火箭模型工艺品组合件加工工艺样本
- 格式:doc
- 大小:134.00 KB
- 文档页数:14

数控车加工“火箭模型”
教学目标:1、巩固和提高数控车削编程技巧;
2、熟练掌握配合件加工的操作方法;
3、能根据装配图和零件图合理编制加工工艺。
教学重点:配合件加工的操作方法。
教学难点:1、合理编制配合件零件的加工工艺;
2、配合件加工时配合间隙的控制。
教学时间:2课时
教学方法:差异教学法、项目教学法
教学过程:
1、简述教学任务:利用数控车制作火箭模型;
2、学生分组:全班分到两个车间形成两大组,每个车间负责制作一个模型;每个车间又分成四个小组,每个小组制作火箭模型的一部分。
分组名单如下:
注:1、每小组第一人为组长,对本小组加工任务负责;
2、每小组装配图纸、零件图、工艺卡、评分卡各一张。
3、简述火箭模型的四个部件,每个部件的特征及功能;
4、分发图纸、棒料给各小组;
5、各小组拿到图纸、工艺卡后,组长负责任务分工:
根据个人能力及兴趣分工:填写工艺卡、装好刀具及工件、对刀;
6、开始加工。
在加工过程中发现疑问及时向指导老师提出,在保证工件质量的同时,并注意与其它配合件的配合效果;
7、各小组工件加工完毕,组长负责检测工件,整理好图纸、,并填好工艺卡、程序卡、评分卡,与工件一起上交给老师。
教学评价:
1、两车间模型制作完毕,集体讨论、评比,指导教师对两个模型作出评价与总结;
2、根据各个小组的分工及个人任务的性质,指导教师对每个学生在整个模型制作中的表现作出评价。
工艺卡
程序卡
评分卡
零件一评分卡
零件二评分卡
零件三评分卡
零件四零件图纸。
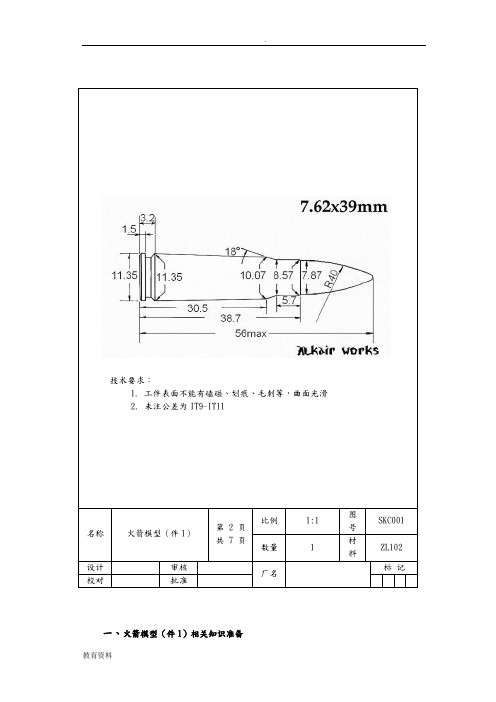
.技术要求: 1. 工件表面不能有磕碰、划痕、毛刺等,曲面光滑 2. 未注公差为 IT9-IT11图比例 第2页1:1号SKC001名称火箭模型(件 1)共7页材数量1ZL102料设计 校对审核 批准厂名标记一、火箭模型(件 1)相关知识准备教育资料.(二)子弹模型加工工艺编制1.子弹模型加工的工艺过程见表子弹模型数控加工工艺过程数控加工工艺过程综合卡片产品名称 零件名称 零件图号材料火箭模型厂名(或院校名称)组合件工 子弹模型145#艺品序 工序名称号工序内容及要求工序简图设备工夹 具棒料 ø30mm×100mm(留 01 下料夹持量)锯床 略三爪02 加工外圆 粗加工外圆;自定 HNC-22T心卡盘三爪精加工外圆至完成图纸 03 加工外圆要求。
自定 HNC-22T心卡盘三爪通用量具检测各部分精自定04 检验略HNC-22T度心卡盘1) 加工芯棒轴 ø44 长150mm, 在 轴 上 加 工加工工艺外螺纹;05芯棒 2) 车垫圈;3) 加工与芯棒相配的内螺纹件。
CK6140三爪 自定 心卡盘1) 用芯棒装夹内孔; 2) 粗加工外圆; 06 加工外圆 3) 精 加 工 外 圆 至ø48mm。
