三菱 FX5-232-BD使用说明书
- 格式:pdf
- 大小:250.58 KB
- 文档页数:1

第8章可编程控制器的特殊功能模块教学目的及要求通过教学,使学生了解模拟量处理模块和通信模块的功能及使用方法。
8.1 模拟量处理模块及应用FX2系列PLC模拟量输入/输出模块主要包括4模拟量输入模块FX-4AD,2模拟量输出模块FX-2DA,2通道热电阻温度传感器模拟量输入模块FX-2DA-PT,4通道热电偶温度创肝气模拟量输入模块FX-4AD-TC等。
1. 模拟量输入模块FX-4AD的技术指标FX-4AD为4通道12位A/D转换模块,是一种具有高精度的直接在扩展总线上的模拟量输量单元。
FX-4AD的技术指标如表8-1所示。
表8-1 FX-4AD技术指标项目电压输入电流输入4通道模拟量输入。
通过输入端子变换可选电压或电流模拟量输入范围DC-10~+10V(输入电阻200kΩ)绝对最大输入±15VDC-20~+20mA(输入电阻250Ω)绝对最大输入±32mA数字量输出范围带符号为的16位二进制(有线数值11位)数值范围-2048~+2047 分辨率5mV(10V⨯1/2000)20μA(20mA⨯1/1000)综合精确度±1%(在-10~+10V范围) ±1%(在-20~+20V范围)转换速度每通道15ms(高速转换方式时为每通道6ms)隔离方式模拟量与数字量间用光电隔离。
从基本单元来的电源经DC/DC转换器隔离。
各输入端子间不隔离模拟量用电量24(1±10%)VDC 50mAI/O占有点数程序上为8点(计输入或输出点均可),有PLC供电的消耗功率为5V 30mA2.模拟量输出模块FX-2DA的技术指标FX-2DA为2通道12位D/A转换模块,每个通道可独立设置电压或电流输出。
FX-2DA是一种具有高精度的直接在扩展总线上的模拟量输出单元。
FX-2DA的技术指标如表8-2 所示。
表8-2 FX-2DA技术指标项目电压输入电流输入2通道模拟量输出。
根据电流输出还是电压输出,使用不同的端子模拟量输出范围-10~+10V DC(外部负载电阻1~10MΩ)+4~+20mA DC(外部负载电阻500Ω以下)数字量输入电压=-2048~+2047 电流=0~1024分辨率5mV (10V⨯1/2000)20μA(20mA⨯1/1000)综合精确度满量程10V的±1% ±1%(在-20~+20V范围)转换速度每通道9ms(高速转换方式时为每通道3.5ms)隔离方式模拟量与数字量间用光电隔离。
三菱FX系列PLC与ST3000系列通讯示例(使用FX2N-232-BD通讯模块)说明书普洛菲斯国际贸易(上海)有限公司技术热线:021-6361-5008注意:本示例仅供参考。
使用时请根据您的系统的不同做出必要的修改及检查。
1.概述本示例详细说明三菱FX 系列 PLC(CPU :FX2N ,使用FX2N-232-BD 通讯模块)与ST3000系列人机界面进行通讯时的连接方式及参数设置。
2.测试环境注:*本示例适用于FX 系列PLC(FX2N+FX2N-232-BD)及GP3000系列/ST3000系列/ST3000W 系列人机界面。
*根据您使用的PLC 、人机界面的不同,以及软件版本的不同,请您做出必要的调整。
3.系统结构4.电缆接线图ST3301BFX2N+FX2N-232-BDRS-232CCOM15.人机界面设置及画面编辑打开示例工程文件,点击系统设置->控制器/PLC,通讯设置如下图所示。
点击画面列表,基本画面B1如下图所示。
6.PLC设置及逻辑编程运行GX Developer V8.03D,点击工具栏中的“New Project”图标,选择设备类型如下图所示:其它无需设置。
作为测试,逻辑程序只有如下一行。
7.测试1)将人机界面程序及PLC程序分别下载后,关闭两者电源。
2)将通讯电缆两端分别连接至人机界面的COM1口及PLC的FX2N-232-BD接口上。
3)打开人机界面及PLC电源。
4)触摸人机界面上的“位地址测试”开关,PLC的输出点Y000的指示灯状态应为ON,不触摸该开关时,指示灯为OFF。
