X6132铣床主轴的机械加工工艺及夹具设计
- 格式:doc
- 大小:883.00 KB
- 文档页数:44
毕业设计(论文)说明书题目名称: X6132机械结构设计-2011-XIV学院:机械工程学院专业年级:机械设计制造及其自动化姓名:班级学号:指导教师:二O一一年六月五日摘要X6132万能铣床是一种通用的多用途机床,它可以用圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀及断面铣刀等刀具对对各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铣头分度头和圆工作台等机床附件来扩大加工范围。
常用的万能铣床有二种,一种是X6132W型卧式万能铣床,铣床水平方向放置;另一种是立式万能铣床,铣头垂直方向放置这两种铣床的工作原理都一样。
变速操纵是X6132W铣床传动系统最主要的部件之一,它将机床的主轴箱、进给箱等零件组成一个整体并使之保持正确的位置。
因此,变速箱的加工质量将直接影响机器的性能与使用寿命。
本次毕业设计实质上是用CAD软件对X6132变速操纵部分进行机械结构设计以及通过三维软件(UG)对变速操纵部分的特殊零件进行三维实体建模和模拟仿真,而且还做了相应的加工工艺分析。
关键词:工艺规程、UG、变速操纵AbstractX6132 universal milling machine is a general-purpose,It can be cylindrical cutter, wafer cutter, angle cutter, milling cutter and the cutter sections of various parts such as cutting tool with the plane, bevel, helical surface and forming the surface of the processing, you can also install universal milling head dividing head and round tables and other machine tool accessories to expand the processing range. Commonly used universal milling machine has two kinds, one is X6132W horizontal universal milling machines, milling machines placed horizontally; the other is universal vertical milling machine, milling head vertical milling machine placed the work of these two principles are the same.Transmission shift control is the most important parts X6132W one milling machine, it will machine tool spindle box, feed boxes and other integral parts of a whole and keep the correct position. Therefore, the transmission quality will directly affect the processing performance and service life of the machine.This design graduate with CAD software is essentially part of X6132 variable speed manipulation by mechanical structure design and 3d software (UG) of speed changing the special parts for manipulating part of 3d entity modeling and simulation, but also made the corresponding processing technology analysis.Keywords:Procedure specification、UG、Variable speed manipulation目录第1章绪论 (1)1.1 本课题的研究目的意义 (1)1.2 CAD的发展历程 (2)1.3 CAD技术的优越性 (3)1.4 CAD技术的发展及现状 (4)1.5 机械制造业的现状及面临的形式 (4)1.6 生产过程和生产工艺 (5)第2章基于UG做孔盘的建模以及模拟仿真 (6)2.1孔盘变速操纵机构工作原理 (6)2.2用UG软件对孔盘进行建模 (7)2.3孔盘的模拟加工 (9)2.3.1 进入CAM加工界面 (9)2.3.2 刀具的创建 (9)2.3.3 创建加工坐标系 (10)2.3.4 对孔盘进行平面铣 (12)2.3.5 孔盘的型腔铣 (14)第3章孔盘的加工工艺 (16)3.1孔盘材料的选择 (16)3.2孔盘零件图分析 (16)第4章轴零件加工工艺 (19)4.1 轴零件的功用与结构特点 (19)4.2主要技术要求 (19)4.3 轴零件的材料和毛坯 (20)4.4 轴零件的预加工 (20)4.5 主轴加工工艺过程分析 (21)4.5.1 主轴毛坯的制造方法及热处理 (21)4.5.2 定位基准的选择 (22)4.5.3 加工阶段的划分 (22)4.5.4 加工顺序的安排和工序的确定 (22)4.5.5 大批生产和小批生产工艺过程的比较 (23)4.6、主轴加工中的几个工艺问题 (24)4.6.1 锥堵和锥堵心轴的使用 (24)4.6.2 顶尖孔的研磨 (25)4.6.3 深孔加工 (25)结束语 (27)致谢 (28)参考文献 (29)第1章绪论1.1 本课题的研究目的意义最早的铣床是美国人惠特尼于1818年创制的卧式铣床;为了铣削麻花钻头的螺旋槽,美国人布朗于1862年创制了第一台万能铣床,这是升降台铣床的雏形;1884年前后又出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-决速”或“决速-进给”的自动转换。
