螺旋折流板的加工方法
- 格式:pdf
- 大小:825.84 KB
- 文档页数:4
螺旋折流板换热器管束及管板的结构设计国德文邢芳刘晓凤(大庆石油化工机械厂,黑龙江大庆163711)摘要:文中介绍了螺旋折流板的几何形状及螺旋折流板换热器管束的结构型式,并据此说明了螺旋折流板换热器管束的设计方法。
通过图示证明螺旋折流板的曲线边是一条椭圆曲线,给出螺旋折流板几何尺寸的计算方法。
关键词:螺旋折流板;管束;结构设计中图分类号:TK17文献标识码:B文章编号:1671-4962(2008)02-0039-02近年来,国内采用新型高效螺旋折流板换热器的企业逐渐增多。
大庆石油化工机械厂也经常采用螺旋折流板来设计管壳式换热器。
文中对螺旋折流板管束的结构设计[1]进行了探讨。
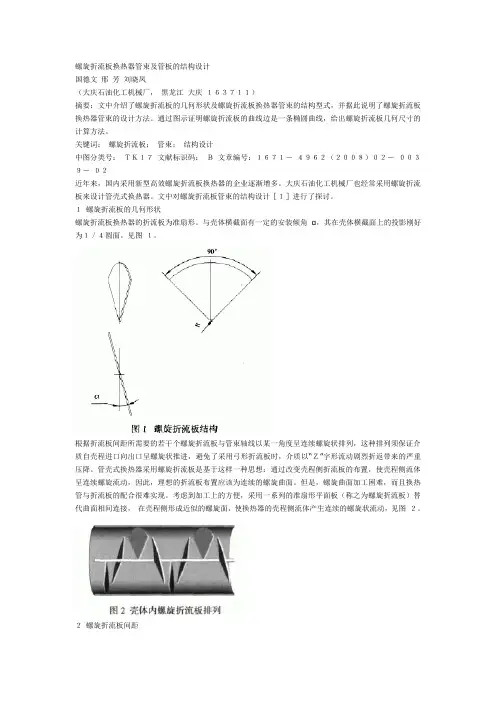
1螺旋折流板的几何形状螺旋折流板换热器的折流板为准扇形。
与壳体横截面有一定的安装倾角α,其在壳体横截面上的投影刚好为1/4圆面。
见图1。
根据折流板间距所需要的若干个螺旋折流板与管束轴线以某一角度呈连续螺旋状排列,这种排列须保证介质自壳程进口向出口呈螺旋状推进,避免了采用弓形折流板时,介质以“Z”字形流动剧烈折返带来的严重压降。
管壳式换热器采用螺旋折流板是基于这样一种思想:通过改变壳程侧折流板的布置,使壳程侧流体呈连续螺旋流动,因此,理想的折流板布置应该为连续的螺旋曲面。
但是,螺旋曲面加工困难,而且换热管与折流板的配合很难实现。
考虑到加工上的方便,采用一系列的准扇形平面板(称之为螺旋折流板)替代曲面相间连接,在壳程侧形成近似的螺旋面,使换热器的壳程侧流体产生连续的螺旋状流动,见图2。
2螺旋折流板间距螺旋折流板布置应使壳程内介质的螺旋状流场稳定,这就要求螺旋折流板之间有一致的间隔称为折流板间距F),相同的安装角α,一般还应要求:螺旋折流板应布置在上方进出口轴线的下方或下方进出口轴线的上方,见图3。
从图3可以看出,在1个螺旋节距H(波长)长度上等距依次安装4个螺旋折流板,环绕壳程轴线位置的1根与换热管规格相同的中心管,用定距管定位,形成螺旋状。
螺旋片制作方法概述螺旋片是一种常见的机械零件,常用于传递力和运动的装置上,例如螺旋输送机、螺旋搅拌器等。
本文将介绍螺旋片的制作方法,包括材料准备、加工工艺和注意事项。
材料准备制作螺旋片所需的材料如下: 1. 选用合适的金属材料,常见的有不锈钢、碳钢等。
根据螺旋片的使用环境和要求选择合适的材料。
2. 根据设计要求确定螺旋片的尺寸和形状,制作相应的图纸和模具。
制作过程螺旋片的制作过程主要包括以下几个步骤:1. 材料切割将选用的金属材料按照设计要求的尺寸进行切割。
常见的切割方法有机械切割和切割机器的使用。
根据具体情况选择合适的切割方法。
2. 弯曲和成型将切割好的金属板进行弯曲和成型,使其成为螺旋形状。
这一步可以通过手工操作或使用机械设备进行。
3. 焊接将成型好的螺旋片进行焊接。
焊接可以采用手工焊接或使用焊接设备进行。
在焊接过程中,需要注意焊接点的均匀和强度,确保螺旋片的质量。
4. 表面处理完成焊接后,需要对螺旋片进行表面处理,以提高其耐腐蚀性和外观质量。
