台达-A2 伺服电子凸轮使用
- 格式:ppt
- 大小:36.21 MB
- 文档页数:150
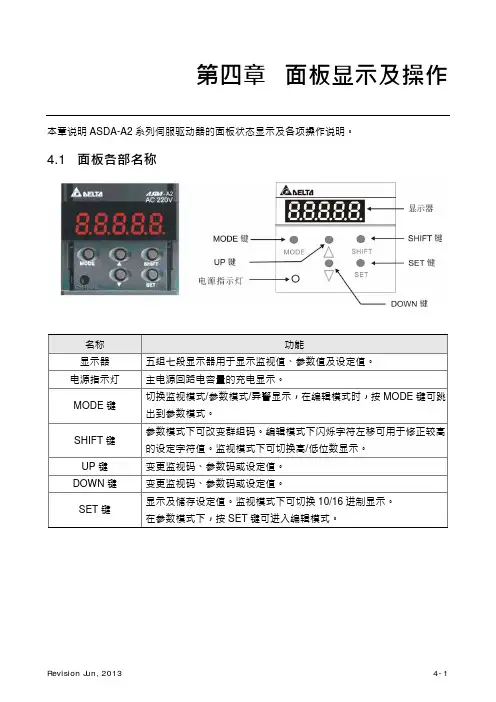
第四章面板显示及操作本章说明ASDA-A2系列伺服驱动器的面板状态显示及各项操作说明。
4.1 面板各部名称第四章 面板显示及操作 ASDA-A2系列4.2 参数设定流程(1) 驱动器电源投入时,显示器会先持续显示监视变量符号约一秒钟。
然后才进入监控模式。
(2) 按MODE 键可切换参数模式→监视模式→异警模式,若无异警发生则略过异警模式。
(3) 当有新的异警发生时,无论在任何模式都会马上切到异警显示模式下,按下MODE 键可切换到其他模式,当连续20秒没有任何键被按下,则会自动切换回异警模式。
(4) 在监视模式下,若按下UP 或DOWN 键可切换监视变量。
此时监视变量符号会持续显示约一秒钟。
(5) 在参数模式下,按下SHIFT 键时可切换群组码。
UP /DOWN 键可变更后二字符参数码。
(6) 在参数模式下,按下SET 键,系统立即进入编辑设定模式。
显示器同时会显示此参数对应的设定值,此时可利用UP /DOWN 键修改参数值,或按下MODE 键脱离编辑设定模式并回到参数模式。
(7) 在编辑设定模式下,可按下SHIFT 键使闪烁字符左移,再利用UP /DOWN 快速修正较高的设定字符值。
(8) 设定值修正完毕后,按下SET 键,即可进行参数储存或执行命令。
(9) 完成参数设定后,显示器会显示结束代码「SAVED 」,并自动回复到参数模式。
第四章面板显示及操作 ASDA-A2系列4.3 状态显示4.3.1 储存设定显示当参数编辑完毕,按下SET储存设定键时,面板显示器会依设定状态持续显示设置状态符号一秒钟。
4.3.2 小数点显示4.3.3 警示信息显示4.3.4 正负号设定显示第四章面板显示及操作 ASDA-A2系列4.3.5 监控显示驱动器电源输入时,显示器会先持续显示监控显示符号约一秒钟。
然后才进入监控模式。
在监控模式下可按下UP或DOWN键来改变欲显示的监视变量,或可直接修改参数P0-02来指定监视代码。
第七轴通过伺服电机运行的调试步骤一、概述此文档将介绍如何通过西门子PLC来控制伺服电机的正转、反转、以某一速度进行绝对位置的定位以及电机运行错误后如何复位,伺服驱动器如何设置参数等一些最基本的伺服电机的运行操作步骤。
二、需准备的材料1、西门子S7-1200系列PLC一台(我们准备的S7-1200 CPU1215C DC/DC/DC)2、台达伺服电机ECMA-L110 20RS一台3、台达伺服控制器ASD-A2-2023-M一台4、威纶通触摸屏MT-8012IE一台5、博途V15设计软件6、威纶通EBproV6.0设计软件三、调试步骤及简单说明调试之前首先将所有设备按照安装说明书上控制接线部分的介绍正确的接入电源,所有设备中需要特别注意的是伺服控制器的进线是三项220V 的电压。
