsoftwareanditsACPmodule andacarbonfibercompositehealdframebasedonsandwichlaminationwasdesignedanddeveloped.Accordingtotheequivalentmechanicalmodelofthesheddingsystem thespringreturnforce thespringreturnforce camliftingforceandyarntensionactingonthehealdframewereanalyzedandcalculated.Thefiniteelementmodelofthecompositehealdframewithasymmetriclaminatewassetupwithepoxycarbonfiberprepregandhoneycombcore andthereinforcementdesignofcrossbeamwasrealizedwithaluminumalloyplates.Onthebasisofthefiniteelementstaticanalysis theinterlaminarnormalstressofeachfiberlayeroftheupperandlowercrossbeamswascalculatedandevaluated.Besides theTsai ̄Hillcriterionwasusedasthefailurecriteriontoanalyzeandpredictthefailurehazardzoneandfailuresequenceofthehealdframe.Throughthesandwichlaminatedcompositelaminatedesign whilethelightweightdesignofthecarbonfiberhealdframewasrealized theinertialoadandvibrationnoiseoftheloomcouldbesubstantiallyreduced whichishelpfultosolvethespeedmatchingproblembetweenthetraditionalhealdframeandthemodernloom.Theresultsindicatethatthereisalargestressdistributionintheconnectionareabetweenthecrossbeamandsidebeam.Underthesamelayingprocessconditions thefiberinterlaminarnormalstressoftheuppercrossbeamissignificantlygreaterthanthatofthelowercrossbeam.NormalstressS1andS2areimportantfactorsaffectingthefatiguestrengthofthehealdframe.Besides thefailuresequenceofthefiberlayeronsinglelaminateis 1∕5∕4∕2∕8∕6∕3∕7.Thecompositehealdframecanbetteradapttotheproductionrequirementsofmodernhigh ̄speedlooms andcanmeetthedevelopmentexpectationsofadvancedweavingtechnologyfornewhealdframes.Byvigorouslydeveloping applyingandpopularizingsuchhigh ̄performancehealdframes theworkingdefectsoftraditionalhealdframescanbefundamentallyimproved whichisconducivetothetechnicalprogressofdomestichealdframes.Keywords:laminate healdframe carbonfiber failure finiteelement Tsai ̄Hillcriterion12 第5期邱海飞:含夹芯分层复合材料综框的应力状态及失效机理。
