层状撕裂预防措施
- 格式:doc
- 大小:25.50 KB
- 文档页数:1
有效防治建筑墙体⾯层开裂的⽅法有效防治建筑墙体⾯层开裂的⽅法 外墙保温隔热是建筑节能的主要措施之⼀,⽽外墙保温⾯层的裂缝成为保温建筑质量中的重症,其抗裂性是墙体保温体系中要解决的关键技术之⼀。
下⾯,⼩编为⼤家分享有效防治建筑墙体⾯层开裂的⽅法,希望对⼤家有所帮助! 纤维砂浆技术 原理:房屋墙⾯的粉刷,⼀般⽤的是⼀种叫“⿇⼑⽯灰”的膏状粉刷材料,其原料是⽯灰膏和植物纤维(⿇粉碎物)的混合粉刷材料,以提⾼墙表⾯粉刷材料的.抗拉强度,防⽌裂纹裂缝的出现。
⽤纤维砂浆可以提⾼墙⾯粉刷材料的抗拉强度,防⽌墙⾯裂纹的出现。
该砂浆⽤的纤维为砂浆专⽤纤维。
⽬前,美国杜邦公司⽣产的砂浆专⽤纤维,性能最好,强度⾼,化学性质稳定,与砂浆有良好的亲和性和结合⼒,⽽且不吸⽔,对酸碱盐阻抗性⾼,属于⽆毒材料。
它既改变了砂浆的物理结构,⼜不影响砂浆中各种材料的化学性能。
放在砂浆⾥的专⽤纤维,可以使每⽴⽅⽶砂浆含5000万根纤维左右,每平⽅厘⽶含20根左右纤维,形成微纤维⽔泥结晶交织结构,粘聚性强,砂浆韧性好,改善砂浆的性能。
墙⾯施⼯时要注意的问题 ⾸先是⽔泥和沙⼦的配合⽐,最佳⽐例是1:3,配合⽐不当就会影响墙⾯的韧性和张⼒;其次是要找准腻⼦和乳胶漆的配合⽐,在涂刷乳胶漆时,⽔加多了就会发⽣问题。
电路改造要与⽊⼯基础⼀块开始进⾏。
因为开槽后要留出时间修补,⽔泥砂浆的⼲燥速度、收缩率与腻⼦粉不同,第⼀次修补后会出现收缩下陷,等做墙⾯施⼯的时候还要进⾏⼆次修补,这样才能找平墙⾯,避免开裂。
在彩⾊墙漆出现裂缝等问题时,进⾏局部修补的效果往往不好,因为彩⾊墙漆再次涂刷会出现明显⾊差。
要是保温板裂纹,⽤油灰⼑把裂纹切开,尽量深⼀些,填⼊⽯膏,注意⼀定要填实,填均匀,然后⽤绷带、⾖包布或⽩的确良布把出现裂纹的地⽅贴上,⼲燥后再刮腻⼦或做其他⼯艺的处理。
如果裂纹⽐较严重,也可以⽤⽜⽪纸或报纸补缝,效果更好⼀些。
弹性砂浆技术 聚合物砂浆技术,其技术特点是通过对⽔泥砂浆(腻⼦、涂料等)添加⼀些具有特殊作⽤的⾼分⼦材料,从⽽改变砂浆的性能,使砂浆具有⼀定的弹性(延伸率根据需要可做到200%)、同时提⾼砂浆的粘结⼒、强度等,以此克服由于条板墙受湿度变化和温度变化产⽣的涨缩⽽造成墙⾯裂纹的问题。
浅谈焊接层状撕裂裂纹的成因和防治办法摘要:随着钢铁、石油化工、造船、轨道交通和电力等工业的发展,在焊接结构方面都趋向大型化、大容量和高参数的方向发展,有的还在低温、深冷、腐蚀介质等环境下工作。
因此,各种低合金高强钢,中、高合金钢、超强钢,以及各种合金材料的应用日益广泛。
但是随着这些钢种和合金的应用,在焊接生产上带来许多新的问题,其中较为普遍而又十份严重的就是焊接裂纹。
