机械设计中二维图的绘制和标注资料汇总汇总
- 格式:doc
- 大小:723.00 KB
- 文档页数:19
机械设计中二维图的绘制和标注资料汇总汇总机械设计中二维图的绘制和标注资料汇总在机械设计领域中,二维图的绘制和标注是非常重要的环节。
它们是设计师将设计思想转化为实际产品的关键步骤。
本文将汇总一些机械设计中二维图的绘制和标注的资料,帮助读者更好地理解和应用这些技术。
一、二维图的绘制1. 绘制工具在机械设计中,常用的绘图工具有AutoCAD、SolidWorks、CATIA等。
这些软件提供了丰富的绘图功能,能够满足不同需求。
对于初学者来说,建议选择一款易于上手的软件,并通过学习视频或教程来熟悉其基本操作。
2. 绘图规范在进行二维图绘制时,需要遵循一定的绘图规范,以确保图纸的准确性和可读性。
常见的绘图规范包括:线型标准、尺寸标注、文字字体和大小、图纸布局等。
熟悉并遵守这些规范是绘制高质量二维图的基础。
3. 基本绘图技巧绘制二维图时,需要掌握一些基本的绘图技巧。
例如,使用不同的线型和线宽来表示不同的实体;合理选择绘图比例,使图纸既能显示细节,又不至于过大;使用图层管理工具,方便对不同元素进行管理和编辑等。
这些技巧能够提高绘图效率和准确性。
二、二维图的标注1. 标注要求在机械设计中,标注是为了清晰地表达设计意图和尺寸要求。
标注要求包括:尺寸标注的位置、字体和大小;标注线的类型和长度;标注箭头的形状等。
合理的标注要求能够使图纸更加易读和易懂。
2. 常用标注方法常用的标注方法有:直线标注、径向标注、角度标注等。
直线标注用于标注直线段的长度;径向标注用于标注圆形零件的直径或半径;角度标注用于标注角度大小。
在进行标注时,需要注意标注的位置和方向,以确保标注的准确性。
3. 标注的注意事项在进行标注时,需要注意以下几点:避免标注重叠,以免造成混淆;标注文字要清晰易读,字体大小适中;标注线要与被标注对象相连,以明确标注的对象。
这些注意事项能够提高标注的准确性和可读性。
三、学习资源推荐1. 书籍资料机械设计领域有许多优秀的书籍可以供学习参考。
第9章绘制二维零件图◆9.1 零件图的内容◆9.2 零件图的视图选择◆9.3 零件图中的技术要求◆9.4 机械标准件绘制◆9.5 轴、套类零件图绘制-齿轮轴◆9.6 箱体类零件图绘制-减速器箱体9.1 零件图的内容零件图是制造和检验零件用的图样,因此,图样中应包括图形、数据和技术要求。
一张完整的零件图通常包括以下内容:(1)图形采用一组视图,如视图、剖视图、断面图、局部放大图等,用以正确、完整、清晰并且简便地表达此零件的结构。
(2)尺寸用一组以正确、完整、清晰和合理的尺寸标注出零件的结构形状和其相互位置。
(3)技术要求用一些规定的符号、数字、字母和文字诠释。
简明、准确地给出零件在使用、制造和检验时应达到的表面粗糙度、尺寸公差、形状和位置公差、表面热处理和材料热处理等一些技术要求。
(4)标题栏它是用来填写零件名称、材料、图样的编号、比例、绘图人姓名和日期等。
9.2 零件图的视图选择一张正确、完整的机械零件图应该能够将零件各部分的形状以及零件之间的位置关系清晰完整的表示出来,因此,选择各视图的位置极其重要,选择视图的一般步骤如下:(1)了解机械零件的使用功能、要求、加工方法和在总件中的安装位置等信息。
(2)对零件进行形体结构分析。
(3) 选择主视图的投射方向,确定从哪个方向观察零件以绘制主视图。
(4) 确定其他视图的个数,在选择其他视图时,既要考虑将零件中各部分的结构形状以及相对位置准确清晰的表达出来,也要使每个视图所表达的内容重点突出,以避免重复表达,总之,要做到完整清晰地表达零件的整体结构。
9.2.2 轴、套类零件轴、套类零件的主要加工方向是轴线水平放置,为了便于加工时阅读图纸,零件的摆放位置应为轴线水平位置。
对轴套类零件上的孔、键槽等结构,采用剖面图、放大视图等方法来表达这些结构,如图9-1所示为轴类零件图的视图选择示例。
图9-1 轴类零件图9.2.3 轮、盘类零件轮、盘类零件在加工时一般也是水平放置,通常是按加工位置即轴线水平放置零件。
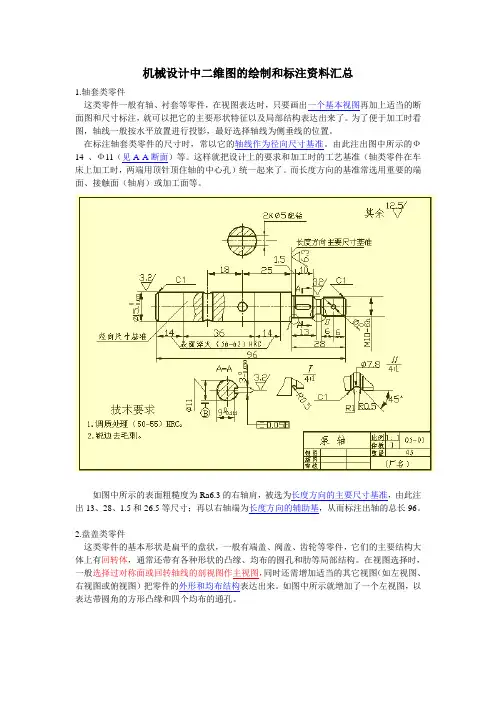
机械设计中二维图的绘制和标注资料汇总1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
![二维视图上的尺寸标注与注释_CATIA V5 机械设计案例教程_[共12页]](https://uimg.taocdn.com/c60dc8d290c69ec3d4bb7582.webp)
