多点成形-PPT课件
- 格式:ppt
- 大小:1.03 MB
- 文档页数:32
板材三维曲面多点成形技术吉林工业大学!"##$%&李明哲陈建军隋振’摘要(多点成形是一种板材柔性成形新技术)它在新产品的试制开发*多品种*小批量板类件生产*大型板材成形等诸多方面都显示出良好的潜力)本文探讨了多点成形的基本原理*技术特点和系列实用技术+并对多点成形的应用前景作了阐述)关键词多点成形无模成形板材成形随着航空*航天*舰船*汽车等生产行业飞速发展+金属板材成形件的需求量越来越大)尤其对于像飞机外壳*船体外板等大型金属三维曲面的成形+目前只能采用手工加工方法)其工作环境差*劳动强度高*生产效率低且较难获得精确的目标形状)因此+迫切需要开发能够迅速适应产品更新换代需要+自动化程度高*适应性广的板材成形新技术*新设备)多点成形是将多点成形技术和计算机技术结合为一体的先进制造技术)该技术利用了多点成形设备的,柔性-特点+不需要换模就可实现各种曲面的成形+从而实现无模成形.运用分段成形技术+可以利用小设备实现大型板材的成形+使生产效率大大提高)基本概念多点成形的基本原理是利用一系列规则排列的*高度可调的基本体+通过对各基本体运动的实时控制+自由地构造出成形面+从而实现板材三维曲面成形/见图!+$&)多点成形技术涵盖的领域很广+包含了从多点成形原理*工艺*成形方法到多点成形设备的设计与制造等诸多方面)多点成形方法与传统模具成形方法的一个主要区别就是它具有,柔性-加工特点+即可以实时控制各基本体的位移和速度)利用这个特点+既可以在成形前也可在成形过程中改变基本体的相对位移状态+从而改变被成形件的变形路径及受力状态+以达到不同的成形结果)多点成形设备的这种柔性加工的特点与传统模具成形相比能为工件提供更多的变形路径的选择+从而能够实现如反复成形*分段成形等很多特色加工方法)多点成形有二种典型的方式+一种称为多点模具成形!其特点是在板材成形前就调整好各基本体的位置!而在成形过程中基本体间没有相对运动"其实质与模具成形基本相同!只是把模具分成离散点"另一种称为多点压机成形!其特点是在成形前不对基本体进行调整!而在成形过程中调整基本体位置!此时的每对基本体都相当于一台小型压机!故称为多点压机成形法"多点压机成形更能体现多点成形的优点"图#调整后的马鞍形成形面图$多点成形样件多点成形设备则是以计算机辅助设计%辅助制造%辅助测试&’()*’(+*’(,-技术为主要手段的板材柔性加工新装备!它以可控的基本体群为核心!板类件的设计%规划%成形%测试都由计算机辅助完成!从而可以快速经济地实现三维曲面自动成形"技术特点与传统的模具成形相比!多点成形具有其自身的特点.#/实现无模成形通过对各基本体运动的控制来构造出各种不同的成形曲面!可以取代传统的整体模具!节省模具设计%制造%调试和保存等所需的人力%物力和财力!显著地缩短产品生产周期!降低生产成本!提高产品的竞争力"与模具成形法相比!不但节省加工制造模具的费用!而且节省大量的修模与调模时间"与手工成形方法相比!成形的产品精度高%质量好!并且显著了提高生产效率"$/优化变形路径通过基本体调整!实时控制变形曲面!随意改变板材的变形路径和受力状态!提高材料成形极限!实现难加工材料的塑性变形!扩大加工范围"0/实现无回弹成形可采用反复成形新技术!消除材料内部的残余应力!并实现少无回弹成形!保证工件的成形精度"1/小设备成形大型件采用分段成形新技术!可以连续%逐次成形超过设备工作台尺寸数倍的大型工件"2/易于实现自动化曲面造型%工艺计算%压力机控制%工件测试等整个过程全部采用计算机辅助!