径向跳动的介绍及其测量方法
- 格式:pdf
- 大小:327.78 KB
- 文档页数:5

实验1齿轮径向跳动检测
(一)实验目的
1、 了解卧式径向检查仪工作原理及使用方法。
2、 学会使用卧式径向检查仪检测齿轮径向跳动。
(二)实验原理
齿圈径向跳动误差ΔFr是在齿轮一转范围内,处于齿槽内或轮齿上、与齿高中部双面接触的测头相对于齿轮轴心线的最大变动量。
图1-1卧式径向检查仪工作原理
1-底座;2-工作台固紧螺丝; 3-顶针固紧螺丝; 4-被测齿轮;5-升降螺母
6-指示表抬起手柄;7-指示表;8-测量头;9-中心顶针
图1-2卧式径向检查仪实物图
图1-3量棒及百分表放置图
如图1-4a,以齿轮基准孔的轴线O为中心,转动齿轮,使齿槽在正上方,再将球形测头(或用量棒)插入齿槽与左右齿面接触,从百分表(或千分表)上读数,依次测量所有齿。将各次读数记在坐标图上,如图1-2b所示,取最大读数与最小读数之差作为齿圈径向跳动误差。
图1-2齿轮径向计算图
(三)实验步骤
1、 查阅仪器附件盒表格,根据被测齿轮选取球形测头,并将测头装入表的测杆下端。
2、 把擦净的被测齿轮装在仪器的中心顶尖上,安装后齿轮不应有轴向窜动!借助升降螺母5与抬起手柄6调整指示表,使指示表有一到二圈的压缩量;
3、 球形测头伸入齿槽最下方即可读数,读完数,向后扳拨杆,抬起千分表转过一齿,再放下,开始测第二齿。如此依次测量各个齿面,把指示表的读数记下,并绘制出齿圈径向跳动图,取最大读数与最小读数之差,算出齿圈径向跳动误差ΔFr(rF=maxr-minr)。
4、 根据齿轮的技术要求,查出齿圈径向跳动公差Fr,判断合格性:合格条件:rF≤rF为合格
(四)实验报告及要求
1、 齿轮齿数Z=,模数m=,齿顶圆da=mm。
2、 数据记录
仪器名称 仪器型号
仪器分度值 被测齿轮等级
数据记录(um)
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
实验六 径向圆跳动和端面圆跳动的测量
一、实验目的
1、了解跳动误差的测量原理及数据处理方法。
2、掌握齿轮径向跳动测量仪的使用方法。
二、测量器具:
齿轮径向跳动测量仪,百分表或千分表,杠杆百分表
三、测量原理
圆跳动公差是要素饶基准轴线作无轴向移动旋转一周时,在任一测量面内所允许的最大跳动量。
四、测量步骤
1、径向圆跳动的测量:
⑴将零件擦净,置于偏摆仪两顶尖之间固紧顶尖座;
⑵将百分表装在表架上,使表杆通过零件轴心线,并与轴心线大至垂直,测头与零件表面接触,并压约缩1~2圈后紧固表架。
⑶转动被测件一周,记下百分表读数的最大值和最小值,该最大值与最小值之差,为此截面的径向圆跳动误差值。
⑷在轴向的三个截面上进行测量,取三个截面中圆跳动误差的最大值,为该零件的径向圆跳动误差。
2、端面圆跳动的测量:
⑴将杠杆百分表夹持在偏摆检查仪的表架上,缓慢移动表架,使杠杆百分表的测量头与被测端面接触,并予压0.4mm。
⑵转动工件一周,记下百分表读数的最大值和最小值,该最大值与最小值之差,即为直径处的端面跳动误差。
⑶在被测端面上均匀分布的三个直径处测量,取其三个中的最大值为该零件端面圆跳动误差。
3、根据图纸所给定的公差值,判断零件是否合格。
端面圆跳动公差0.12mm,径向圆跳动公差0.06mm
思 考 题
1 、形位误差的检测原则有哪些?