建议先让伺服电机在无负载的作用下正常运作,之后再将负载接上以免造成不必要的危险,伺服驱动器的控制用CN1信号端口来接线控制(CN1端口如何接线将提供接线图来接线)。
1、伺服驱动器的参数设置1)、伺服驱动器面板介绍2)、启动电源面板将显示以下几种报警画面,根据需要将参数调整到位。
画面一:将参数P2-15、P2-16、P2-17三个参数设定为0画面二:将参数P2-10~P2-17参数中没有一个设定为21 画面三:将参数P2-10~P2-17参数中没有一个设定为233)、以上步骤调整好之后可以利用JOG寸动方式来试转电机和驱动器,操作步骤如下图4)、JOG模式调试正常后,在通过PLC控制伺服电机运转,需设定以下几个参数用来。
①、P1-01设定成Pt模式 00000②、P1-00设定成脉冲列+符号 00002③、P0-02 设置驱动器显示状态监视输入脉冲 01④、设定电子齿轮比P1-44(分子)和P1-45(分母)电子齿轮比需计算,计算方式如下:前提所需条件:a.产品所要达到的精度要求比如0.001mm,相当于一个脉冲想走的距离0.001mm;b.行走速度200mm/s,PLC最大发脉冲数2000000*0.001(目前伺服电机最快20m/min)c.电机编码器分辨率1280000P/Rd.齿轮分度圆直径63.66mme.减速机速比10f.m/n电机轴与负载轴的机械减速比⑤、将P1-44设为8400,P1-45设为3183⑥、重新启动伺服驱动器,即可。
第七轴通过伺服电机运行的调试步骤一、概述此文档将介绍如何通过西门子PLC来控制伺服电机的正转、反转、以某一速度进行绝对位置的定位以及电机运行错误后如何复位,伺服驱动器如何设置参数等一些最基本的伺服电机的运行操作步骤。
二、需准备的材料1、西门子S7-1200系列PLC一台(我们准备的S7-1200 CPU1215C DC/DC/DC)2、台达伺服电机ECMA-L110 20RS一台3、台达伺服控制器ASD-A2-2023-M一台4、威纶通触摸屏MT-8012IE一台5、博途V15设计软件6、威纶通EBproV6.0设计软件三、调试步骤及简单说明调试之前首先将所有设备按照安装说明书上控制接线部分的介绍正确的接入电源,所有设备中需要特别注意的是伺服控制器的进线是三项220V 的电压。
建议先让伺服电机在无负载的作用下正常运作,之后再将负载接上以免造成不必要的危险,伺服驱动器的控制用CN1信号端口来接线控制(CN1端口如何接线将提供接线图来接线)。
1、伺服驱动器的参数设置1)、伺服驱动器面板介绍2)、启动电源面板将显示以下几种报警画面,根据需要将参数调整到位。
画面一:将参数P2-15、P2-16、P2-17三个参数设定为0画面二:将参数P2-10~P2-17参数中没有一个设定为21 画面三:将参数P2-10~P2-17参数中没有一个设定为233)、以上步骤调整好之后可以利用JOG寸动方式来试转电机和驱动器,操作步骤如下图4)、JOG模式调试正常后,在通过PLC控制伺服电机运转,需设定以下几个参数用来。