1.1 毕业设计的目的及意义(1)促进自身发展,提高自身学习质量。
通过毕业设计,我们有更多的机会在不同的情境下去运用自己所学到的知识,从而体现自己的首创精神;而且可以从毕业设计中反馈出自己在学习中的不足,进而改善自己的学习,提高学习质量。
(2)培养自己发现问题,分析问题和解决问题的能力。
在毕业设计的过程中,我们必定会遇到形形色色的意想不到的问题和麻烦,这就要求我们通过各种可能的渠道分析和解决问题,从而提高我们在这方面的能力。
(3)完善和发展自身的设计理论。
通过该项目的研究,可以比较各种设计方法和理论,从中找出他们的优缺点,使设计最优化,完善和发展自身的设计理论。
1.2 毕业设计的基本要求随着现代技术的迅速发展,要求机械类高职学生,具有足够的理论知识、一定的创新能力和专业能力。
机械基础系列课程涵盖了机械制图、工艺、设计、维修等多门学科,对学生专业能力的培养有着非常重要的作用,从高职教育人才培养的目标来看,由于高职教育学时少,强调学生的应用能力和实践动手能力。
要做到这些,学生应综合自己学到的专业理论知识和相关的实践及创新意识,进行某一产品或零部件的设计,借以巩固学到的知识。
2 X6132卧式铣床主轴所选材料特点本课题来源于工厂X6132卧式铣床主轴,批量生产(1000根)。
为保证轴能可靠地传递动力,除了正确的结构设计外,还应合理地选择材料。
一般轴类零件的材料常用价格较为便宜的45钢,这种材料经调质或正火后,能得到较好的切削性能及较高的强度和一定的韧性,具有较好的综合力学性能。
对于中等精度而转速较高的零件,可选用40Cr等合金结构钢,经调质和表面淬火处理后同样具有较好的综合力学性能。
对于较高精度的轴,可选用轴承钢GCr15和弹簧钢65Mn等材料,经调质和表面高频感应加热淬火后再回火,表面硬度可达50-58HRC,并具有较高的耐疲劳性能和较好的耐磨性。
对于高转速和重载荷轴,可选20CrMnTi、20Cr等渗碳钢或38CrMoAl渗氮钢,经过淬火或氮化处理后获得较高的表面硬度、耐磨性和心部强度。
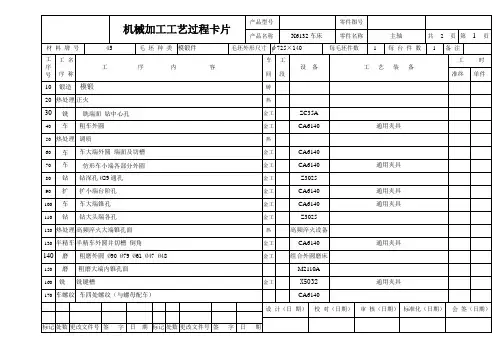
2012届毕业设计说明书X6132A铣床主轴机械加工工艺规程与铣键槽专用夹具设计院、部:机械工程学院学生姓名:***指导教师:陈平职称副教授指导教师:邓兴贵职称副教授专业:机械设计制造及其自动化班级:机本0802学号:***********2012年 6 月摘要在机械制造工业中,由于被加工零件形状和表面以及精度要求不同而发展、产生了种类繁多的金属切削机床。
在生产实际中大量使用铣床、磨床、钻床、镗床以及直线运动机床等。
毕业设计是学生学完相应课程及先行课程之后进行的实习性教学环节,是大学生的必修环节,其目的在于通过机床运动的结构设计,使学生在设计构思,方案分析,结构工艺性,机械制图,零件计算,编写技术文件和查阅技术资料等方面得到综合训练,树立正确的设计思想,掌握基本的设计方法,培养学生具有初步的结构分析,结构设计和计算能力。
本次设计是对铣床主轴机械加工工艺规程与铣键槽专用夹具进行全面设计,使其满足实际生产工作的需要。
关键字:铣床;工艺;专用夹具;主轴;设计ABSTRACTIn machine manufacture industry,because is processed the components shape and surface as well as the procision request different develops、has produced the type many metal cutting engine bed.Is producing actual massive uses the milling machine,the grinder,the drilling machine,the boring lathe as well as the translation engine bed and so on.The graduation design is the practise teaching link which carries on afterwards in the student study corresponding curriculum and the advance curriculum,is university student's compulsory.Its goal lies in through the engine bed movement structural design ,causes the students in to draw up the transmission and in the speed change structure plan process,obtains the design idea,the plan analysis,the structure technology capability,the mechanical drawing,the comonents computation,the compilation technology document and aspect and so on consult technical data integrated trainings,set up the correct design concept,grasps the basic design method,and trains the students to have the preliminary structure analysis,the structural design and computation ability.The design is a special fixture for milling spindle machining process planning milling keyway design to meet the needs of the actual production work.Key words: milling machine ; Technology; Special fixture; spindle; design目录机械加工工艺规程 (1)1. 