通用量具检测各部分精07 检验度略教育资料CK6140三爪 自定 心卡盘CK6140三爪 自定 心卡 盘.3.刀具及切削用量的选择见表 5-3根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:见表 5-3表 5-3刀具切削参数表序加工面刀具号号刀具规格 类型材料主轴转速 n/r.min-1进给速度 V/mm.r-1以内圆为基准1 粗车端面及外 T0404 90 度偏刀(机夹式)6000.2圆内孔圆弧刀(机夹2 粗车内轮廓面 T0101式)内孔圆弧刀(机夹3 精车内轮廓面 T0101式)涂4 加工内沟槽 T0303 沟槽刀(机夹式) 层加工内三角螺刀 内三角螺纹刀(机5纹T0202夹式)600 1200 300 6000.2 0.1 0.08 /粗车外椭球及6T0101 90°偏刀(机夹式)端面7 精车外椭球及 T0101端面尖刀(机夹式)3.车削薄壁工件时切削用量的选择6000.213000.1针对薄壁工件刚度低、易变形的特点,车薄壁工件时应适当降低切削用量。

火箭模型的制作方法火箭模型的制作方法火箭作为一种载人航天工具,是人类探索宇宙的重要工具之一。
而火箭模型则是一种展示火箭工作原理和构造的小型模型,非常适合儿童和科普教育使用。
下面就向大家介绍一种制作火箭模型的方法。
制作火箭模型需要准备以下材料:纸板、彩色纸、胶水、朔料刀、剪刀、铅笔、直尺和颜料。
首先,我们需要准备一个长方体形状的纸板。
这将成为火箭的主体部分。
根据实际需要,可以根据比例放大或缩小纸板的尺寸。
然后,用一支铅笔在纸板上画出形状,包括火箭体和尾焰部分。
接下来,用剪刀或朔料刀沿着画线将纸板剪下来。
接着,我们需要制作火箭的尾焰。
可以选择一种颜色激烈的彩色纸作为尾焰的材料,例如红色、黄色或橙色。
先用尺子量取适当的尺寸,然后用铅笔在彩色纸上画出形状,剪下并弯曲成合适的尾焰形状。
接下来,我们需要将尾焰粘贴到火箭的尾部。
在纸板的底部涂上一层胶水,然后将彩色纸的一端粘贴在纸板上。
确保尾焰与火箭的底部平齐,然后用手轻轻压实,使其粘结更牢固。
然后,我们需要制作火箭的舱口。
可以用彩色纸切割一个小长方形,并将其粘贴在火箭的顶端。
这是为了模拟火箭发射时的开口状态。
接着,我们可以用颜料或其他彩色纸制作一些火箭的装饰部分。
例如,在火箭的侧面画出一些标志和文字,以增加细节和可玩性。
最后,让我们为火箭模型添加一些细节。
可以用彩色纸制作一些小螺旋桨或天线,然后将其粘贴在火箭的适当位置。
这些细节可以使火箭模型更加逼真。
制作完成后,我们可以放置火箭模型在展示架或桌子上,或者用绳子悬挂起来作为装饰品。
我们也可以组织一些模型火箭比赛,看谁制作的火箭能够飞得更远。
通过以上制作方法,我们可以简单而趣味地制作一个火箭模型。
这不仅可以增加儿童对航天知识的兴趣,还可以锻炼他们的动手能力和创造力。
希望大家能够亲自尝试一下,制作出属于自己的火箭模型。
接下来,让我们进一步探索一些与制作火箭模型相关的内容,包括火箭科学和火箭历史。
首先,我们来了解一下火箭科学。

毕业设计说明书设计课题:长征2号捆绑式火箭模型的数控加工与工艺设计院 (系):机电工程学院专业:数控技术姓名:陈轩学号: 5801031201009 指导教师:陈佰江二〇一四年十二月一日设计课题任务书声明本人郑重声明:所呈交的毕业设计说明书,是在指导教师的指导下,进行独立工作取得的成果。
除了文中特别加以标注引用的内容外,本说明书中不包含任何其他个人或集体已经发表或撰写过的作品成果。
本人完全明确本声明的法律责任,对本说明书导致的所有问题承担全部责任。