①、P1-01设定成Pt模式 00000②、P1-00设定成脉冲列+符号 00002③、P0-02 设置驱动器显示状态监视输入脉冲 01④、设定电子齿轮比P1-44(分子)和P1-45(分母)电子齿轮比需计算,计算方式如下:前提所需条件:a.产品所要达到的精度要求比如0.001mm,相当于一个脉冲想走的距离0.001mm;b.行走速度200mm/s,PLC最大发脉冲数2000000*0.001(目前伺服电机最快20m/min)c.电机编码器分辨率1280000P/Rd.齿轮分度圆直径63.66mme.减速机速比10f.m/n电机轴与负载轴的机械减速比⑤、将P1-44设为8400,P1-45设为3183⑥、重新启动伺服驱动器,即可。
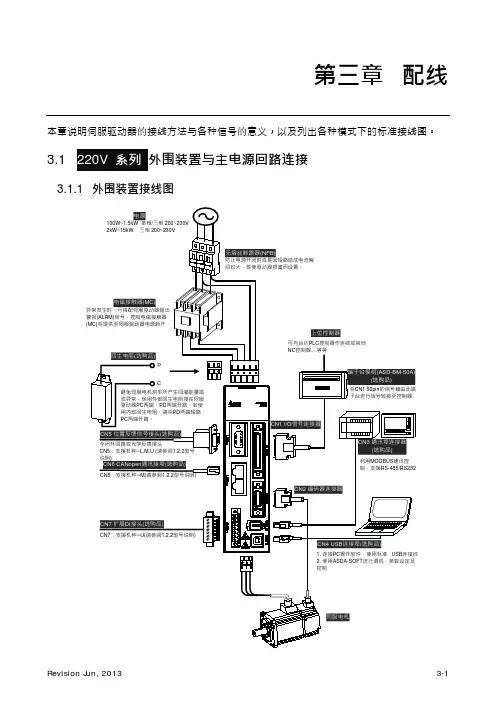

配线及操作模式公司:中达电通股份有限公司部门:运动控制产品处(IMS)日期:2013年12月01主要内容2伺服配线及操作接口功能及典型接线 面板操作介绍控制功能位置模式 速度模式 扭矩模式 混合模式D/I 功能伺服配线电源回生电阻上位控制器第二路反馈Can 总线接口扩展DI接口动力及编码器反馈个人电脑通讯主机CN1连接器实物图此图为连接件背面端子号码及信号名称NC为内部使用,请勿连接任何器件DI/DO为数字输入/输出端子,其功能可自由设定,详见DI/DO功能设置CN2连接器电机输出线CN6终端电阻终端电阻参数设置流程报警记录查看寸动操作在SERVO ON状态下进入参数模式P4-05按SET键调整速度按SET键正反向寸动台达伺服可以在多种模式下进行控制单一模式支持速度,位置,扭矩模式同时支持在不同模式间进行转换支持总线CANopen控制控制模式选择参数P1-01模式选择需在SERVO OFF状态,系统需重新上电1.Pt位置模式P1-01=0,设置驱动器为外部位置(Pt)模式P1-00:用来设置外部输入脉冲的型式脉冲型式滤波宽度逻辑型式2.内部位置模式P1-01=1设置驱动器为内部寄存器位置控制模式驱动器提供64组寄存器,可供用户进行规划,通过I/O或通讯的方式选择要执行的路径速度模式速度模式应用于精密速度控制场合命令源分两种:模拟量(+/-10V)、内部寄存器命令内部寄存器速度命令可以通过通讯方式随时进行更改通过合理的增益调整可以实现高响应,高精度速度控制相关参数速度命令选择P1-01=2为S模式P1-01=4为Sz模式具体命令来源见下表速度模式架构命令处理单元架构。
台达A2伺服在模切机上的应用前言:模切机是模切压痕设备的统称。
模切包括按模板压痕和按模板压切。
用钢刀将印品压切成单个图形的产品称作模切;利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕。
