数控铣授课教案——基本指令
- 格式:docx
- 大小:145.29 KB
- 文档页数:5

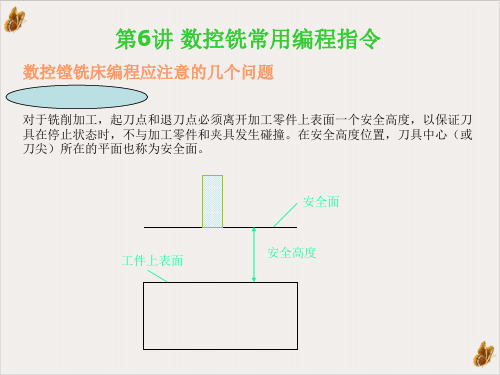

《数控铣削编程》教案学科数铣编程授课班级12级数控大专一班时间2013年 11月15 日课型一体化教学计划 1 课时第1课时授课教师谢彬课题课题三:孔加工固定循环教学目的任务 1、知识目标:了解数控铣孔加工固定循环基本动作组成。
2、能力目标:掌握G81指令格式、含义、编程应用及注意事项。
3、情感目标:培养锻炼学生的学习耐心,提高操控能力。
重点数控铣孔加工固定循环基本动作组成难点 G81指令格式、含义及编程的灵活应用关键格式教学内容及过程一、组织教学:统计学生出勤情况、检查校卡、整理工作服、强调注意事项。
二、复习提问:G00与G01有什么区别?导入新课:怎样用直线插补指令G01编辑钻孔加工程序(如图1所示)?图1程序:G21G40G49G64; 机床初始化M03S600 主轴正转,600mm/minG90G54G00X0Y0; 绝对编程,选G54为工件坐标系并快速移动到(0,0)点G00Z100; 刀具离工件上表面的安全高度为100mmG00Z5; 刀具离工件上表面的安全高度为5mmG01Z-3F50; 以50mm/min的速度加工孔至Z-3mmG04X1000; 刀具在孔底停留1SG00Z100; 快速移动使刀具距工件上表面为100mmM30; 程序结束教法与时间2分钟6分钟18分钟三、新授内容:孔加工固定循环指令G81。
(一)、孔加工固定循环指令G81的格式G98G99}G81X__Y__R__Z__P__F__;……G80;(二)、指令动作说明G81 :孔加工固定循环功能X__Y__:动作1:刀具在XY轴定位,快速到达待加工孔的上方。
R__ :动作2:刀具沿Z向快速接近工件,到达R安全平面。
Z__ :动作3:以F(mm/min)的速度加工孔至Z-3mm。
F__:进给速度MM/MINP__ :动作4:刀具在孔底暂停P(s)。
动作5:返回R安全平面。
动作6:刀具快速返回到R安全平面或初始平面。
(三)、孔加工固定循环指令G81的动作示意图:四、练习程序讲解与加工演示(编程坐标系说明) (一)、练习程序讲解O0001;G21G40G49G64;M03S600;G90G54G00X0Y0;G00Z100;G98G81X0Y0R5Z-5P1000F50;X10Y10;X-10Y10;X-10Y-10;X10Y-10;G80;GOOXOYO;M05;M30;(二)、加工演示五、内容回顾15分钟4分钟。