触摸人机界面上的“字地址测试”开关,数值显示器显示的数据应加1。
该字开关机数据显示器的地址为D100。

三菱操作说明书三菱操作说明书篇一:三菱加工中心面板操作与指令说明书第六章三菱系统铣、加工中心机床面板操作三菱系统铣床及加工中心操作面板三菱系统面板6.1 面板简介三菱系统铣床、加工中心操作面板介绍三菱系统铣床、加工中心系统面板介绍6.2 机床准备6.2.1 激活机床检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。
点击启动电源。
6.2.2 机床回参考点1、进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式。
若在其他模式下,须切换点”模式。
到“回参考2、回参考点操作步骤X轴回参考点点击按钮Y轴回参考点点击按钮Z轴回参考点点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;回参考点前的界面如图6-2-2-1所示:回参考点后的界面如图6-2-2-2所示:图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图6.3 选择刀具依次点击菜单栏中的“机床/选择刀具”或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。
按条件列出工具清单筛选的条件是直径和类型(1) 在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。
(2) 在“所需刀具类型”选择列表中选择刀具类型。
可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。
(3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。
指定序号:(如图6-3-1-1)。
这个序号就是刀库中的刀位号。
卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具;图6-3-1-1选择需要的刀具:先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行;输入刀柄参数:操作者可以按需要输入刀柄参数。

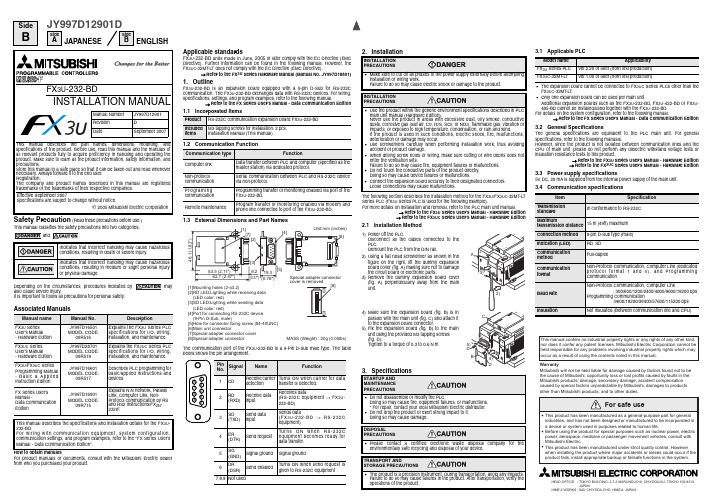
三菱微型可编程控制器MELSEC iQ-FFX5用户手册(定位篇)安全方面注意事项(使用之前请务必阅读)在安装、运行、保养·检查本产品之前,请务必仔细阅读本使用说明书以及其他相关设备的所有附带资料,正确使用。
请在熟两者记载的内容都很重要,请务必遵守。
此外,请妥善保管好产品中附带的使用说明,以便需要时可以取阅,并请务必将其交给最终用户的手中。
【设计注意事项】能确保整个系统在安全状态下运行。
误动作、误输出有可能会导致事故发生。
(1) 请务必在可编程控制器的外部设置紧急停止回路、保护回路、防止正反转等相反动作同时进行的互锁回路、定位上下限等防止机械破损的互锁回路等。
(2) 当CPU模块通过看门狗定时器出错等的自诊断功能检测出异常时,所有的输出变为OFF。
此外,当发生了CPU模块不能检测出的输入输出控制部分等的异常时,输出控制有时候会失效。
此时,请设计外部回路以及结构,以确保机械在安全状态下运行。
(3) DC24V供给电源的输出电流会根据机型以及扩展模块的有无而有所不同。
发生过载时,除了电压自动下降、可编程控制器的输入不动作以外,所有的输出也都变为OFF。
此时,请设计外部回路以及结构,以确保机械在安全状态下运行。
(4) 由于输出模块的继电器、晶体管、晶闸管等的故障,有时候会导致输出一直接通,或是一直断开。
为了确保机械在安全状态下运行,请为可能导致重大事故的输出信号设计外部回路以及结构。
●正转极限、反转极限的接线请务必采用负逻辑,使用NC触点。
如果设定为正逻辑,采用NO触点,可能导致重大事故发生。
●在输出回路中由于超过额定负载电流或者负载短路等导致长时间过电流时,可能导致冒烟、火灾等危险。