模切主要用于商标,不干胶及电子行业。
模切机对生产速度和精度要求很高,目前市场上用的较多的控制架构是PLC 发脉冲控制伺服或步进;本文提供另一种新颖的方法,介绍A2伺服的PR 模式用在平压平型模切机上。
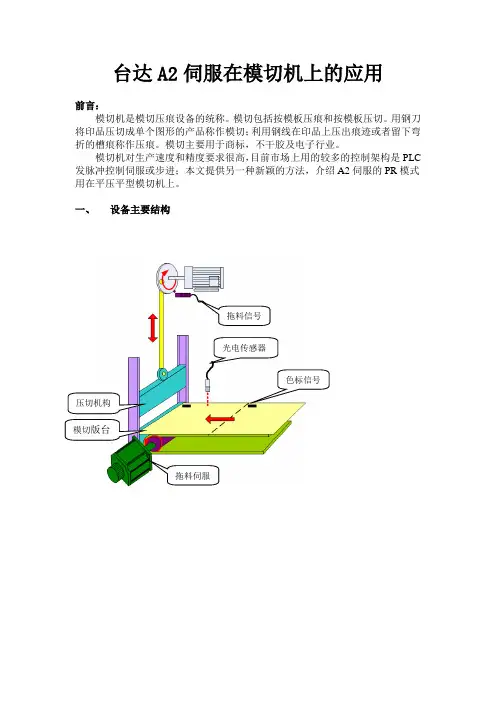
一、 设备主要结构光电传感器拖料信号拖料伺服实际照片如下图:平压平型模切机的模切版台和压切机构的形状都是平板状的。
模切版被固定在平整的版台上,被加工板料放在压板上。
工作时,模切版台固定不动,压板通过曲轴连杆作用往复运动,使得版台与压板不断地离合。
当版台与压板与开时,给一拖料信号给A2伺服,A2伺服按照要求送一次料。
之后,版台与压板合压一次,便实现一次模切。
二、工艺流程模切机的工作流程模式有程控和光控,光控相对复杂。
1.光控模式:用在材料上有色标的场合,要求每次切割位置相对色标是固定的。
光控的过程如下(参考下图):当A2伺服收到拖料信号后,开使进行送料,在走的过程中,如果已送料的长度小于盲区长度的大小,此时,即使有色标信号,伺服也不理会;当已送料长度大于盲区长度后,伺服捕捉此后出现的第1个色标,当碰到色标信号后,伺服以碰到色标的位置为起点,再走窗口的距离,然后停止。
如果,色标信号一直不出现,伺服就以一开始的速度走设定的送料长度。
2、程控模式:一般用在材料上没有色标的场合,当A2伺服收到拖料信号后,伺服走一固定的距离,也就是设置的送料长度。
三、功能实现目前世面上大多数模切机的控制由PLC发脉冲控制步进或普通伺服,盲区和窗口都是由PLC判断,此种方式的缺点在于,当PLC碰到色标后再发指定窗口脉冲数,即使发的窗口脉冲数是正确的,由于伺服存在跟随误差,最终的切割位置还是会有所偏离色标信号。
为避免这种情况,一般PLC程序会做处理,也就是当碰到色标信号后,先发出CCLR信号(清除脉冲误差量),同时发出窗口的脉冲数,这可以提高部分精度。




电子凸轮功能使用说明电子凸轮是指根据从轴的同步参数设定,从轴位置与主轴位置同步的功能。
根据设定的凸轮曲线、离合器、各种补偿等来运算从轴相对于主轴的位置。
时间ISD210电子凸轮型伺服支持最大8192点的凸轮表,凸轮表数量可以设定为1、2或者4个,不同凸轮表在运行过程中可以动态切换。
电子凸轮的主轴来源可以选择位置脉冲输入、全闭环输入、内部定位指令或者时间轴。
多台伺服通过主轴脉冲的级联,可以实现针对同一个主轴的多轴联动电子凸轮。
凸轮曲线的生成规则支持整体曲线生成,这种模式下曲线各个点二次连续;也支持指定顶点后的分段生成,用户可根据自己的需要选择等速度、等加速度、简谐等多生成规则。
电子凸轮运行过程中,支持对主轴和凸轮输出的动态调整,支持对主轴的速度补偿,支持可变齿轮,解决运行过程中各种误差调整和跟随问题。
0>电子凸轮结构图1>全局开关Pn[837] 电子凸轮开关电子凸轮开关Pn[837]电子凸轮使能开关0‐不使能1‐使能只有凸轮开关使能时,才能使用电子凸轮的各项功能。