FRP /C M 2005.N o .2收稿日期:2004 07 23作者简介:孙春方(1963 ),男,副研究员,博士研究生。
复合材料泡沫夹层结构力学性能与试验方法孙春方,薛元德,胡 培(同济大学航空航天与力学学院,上海200092)摘要:本文讨论纤维增强复合材料与聚合物泡沫组成的夹层结构的刚度、强度及弯曲性能试验方法;分析了复合材料面层的弹性常数、泡沫芯层的模量和夹层结构的刚度;阐述了夹层结构的应力分布和常见的5种破坏模式;对夹层结构的疲劳强度和冲击时的力学行为进行了探讨。
关键词:复合材料;泡沫;夹层结构;力学性能中图分类号:T B332 文献标识码:A 文章编号:1003-0999(2005)02-0003-041 引 言由轻质芯体与两层刚硬坚固的外壳制成的结构件称为夹层结构。
芯体对外壳的分隔增大了结构的惯性矩,而质量几乎没增加,得到一个抗弯曲和屈曲载荷的有效结构。
它常用于为减小重量的场合。
外壳或面材一般是金属(如铝)或纤维增强复合材料,芯体是蜂窝、聚合物泡沫、木材等。
本文讨论纤维增强复合材料与聚合物泡沫组成的夹层结构。
探讨轨道车辆用复合材料泡沫夹层结构中的一些力学性能及相应的试验方法。
复合材料是由两种或两种以上不同化学性质或物理性质的组分复合而成的材料。
复合材料具有质量轻、比强高,易于加工和改型、耐腐蚀、可设计性强等优点。
涉及到的材料包括碳纤维、玻璃纤维、环氧树脂和酚醛树脂等。
聚合物泡沫是一种最常见的芯材,主要有聚氯乙烯(PVC )、聚苯乙烯(PS)、聚氨酯(PU )、聚甲基丙烯酰亚胺(P M I)、聚醚酰亚胺(PE I)和丙烯腈 苯乙烯(SAN 或AS)。
密度从30kg /m 3到300kg /m 3不等。
通常在复合材料中使用的泡沫密度在40~200kg /m 3之间。
夹层结构的力学性能取决于表层和芯部材料的力学性能及几何尺寸。
主要涉及夹层结构的强度和刚度。
强度主要指复合材料的拉、压性能,泡沫的剪切强度,夹层结构的疲劳强度和冲击时的力学行为。
复合材料夹层结构芯材 夹层结构的最初应用从上世纪初的航空航天业开始,逐步发展到今天的船舶、交通运输、运动器材、风力发电、医疗器材等领域。德固赛(中国)投资有限公司上海分公司的胡培先生全面综述了各种芯材的特性、应用、市场分布及前景。
常用芯材及其应用
玻璃钢/复合材料中常用的芯材有泡沫、巴萨木和蜂窝等多孔固体材料。 巴萨木目前主要的用途集中在风电、船舶、铁路车辆等行业。相对而言,因为其密度选择范围小,面层破坏以后,吸水腐烂的缺点,已经逐步被PVC泡沫取代。但是因为其价格优势,目前还有一定的市场。
蜂窝主要有NOMEX纸蜂窝和铝蜂窝,蜂窝材料具有各向异性的特点。另外,因为蜂窝存在开孔结构,不适用一些湿法工艺或树脂注射工艺,例如船舶和风电等领域。铝蜂窝因为和碳纤维面板之间存在电腐蚀的问题,一般不能和碳纤维一同使用。另外,蜂窝结构在使用过程中,会因为面层破坏,发生渗水问题。
玻璃钢/复合材料中常用的泡沫芯材有聚氯乙烯(PVC)、聚苯乙烯(PS)、聚氨酯(PUR)、丙烯腈-苯乙烯(SAN)、聚醚酰亚胺(PEI)及聚甲基丙烯酰亚胺 (PMI)等。
硬质聚氨酯PUR泡沫与其他泡沫相比,其力学性能一般,树脂/芯材界面易产生老化,从而导致面板剥离。作为结构材料使用时,常用作层合板的纵、横桁条或加强筋之芯材。有时PUR泡沫也能用于受载较小的夹层板中,起到隔热或隔音的作用。该类泡沫的使用温度为150℃左右,吸声性能良好,成型非常简单,但是机械加工过程中易碎或掉渣。PUR泡沫价格相对便宜,发泡工艺也比较简单,采用液体发泡。目前主要在运动器材,例如网球拍、冰球棒中用做工艺芯材,并起到一定的阻尼作用。另外在冲浪板中也普遍使用PUR泡沫或EPS泡沫作为芯材。