常见的表面处理方法有喷涂、喷砂和电镀等。
5. 检验和装配对制作好的螺旋片进行检验,确保其符合设计要求和质量标准。
如果螺旋片由多个零部件组成,还需要将其进行装配。
注意事项在制作螺旋片过程中,需要注意以下事项:1.按照图纸和设计要求进行操作,确保尺寸和形状的准确性。
2.在焊接过程中,注意焊接点的均匀和强度,避免出现焊接缺陷或漏焊现象。
3.对于需要进行加工的螺旋片,可选用数控机床等设备,提高加工精度和效率。
4.在表面处理过程中,选择适合材料的处理方法,避免造成材料的变形或损坏。
5.在检验和装配过程中,严格按照质量标准进行,确保最终产品的质量和性能。
结论制作螺旋片是一项技术性较强的工作,需要严格按照设计要求和工艺流程进行操作。
通过本文介绍的制作方法,可以有效地保证螺旋片的质量和性能,满足使用要求。
七、螺旋折流板
一、原理及特点
1、原理
螺旋折流板换热器就是用连续螺旋状的支撑板支持换热管,使壳程介质从壳程入口进入时,沿螺旋板形成的螺旋通道斜向前进,将传统的横向折流方式变成纵向螺旋折流方式,在降低壳程阻力的同时,大大强化传热效果。
2、特 点
⑴介质在壳体内连续平稳螺旋流动,避免了横向折流产生的严重压力损失,因而具有压降低的特点。
⑵弓形折流板比,在同样的压降下,可大幅度提高壳程介质的流速,从而提高Re,使介质传热能力增大。
⑶于壳程介质螺旋前进,因而在径向截面上产生速度梯度,形成径向湍流,使换热管表面滞留底层减薄,有利于提高膜传热系数。
⑷横向折流方式比,不存在死区,在提高换热系数的同时,减少污垢沉积,热阻稳定,可使换热器一直处于高效运行状态。
⑸旋折流板对换热管的约束要强于弓形折流板,减少了管束振动,延长设备的运行寿命。
⑹程做冷凝换热时,螺旋折流板可以起到对冷凝后的液体引流作用,减少了冷凝液体对下排管覆盖,从而提高换热效果。
⑺种换热器和普通换热器的区别仅在于壳程折流板的结构,管束外观形状、管束和壳体的配合尺寸都不变,在检修当中完全可以用螺旋折流板芯子替换弓形折流板式芯子,以提高换热效果。
二、应用范围
除管外蒸发的换热场合,螺旋折流板式换热器不适用外,其它各种场合均适合这种换热器的使用。
三、规格型号
各种规格形式的普通换热器均可采用螺旋折流板作支撑,形成螺旋折流板式换热器。
高效换热管,根据不同的工况,可以选用符合由江苏中圣高科技产业有限公司主编的GB/T 24590《高效换热器用特型管》的各种特型管,如T型槽管、波纹管、内波外螺纹管、内槽管及螺纹管等各种高效传热元件。
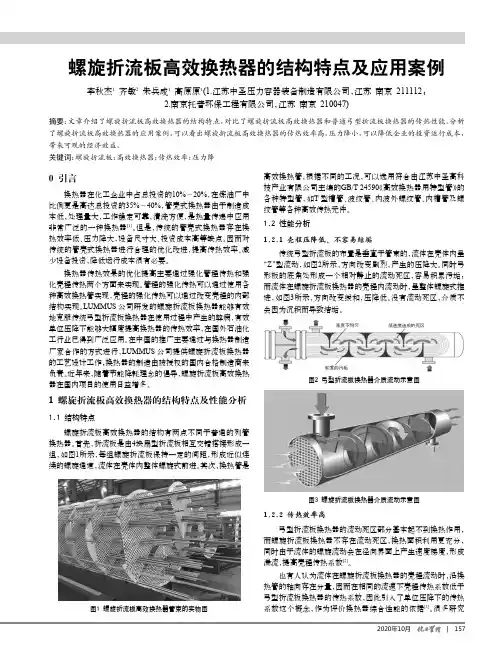
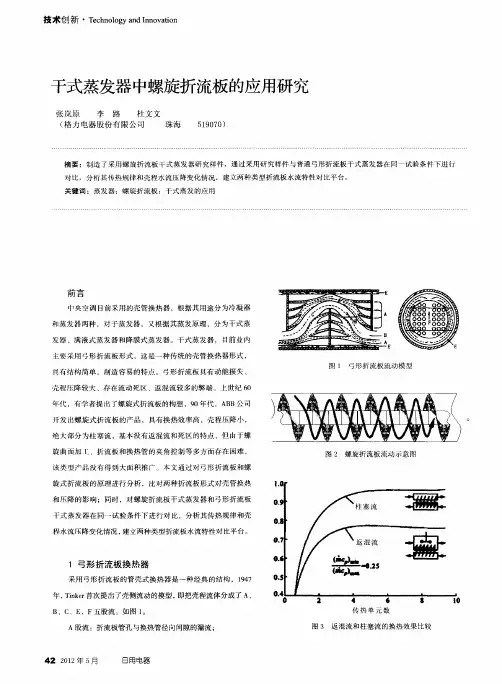
1.2 性能分析1.2.1 壳程压降低、不容易结垢传统弓型折流板的布置是垂直于管束的,流体在壳体内呈“Z”型流动,如图2所示,方向改变剧烈,产生的压降大。
同时弓形板的底角处形成一个相对静止的流动死区,容易积累污垢;而流体在螺旋折流板换热器的壳程内流动时,呈整体螺旋式推进,如图3所示,方向改变缓和,压降低。
没有流动死区,介质不会因为沉积而导致结垢。