凸轮开关关闭时,当前主轴位置、当前凸轮相位将被复位。
2>主轴Pn[838] 主轴来源选择Pn[839] 时间轴周期脉冲量Pn[840]、Pn[841] 当前主轴位置主轴来源选择Pn[838]选择电子凸轮的主轴0‐位置指令脉冲,可以来自低速脉冲口,也可以来自高速脉冲口,由参数Pn[407]‐Pn[416]配置1‐全闭环口脉冲,可以来自CN6上的全闭环脉冲,RS422电平标准,AB相2‐定位指令,可以来自PLC内部定位指令,主轴来源选择定位指令时,电子凸轮的输出位置调整功能无效3‐时间轴 ,可以来自时间轴,参考Pn[839]时间轴周期脉冲量Pn[839]主轴来源选择时间轴时,设定每0.5mS主轴的位置增量‐32768~32767当前主轴位置Pn[840]、Pn[841]反映凸轮使能后主轴的位置,‐2147483648~2147483647,超出范围后循环。
A2电子凸轮应用技巧摘要:台达ASDA-A2伺服内建的电子凸轮功能,在各个行业内的应用日趋广泛。
本文主要结合实际应用中不同问题的解决方案,介绍A2电子凸轮在实际应用中的窍门和技巧,以方便工程设计人员更好进行系统搭建和应用调试。
关键词: 误差补偿By-pass 切长比主轴脉冲正向递增1.A2伺服“一主多从”的连接“一主多从”有两种,第一种主轴为交流电机+编码器;另外一种为伺服主轴。
两种反方式下,A2伺服均提供两种连接方式。
当主轴为信号来源为外接编码器时,若使用CN5传递,不用去设定P1-73.方式1:主轴脉冲信号通过伺服CN1接口进行传递方式2:主轴脉冲信号通过伺服CN1和CN5接口进行传递2.电子凸轮主轴脉冲“正向递增”当主从硬件连接完成后,定义好电子凸轮启动控制参数P5-88后,不要看到凸轮轴可以动了,就认为没有问题了。
其实还有一个很重要的问题需要审视。
那就是凸轮主轴脉冲是否为正向递增。
因为凸轮主轴命令脉冲的“正向递增”是完成电子凸轮其它辅助功能,如前置,脱离,同步修正等功能的必要前提条件。
如果主轴脉冲不符合“正向递增”特性,调试中便会出现很多莫名其妙的问题。
那如何才能知道主轴脉冲的特性呢?A2伺服提供有凸轮主轴脉冲监视寄存器,即参数P5-86,可以通过观察P5-86来确认主轴脉冲是否为“正向递增”。
当主轴脉冲方向不正确时,在脉波by-Pass模式下,A2提供换相功能(用P1-03.Y),以利多台串接调整方向用,信号源CN1/CN5均有效,只需修改参数便可实现脉冲方向的调换。
如下图说明:3.飞剪模式下追随误差补偿追随误差补偿,在飞剪轮切应用过程中,到当由低速到高速运转过程中,会出现追随误差导致裁切滞后,即裁切点后偏现象。
针对此问题,A2伺服具有独特的解决方案,即飞剪追随误差动态补偿功能,运用此功能可以有效降低追随误差。
而此功能的应用设定非常简单,只要设定P1-36=1,并调整P2-53和P2-02即可实现此功能。