学生签名:日期:年月日毕业设计说明注意事项1.毕业设计说明主要是针对学生们所设计的作品进行详细的阐述,包括五大部分:课题分析、调研分析、方案绘制与设计题案、课题总结、提交资料。
2.课题分析。
是学生对自己的作品前期的设计现状、设计背景及设计方向、设计思路、设计意图和当前社会的现状作出参照分析的一种阐述。
3.调研分析。
是学生对自己的作品在社会的趋势调查、处境调查、市场调查分析等做出详细的阐述。
4.方案绘制与设计题案。
是学生将设计定位、设计系列草图、展板图等做出说明及展示。
5.课题总结。
是学生通过本次设计获得结论,得到的启发,课题设计的优点与不足作出的阐述。
6.提交资料。
是学生完成课题设计后,需要提交的资料名称与资料内容,用于成绩评定与存档。
长征2号捆绑式火箭模型的数控加工与工艺分析【摘要】:数控技术是现代制造业实现自动化、柔性化、集成化生产的基础,离开了数控技术,先进制造技术就成了无本之木。
数控技术的广泛使用给机械制造业生产方式、生产结构、管理方式带来深刻的变化,它的关联效益和辐射能力更是难以估计。
数控技术及数控装备已成为关系国家战略和体现国家综合国力水平的重要基础性产业,其水平高低是衡量一个国家制造业现代化程度的核心标志,实现加工机床及生产过程数控化,已经成为当今制造业的发展方向。
本论文主要介绍数控机床的定义,数控机床初学者的要求,机床加工前的准备工作,数控机床的程序指令,数控机床对刀操作方法,数控机床的工作原理和结构,加工特点,机床加工几何精度要求,数控机床的优点和缺点,数控机床与计算机实现自动技术,机床维修和生产安全要求。

火箭造型产品设计方案模板一、引言火箭造型产品设计旨在将火箭的独特形象与功能融合,创造出独特且具有吸引力的产品。
本设计方案模板将介绍火箭造型产品的设计要点、材料选择、工艺流程以及市场定位等方面的内容。
二、设计要点(1)外观设计:火箭造型产品应保持紧凑、流线型,以呼应火箭的特点。
采用金属材质,注重科技感,并加入灯光效果,增强未来感。
(2)功能设计:火箭造型产品可以结合实际需求,如作为夜灯、音箱、或者装饰品等。
功能设计应符合用户需求和市场潮流。
三、材料选择(1)外壳材料:建议选择金属材料,如铝合金、不锈钢等,以提供坚固的结构和高质感的外观。
(2)细节部分:可选用塑料材料,如ABS塑料,以便于造型和注塑成型等工艺的实施。
(3)电子元件:根据产品功能的不同,选择合适的电子元件,如LED灯、扬声器等,以提供相应的功能。
四、工艺流程(1)造型设计:通过3D建模软件进行火箭外形设计,并制作相应的支撑结构;(2)外壳制作:选择合适的金属材料,利用数控或手工加工技术,制作外壳结构;(3)细节制造:采用注塑工艺制作细节部分,如箭头、喷口等;(4)装配组装:将外壳和细节部分进行组装,并安装电子元件,完成整体产品的制作。
五、市场定位(1)目标消费群体:定位为科技爱好者、时尚潮人和收藏爱好者等特定群体。
(2)销售渠道:可通过电商平台、科技展会和线下高端礼品店等渠道进行销售。
(3)价格定位:根据产品材料和功能的不同,制定合理的价格策略,既能满足消费者需求又能覆盖成本。
六、总结火箭造型产品设计方案模板中介绍了火箭造型产品的设计要点、材料选择、工艺流程以及市场定位等关键内容。
通过细致的设计和制作工艺,火箭造型产品将成为引人注目的时尚科技产品,满足不同消费者的需求,并在市场中脱颖而出。