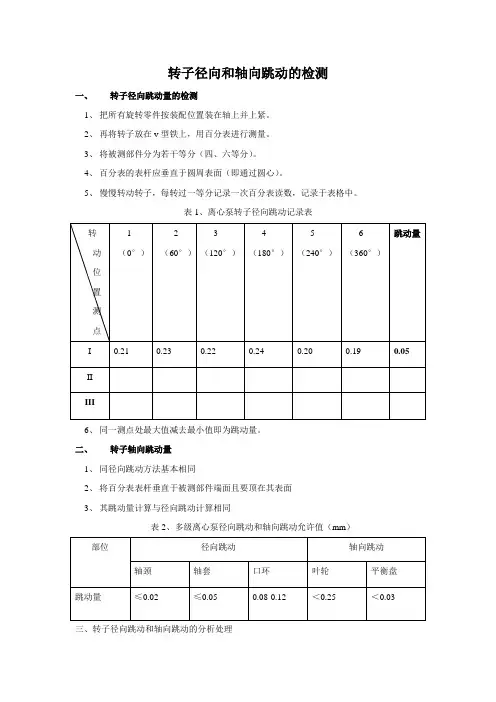
转子径向和轴向跳动的检测
一、 转子径向跳动量的检测
1、 把所有旋转零件按装配位置装在轴上并上紧。
2、 再将转子放在v型铁上,用百分表进行测量。
3、 将被测部件分为若干等分(四、六等分)。
4、 百分表的表杆应垂直于圆周表面(即通过圆心)。
5、 慢慢转动转子,每转过一等分记录一次百分表读数,记录于表格中。
表1、离心泵转子径向跳动记录表
转动位置
测点 1
(0°) 2
(60°) 3
(120°) 4
(180°) 5
(240°) 6
(360°) 跳动量
I 0.21 0.23 0.22 0.24 0.20 0.19
0.05
II
III
6、 同一测点处最大值减去最小值即为跳动量。
二、 转子轴向跳动量
1、 同径向跳动方法基本相同
2、 将百分表表杆垂直于被测部件端面且要顶在其表面
3、 其跳动量计算与径向跳动计算相同
表2、多级离心泵径向跳动和轴向跳动允许值(mm)
部位 径向跳动 轴向跳动
轴颈 轴套 口环 叶轮 平衡盘
跳动量 ≤0.02 ≤0.05 0.08-0.12 <0.25 <0.03
三、转子径向跳动和轴向跳动的分析处理 1、 超差时引起转子与堂子发生偏磨或转子振动,影响泵的正常工作。
2、 产生的原因
① 轴弯曲 ②部件间接触面与中心不垂直 ③部件加工及装配不当等
3、 修正方法
(1) 校正轴
(2) 修理部件与部件间的接触面
(3) 对加工不同心或端面与轴孔不垂直,则需在车床上加工到达到要求。

径向跳动公差及检测
跳动误差的测量
1.径向圆跳动公差
径向圆跳动公差是要素以基准轴线为中心无轴向移动地旋转一周时,在任一测量面内所允许的最大跳动量。圆跳动的测量方向,一般是被测表面的法线方向。
径向圆跳动误差的检测,一般是用两顶尖的连线或V形块来体现基准轴线,在被测表面的法线方向,使指示器的测头与被测表面接触,使被测零件回转一周,指示器最大读数差值即为该截面的径向圆跳动误差。测量若干个截面的径向圆跳动误差,取其中最大误差值作为该零件的径向跳动误差。
外圆跳动分为圆跳动和全跳动两类。跳动测量可用跳动检查仪或V形块和千分表来检测。
测量工具:检验平板、V形块、带指示器的测量架、定位装置。
1.1当零件图中的基准是由两端圆柱轴线建立的公共基准时,采用V形块体现基准轴线。将被测零件放在V形块上,使基准轴线的外母线与V形块工作面接触,并在轴向定位,使指示器测头在被测表面的法线方向与被测表面充分接触;
(1)转动被测零件,观察指示器的示值变化,记录被测零件在回转一周过程中的最大与最小读数M1和M2,取其代数差为该截面上的径向圆跳动误差: △=M1-M2
( 2)按上述方法测量若干个截面,取各截面上测得的跳动量中的最大值作为该零件的径向圆跳动误差。
1.2当零件图中的基准是由两端中心孔轴线建立的公共基准时,采用顶尖体现基准轴线。
将被测零件安装在两顶尖之间。要求没有轴向窜动且转动自如。指示器在被测表面的法线方向与被测表面接触。转动被测零件,在一周过程中指示器读数的最大差值即为该截面上的径向圆跳动误差。测量若干个截面,取各截面上测得的跳动量中的最大值,作为该零件的径向圆跳动误差。
2.径向全跳动误差
2.1概念 全跳动公差是要素以基准轴线为中心作无轴向移动的连续多周旋转,同时指示器沿被测要素的理想轮廓作相对移动时,在整个表面上所允许的最大跳动量。
全跳动误差是指被测实际要素饶基准轴线作无轴向移动的连续回转,同时指示器沿理想要素线连续移动,由指示器在给定方向上测得的最大与最小读数之差。