生产纲领及生产类型 (1)2. 零件的分析 (2)2.1 零件的作用 (2)2.2 零件的工艺分析 (2)4 基准的选择 (3)4.1 粗基准的选择 (3)4.2 精基准的选择 (3)5 制定工艺方案 (3)5.1 工艺路线的制定 (3)5.2 工艺方案的比较与分析 (5)6 机械加工余量,工序尺寸及毛坯尺寸的确定 (5)6.1毛坯直径的确定 (6)6.2毛坯长度L的确定: (6)7 确定切削用量及基本工时 (9)7.1工序二:车端面,钻中心孔 (9)7.1.1粗车Φ88.88端面 (9)7.1.2车Φ40端面 (10)7.2工序三:粗车各外圆 (11)7.2.1 粗车Φ88.88外圆 (11)7.2.2 粗车Φ65外圆 (14)7.2.3 粗车Φ55外圆 (15)7.2.4 粗车Φ45外圆 (15)7.2.5 粗车Φ42外圆 (16)7.2.6粗车Φ40外圆 (16)7.3 工序四:半精车各外圆 (17)7.3.1半精车Φ88.88外圆 (17)7.3.2半精车Φ65外圆 (19)7.3.3 半精车Φ55 (20)7.3.4 半精车Φ45 (21)7.3.5 半精车Φ42 (21)7.3.6半精车Φ40 (22)7.4工序五:钻Φ25.3孔 (22)7.5 工序六:钻Φ22、钻扩通孔Φ17 (23)7.5.1钻孔Φ22mm (23)7.5.2 钻Φ17mm (24)7.5.3 扩孔Φ17mm (25)7.6 工序七:车Φ22、Φ25.3孔及其倒角 (25)7.7 工序八:车Φ22孔 (26)7.8 工序九:车锥孔 (26)7.9工序十:粗精铣前端键槽 (27)7.9.1 粗铣 (27)7.9.2精铣: (28)7.10 工序十一:钻4-M12,2-M6螺纹底孔 (28)7.10.1.钻4-M12螺纹底孔: (28)7.10.2.钻2-M6螺纹底孔: (29)7.11 工序十二:攻4-M12,2-M6螺纹 (29)7.11.1 攻4-M12: (30)7.11.2.攻4-M6: (30)7.12 工序十三:精车各外圆、切槽,并倒角 (31)7.12.1 精车Φ88.88 (31)7.12.2 精车Φ65 (32)7.12.3精车Φ55 (33)7.12.4精车Φ45 (34)7.12.5精车Φ42 (34)7.12.6 精车Φ40 (35)7.12.7切槽3×1.5: (35)7.13 工序十五:粗精铣对称键槽 (36)7.13.1粗铣: (36)7.13.2 精铣 (37)7.14 工序十六:粗磨锥孔 (37)7.15 工序十七:车螺纹 (38)7.16 工序十八:粗精磨外圆Φ65,Φ40 (39)7.16.1.粗磨外圆Φ65: (39)7.16.2.粗磨外圆Φ40: (40)7.16.3.精磨: (40)7.17 工序十九:粗精磨端面 (41)7.17.1 粗磨: (41)7.17.2.精磨端面 (42)7.18 工序二十:精磨Φ22 (44)7.19工序二十一:精磨锥孔 (44)8 工艺规程总结 (45)9夹具设计 (45)9.1问题提出 (45)9.2夹具体设计 (45)9.2.1定位基准的选择 (45)9.2.2夹紧力 (46)9.2.3夹具体与定位键 (47)9.2.4定位误差分析 (47)9.2.5 夹具设计及操作的简要说明 (48)结束语 (48)致谢 (50)参考资料 (51)附录 (52)机械加工工艺规程毕业设计是在我们学完了大学的全部基础课、技术基础课以及专业课之后进行的。

1 XA6132卧式万能铣床的主要结构结构:箱形的床身固定在底座上,在床身内装有主轴传动机构和主轴变速机构。
在床身的顶部有水平导轨,其上装着带有一个或两个刀杆支架的悬梁。
刀杆支架用来支承安装铣刀心轴的一端,而心轴的另一端固定在主轴上。
在床身的前方有垂直导轨,一端悬持的升降台可沿垂直导轨做上下移动,升降台上装有进给传动机构和进给变速机构。
在升降台上面的水平导轨上,装有溜板,溜板在其上做平行主轴轴线方向的运动(横向移动,又称前后运动),溜板上方装有可转动部分,转动部分对溜板可绕垂直轴线转动一个角度。
在转动部分上又有导轨,导轨上安放有工作台,工作台在转动部分的导轨上做垂直于主轴轴线方向的运动(纵向移动,又称左右运动)。
这样工作台可在上下、前后、左右三个相互垂直方向上均可运动,再加上转动部分可对溜板垂直轴线方向转动一个角度,这样工作台还能在主轴轴线倾斜方向运动,从而完成铣螺旋槽的加工。
为扩大铣削能力还可在工作台上安装圆工作台。
图2-4-1 XA6132卧式万能铣床的主要结构2 XA6132卧式万能铣床的运动形式铣床的运动形式:主运动、进给运动及辅助运动。
主运动:铣刀的旋转运动即主轴的旋转运动;进给运动:工件夹持在工作台上在垂直于铣刀轴线方向做的直线运动。
包括工作台上下、前后、左右三个相互垂直方向上的进给运动;辅助运动:工件与铣刀相对位置的调整运动即工作台在上下、前后及左右三个相互垂直方向上的快速直线运动及工作台的回转运动称为辅助运动。
3 XA6132卧式万能铣床电气控制要求1)结构上主轴传动系统在床身内,进给系统在升降台内。
主运动与进给运动之间没有速度比例协调的要求,故采用单独传动。