9.3 二维视图上的尺寸标注与注释 9 2279.3 二维视图上的尺寸标注与注释9.3.1 手动标注尺寸在图样上标注尺寸应满足正确(符合国家标准的规定)、完整(尺寸齐全,不多不少)、清晰(尺寸布置合理,便于看图)、合理(满足设计和制造要求)四项要求。
本节主要介绍如何创建尺寸和修改尺寸的属性以满足上述四项要求。
创成式制图有两种标注尺寸的方法:一种是手动标注,另一种是自动标注。
手动标注是利用“尺寸标注”工具栏中的各种命令完成尺寸的创建。
创建不同类型尺寸的命令图标位于“尺寸标注”工具栏下的“尺寸”子工具栏中,如图9-140(a )所示。
当单击“尺寸”工具栏中的按钮时,都会弹出“工具控制板”工具栏,如图9-140(b )所示,在此工具栏中可选择标注尺寸的方向及填写尺寸数值。
(a )尺寸标注工具栏和尺寸工具栏 (b )工具控制板工具栏图9-140 尺寸标注工具栏、尺寸工具栏和工具控制板工具栏 1.尺寸命令的应用尺寸命令可以满足图样中的大部分标注,它可以标注距离、直径、半径及角度尺寸。
标注尺寸的方法是:单击尺寸子工具栏中所需命令图标,选择视图中标注的对象,移动鼠标使尺寸至合适位置后单击左键,完成一次标注。
标注示例如下:单击尺寸按钮,单击图9-141中的各线段可注出其长度尺寸40、20和10。
单击左右两条线可注出距离尺寸60。
单击两条相交线可注出角度尺寸90°。
单击圆或圆弧可注出直径或半径尺寸φ40、R 20。
单击两个圆可注出图中两个圆心之间的距离36.06。
图9-141 不同元素的尺寸标注 二维视图上的尺寸标注与注释9 工程制图228 利用尺寸命令标注尺寸时,在出现尺寸数值时单击右键,会弹出相应的尺寸标注样式快捷菜单,在该菜单中选择需要的标注样式。
具体操作步骤如图9-142所示。
(a )单击命令 (b )单击轮廓线 (c )单击右键 (d )选择直径边线 (e )完成直径标注图9-142 非圆视图上直径的标注在标注圆柱高度尺寸时可用这种方法在快捷菜单上选择“长度”则标注出的尺寸数值前没有直径符号φ。
第2章机械制图中基本二维图形绘制◆ 2.1 使用平面坐标系◆ 2.2 点◆ 2.3 直线◆ 2.4 弧线◆ 2.5 封闭图形◆ 2.6 多段线◆ 2.7 多线◆ 2.8 图案填充◆ 2.9绘制六角螺母2.1 使用平面坐标系坐标系坐标系主要分为笛卡儿坐标系和极坐标,用户可以在指定坐标时任选一种使用。
不论笛卡儿坐标系还是极坐标都分为绝对坐标和相对坐标。
2.1.1 绝对坐标绝对坐标包括笛卡尔绝对坐标和极坐标的绝对坐标。
笛卡尔绝对坐标绘制直线绝对极坐标绘制直线2.1.2 相对坐标相对坐标包括笛卡尔相对坐标和极坐标的相对坐标。
笛卡尔相对坐标绘制直线相对极坐标绘制直线2.2 点点是图形对象的最基本组成元素,是需要掌握的第一个基本图形,点的作用主要是表示节点或参考点,在AutoCAD中,用户可以绘制各种不同形式的点。
基本的二维绘图命令基本都包含在如图2-5所示的“绘图”工具栏中,在工具栏中单击相应的按钮即可执行命令。
图2-5 “二维绘图”工具栏2.3 直线在AutoCAD中,直线可以分为直线、射线和构造线3种形式,都是最常见的基本图形,2.2.1 绘制直线单击“直线”按钮,或在命令行中输入LINE,或选择“绘图”|“直线”命令,都可执行该命令。
单击“直线”按钮,命令行提示如下。
命令: _line指定第一点: //通过坐标方式或者光标拾取方式确定直线第一点指定下一点或[放弃(U)]: //通过其他方式确定直线第二点2.2.2 绘制构造线构造线命令提示行中给出了5种绘制构造线的方法,它们的功能如下:(1)“水平(H)”:创建一条经过指定点并且与当前UCS的X轴平行的构造线;(2)“垂直(V)”:创建一条经过指定点并且与当前UCS的Y轴平行的构造线;(3)“角度(A)”:创建一条与参照线或水平轴成指定角度,并经过指定一点的构造线;(4)“二等分(B)”:创建一条等分某一角度的构造线;(5)“偏移(O)”:创建平行于一条基线一定距离的构造线。
机械设计中二维图的绘制和标注资料汇总汇总二维图的绘制和标注是机械设计中非常重要的一项技能。
通过绘制和标注二维图,可以清晰地表达设计意图,方便制造和加工过程中的操作和交流。
本文将汇总机械设计中二维图的绘制和标注所需的资料和要点,帮助读者掌握这一技能。
一、绘制二维图的资料汇总1. 设计图纸:机械设计中绘制二维图需要使用设计图纸,常见的有A0、A1、A2等不同尺寸的图纸。
设计图纸上通常包含了标题栏、图框、比例尺、图例等信息。
2. 设计软件:机械设计中常用的绘图软件有AutoCAD、SolidWorks等。
这些软件提供了丰富的绘图工具和功能,能够满足不同绘图需求。
3. 设计规范:在绘制二维图时,需要遵守相应的设计规范,如国家标准、行业标准等。
