机械加工工序卡片
- 格式:docx
- 大小:11.51 KB
- 文档页数:3

机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。


机械加工工艺过程卡片
机械加工工序卡片
九江学院
机械与材料工程学院机械加工工序卡片
零件图号KCSJ-12 共页
零件名称ZA蜗杆第页
车间工序号工序名称材料牌号
数控车间 3 车左外端面45钢
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
卧式车床C620-1 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称工序工时
准终单件
工步号工步内容工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/
(mm/r)
背吃刀量
/mm
走刀
次数
工时定额
1 打中心孔三爪卡盘960 24.
2 0.07 0.
3 1 基本辅助
2 车端面三爪卡盘740.6 91.8 0.4 0.4
3 1
3 粗车Φ36的定位轴肩三爪卡盘970.8 92.
4 0.2 0.41 2
4 粗车Φ30外圆面三爪卡盘980.0 93.
5 0.2 0.40 2
5 Φ30的轴端圆弧退刀槽三爪卡盘890 72.4 0.08 0.41 3
6 粗车出Φ30外圆面三爪卡盘890.0 78.2 0.21 0.41 2
7 粗车Φ25外圆面三爪卡盘900.0 80.2 0.21 0.43 2
8 粗车Φ20外圆面三爪卡盘890.0 84.6 0.20 0.41 2
9 倒圆角三爪卡盘980.0 90.1 0.24 0.45 1。
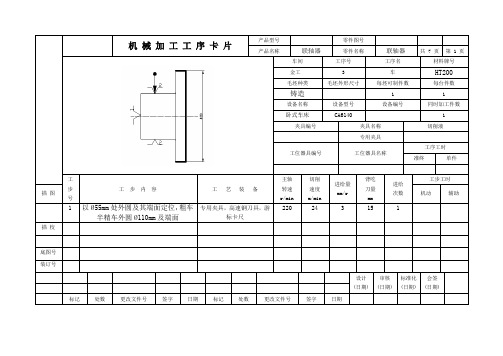
机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 1 页车间工序号工序名材料牌号金工3车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 2 页车间工序号工序名材料牌号金工4车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 3 页车间工序号工序名材料牌号金工5车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 4 页车间工序号工序名材料牌号金工6镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺35035.6151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 5 页车间工序号工序名材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 6 页车间工序号工序名材料牌号金工8钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 7 页车间工序号工序名材料牌号金工9钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(注:文档可能无法思考全面,请浏览后下载,供参考。


机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片
机械加工工序卡片是一种全面记录机械加工过程的清单,旨在确保生产过程顺畅,同时也是追溯生产环节的基础。
机械加工工序卡片的应用,对生产环节的管理和质量控制都起着重要的作用。
下面,我们将从机械加工工序卡片的定义、编制流程、应用和管理等方面详细解析。
一、定义
机械加工是指通过钻孔、铣削等方式加工材料的工艺。
机械加工工序卡片是记录机械加工工艺流程的清单,其主要内容包括加工零件的名称、工序的名称、机器的型号、材料的规格、工具、刀具等。
通过记录每一个加工工序,可以控制产品的质量,并且对加工流程进行事后追溯。
二、编制流程
1.了解零件信息:在具体的操作之前,需要了解加工零件
的具体信息,如名称、尺寸、材料等。
2.确定加工工艺流程:根据零件信息,确定加工工艺流程。
加工工艺流程具体内容包括每道工序的操作名称、机器的型号、材料的规格等。
3.编制机械加工工序卡片:根据加工工艺流程,编制机械
加工工序卡片。
在编制过程中应尽量详细地说明每一个工序的具体内容和加工要求,便于操作者理解。
4.核查工艺流程:在编制完成后,需要对机械加工工序卡片进行核查。
核查内容包括每一个工序的名称是否正确、操作步骤是否合理、关键数据是否准确等。
5.签署确认:在核查完成后,由责任人签署确认。
三、应用
机械加工工序卡片的应用主要体现在以下三个方面:
1.指导工作:机械加工工序卡片能够指导操作者进行加工工作,明确每个操作的具体流程和要求。
对于从事机械加工工作的新手,可以更快地掌握工作技能。
2.控制质量:机械加工工序卡片能够对每一个工序进行质量控制,确保每一个工序均符合标准。
在实际操作中,如果发现某个工序不能符合标准,可以在工序卡片上进行记录,便于排除问题并定位故障。
3.追溯生产环节:机械加工工序卡片能够追溯生产环节,方便生产过程的管理。
如果出现产品质量问题,根据机械加工工序卡片可以快速找到问题所在的环节,并采取有效的措施进行纠正。
四、管理
1.及时更新:机械加工工序卡片应随时及时更新。
随着生产工艺的发展和新产品的开发,机械加工工序卡片需要不断地进行迭代和更新,确保其满足生产实际需要。
2.存档备份:机械加工工序卡片应妥善存档备份。
机械加工工序卡片是了解生产过程的关键数据,因此需要进行备份并保存到安全可靠的地方。
3.管理审核:机械加工工序卡片的管理属于生产环节管理的一部分。
需要对机械加工工序卡片进行审核,以确保其真实准确。
综上所述,机械加工工序卡片是一种清单式工业文档,能够记录机械加工工艺流程,指导操作者进行机械加工工作,控制产品质量,并追溯生产环节,对于生产过程的管理和质量控制起着重要的作用。
机械加工工序卡片的编制流程需要认真对待,应用和管理也需要严格执行。
通过机械加工工序卡片的应用,可以提高生产效率,降低生产成本,提升产品质量。