手工火箭模型制作方法
制作火箭模型是一项有趣的手工活动,它能够让人们通过自己的努力和创意来制造出一件有用的物品。
以下是制作一个简单的手工火箭模型的步骤:
材料:
1. 一张纸板
2. 一些可回收的塑料瓶
3. 一些纸张
4. 一些彩笔、铅笔、尺子和剪刀
5. 一些胶水和胶带
步骤:
1. 首先,用尺子和剪刀将纸板剪成一个长方形。
把这个长方形弯成一个圆筒形,并用胶带把两端粘在一起。
2. 接着,用彩笔或铅笔将纸板圆筒涂成火箭的颜色。
可以选择红色、白色或者蓝色等多种颜色。
3. 接下来,制作一个火箭头。
将一张纸卷成一个圆筒形,然后把它剪成一个锥形。
将这个锥形的底部粘在纸板圆筒的开口处。
4. 火箭底部需要有一个圆形的底座,用纸板制作即可。
将底座粘在火箭底部,并留下一些空间,用来安装火箭喷射器。
5. 选择一个塑料瓶,将它的底部剪掉。
接着,将瓶口塞在火箭底部空间中,并用胶水固定。
6. 在火箭底座的外侧,用彩笔画上火箭喷射器的图案。
7. 最后,在火箭模型上添加一些细节,如舱门、标志等等。
以上是制作一个简单的手工火箭模型的步骤。
制作火箭模型需要耐心和创意,但是完成后会让人感到非常满足。
华北科技学院本科毕业设计(论文)设计(论文)题目:火箭模型组合件造型及数控加工I目录摘要 (1)Abstract (2)1绪论 (3)1.1数控技术发展史 (3)1.2 数控技术现状 (3)1.2.1我国数控技术现状 (3)1.2.2 CMIT2013中国最新数控技术成果 (3)1.3 数控技术发展趋势 (4)1.4 本设计的研究内容及意义 (5)2数控机床概述 (6)2.1 数控机床的组成 (6)2.2 数控机床工作原理 (6)2.3 数控机床的分类 (7)2.4 数控机床的加工特点 (7)2.5 数控机床的维护 (7)3火箭模型组合件的三维造型 (8)3.1整流罩建模 (8)3.2一子级建模 (10)3.3二子级建模 (11)3.4三子级建模 (12)3.5底座建模 (13)3.6助推器建模 (15)3.7组合体建模 (15)4图纸绘制与工艺分析 (17)4.1Auto CAD 绘制零件图纸 (17)4.2数控车削加工工艺 (17)4.2.1数控车削加工的范围 (17)4.2.2数控车削加工的内容 (18)第II 页共78 页4.2.3数控车加工工艺分析的步骤 (19)4.2.4数控车削加工工艺特点 (19)4.2.5轴类零件数控车工艺分析过程 (20)4.3火箭模型组合件工艺分析 (21)4.3.1零件一:整流罩工艺分析 (21)4.3.2零件二:一子级工艺分析 (24)4.3.3零件三:二子级工艺分析 (26)4.3.4零件四:三子级工艺分析 (28)4.3.5零件五:底座工艺分析 (30)4.3.6零件六:助推器工艺分析 (32)5程序编写与仿真 (35)5.1数控代码介绍 (35)5.1.1数控代码表 (35)5.1.2常用代码 (36)5.2编写零件程序 (38)5.2.1整流罩程序 (38)5.2.2 一子级程序 (39)5.2.3二子级程序 (42)5.2.4三子级程序 (44)5.2.5底座程序 (46)5.2.6助推器程序 (48)5.3数控软件仿真 (49)5.3.1操作面板 (49)5.3.2软件使用 (49)5.3.3零件加工仿真 (51)6数控车床加工及安全操作规程 (53)6.1前期准备工作 (53)6.1.1数控机床选用 (53)6.1.2数控刀具准备 (53)6.1.3毛坯准备 (54)III6.1.4工具准备 (54)6.1.5参考资料准备 (54)6.2数控加工 (54)6.3安全操作规程 (55)6.3.1安全操作基本注意事项 (55)6.3.2工作过程中的安全注意事项 (56)6.3.3工作完成后的注意事项 (56)6.4质量分析 (57)6.4.1数控加工过程遇到的问题及解决方案 (57)6.4.2零件加工质量问题及解决方案 (57)结论 (59)参考文献 (60)致谢 (61)外文科技资料翻译 (62)外文原文 (62)中文翻译 (69)附录A (74)第IV 页共78 页火箭模型组合件造型及数控加工摘要:当今,伴随着计算机技术的高速发展,数字控制技术(简称NC)已经被广泛应用于工业控制的各个领域,尤其是机械制造业中,普通机床也即将被高效率、高精度、高自动化的数控机床所取代,而数控车床是数控机床中最重要的产品之一,受到世界各国机械加工领域的青睐。
“东风一号”带降模型火箭制作
制作一枚“东风一号”带降模型火箭主要包括以下几个步骤:
1.材料准备:准备一个空心纸管作为火箭的主体,长度约为20-30厘米左右,直径约为1.5-2厘米左右。
同时还需要准备一块轻质材料作为火箭的鼻锥,以及一块适合尺寸的纸板作为火箭尾部的稳定翼。
2.制作火箭结构:将鼻锥装在纸管的一端,并用胶水进行固定。
然后在纸管的尾部固定纸板,形成稳定翼,使火箭在飞行过程中保持稳定。
3.安装动力装置:在火箭的尾部插入一根尺寸适合的发动机座,并用胶水固定。
然后将一枚A类或B类的1/2A型发动机装入发动机座中。
如果需要增加火箭的推力,可以使用两个发动机进行组合。
4.安装降落伞:在火箭的顶部固定一个小型降落伞,确保火箭在下降过程中能够稳定并缓慢降落。
5.绘制火箭外观:按照个人喜好,使用颜料、贴纸等材料为火箭外观进行装饰,使其更加美观。
制作完成后,就可以进行火箭的试飞了。
首先,在安全的开阔场地,远离人群和建筑物,找到一个适合发射的位置。
然后,点燃发动机,将火箭垂直地发射入空中。
当火箭上升到一定高度时,发动机熄灭,火箭开始下降。
降落伞的展开使火箭缓慢降落,减少了撞击力。
制作“东风一号”带降模型火箭需要小心谨慎,并在安全的环境中操作。
同时,注意飞行和降落过程中的安全,并遵守相关法律法规。
火箭模型的普车加工与工艺设计院 (系):专业:姓名:指导教师:xx.12.16第一局部:设计课题姓名519宿舍学号150xx4XX专业机电一体化院(系)机电工程学院设计课题火箭模型的普车与工艺分析指导教师韩老师职称工程师任务与要求1、综合运用平时所学理论根底,根本知识和根本技能,提高和分析解决实际问题的能力。
2、查阅相关文献和资料,制定设计或实验方案。
3、设计、计算、绘图。
4、零件与工艺分析。
完成时间段xx年11月25日至xx年12月15日第二局部:零件分析1.模型图纸火箭模型(件1)火箭模型(件2)2.图纸分析本次我要制作一个火箭模型,此零件主要是轴类零件,由一个火箭主体和三个推进器组成。
1.火箭的主推进器与箭头之所以采用一体的方式是因为,这样节省工作时间,防止了主推进器与箭头分别后由于失误造成难以组装的情况。