2) 主轴电动机空载起动,能进行顺铣和逆铣,用正、反转来实现。
在加工前需预选,在加工中方向不改变。
3) 铣削加工是多切削刃不连续加工,因此为减轻负载波动,往往在主轴传动系统中加入飞轮,使转动惯量加大,但为实现主轴快速停车,对主轴电动机应设有停车制动。
科技Scienc 科技创新科技视界e &Technology Vision 科技视界在机械结构中,支架类零件使用较为广泛,主要目的就是支撑,并且还能够定位。
虽然支架形式和结构都根据不同的支撑功能变化,但是还存在部分共同特点。
比如,部分结构较为复杂,具有凸台、圆孔、加强筋、倾斜表面等结构,如果不对其好好的处理,就会对零件自身加工精度造成影响,还会影响机械设备装配精度,使设备使用性能和寿命缩短。
所以,合理加工设计能够对加工质量进行保证。
那么,本文就对钻床夹具设计进行分析。
1铣床主轴机械加工工艺1.1选择定位基准因为主轴中间具有通孔加工,不能够使用中心孔成为统一基准,工序使用互为基准。
将外圆表面及孔口倒角成为定位基准,对主要表面位置精度进行保证,在对定位基准选择的过程中,要求统一工序基准,尤其是精磨锥孔的时候,将支撑轴径作为定位基准,支撑轴径就是主轴测量基准及装配基准,三种基面相互结合会降低定位误差,以此提高互相位置精度。
在实现车削加工的过程中要首先进行粗加工,车削轴两端面钻出中心孔,然后进行调制处理,之后进行精加工,从而满足图纸需求的技术指标。
要想满足图纸需求技术指标,精加工尤为重要。
在精磨主轴各个外圆表面的时候,都是通过外侧表面自身实现定位[1]。
1.2主轴精加工主轴外圆和锥孔加工的过程中可以使用简单的工装实现,为了对两轴径圆柱度0.002进行保证,可以根据以下方式实现:利用MS1320E 高速外圆磨床;定位锥面芯轴两端中心孔,两端中心孔同轴度为0.001之内,主轴和锥面芯轴组装,使用螺母拧紧,使主轴及锥面芯轴成为一体,从而保证主轴装卡牢固,避免出现松动的情况。
使用纵向磨削方法磨削轴径,砂轮速度较低,砂轮磨损会过高,降低磨粒削刃锋利的程度。
砂轮设置为438mm ,工件线速度为6.5m /分,横向进给量为0.004-0.0001。
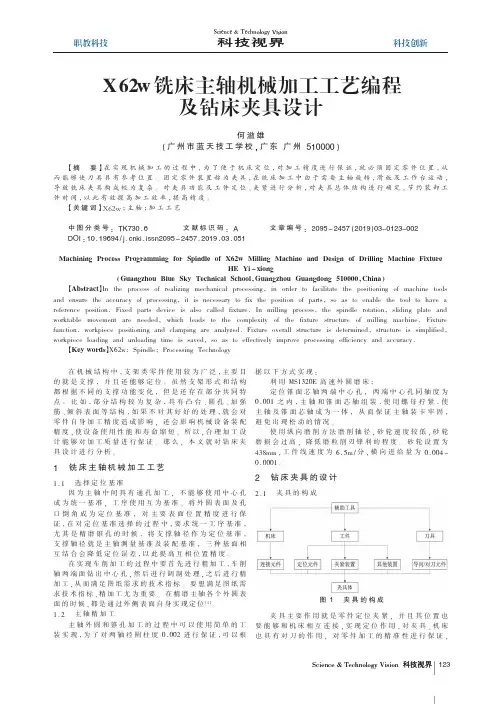
2钻床夹具的设计2.1夹具的构成图1夹具的构成夹具主要作用就是零件定位夹紧,并且其位置也要能够和机床相互连接,实现定位作用,对夹具、机床也具有对刀的作用,对零件加工的精准性进行保证,X62w铣床主轴机械加工工艺编程及钻床夹具设计何溢雄(广州市蓝天技工学校,广东广州510000)【摘要】在实现机械加工的过程中,为了便于机床定位,对加工精度进行保证,就必须固定零件位置,从而能够使刀具具有参考位置。
摘要此次毕业设计中,设计任务是将一台XA6132普通升降台卧式铣床,改造成三坐标数控铣床。
采用滚珠丝杠作为传动装置。
共有三根丝杠分别在纵向,横向工作台和垂直向升降台上。
驱动元件为步进电机。
微机数控系统由CPU、存储扩展电路和I/O接口电路、伺服电机驱动电路等几部分组成。
数控系统的核心是微机,其它装置均在微机的控制下进行工作。
系统的功能和系统中所用的微机直接相关。
数控系统对微机的要求是多方面的,但主要指标是字长和速度,字长不仅影响系统的最大加工尺寸,而且影响加工的精度和运算精度。
本设计采用的是MCS—51机,并扩展2片2764芯片,1片6264芯片,3片8155可编程并行I/O等组成的控制系统。
结合毕业设计的的工作和时间的限制,机械部分主要解剖三个坐标轴,完成机械结构设计,零件和参数的选择,部分计算过程;电气和微机部分主要有硬件原理图和程序框图,以及部分程序段,共计五张A0图。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,准备在今后的工作中不断学习,不断实践。
关键词:XA6132普通升降台卧式铣床,数控,改造AbstractIn this time graduation design, the design mission is to reform a set of XA6132 common working panel lifter lying type miller into the three coordinate number controlling miller,adopting the ball guide screw as the transmission device .There are three silk bar different totally at lengthways, horizontal work pedestal and perpendicularity to ascend and descend on the stage. The driving component is the stepping electrical engineering. The tiny machine number controls the system from the CPU, save to expand the electric circuit and I/ O connects a people's electric circuit, servo electrical engineering to drive the electric circuit etc. several parts constitute. The number controls the core of the system is a tiny machine, the other equips to all carry on the work under the control of the tiny machine. The tiny machine use is directly related in the function and systems of