实现’()*’(+*’(,一体化生产!工作效率高!劳动强度小!极大地改善了劳动者作业环境"实用技术适应不同的需求!多点成形已经形成了系列化的实用技术.#/无回弹反复成形技术反复成形法就是利用多点成形柔性化的特点!在多点成形中成形件围绕着目标形状连续不间断地反复成形!逐渐靠近目标形状!减小工件的回弹及材料内部的残余应力!实现板材小回弹或无回弹成形"如图0所示!反复成形时!首先使材料变形到比目标形状加上应有的回弹值还大一点的程度"在此状态下!再使材料往回变形"如果此时的变形量等于回弹值!就相当于卸载过程!继续加载使材料沿其回弹方向继续变形到超过目标形状"这样!以目标形状图0反复成形过程为中心!重复上述成形过程!使板料逐渐地靠近到目标形状!最后在目标处结束成形"在多次反复成形过程中!34$35新技术新工艺6$777年第#7期万方数据可使残余应力的峰值逐渐变小!最终可实现无回弹"无残余应力的变形#$%分段成形技术多点分段成形充分利用了多点成形设备的柔性特点!把工件在不分离的情况下分成若干个成形区域分别成形!从而能够实现利用小设备对大型板材的成形&见图’(#图’分段成形技术这种成形方法可以减小设备尺寸!实现以往只能利用手工完成的大型板材的压制!从而大大降低产品的成本#同时!多点分段成形方法也可以提高板材的成形极限!但由于分段成形时!板材在每次成形时!都要受到未成形区及已成形区的影响!成形区的受力及变形情况比整体成形时要复杂得多!控制较难#应用该技术目前已成形出超过设备工作台面积)倍的样件!扭曲面总扭曲角超过’**+&见图,(#图,分段成形样件-%多道成形技术对于变形量很大的制品!选取最佳路径多道成形!使成形过程中板材各部分变形尽量均匀!以消除起皱等成形缺陷!提高板材的成形能力#’%闭环成形技术即将自动控制技术与./0!./1结合起来!对成形后的工件进行三维测量!将测量的数据反馈到./1系统!经过控制算法运算后!计算出基本体群形状的修正量!传递给控制系统再次成形!这样反复几次!可以达到精确的目标形状#结语多点成形技术可以实现无模成形!节省模具制造费用与时间2可以改善被成形件的变形条件!实现无回弹成形!并实现在小设备上成形大型件#多点成形技术特别适合于三维曲面板制品的多品种小批量生产及新产品的试制!所加工的零件尺寸越大!其优越性越突出#多点成形技术在飞机和航天器的蒙皮!轮船和舰艇的外板!车辆!大型容器和城市雕塑等三维曲面板制品加工中!有着广阔的应用前景!并将产生应有的经济效益和社会效益#参考文献3%李明哲!中村敬一%基本的4成形原理5检讨&板材多点成形法5研究第3报(%平成’年度塑性加工春季讲演会论文集!366$7,368,$$$%9:;<=>?@:!A B >C ;<@:B ?D E %!9B F D :G H C :;DI C J K :;<7L I F ?M :N F ?K L ;B I L E D B J :;<K ?D >C OI C J L -G OP B J I L E ?P >??D !Q C B J G ;L F C I 9L D ?J :L F P R J C E ?P P :;<0?E >;C F C <S !3666!T )7$))8$T *-%李明哲!蔡中义等%板材多点反复成形的残余应力分析%机械工程学报U $***!-V &3(7,*8,’’%李明哲!赵晓江等%多点分段成形中的几种成形方法%中国机械工程!366)!T &3(7T )86*W 国家T V -X .Y 9Z 主题资助项目及教育部垮世纪优秀人才基金资助项目责任编辑吕德隆9B F D :G H C :;D [C J K :;<I C J -OZ >??D 9?D L F R L J D PQ :F :;\;:]?J P :D SC I 0?E >;C F C <S @:9:;<=>?.