焊接过程中所产生的裂纹有多种多样,就目前的研究,按产生裂纹的本质来分,大体上可分为以下五大类:热裂纹、再热裂纹、冷裂纹、层状撕裂、应力腐蚀裂纹等,其中层状撕裂裂纹的危害性更为严重,由于层状撕裂在外观上没有任何迹象,无损检测手段又较难发现,即使能判断结构中又层状撕裂也很难修复,造成巨大经济损失,特别严重的是层状撕裂引起的事故往往是灾难性的。
如何防止层状撕裂的发生,是焊接应用中的一项重要课题。
关键词:焊接裂纹层状撕裂层状撕裂是一种内部的低温开裂。
仅限于厚板的母材金属或焊缝热影响区,多发生于“L”、“T”、“+”型接头中。
其定义为轧制的厚钢板沿厚度方向塑性不足以承受该方向上的焊接收缩应变而发生于母材的一种阶梯状冷裂纹。
一般是由于厚钢板在轧制过程中,把钢内的一些非金属夹杂物轧成平行于轧制方向的带状夹杂物,这些夹杂物引起了钢板在力学性能上的各向导性。
防治层状撕裂在选材上可以选用精练钢,即选用z向性能高的钢板,也可以改善接头设计形式,避免单侧焊缝、或在承受z向应力的一侧开出坡口。
1、层状撕裂的特点层状撕裂与冷裂不同,它的产生与钢种强度级别无关,主要与钢中的夹杂量和分布形态有关。
一般轧制的厚钢板,如低碳钢、低合金高强钢,甚至铝合金的板材中也会出现层状撕裂。
根据层状撕裂产生的位置大体可以分为三类:第一类是在焊接热影响区焊趾或焊根冷裂纹诱发而形成的层状撕裂。
第二类是焊接热影响区沿夹杂开裂,是工程上最常见的层状撕裂。
第三类远离热影响区母材中沿夹杂开裂,一般多出现在有较多MnS的片状夹杂的厚板结构中。
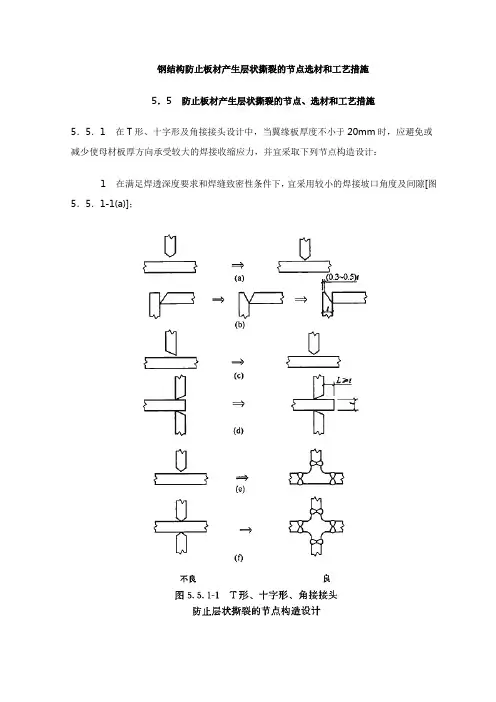
钢结构防止板材产生层状撕裂的节点选材和工艺措施5.5 防止板材产生层状撕裂的节点、选材和工艺措施5.5.1 在T形、十字形及角接接头设计中,当翼缘板厚度不小于20mm时,应避免或减少使母材板厚方向承受较大的焊接收缩应力,并宜采取下列节点构造设计:1 在满足焊透深度要求和焊缝致密性条件下,宜采用较小的焊接坡口角度及间隙[图5.5.1-1(a)];2 在角接接头中,宜采用对称坡口或偏向于侧板的坡口[图5.5.1-1(b)];3 宜采用双面坡口对称焊接代替单面坡口非对称焊接[图5.5.1-1(c)];4 在T形或角接接头中,板厚方向承受焊接拉应力的板材端头宜伸出接头焊缝区[图5.5.1-1(d)];5 在T形、十字形接头中,宜采用铸钢或锻钢过渡段,并宜以对接接头取代T形、十字形接头[图5.5.1-1(e)、图5.5.1-1(f)];6 宜改变厚板接头受力方向,以降低厚度方向的应力(图5.5.1-2);7 承受静荷载的节点,在满足接头强度计算要求的条件下,宜用部分焊透的对接与角接组合焊缝代替全焊透坡口焊缝(图5.5.1-3)。
5.5.2 焊接结构中母材厚度方向上需承受较大焊接收缩应力时,应选用具有较好厚度方向性能的钢材。