the system. The number controls the request of system to tiny machine is various, but the main index sign is a word to grow and speed, the word is long not only affect the system biggest to process the size, and the accuracy that influence process and operation accuracy. What this design adoption is machines MCS-51s, and expand 2 slices of 2764 chips, a slice of 6264 chips, 3 slices of 8155 programmable proceed together to constitute the control system .Because the work of graduation project and restriction of time, the mechanical part dissects three coordinate axes mainly, finishes mechanical structural design, the choices of the part and parameter, some computational processes; Electric and the computer part have principle pictures of hardware and procedure block diagram , and some procedure sections mainly, it is five A0 picture altogether.In this time graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, is a later design work to beat to descend the good foundation, I also realized the place of the shortage deeply at the same time, preparing to study continuously in the work of the aftertime, practicing continuously.Keywords: The XA6132 universal knee-type milling machine, the number control, reform.目录摘要 (I)Abstract (II)目录 (III)第一章绪论 (1)1.1 数控机床改造的意义 (1)1.2 国内外的数控机床的比较 (1)1.3 数控未来发展的趋势 (2)1.3.1 继续向开放式、基于PC的第六代方向发展 (2)1.3.2 向高速化和高精度化发展 (2)1.3.3 向智能化方向发展 (2)第二章设计任务和总体方案的确定 (4)2.1 设计任务 (4)2.2 总体方案设计的内容 (4)2.2.1伺服驱动 (4)2.2.2数控装置 (5)2.2.3系统功能 (5)2.2.4采用环形分配器 (5)2.2.5采用滚珠丝杠螺母副 (5)第三章伺服系统机械部分设计计算 (6)3.1 确定系统脉冲当量 (6)3.2 滚珠丝杠螺母副的设计,计算和选型 (6)3.2.1纵向丝杠的选择 (7)3.2.2横向丝杠的选择 (9)3.2.3垂直向丝杠的选择 (12)3.3传动效率计算 (14)3.4 齿轮传动比计算 (15)3.4.1纵向丝杠传动比 (15)3.4.2 横向丝杠的传动比 (15)3.4.3垂直丝杠的传动比 (16)3.5 步进电机的计算和选用 (16)3.5.1 纵向丝杠步进电机的计算 (16)3.5.2 横向丝杠步进电机计算 (19)3.5.3 垂直向丝杠步进电机的计算 (21)第四章数控系统各部件的结构及其工作原理 (24)4.1主控器 (24)4.2选择芯片 (26)4.3地址分配器及译码 (26)4.4接口电路及辅助电路具体设计 (27)专题部分:控制系统软件程序设计 (32)第五章绿色设计及环保分析 (40)致谢 (41)参考文献 (42)外文资料翻译 (43)第一章绪论1.1 数控机床改造的意义企业要在当前市场需求多变,竞争激烈的环境中生存和发展就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。

X6132型万能铣床主传动系统及主轴组件设计(机械C A D图纸)优秀设计毕业设计(论文)说明书题目 X6132型万能升降台铣床主传动系统及主轴组件设计学生系别专业班级机械设计制造及自动化学号指导教师毕业设计(论文)任务书设计(论文)题目: X6132型万能升降台铣床主传动系统及主轴组件设计系:专业:班级:学号:学生:指导教师:接受任务时间教研室主任(签名)系主任(签名)1.毕业设计(论文)的主要内容及基本要求1)主运动驱动电动机功率的确定,主传动设计,齿轮设计,主轴组件的计算;2)绘制X6132-28主传动装配图及床身、齿轮、主轴等零件图;3)编写设计说明书。
2.指定查阅的主要参考文献及说明1)《金属切削机床》,顾熙棠、迟建山、胡宝珍主编(下册),上海科学技术出版社2)《机床设计手册》第二册(上),《机床设计手册》编写组编,机械工出版社,1979年。
3)《专用机床设计与制造》,哈尔滨工业大学、哈尔滨市教育局《专用机床设计与制造》编写组编著,黑龙江人民出版社,1979年,哈尔滨。
3.设计的原始参数1)主轴转速n=30~1500r/min,转速级数Z=18,电动机转速n0=1400r/min。