2.火箭助推器数量为三个,是因为考虑到在焊接过程中存在着一定难度,采用三个助推器,即使焊接过程中出现一些小失误,对火箭整体的美观不会有大的影响。
根据图纸要求以及所学知识作以下分析:轴是轴类零件的主要外表,它影响轴的回转精度及工作状态。
根据零件的外表工作部位的不同,可有不同的外表粗糙度。
例如,普通机床主轴支承轴颈的外表粗糙度为Ra1.6~6.3μm。
随着机器运转速度的增大和精密度的提高,轴类零件外表粗糙度值要求也将越来越小。
位置精度主要是指装配传动件的配合轴颈相对于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向同轴度来表示。
3.毛坯料的选择毛坯材料为45#,强度、硬度、塑性等力学性能好,切学性能、没有经过热处理、等工艺性能好,便于,能够满足使用性能。
零件图上的重要尺寸直接标注,在时使用工艺基准与设计基准重合,并符合尺寸链最短的原那么。
根据上图可知件1选择直径30、长度330的材料,件2选择直径20、长度90的材料。
4.基准的选择在制定零件的工艺规程时,正确地选择工件的定位基准有着十分重要的意义。
火箭模型工艺品组合件加工工艺
本项目是火箭模型工艺品制作加工, 火箭模型头部是由圆锥线所形成的内外回转曲面的薄壁件; 火箭模型中部为薄壁套; 火箭模型尾部为薄壁喇叭口。
薄壁在此项目中占重要位置。
薄壁套筒类零件是机械中常见的一种零件, 它的应用范围很广, 广泛应用在各工业部门。
如支承旋转轴的各种形式的滑动轴承、夹具上引导刀具的导向套、内燃机气缸套、液压系统中的液压缸以及一般用途的套筒, 由于其功用不同, 套筒类零件的结构和尺寸有着很大的差别, 但其结构上仍有共同点, 即: 零件的主要表面为同轴度要求较高的内外圆表面; 零件壁的厚度较薄且易变形; 零件长度一般大于直径等。
同时它具有重量轻, 节约材料, 结构紧凑等特点。
一、项目任务
1. 根据给定样图编制火箭模型工艺品的加工工艺规程
2. 根据工艺方案加工火箭模型工艺品设计并制作所需专用刀具
3. 设计并制作加工火箭模型工艺品所需专用夹具
4. 薄壁件加工的特点, 掌握减少薄壁件变形的方法
4. 加工火箭模型工艺品组件
5.火箭模型工艺品零件质量检验及质量分析
二、重点难点
1. 薄壁件技术要求及工艺分析
2. 薄壁件加工精度和配合精度的保证方法
三、相关知识要点
1.零件加工精度、装配精度的获得方法及工艺尺寸链的计算
四、设备要求
1.普通车床CA6140若2台( 平均两人一台配置) 、钻床1台、焊机1台、线切割机一台、台虎钳1台、钻床1台、平口钳1台、锉刀一把
2.各种常见普通车刀若干把、攻丝、板牙
3.通用量具及工具若干
五、原材料准备
Q235钢,毛坯棒料ø20mm×270mm( 1根) ; ø15 mm×80 mm ( 5根) ; 13mm ×2.16mm×1mm钢板。
六、相关资料
《机械加工手册》和《金属切削手册》。
七、项目任务分析
1.本项目的特点
2.本项目中的关键工作
3.预计完成本项目所需时间
八、分工与进度计划
1.我们组一共学员为5人, 应注意强弱组合
2.编写项目计划( 包括任务分配及完成时间) 如下表:
项目计划安排表
九、技术要求分析
1.件1与件2、件3、件4与件5组装后外圆接合处的间隙应最小, 而且接合面应平整。