因此应设置保险丝等外部安全电路。
12【接线注意事项】【接线注意事项】【启动·维护保养时的注意事项】的危险。
●在安装、接线等作业后执行上电运行时,请务必在产品上安装附带的接线端子盖板。
否则有触电的危险性。
©Mitsubishi ElectricCorporation三菱電機可程式控制器MELSEC iQ-F系列FX5S-30M□/□, FX5S-40M□/□,FX5S-60M□/□©Mitsubishi ElectricCorporation2目次目次1.特點………………………P32.實現IoT………………………P73.國際標準………………………P144.規格………………………P155.產品陣容………………………P21©Mitsubishi Electric Corporation3輕鬆上手,簡單易用紧凑型CPU模組,內藏Ethernet端口。
具有高性價比的MELSEC iQ-F系列不僅簡單易用,基本性能強大,而且機型選擇更簡單、利用更輕鬆。
產品陣容CPU模組繼電器輸出R 電晶體輸出(NPN型)T1電晶體輸出(PNP型)T21.特點FX5-SDCD擴充版SD記憶卡模組(FX5S專用)FX5S-30MT/ESS AC DC T2FX5S-30MT/ES AC DC T1FX5S-30MR/ES AC DC R AC電源AC DC輸入(NPN型/PNP型)DCFX5S-60MT/ESS AC DC T2FX5S-60MT/ES AC DC T1FX5S-60MR/ES AC DC R FX5S-40MT/ESS AC DC T2FX5S-40MT/ES AC DC T1FX5S-40MR/ES AC DC R©Mitsubishi Electric Corporation4便捷功能!指令處理時間(LD、MOV指令)84ns48k步無需電池I/O點數最大80點定位4軸(100kHz)高速計數器8ch 內藏Ethernet,支持CC-Link IE現場網路Basic,強化了與三菱電機FA設備和各合作廠商產品的聯動。
此外,還內藏了可用於編程的USB(Mini-B)連接器。
三菱PLC与上位机通讯三菱PLC:FX1N + FX1N-232-BDFX2N + FX2N-232-BD计算机:Windows XP中文企业版+ V isual Basic 6.0中文企业版Windows 98中文版+ V isual Basic 6.0 中文企业版两者之间连接使用的是FX-232CAB-1电缆线(2-3,3-2,4-6(8),5-5)一.三菱PLC的设置三菱FX PLC在进行计算机链接(专用协议)和无协议通讯(RS指令)时均须对通讯格式(D8120)进行设定。
其中包含有波特率、数据长度、奇偶校验、停止位和协议格式等。
在修改了D8120的设置后,确保关掉PLC的电源,然后再打开。
此外,对于采用RS485形式1:N计算机链接的还必须对站点号(D8121)进行设定。
设定的范围从00H到0FH(即0到15)。
在这里对D8120采用下述设置:b15 b00110 1000 1000 11106 8 8 E即数据长度为7位,偶校验,2位停止位,波特率为9600bps,无标题符和终结符,采用计算机链接(RS-232C),自动添加和校验码,采用专用协议格式1。
同时设定站号为0。
具体设定如下所示:FX PLC进行计算机链接时可用的专用协议有两种:格式1和格式4。
两种格式的差别在于是否在每一个块上添加了CR + LF,其中添加了CR + LF的是格式4。
在这里采用格式1。
二.上位机程序的编制这里采用Microsoft公司的Visual Basic 6.0中文企业版编制上位机程序。
Visual Basic中提供了一个名为MSComm的通信控件便于设计串行通信的程序。
MSComm控件的主要属性有:1.CommPort属性CommPort属性用于指定所要使用的串行端口的号码。
虽然Windows操作系统可以容纳最多256个串行通信端口,不过Visual Basic的MSComm控件则仅限于16个端口。
2.Settings属性Settings属性用于设置初始化参数。