2)工件材料是钢和铁:3)铣刀直径100毫米,齿数4,4)铣切宽度50毫米,铣切深度2.5毫米,转速750转/分,进给量750毫米/分。
4.进度安排摘要主传动系统设计及主轴组件设计是金属切削机床设计中的重要内容,本次毕业设计的题目是X6132-28主传动设计及主轴组件设计。
设计中根据已知条件,确定了主电动机功率、传动系统公比、变速组和传动副数目、计算了齿轮齿数,绘制了转速图,并进行了主传动的结构设计。
在此基础上进行了齿轮设计,主轴轴承的配置和主轴结构参数的确定及主轴组件的刚度验算。
关键词:铣床,主传动系统,主轴组件ABSTRCTThe master drive system design and the main axle module design is in the metal-cutting machine tool design important content, this graduation project's topic is the X6132-28 master drive design and the main axle module design. In the design acts according to the datum, had determined the main motor power, the transmission system common ratio, the speed change group and the transmission vice-number, have calculated the gear number of teeth, has drawn up the rotational speed chart, and has carried on the master drive structural design. Based on this has carried on the gear design, main shaft bearing's disposition and the main axle design parameter determination and the main axle module's rigidity checking calculation.Keywords: Milling machine, master drive system, main axle module目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)第1章绪论1.1 机床的用途及性能 (1)1.2 机床的主要规格参数 (3)第2章主运动驱动电动机功率的确定 (4)第3章 X6132—28主传动设计3.1 转速图的拟定 (9)3.1.1 确定公比 (5)3.1.2 确定变速组和传动副数目 (5)3.1.3 确定传动顺序顺序方案 (5)3.1.4 确定扩大顺序方案 (6)3.1.5拟定转速图 (9)3.2 齿轮齿数的确定 (17)3.2.1 确定齿轮齿数时应注意下面这些问题 (10)3.2.2 本设计中的基本变速组和第一扩大组齿轮齿数的确定 (12)3.2.3 设计中第二扩大组齿轮齿数的确定 (13)3.2.4 检查相邻齿轮的齿数差 (13)3.2.5 校核 (16)3.2.6齿轮的布置与排列 (17)3.3 主传动的结构设计 (21)3.3.1 传动的布局及变速方式 (17)3.3.2 主传动的开停装置 (18)3.3.3 主传动的制动装置 (18)3.3.4 主传动的换向装置 (18)3.3.5 计算转速的确定 (21)第4章齿轮设计4.1 齿轮Z17、Z18的设计 (25)4.1.1 计算 (23)4.1.2 验算齿根弯曲强度 (24)4.1.3 齿轮Z17与齿轮Z18的几何尺寸计算: (25)4.2 其它齿轮参数的确定 (26)第5章主轴组件的计算5.1 主轴组件结构参数的确定 (30)5.1.1 搜集和分析资料 (27)5.1.2 主轴组件结构参数的确定 (30)5.2 主轴的结构和组件的布置 (31)5.2.1 主轴的材料与、热处理和技术要求 (31)5.2.2 主轴轴承 (31)5.3 主轴组件的刚度验算 (38)5.3.1 主轴的受力分析 (35)5.3.2 主轴组件的刚度验算 (38)5.4 主传动系统中各轴承的参数确定 (40)第6章结论 (41)参考文献 (42)致谢 (43)附录 (44)第1章绪论1.1机床的用途及性能X6132、X6132A型万能升降台铣床属于通用机床。
Graduation Project (Thesis)Harbin University of CommerceX6132milling machine feed system, lifting platform and platform designStudent SunMingxingSupervisor Yan ZugenSpecialty X6132 milling machine feedsystem, lifting platform andplatform design School Harbin University of Commerce2012年6月9日1 绪论1.1机床的用途及性能X6132、X6132A型万能升降台铣床属于通用机床。
主要适用于机械工厂中加工车间、工具车间和维修车间的成批生产、单件、小批生产。
这种铣床可用圆柱铣刀、圆盘铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。
如果配以万能铣头、圆工作台、分度头等铣床附件,还可以扩大机床的加工范围。
X6132、X6132A型铣床的工作台可向左、右各回转45 º当工作台转动一定角度,采用分度头时,可以加工各种螺旋面。
X6132型机床三向进给丝杠为梯形丝杠,X6132A型机床三向进给丝杠为滚珠丝杠。