要保证该项精度, 各零件加工后其相应端面必须与外圆中心线有一定垂直度要求, 各零件加工时垂直度要求为0.05, 因此, 加工中只要保证零件的加工要求, 该项精度就能保证。
2.组装后各件间的同轴度小于0.05。
要保证该项精度, 同样注意各零件加工时的精度, 工件有掉头要保证同轴度小于0.05或更小, 这样该项精度就能保证。
3.件1与件2、件3与件4件5处的螺纹配合要牢固, 保证该项要求, 加工这三件螺纹时注意螺纹精度。
十、火箭模型( 件1) 中的相关知识
1.薄壁件的特点
对于薄壁套筒类零件, 普遍存在的问题是壁薄, 假如用卡盘直接装夹, 零件就会发生变形; 另外加工过程中薄壁零件还会在切削力的作用下, 产生变形, 而造成零件报废。
因此必须采取补强措施。
即加工内孔及内端面时, 应从外侧补强; 加工外圆及外端面时, 应从内侧补强, 往往从内向外胀, 既能够提高薄壁的强度又能够提高工艺系统的刚性。
此类零件往往采用端面及内、外圆柱面作为定位基准。
定位方式常采取不完全定位方式。
因此有时会设计专用的数控车削夹具。
薄壁套筒类零件是机械中常见的一种零件, 它的应用范围很广, 广泛应用在各工业部门。
如支承旋转轴的各种形式的滑动轴承、夹具上引导刀具的导向套、内燃机气缸套、液压系统中的液压缸以及一般用途的套筒, 由于其功用不同, 套筒类零件的结构和尺寸有着很大的差别, 但其结构上仍有共同点, 即: 零件的主要表面为同轴度要求较高的内外圆表面; 零件壁的厚度较薄且易变形; 零件长度一般大于直径等。
同时它具有重量轻, 节约材料, 结构紧凑等特点。
但薄壁零件的加工车削中比较棘手的问题, 原因是薄壁零件刚性差, 强度弱,
在加工中极容易变形, 使零件的形位误差增大, 不易保证零件的加工质量。
为此对薄壁零件的装夹, 刀具的选用, 切削用量的选择要合理, 保证薄壁零件加工质量。
2.车削薄壁套筒零件对刀具的要求:
( 1) 选用合理的切削用量
薄壁零件车削时变形是多方面的。
装夹工件时的夹紧力, 切削工件时的切削力, 工件阻碍刀具切削时产生的弹性变形和塑性变形, 使切削区温度升高而产生热变形。
切削力的大小与切削用量密切相关。
从《金属切削原理》中能够知道:背吃刀量ap, 进给量f, 切削速度V是切削用量的三个要素。
1)背吃刀量和进给量同时增大, 切削力也增大, 变形也大, 对车削薄壁零件极为不利。
2)减少背吃刀量, 增大进给量, 切削力虽然有所下降, 但工件表面残余面积增大, 表面粗糙度值大, 使强度不好的薄壁零件的内应力增加, 同样也会导致零件的变形。
因此, 粗加工时, 背吃刀量和进给量能够取大些;精加工时, 背吃刀量一般在0.2-0.5 mm,进给量一般在0.1-0.2 mm/r,甚至更小, 切削速度6-120 m/min,精车时用尽量高的切削速度, 但不易过高。
合理选用三要素就能减少切削力, 从而减少变形。
( 2) 合理选择刀具的几何角度
在薄壁零件的车削中, 合理的刀具几何角度对车削时切削力的大小, 车削中产生的热变形、工件表面的微观质量都是至关重要的。
刀具前角大小, 决定着切削变形与刀具前角的锋利程度。
前角大, 切削变形和摩擦力减小, 切削力减小, 但前角太大, 会使刀具的楔角减小, 刀具强度减弱, 刀具散热情况差, 磨损加快。