图2 弓型折流板换热器介质流动示意图图3 螺旋折流板换热器介质流动示意图1.2.2 传热效率高弓型折流板换热器的流动死区部分基本起不到换热作用,而螺旋折流板换热器不存在流动死区,换热面积利用更充分,同时由于流体的螺旋流动会在径向界面上产生速度梯度,形成湍流,提高壳程传热系数[2]。
也有人认为流体在螺旋折流板换热器的壳程流动时,沿换热管的轴向存在分量,因而在相同的流速下壳程传热系数低于弓型折流板换热器的传热系数,因此引入了单位压降下的传热系数这个概念,作为评价换热器综合性能的依据[3]。
很多研究0 引言换热器在化工企业中占总投资的10%~20%,在炼油厂中比例更是高达总投资的35%~40%,管壳式换热器由于制造成本低,处理量大,工作稳定可靠,清洗方便,是热量传递中应用非常广泛的一种换热器[1]。
但是,传统的管壳式换热器存在换热效率低、压力降大,设备尺寸大、投资成本高等缺点。
因而对传统的管壳式换热器进行合理的优化改进,提高传热效率、减少设备投资,降低运行成本很有必要。
换热器传热效果的优化提高主要通过强化管程传热和强化壳程传热两个方面来实现。
管程的强化传热可以通过使用各种高效换热管实现,壳程的强化传热可以通过改变壳程的内部结构实现。
LUMMUS公司研发的螺旋折流板换热器能够有效地克服传统弓型折流板换热器在使用过程中产生的弊病,有效单位压降下能够大幅度提高换热器的传热效率,在国外石油化工行业已得到广泛应用。
EGR冷却器新技术及制造工艺介绍摘要:EGR可有效的降低NOx排放,但同时也对发动机的动力性、燃油经济性、碳烟排放带来不同程度的负面影响,冷EGR技术在EGR的基础上对高温废气进行冷却,降低进气温度,发动机的性能得到全面提升,冷却器作为冷EGR 系统的核心部件,其开发设计显得尤为重要。
本文进行阐述。
关键词:EGR冷凝器新技术制造工艺一、EGR冷却器技术概述发动机排气温度高达600~700℃,如果直接将废气引入进气管,则高温的废气将加热进气,导致缸内的温度、压力大幅度上升,抵消了EGR降低NOx的作用,同时炙热的废气会对发动机的动力性、燃油经济性、碳烟排放带来不同程度的负面影响,因此,现在EGR技术应用厂商大多采用冷EGR技术,如图1所示。
图1冷EGR系统冷EGR技术是在热EGR技术的基础上增设EGR冷却器,高温再循环废气经冷却器冷却后再与新鲜的进气混合,降低了进气温度,对提高燃油的经济性和降低NOx和碳烟排放均产生积极的影响。
EGR冷却器是冷EGR系统的核心部件,其性能优劣对冷EGR的效果产生决定性的影响。
EGR冷却器除了具有一般换热器换热效率高、压力损失小等特点外,还要耐高温、耐腐蚀,抗震、不易积碳等特性。
二、EGR冷却器的类型按照现有EGR冷却器的性能要求,目前应用于EGR冷却器的换热器主要有两种,板翅式换热器和管壳式换热器。
1)板翅式换热器板翅式换热器,顾名思义,其传热元件是由板和翅片组成。
板翅式换热器翅片对流体的扰动使边界层不断破裂,所以其可以达到很高的传热效率。
有研究表明。
板翅式换热器比管壳式换热器的效率高出25%-50%。
且板翅式换热器多为铝合金制造,产品轻巧紧凑。
但板翅式换热器制造工艺要求严格,工艺过程复杂,且高温的废气在其内遇冷积炭,极易发生堵塞,清理检修困难。
2)管壳式换热器管壳式换热器是由一个壳体和包含许多管子的管束构成,冷、热流体之间通过管壁进行换热的换热器。