《数控铣实训教案》word版一、教学目标1. 理解数控铣床的基本原理和结构。
2. 掌握数控铣床的操作方法和技巧。
3. 学会使用数控铣床进行简单的零件加工。
二、教学内容1. 数控铣床的基本原理和结构。
2. 数控铣床的操作方法和技巧。
3. 数控铣床的安全操作规程。
4. 数控铣床的维护和保养。
5. 数控铣床加工的基本工艺。
三、教学方法1. 讲授法:讲解数控铣床的基本原理和结构,数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养,数控铣床加工的基本工艺。
2. 演示法:演示数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养。
3. 实践法:让学生亲自动手操作数控铣床,进行简单的零件加工。
四、教学准备1. 数控铣床一台,要求运行正常。
2. 数控铣床操作手册一本,要求详细。
3. 数控铣床安全操作规程一份,要求详细。
4. 数控铣床维护和保养方法一份,要求详细。
5. 简单的零件加工图纸若干份,要求详细。
五、教学过程1. 讲解数控铣床的基本原理和结构,数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养,数控铣床加工的基本工艺。
2. 演示数控铣床的操作方法和技巧,数控铣床的安全操作规程,数控铣床的维护和保养。
3. 让学生亲自动手操作数控铣床,进行简单的零件加工。
4. 教师巡回指导,纠正学生的操作错误。
5. 总结本次教学内容,布置课后作业。
六、教学评估1. 观察学生在操作数控铣床时的准确性、熟练程度和安全意识。
2. 检查学生加工的零件质量,评价其加工技巧和工艺水平。
3. 收集学生作业,评估其对数控铣床操作理论和实践知识的掌握程度。
七、教学反思1. 总结本次教学过程中的亮点和不足之处。
2. 针对不足之处,提出改进措施,以便提高教学质量。
3. 思考如何调整教学方法,以适应不同学生的学习需求。
八、课后作业1. 复习数控铣床的基本原理和结构,整理笔记。
2. 复习数控铣床的操作方法和技巧,尝试独立完成操作步骤。
数控铣床基本编程指令1. 简介数控铣床是一种自动化加工设备,通过预先编写的指令控制刀具在工件表面上进行切削加工。
这些指令被称为数控铣床编程指令,是数控铣床能够自动执行加工操作的关键。
本文将介绍数控铣床的基本编程指令,帮助读者了解如何编写和使用这些指令。
2. G代码和M代码在数控铣床编程中,最常用的两种指令是G代码和M代码。
•G代码:用于定义刀具的运动方式和加工路径。
例如,G00表示快速移动,G01表示直线插补,G02表示圆弧插补等。
•M代码:用于定义刀具的辅助功能和机床的控制指令。
例如,M03表示主轴正转,M05表示主轴停止等。
3. 基本编程指令3.1 设置工作坐标系在开始进行数控铣床编程之前,需要先设置工作坐标系。
通过指令G92可以将当前位置设置为工作坐标系的原点。
例:G92 X0 Y0 Z03.2 快速移动快速移动是指刀具在不加工的情况下进行的高速移动。
通过指令G00可以实现快速移动。
例:G00 X100 Y100 Z103.3 直线插补直线插补是指刀具在两个点之间直接移动。
通过指令G01可以实现直线插补。
例:G01 X50 Y50 Z5 F1003.4 圆弧插补圆弧插补是指刀具沿着指定的圆弧路径进行移动。
通过指令G02和G03可以实现圆弧插补。
例:G02 X50 Y50 Z5 I25 J0 F1003.5 停止主轴停止主轴是指停止刀具的旋转。
通过指令M05可以实现停止主轴的功能。
例:M053.6 开始主轴开始主轴是指启动刀具的旋转。
通过指令M03可以实现开始主轴的功能。
例:M03 S10003.7 改变刀具改变刀具是指更换刀具的操作。
通过指令T可以实现改变刀具的功能。
例:T023.8 结束程序结束程序是指终止数控铣床的加工操作。
通过指令M30可以实现结束程序的功能。
例:M304. 示例程序下面是一个简单的示例程序,演示如何使用基本编程指令进行数控铣床的加工。
G92 X0 Y0 Z0G00 X100 Y100 Z10G01 X50 Y50 Z5 F100G02 X50 Y50 Z5 I25 J0 F100M05M03 S1000G01 X0 Y0 Z0 F100M305. 总结本文介绍了数控铣床的基本编程指令,包括设置工作坐标系、快速移动、直线插补、圆弧插补、停止主轴、开始主轴、改变刀具和结束程序等。