这些规范包括了图纸布局、尺寸标注、符号标注等方面的要求,确保图纸的规范和统一。
4. 设计要求:在绘制二维图之前,需要明确设计的要求和目标。
这包括了设计的功能、尺寸要求、装配关系等方面的要求,为绘图提供准确的依据。
二、绘制二维图的要点汇总1. 绘图准备:在绘制二维图之前,需要进行一些准备工作。
首先,确定绘图的比例尺,根据实际情况选择合适的比例尺,如1:1、1:2等。
其次,确定图纸的布局,将设计内容合理地分配在图纸上。
最后,选择合适的视图,包括主视图、剖视图、细节视图等。
2. 绘图工具:在绘制二维图时,需要熟练掌握绘图工具的使用。
常见的绘图工具有直线、圆弧、多边形等,可以通过命令或工具栏进行选择和使用。
此外,还可以使用辅助工具如偏移、镜像、旋转等,提高绘图的效率和准确性。
3. 标注要求:标注是二维图中非常重要的一部分,能够清晰地表达设计的尺寸和要求。
在标注时,需要遵循相应的标准和规范,如国家标准GB/T 1967-2007等。
标注要求包括了尺寸标注、公差标注、表面质量标注等方面的要求,确保标注的准确和可读性。
4. 符号标注:在二维图中,还需要使用各种符号来表示不同的元素和要求。
机械设计中二维图的绘制和标注资料汇总1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
这类零件一般有阀体、泵体、减速器箱体等零件。
在选择主视图时,主要考虑工作位置和形状特征。
选用其它视图时,应根据实际情况采用适当的剖视、断面、局部视图和斜视图等多种辅助视图,以清晰地表达零件的内外结构。
在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。
对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸。
5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。
零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。
在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。
一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
2)表面粗糙度的代号、符号及其标注GB/T 131-1993规定了表面粗糙度代号及其注法。
图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1)) 轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。
Ra的数值及取样长度l见表。
2))轮廓最大高度(Rz)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用Ra参数。
2.表面粗糙度的标注要求4) 表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向5) 表面粗糙度代(符号)在图样上的标注方法1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。
当空间狭小或不便标注时可以引出标注。
当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"两字。
凡统一标注的表面粗糙度代(符)号及说明文字,其高度均应该是图样标注的1.4倍。
零件上连续表面、重复要素(如孔、齿、槽等)的表面和用细实线连接不连续的同一表面,其表面粗糙度代(符)号只注一次。
同一表面上有不同的表面粗糙度要求时,应用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸。
齿轮、螺纹等工作表面没有画出齿(牙)形时,其表面粗糙度代(符)号注法见图。
中心孔的工作表面,键槽的工作表面,倒角,圆角的表面粗糙度代号可以简化标注。
需要将零件局部热处理或局部镀(涂)覆时,应用粗点画线画出其范围并标注出相应尺寸,也可将其要求注写在表面粗糙度符号长边的横线上。
2.标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的标记。
标准公差分为20级,即IT01,IT0,IT1,…,IT18。
其尺寸精确程度从IT01到IT18依次降低。
标准公差的具体数值见有关标准。
2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。