X6132/1、X6132A/1型数显万能升降台铣床是在X6132、X6132A型万能升降台铣床的基础上,在纵向、横向增加两个坐标的数字显示装置的一种变型铣床,该铣床具有普通万能升降台铣床的全部性能外,借助于数字显示装置还能作到加工和测量同时进行,实现动态位移数字显示,既保证了工件加工质量,又减轻了工人劳动强度和提高劳动生产率,配上万能铣头还可以进行镗孔加工。
图1-1 X6132卧式铣床整机外形图图1-2 X6132卧式铣床整机三维建模外形图图1-3 X6132卧式铣床所设计部分三维建模外形图3 X6132-进给系统传动方案和传动系统图的拟定3.1 转速图的拟定已知主轴转速为n=10~1000r/min ,转速级数Z=21,电动机转速n 0=1410r/min.3.1.1确定公比ϕ由公式 R n =nn m inm ax =ϕ1-Z (3-1)301500=ϕ118- 26.1≈ϕ3.1.2 确定变速组和传动副数目大多数机床广泛应用滑移齿轮变速,为了满足结构设计和操纵方便的要求,通常采用双联或三联滑移齿轮,因此,主轴转速为21级的变速系统需要3个变速组,即Z=21=3×3×3-6。
X62W铣床主轴机械加工工艺规程与钻床夹具设计一、X62W铣床主轴机械加工工艺规程铣床是一种常用的机械加工设备,主要用于加工零部件的平面、曲面和曲线形状。
X62W铣床是一种常见的数控铣床,下面是针对X62W铣床的主轴机械加工工艺规程。
1.加工零件的准备工作a.根据工艺要求,准备好需要加工的零件,包括尺寸、材料等信息;b.清洁加工零件,确保表面没有杂质、油污等;c.安装所需要的刀具,并进行修整,保证刀具的刃口尖锐。
2.刀具的选择和刀具装夹a.根据零件的加工要求,选择合适的刀具,包括刀具类型、刀具直径等;b.使用合适的装夹方式将刀具安装到主轴上,确保刀具牢固可靠。
3.主轴转速和进给速度的设定a.根据加工材料的硬度和刀具直径等因素,合理设定主轴的转速;b.根据零件的加工要求,设定适当的进给速度,以确保加工质量。
4.加工路径的设定a.根据零件的形状和尺寸,确定合适的加工路径,包括切削方向和切削深度等;b.设置合适的刀具运动轨迹,使刀具能够按照规定的路径进行切削。
5.加工过程中的操作注意事项a.加工过程中要注意切削液的使用,以减少切削温度,保护工件表面;b.加工过程中要及时清理切削屑,防止其对工件和刀具造成损伤;c.加工过程中要始终保持专注,确保操作的安全和准确性。
6.完成加工后的处理a.加工完成后,进行清洁和检查,确保零件表面没有切削渣等残留物;b.完成零件的加工记录,包括加工时间、精度等信息。
钻床夹具是用于夹持工件,使其保持稳定位置并完成钻削加工的工具。
以下是针对钻床设计的夹具的设计要点。
1.夹具型式的选择a.根据工件形状和加工要求选择合适的夹具型式,如钳夹、原理滑块夹、气动滑块夹等;b.根据工件的特性,选择合适的夹持方式,如上夹、侧夹、角夹等。
2.夹具的结构设计a.夹具的结构应该简单、刚性强,以确保工件在夹持过程中的稳定性;b.夹具应根据工件的形状设计合适的夹持方式和夹具构造,使其能够夹持工件的有关部位,同时不影响钻削加工。
X6132型万能升降台铣床主轴变速箱设计指导书————————————————————————————————作者:————————————————————————————————日期:2常州工程职业技术学院毕业综合课题任务书(机械、能源类专业)机械电子工程系机电应用技术专业班同学:一、设计(论文)题目X6132型万能升降台铣床主轴变速箱设计二、设计(论文)参数及依据本课题来源于某机床总厂为用户设计制造的专用机床,要用于铣削平面、斜面、沟槽等。
一、技术参数工作台尺寸(长×宽):1250×320mm;主轴转速范围(18级):30—1500转/分进给量范围(21级):纵向:10-1000毫米/分横向:10—1000毫米/分垂直:3。
3—333毫米/分快速进给量:纵向与横向:2300毫米/分垂直:766。
6毫米/分主电机:功率:7。
5千瓦转速:1450转/分进给电机:功率:1.5千瓦转速:1410转/分二、质量指标1、主轴箱箱体的结构要合理、简单、实用;2、各主轴之间空间相互位置要定位准确;3、参数设计正确无误4、箱体刚性好、重量轻。
三、设计(论文)内容及目标该项目包括:1、开题报告2、X6132设计型万能升降台铣床主轴变速箱设计3、绘制变速箱装配总图4、绘制主轴以及部分重要零件的零件图5、毕业设计说明书一份(中文摘要不少于300字,英文摘要不少于1200个印刷符号)6、英文资料翻译四、进度安排周次工作内容预定目标及检查方式1 检索与课题相关的材料,为毕业设计作好准备工作。
并完成开题报告。
查阅相关的资料,开学来连同开题报告一并交老师检查。
2 完成总体设计、部件设计草图。
查阅相关资料和书籍,根据已知参数和要求完成总体设计、部件设计草图3 完成装配总图经老师检查并最终完成总图绘制4 部件图及部分零件图。
各自选择画不同的主要部件及零件图5 编写设计说明书以及答辩准备修改各自的设计内容并打印成稿;准备答辩五、毕业设计时间:2012 年12 月26日到2013 年1月24 日六、本课题必须完成的内容:1、调查研究、查阅文献和搜集资料;2、阅读和翻译与研究内容有关的外文资料;3、撰写文献综述,确定设计方案;4、有关计算;材料的选择等;5、撰写说明书(含中英文摘要)。
1 引言本文我将对X6132卧式铣床的传动轴轴进行加工(大批量生产)。
车床是主要用车刀对旋转的工件进行车削加工的机床。
在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。
主轴是车床的关键零件之一,其前端直接与夹具(卡盘、顶尖等)相连接用以夹持并带动工件旋转完成表面成型运动。
主轴加工的主要问题是如何保证主轴支承轴颈的尺寸、形状、位置精度和表面粗糙度,主轴前端内、外锥面的形状精度、表面粗糙度以及它们对支承轴颈的位置精度。
主轴是典型的轴类零件,而轴类零件的材料常用价格较便宜的45钢,这种材料经调质或正火后,能得到较好的切削性能及较高的强度和一定的韧性,具有良好的综合力学性能。