PEI泡沫原先由AIREX公司生产,型号为AIREX R82,由聚醚酰亚胺/聚醚砜发泡而成,具有很高的使用温度和良好的防火性能。不过其价位相对较高,但是这种泡沫可以在兼有结构要求和防火要求的部位使用,其使用温度为-194℃ ~ +180℃。由于满足严格的阻燃要求,适合在飞机和列车内使用。但2005年,原材料供应上出现了问题,目前已退出市场,而逐步被PMI S类型泡沫取代。
目前占市场份额最大的是PVC泡沫芯材,又分为线形PVC和交联PVC泡沫两种。交联PVC泡沫是由热塑性的PVC和交联热固性聚氨酯组成,主要产品型号有Divinycell、Klegecell和Herex C。交联PVC的强度和刚度比线性PVC的高,但是韧性较差,其使用温度范围为-240 ~ +80℃,并且能够耐多种化学物质腐蚀。尽管PVC泡沫是可燃材料,但阻燃型的PVC泡沫可用于有严格防火要求的结构中,例如列车车厢等。但是需要注意的是PVC在燃烧以后,会产生氯化氢。选择固化工艺方法时,应虑及PVC泡沫在温度升高时会释放气体。交联PVC泡沫通常用于船底、舷部、甲板、舱壁及上层建筑中,主要厂商有AIREX和Diab公司。
线形PVC泡沫是一类具有高韧性、良好抗冲击性能、能量吸收性能和耐疲劳性能的泡沫材料。线性PVC泡沫的强度和刚度相对交联PVC来讲要低。在施工过程中需要注意的是,树脂中的苯会渗透到泡沫里面,使树脂固化不完全,同时引起泡沫降解。这种泡沫通常用于船体受冲击荷载比较大的部位,例如船底和舭舷部。目前市场上有AIREX公司的AIREX R 63系列,价格相对交联PVC泡沫要高。
PS泡沫曾广泛用在船舶、冲浪板制造行业。虽然其具有重量轻(40 kg/m3)、成本低、易于加工等优点,但因力学性能差,很少在高性能结构件中使用。另外,这种泡沫不能和聚酯树脂同时使用,树脂中含有的苯会降解泡沫。目前,在冲浪板行业内有少量使用。
SAN泡沫属于热塑性材料,由英国SP Systems公司生产,CORECELL?型号的泡沫,主要是针对船舶市场而开发。发泡制作工艺和线性PVC的工艺基本相同,性能也和线性PVC基本相同,热稳定性能比线性PVC好,相当于普通交联PVC。大多数情况下,在船舶结构中可以用SAN泡沫代替线性PVC泡沫。价格略高于PVC泡沫。
在密度相同的条件下,PMI是强度和刚度最高的泡沫材料。高温耐蠕变性能PMI泡沫经适当的高温处理以后,能满足190℃的固化工艺对泡沫尺寸稳定性的要求,适用与环氧或BMI树脂共固化的夹层结构构件中,例如航天航空结构、医疗床板、天线结构等,作为碳纤维复合材料面板的芯材。PMI泡沫采用固体发泡工艺制作,为孔隙基本一致、均匀的100%闭孔泡沫。德国德固赛(Degussa)公司生产的ROHACELL?领导着市场上的PMI芯材。
图1:AVANTO车头 芯材的市场分布和前景
目前芯材主要市场分布在航天航空、船舶制造、运动器材、风力发电、交通工具和医疗器材等行业。在航天航空等先进复合材料领域,客户可以选择NOMEX?蜂窝、铝蜂窝和ROHACELL?泡沫芯材。ALCAN、DIAB和SP Systems公司的市场主要集中在船舶制造、运动器材、风力发电等领域。对于交通运输行业,主要根据防火助燃要求,选择相应的夹层结构芯材。
为了应付日益增加的石油危机,每个国家都将推进可再生能源项目,例如风力发电等。我国风能资源丰富,风电是未来最有希望增加我国发电装机容量的可再生能源。目前全国风电装机容量仅78万千瓦。 2004年,包括风能在内的可再生能源总装机容量仅为0.7GW(百万千瓦),到2010年计划升至4GW,到2020年计划升至40GW。这样会大大推进中国的泡沫芯材市场需求。
图2:A340的后压力框 Enercon公司是一家领先的德国风机生产商,与德国Gaugler & Lutz公司是合作伙伴关系,AlCAN AIREX公司在全世界范围内提供HEREX C70泡沫用作Enercon公司的风机叶片生产,而Gaugler & Lutz公司则提供半成品的预制件用于叶片的组装,需要时及时地提供预制件运输和地区技术服务。