>?;Q :L ;^B ;Z B :_>?;‘a b c d e f c 9BF D :G R C :;D [C J K :;<&9R [(:P L ;?g I F ?M :N F ?O ?I C J K :;<D ?E >;C F C <SI C J P >??D K ?D L FH L J D P %Y D >L P P >C g ;<C C OH C D ?;D :L F :;K L ;SL P H ?E D P P B E >L P O ?]?F C H K ?;D CI ;?g HJ C O B E D !H J C O B E D :C ;C IK B F D :G D S H ?L ;OP K L F F G P E L F ?P >??D H L J D P !O ?I C J K L D :C ;C I F L J <?G P :=?P >??D K ?D L F ?D E %Y ;D >:P H L H ?J !D >?N L P :E H J :;E :H F ?L ;O D ?E >;:E L F E >L J L E D ?J :P D :E P C I 9R [L J ?O :P E B P P ?O %Z ?J :L F B D :F :D SD ?E D C ;:h B ?P L J ?H J C H C P ?O %/;OD >?L H H F :E L D :C ;H J C P H ?E D C I 9R [:P L F P C?M H C B ;O ?O%i j k l m d n b K BF D :GH C :;DI CJK :;<!O :?F ?P P I C J K :;<!P >??D I C J K :;<o6$o p 新技术新工艺q$***年第3*期万方数据。

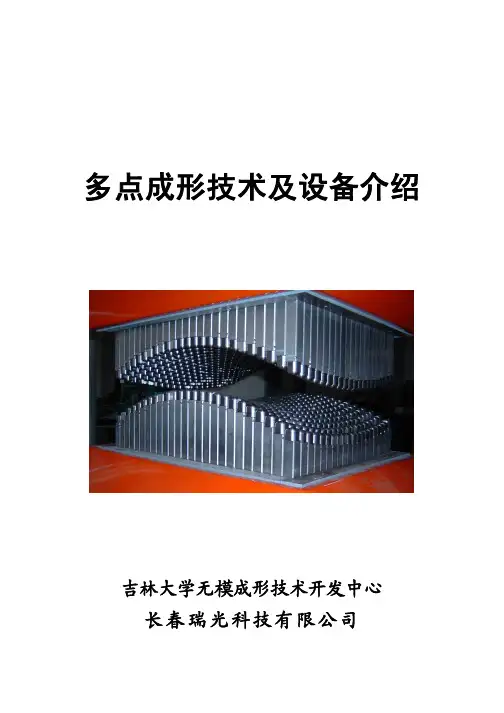
多点成形技术及设备介绍吉林大学无模成形技术开发中心长春瑞光科技有限公司一、多点成形技术简介多点成形是金属板材三维曲面成形的全新技术,是对传统板料生产方式的重大变革。
其原理是将传统的整体模具离散成一系列规则排列、高度可调的基本体(或称冲头)。
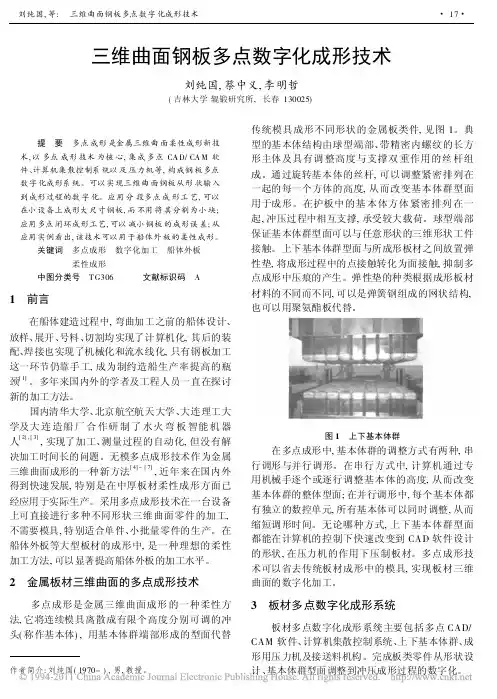
在整体模具成形中,板材由模具曲面来成形,而多点成形中则由基本体群冲头的包络面(或称成形曲面)来完成,如图1-1所示。
相当于重新构造了成形模具,由此体现了多点成形的柔性特点。
调节基本体行程需要专门的调整机构,而板材成形又需要一套加载机构,以上、下基本体群及这两种机构为核心就构成了多点成形压力机。
一个基本的多点成形装备应由三大部分组成,即CAD软件系统、控制系统及多点成形主机,如图1-2所示。
CAD软件系统根据要求的成形件目标形状进行几何造型、成形工艺计图1-2 多点成形系统的基本构成算,将数据文件传给控制系统,控制系统根据这些数据控制压力机的调整机构,构造基本体群成形面,然后控制加载机构成形出所需的零件产品。
二、技术先进性与应用领域在多点成形装备中,基本体群及由其形成的“可变模具”是多点成形压力机的主要组成部分。
从这个意义上讲,“多点成形”也可称为“无模成形”。
这种成形装备具有很多传统成形方式无法比拟的优点,其先进性主要表现为:1)实现无模成形,不需另外配置模具。
因此,不存在模具设计、制造及调试费用的问题。