毛坯制造方法主要与零件的使用要求和生产类型有关,比较重要的轴,多采用锻件毛坯。
在加工主轴的过程中,首先要分析零件图,分析零件所要达到的技术要求。
然后根据加工条件合理的选择加工方案,确定所需刀具、冷却方法以及加工工序等等。
因为主轴比较长,所以要参照细长轴的装夹方式和锥堵与锥堵心轴来确定主轴的装夹。
在加工和加工后都确定了检验方法。
2 CA6140车床及主轴零件的分析2.1 CA6140车床的技术要求及参数2.1.1 CA6140概述CA6140机床中的C表示的是车床,而6140指的是车床的主参数为6140,组代号是6,系代号1,40代表是普通卧式,400mm的旋转直径。
CA6140车床适用于车削内外圆柱面,圆锥面及其它旋转面,车削各种公制、英制、模数和径节螺纹,并能进行钻孔和拉油槽等工作床身宽于一般车床,具有较高的刚度,导轨面经中类淬火,经久耐磨。
机床操作灵便集中,溜板设有快移机构。
采用单手柄形象化操作,宜人性好。
机床结构刚度与传动刚度均高于一般车床,功率利用率高,适于强力高带切削。
主轴孔径大,可选用附件齐全。
主要应用于机械、石化、兵工、航空、电子、汽车、仪表、轻工、铁路等行业,结构外观如图3-1所示。
毕业设计(论文)说明书题目名称: X6132 机械结构设计-2011-II学院:机械工程学院专业年级:机械设计制造及其自动化姓名:班级学号:指导教师:二零一一年六月五日摘要本次毕业设计,是基于X6132的机械结构设计,主要涉及部分为升降台部分,在设计的过程中,运用CAD绘制部分的装配图和零件图,并进行标注,对机械精度设计和工程制图进行巩固,运用UG对轴承和轴套进行建模,对典型零件进行三维建模,对升降台部分的轴进行工艺规程设计,涉及轴的选材、确定毛坯和机械加工余量及工序尺寸与公差、拟定工艺路线、选择工艺设备;并进行切削用量和时间定额的计算,填写机械加工工艺过程卡和机械加工工序卡片。
关键词:X6132,UG,建模,工艺规程设计AbstractThe graduation project is based on the X6132's mechanical structure design, mainly related to some of the lift part of the design process, using CAD to draw part of the assembly and part drawings, and tagging on the mechanical precision design and engineering drawings for consolidation, the use of UG model bearing on the lift part of the axis of process planning, involving selection of the axis to determine the rough and machining allowances and process dimensions and tolerances, the development process route, selection of process equipment; and the cutting the calculation of the amount and time scale, complete machining process and machining processes card cards.Keywords:X6132, UG, modeling, process planning目录第1章绪论 (1)1.1课题研究的背景意义 (1)1.2UG的简介 (2)1.3课题研究的主要内容 (2)第2章装配图的绘制和标注 (4)2.1装配图的作用 (4)2.2装配图的内容 (4)2.3装配图的产生 (4)2.3.1根据已有的零件图画装配图 (5)2.3.2采用绘制零件图的方法画装配图 (5)2.4画装配图的步骤 (5)2.4.1画基准轴线 (5)2.4.2绘制主要轮廓 (6)2.4.3画出细节 (7)2.4.4完成标注 (7)第3章轴承的设计 (9)3.1设计要求 (9)3.2设计思路 (9)3.3具体步骤 (9)3.3.1创建轴承内圈模型 (9)3.3.2创建轴承外圈模型 (11)3.3.3创建轴承滚动体模型 (12)3.3.4建模完成 (13)第4章轴套的建模 (15)4.1设计要求 (15)4.2具体步骤 (15)4.2.1创建轴套的外轮廓 (15)4.2.2对轴套的右端打孔 (18)4.2.3建立花键模型 (18)4.2.4创建键槽模型 (19)4.2.5打孔 (20)4.2.6倒角操作 (21)第5章轴的工艺规程设计 (22)5.1轴的工艺分析及生产类型的确定 (22)5.1.1轴概述 (22)5.2确定毛坯 (24)5.3对零件进行工艺分析 (24)5.4工艺路线的拟定 (25)5.5切削用量的选择 (26)5.5.1确定粗车工步切削用量 (26)5.5.2确定精车工步切削用量 (27)5.5.3确定铣键槽时的切削用量 (27)5.5.4确定磨削时的切削用量 (28)5.6工序尺寸及其公差的确定 (28)5.7机械加工过程 (29)5.7.1确定加工方法 (29)5.7.2机床选择 (29)5.7.3刀具选择 (29)5.7.4量具选择 (30)5.8确定各工序的时间定额 (31)5.8.1时间定额的组成 (31)5.9填写工艺文件 (32)5.10工艺分析 (32)结论 (34)致谢 (35)参考文献 (36)第1章绪论1.1 课题研究的背景意义金属切削机床(Metal cutting machine tools)是用切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”或“工具机”,习惯上简称为机床。