管壳式换热器具有结构简单、操作可靠、且其清洗简单方便,很好的满足了EGR冷却器的基本要求,现在EGR冷却器中的使用已非常普遍。

折流板加工方法
折流板是一种用于流体力学实验和工程应用的高科技材料,其主
要功能是将流体运动限制在一个平面内,以便于进行实验和测试。
折
流板加工方法包括以下几类:
1. 激光切割:激光切割是一种高精度、高效率的折流板加工方法。
使用激光束切割折流板时,能够通过精确的位置和深度加工出所需的
形状和尺寸。
2. 数控加工:数控加工是一种基于CAD/CAM软件进行的高精度
加工方法,能够自动生成数控代码并进行加工。
这种加工方法能够保
证折流板的尺寸和形状精度达到要求。
3. 等离子切割:等离子切割是一种通过高温等离子气体对折流
板进行切割的方法。
这种方法能够产生高强度、高硬度的切割面,但
是需要注意等离子气体的安全问题。
4. 火焰切割:火焰切割是一种通过氧气和燃气混合后对折流板
进行切割的方法。
这种方法的切割速度较快,但是需要注意火焰的安
全问题,以及对气体和火焰的控制需要较为精确。
需要注意的是,不同折流板加工方法的适用条件和成本也有所不同,因此在选择加工方法时需要根据具体情况进行选择。
螺旋折流板换热器螺距计算的通用公式李斌;陶文铨;何雅玲【期刊名称】《化工学报》【年(卷),期】2007(58)3【摘要】换热器是两种不同温度的流体交换热量的设备,广泛应用于工业部门的各个领域。
管壳式换热器因其清洗方便、结构简单、价格低廉等优点,在世界换热器市场中所占份额最大。
管壳式换热器在石油化工领域应用尤其广泛,换热器的质量约占其总设备质量的1/3强,换热设备的先进程度已经成为衡量一个石化企业技术水平的重要指标。
然而,一直到20世纪80年代末,大部分管壳式换热器采用的仍然是传统的垂直折流板换热器。
不可否认,垂直折流板换热器发展了几十年,无论是结构设计还是热力设计都有了一套很成熟的方法,便于大规模批量生产,但是它流动阻力大、易结垢、难清洗、易振动。
20世纪90年代,有研究者从折流板布置方式的角度提出了螺旋折流板的思想,较好地解决了这一矛盾。
【总页数】4页(P587-590)【作者】李斌;陶文铨;何雅玲【作者单位】西安交通大学动力工程多相流国家重点实验室,能源与动力工程学院热流中心,陕西,西安,710049;西安交通大学动力工程多相流国家重点实验室,能源与动力工程学院热流中心,陕西,西安,710049;西安交通大学动力工程多相流国家重点实验室,能源与动力工程学院热流中心,陕西,西安,710049【正文语种】中文【中图分类】TK124【相关文献】1.大螺距连续螺旋折流板换热器制造工艺研究 [J], 包广华; 马伟敬; 李明; 黑鹏辉2.大螺距连续螺旋折流板换热器制造工艺研究 [J], 包广华; 马伟敬; 李明; 黑鹏辉3.螺旋折流板换热器质心当量矩形通用计算模型 [J], 郑舒星;朱子龙;陈亚平;吴嘉峰4.相同螺距下不同螺旋角的六片式螺旋折流板换热器壳程性能研究 [J], 王聪;高磊;张莹莹5.变螺距搭接螺旋折流板换热器综合性能 [J], 杜婷婷;车凯;王丹华;程林因版权原因,仅展示原文概要,查看原文内容请购买。