因此, 一般车削钢件材料的薄壁零件时, 刀具的后角大, 摩擦力小, 切削力也相应减小, 但后角过大也会使刀具强度减弱。
在车削薄壁零件时, 精
车时取较大的后角, 粗车时取较小的后角。
主偏角在30°-90°范围内、车薄壁零件的内外圆时, 取大的主偏角。
副偏角取8°-15°, 精车时取较大的副偏角, 粗车时取较小的副偏角。
十一、火箭模型( 件1) 工艺分析
( 一) 火箭模型( 件1) 的的结构特点及技术要求分析
火箭模型(件1)是带有内螺纹孔及椭球面的薄壁类零件, 结构比较简单, 但精度要求高, 加工比较困难, 适合在CA6140车床上加工。
难点是内椭球面的加工和薄壁的加工。
外圆精度较高的是端面上的2mm宽的ø17精度, 公差是0.016, 其它尺寸精度为未注公差, 按照IT9-IT11加工。
外椭球表面粗糙度为Ra1.6µm; 内椭球面表面粗糙度为Ra3.2µm, 要求。
内外表面不能有磕碰, 划痕, 毛刺等, 表面要光滑, 而且内表面是实心的, 加工时注意刀具的正确使用。
( 二) 火箭模型( 件1) 加工工艺编制
1.火箭模型( 件1) 加工的工艺过程见下表:
火箭模型( 件1) 普通车床CA6140
2.火箭模型( 件2) 加工的工艺过程分析
(1)根据技术要求, 零件外圆曲面应光滑无刀痕, 无毛刺, 且尺寸精度和表面粗糙度要求较高。
因此, 外椭球面需一次装夹加工完成, 并按粗车、精车两个工步进行车削, 粗精加工刀具应分开。
(2)外椭球面车削时无装夹得地方, 可是内轮廓有内螺纹, 因此能够想到用工艺辅助件, 配合加工外椭球面。
(3)内椭球面加工也是有一定困难, 相当于端面圆弧, 因此在刀具上注意刀具的选择, 刀具的主副偏角要大, 而且刀尖绝对对工件回转中心线。
如下图: 略
(4)注意内螺纹孔与外圆的同轴度要求及端面与外圆中心线的垂直度要求都很高。
因此, 以毛坯外圆为基准, 加工大端面及内螺纹时, 必须采用减小工件的圆周跳动, 并用百分表找正, 才能保证加工要求。
另外, 车端面时要保证总长尺寸。
3.刀具及切削用量的选择见表5-3
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下: 见表5-3
表5-3 刀具切削参数表
十二、火箭模型( 件2、 3、 4、 5) 的相关知识
( 一) 薄壁工件相关知识
1.薄壁工件的加工特点
车削薄壁工件时, 由于工件的刚度低, 在车削过程中, 可能产生以下现象:
( 1) 因工件薄壁, 在加紧力的作用下容易产生变形 , 从而影响工件的尺寸精度和形状精度。
( 2) 因工件壁较薄, 切削热会引起工件热变形, 使工件尺寸难以控制。
( 3) 在切削力特别是背向力的作用下, 容易产生振动和变形, 影响工件的尺寸精度、表面粗糙度、形状精度和位置精度。
针对以上车薄壁工件时可能产生的问题, 下面介绍防止和减少薄壁工件变形的方法。
2.防止和减少薄壁工件变形的方法
(1) 把薄壁工件的加工分为粗车和精车两个阶段
粗车时加紧力稍大些, 变形虽然也相应大些, 可是由于切削余量比较大, 不会影响工件的最终精度; 精车时加紧力可稍小些, 一方面加紧变形小, 另一方面精车时还能够消除粗车时因切削力过大而产生的变形。
(2) 合理选择刀具的几何参数。