铁路运输也是一个因为应用轻质高强芯材而受益的行业。ROHACELLS类型泡沫由于良好的阻燃性、高力学性能、良好的抗疲劳性能和高环保性而广泛应用在车厢地板、顶板、两壁及整个车厢的夹层板材中。
船舶也是夹层结构的一个主要市场。对于受力部件,如船壳、舱壁等,抗波性是最重要的性能之一,而HEREX C70和C71泡沫由于高强度而被赛艇制造商和设计师广泛应用。总部位于Giebelstadt的Bavaria游艇公司,是游艇制造业的领先者,拥有10种不同类型游艇系列(9.2~15.2米),Bavaria游艇公司近年来发展迅猛,最近又开发了8.2~11.6米的摩托艇系列。在该系列船舶的船壳中就选用了HEREX C70芯材,ALCAN AIREX认为这种芯材具有很好的比强度,是市场上抗破坏性最强的交联聚氯乙烯泡沫。
图3:已成型、 待用的泡沫加强筋
最新产品
2005年,瑞典DIAB公司在改善原有Divinycell H类型泡沫性能的同时,推出了Divinycell HP型号PVC泡沫。
新的Divinycell H泡沫,强度性能平均提高了10%,剪应力提高了20%,断裂延伸率提高了50%。同时,新的Divinycell H泡沫的温度和尺寸稳定性也得到了改善。在工艺温度达到90℃和一定压力作用下,不发生大的变形。泡沫的孔隙大小减少了50%,降低了因为泡沫表面开孔导致的树脂吸收率。
Divinycell HP是一种新型PVC泡沫,它的工艺温度可以达到130℃,可以和中低温固化预浸料或树脂注射(RFI)工艺配合使用,具有工艺条件下的耐压缩蠕变性能。Divinycell HP能够满足一些在对使用温度有要求的复合材料制件,例如,在热带条件下航行的船舶,如果表面使用的是黑色胶衣,温度常常超过90℃。Divinycell HP的基本力学性能,例如剪切强度、剪切模量和剪切应变都比其他PVC泡沫或SAN泡沫高。
图4:A380的后压力框 2004年,Degussa公司针对树脂注射工艺推出了ROHACELL RIST和RIMA类型的泡沫。ROHACELL RIST是一种结构用途的泡沫针对树脂注射工艺树脂粘度低的特点,减少了泡沫孔隙大小,在保证粘接强度的前提下,降低了树脂吸收率,达到了减轻结构重量的目的。ROHACELL RIMA是作为树脂注射工艺的辅助芯材,因为不作为结构材料,通过进一步减少孔隙大小,使得树脂吸收率几乎降低为零。
最新的应用案例
在Alcan Airex公司声明停止生产PEI泡沫以后,德固赛公司提出了用ROHACELL S代替PEI泡沫的建议。虽然和PEI泡沫相比,ROHACELL S的FST(火焰、烟雾和毒性)要差一些,但是ROHACELL S泡沫是目前最能满足燃烧性能要求的泡沫芯材。在中国最新建造的磁悬浮项目中,将原先的PEI泡沫全部换成了ROHACELL S泡沫,目前正在成都飞机制造厂和长春客车厂制造。另外在德国西门子公司生产的巴黎地铁AVANTO车头(图1)项目上,Jupiter Plast公司采用ROHACELL 51 S泡沫作为芯材,满足了不含卤素材料和减轻重量的结构要求。另外因为ROHACELL 51 S具有良好的抗冲击性能,车头通过了30吨载荷条件下的正面冲击实验,冲击块移开以后,不发生变形,这也是目前唯一通过现行冲击实验标准的复合材料车头。该项目也获得了2006年最新公布的JEC复合材料地面交通类的创新奖。
图5:骗馈天线反射 面的正面
泡沫填充加筋条最新应用在空中客车A340和A340-600的后压力框结构中(图2)。到目前为止,已经有近1700个经过CNC加工,热成型的ROHACELL?71 WF-HT运抵临近汉堡的空中客车Stade工厂,供A340使用(图3)。ROHACELL?泡沫具有很好的耐压缩蠕变性能和尺寸稳定性能,可在180℃、0.35Mpa和2小时的固化条件下,采用夹层结构共固化工艺,降低成本。PMI泡沫能够保证加强筋周边的预浸料完全压实,因此可以替代气囊工装,避免了使用气囊需要多次固化等一系列的问题。已经成功的制造了近170多个后压力框,还没有出现一