基本偏差共有28个,代号用拉丁字母表示,大写为孔,小写为轴。
从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT 或EI=ES-IT ei=es-IT或es=ei+IT孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。
根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带之上。
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。
孔的公差带与轴的公差带互相交叠。
3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。
孔的公差带在轴的公差带之下。
基准制:在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。
根据生产实际的需要,国家标准规定了两种基准制。
1)基孔制(如左下图所示)基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。
见左下图。
基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
2)基轴制(如右下图所示)基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。
见右下图。
基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。
配合代号配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。
凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。
例如φ25H7/g6的含义是指该配合的基本尺寸为φ25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如φ25N7/h6 的含义是指该配合的基本尺寸为φ25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。
公差与配合在图样上的标注1)在装配图上标注公差与配合,采用组合式注法。
2)在零件图上的标注方法有三种形式。
4.形位公差零件加工后,不仅存在尺寸误差,而且会产生几何形状及相互位置的误差。
圆柱体,即使在尺寸合格时,也有可能出现一端大,另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差。
阶梯轴,加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。
所以,形状公差是指实际形状对理想形状的允许变动量。
位置公差是指实际位置对理想位置的允许变动量。
两者简称形位公差。
形位公差项目符号1) 形状和位置公差的代号国家标准GB/T 1182-1996规定用代号来标注形状和位置公差。
在实际生产中,当无法用代号标注形位公差时,允许在技术要求中用文字说明。
形位公差代号包括:形位公差各项目的符号,形位公差框格及指引线,形位公差数值和其他有关符号,以及基准代号等。
框格内字体的高度h与图样中的尺寸数字等高。
2) 形位公差标注示例一根气门阀杆,在图中所标注的形位公差附近添加的文字,只是为了给读者作说明而重复写上的,在实际的图样中不需要重复注写。
1.零件上的铸造结构1) 铸造圆角当零件的毛坯为铸件时,因铸造工艺的要求,铸件各表面相交的转角处都应做成圆角。
铸造圆角可防止铸件浇铸时转角处的落砂现象及避免金属冷却时产生缩孔和裂纹。
铸造圆角的大小一般取R=3~5mm,可在技术要求中统一注明。
2) 起模斜度用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1∶20的斜度,叫做拔模斜度。
因此在铸件上也有相应的拔模斜度,这种斜度在图上可以不予标注,也不一定画出,如下图所示;必要时,可以在技术要求中用文字说明。
3) 铸件厚度当铸件的壁厚不均匀一致时,铸件在浇铸后,因各处金属冷却速度不同,将产生裂纹和缩孔现象。
因此,铸件的壁厚应尽量均匀,见上图;当必须采用不同壁厚连接时,应采用逐渐过渡的方式,见上图。
铸件的壁厚尺寸一般采用直接注出。
2.零件上的机械加工结构1)退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。