与整体模具成形方法相比节省了大量的资金与时间;更重要的是过去因模具造价太高而不得不采用手工成形的单件、小批零件的生产,在此系统上可完全实现规范的自动成形。
无疑,这将大大提高成形质量。
2)该技术由基本体群的冲头包络面成形板材,而成形面的形状可通过对各基本体运动的实时控制自由地构造出来,甚至在板材成形过程中都可随时进行调整。
因而,板材成形路径是可以改变的,这也是整体模具成形无法实现的功能。
结合有效的数值模拟技术,设计适当的成形路径,即可消除板材的成形缺陷,提高板材的成形能力。
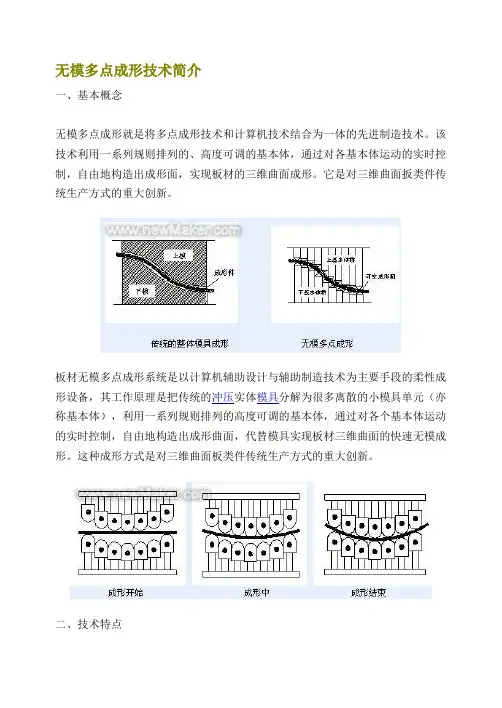
无模多点成形技术简介一、基本概念无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。
该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面成形。
它是对三维曲面扳类件传统生产方式的重大创新。
板材无模多点成形系统是以计算机辅助设计与辅助制造技术为主要手段的柔性成形设备,其工作原理是把传统的冲压实体模具分解为很多离散的小模具单元(亦称基本体),利用一系列规则排列的高度可调的基本体,通过对各个基本体运动的实时控制,自由地构造出成形曲面,代替模具实现板材三维曲面的快速无模成形。
这种成形方式是对三维曲面板类件传统生产方式的重大创新。
二、技术特点·实现无模成形:取代传统的整体模具,节省模具设计、制造、调试和保存所需人力、物力和财力,显著地缩短产品生产周期,降低生产成本,提高产品的竞争力。
与模具成形法相比,不但节省巨额加工、制造模具的费用,而且节省大量的修模与调模时间:与手工成形方法相比,成形的产品精度高、质量好,并且显著提高生产效率。
·优化变形路径:通过基本体调整,实时控制变形曲面,随意改变板材的变形路径和受力状态,提高材料成形极限,实现难加工材料的塑性变形,扩大加工范围。
·实现无回弹成形:可采用反复成形新技术,消除材料内部的残余应力,并实现少无回弹成形/保证工件的成形精度。
·小设备成形大型件:采用分段成形新技术,连续逐次成形超过设备工作台尺寸数倍的大型工件。
·易于实现自动化:曲面造型、工艺计算。
压力机控制、工件测试等整个过程全部采用计算机技术,实现CAD/CAM/CAT一体化生产,工作效率高,劳动强度小,极大地改善劳动者作业环境。
三、技术发展概况多点成形的研究起源于日本。
70年代日本造船协会西冈等人试制了多点压力机,进行船体外板自动成形的研究,但因关键技术未能解决好,多点压机的制造费用太高,未能实用化。
多点成形原理与技术
韩光辉;李玉香
【期刊名称】《锻压装备与制造技术》
【年(卷),期】2000(035)005
【摘要】@@ 多点成形技术属于计算机柔性加工范畴,可进行板材立体曲面成形的多品种少批量生产. 该成形方法使用多个可调整高度的冲头形成所要求的成形曲面,而无需制作金属模型.
【总页数】2页(P17-18)
【作者】韩光辉;李玉香
【作者单位】430050,武汉商业服务学院;430070,武汉汽车工业大学
【正文语种】中文
【中图分类】TG3
【相关文献】
1.激光测量技术在船板多点成形上的应用 [J], 韩杰;殷文齐;张忠顺
2.多点成形技术的发展和应用 [J], 黄宜坤;陈欣;王凯;丁顺良;郑卫刚
3.多点成形技术及其发展 [J], 李卉;刘峰;龚锐
4.金属板料三维曲面无模多点成形技术及其应用 [J], 祝林
5.基于连续多点成形原理的旋压成形技术 [J], 胡志清;李明哲;隋振;关文煜
因版权原因,仅展示原文概要,查看原文内容请购买。