5.5.3 T形接头、十字接头、角接接头宜采用下列焊接工艺和措施:1 在满足接头强度要求的条件下,宜选用具有较好熔敷金属塑性性能的焊接材料;应避免使用熔敷金属强度过高的焊接材料;2 宜采用低氢或超低氢焊接材料和焊接方法进行焊接;3 可采用塑性较好的焊接材料在坡口内翼缘板表面上先堆焊塑性过渡层;4 应采用合理的焊接顺序,减少接头的焊接拘束应力;十字接头的腹板厚度不同时,应先焊具有较大熔敷量和收缩量的接头;5 在不产生附加应力的前提下,宜提高接头的预热温度。
5.5 防止板材产生层状撕裂的节点、选材和工艺措施5.5.1~5.5.3 在T形、十字形及角接接头焊接时,由于焊接收缩应力作用于板厚方向(即垂直于板材纤维的方向)而使板材产生沿轧制带状组织晶间的台阶状层状撕裂。
层状撕裂产生机理影响因素及防治措施一.危害性层状撕裂大多发一在大厚度高强钢材的焊接结构中,这类结构常常用于海洋工程、核反应堆、潜艇建造等方面,在无损探伤的条件下,层状撕裂不易发现而造成潜在的危险,即使判明了接头中存在层状撕裂,几乎不能修复,经济损失极大。
二.特征及危害性是一种内部低温开裂,一般表面难以发现。
1、产生的部位和形状宏观形状:在外观上具有阶梯状的形式,由基本上平行于轧制方向表面的平台与大体上垂直于平台的剪切壁所组成。
微观形状:扫描电镜观察低倍下:断口表面呈典型的木纹状,是层层平台在不同高度分布的结果高倍下:在平台表面可以找到大量片状球状或长条状的非金属夹杂物,剪切壁成撕裂岭的形态.部位:母材或热影响区2、产生在厚板结构中十字接头,丁字接头,角接头,平台局部地区有硅酸盐或氧化物夹杂物种类依产生部位分第一类是在焊接热影响区焊趾或焊根冷裂纹诱发而形成层状措裂;第二类热影响区沿夹杂开裂;第三类远离热影响区母材中沿夹杂开裂MnS片状夹杂较多。
三、形成机理及影响因素(一)、层状撕裂的形成过程厚板结构中焊接时刚性拘束条件下,产生较大的Z向应力和应变,当应变达到超过材料的形变能力之后,夹杂物与金属基体之间弱结合面发生脱离,形成显微裂纹,裂纹尖端的缺口效应造成应力、应变的集中,迫使裂纹沿自身所处的平面扩展,把同一平面而相邻的一群夹杂物连成一平,形成所谓的“平面”。
与此同时相邻近的两个平台之间的裂纹尖端处,在应力应变影响下在剪切应力作用下发生剪切断裂,形成“剪切壁“,这些平台和剪切壁在一起,构成层状撕裂所持有的阶梯形状。
(二)、影响因素1、焊接应力厚板T字接头或角接头焊接时,焊缝收缩会在母材内厚度方向产生很大的收缩应力与应变。
在工向应力较大。
2、非金属夹杂物的层状构造由于钢材在热轧中产生流线带状组织片状硫化物、层状硅酸盐、氧化铝夹杂物大量成片密集同一平面,会使产生层状撕裂,急剧降低Z向塑性。
3、母材性能①热影响区产生淬硬组织、塑性下降②母才内部应变时效加热150~350℃出现应变时效,塑性、韧性下降4、氢的作用氢集聚发生在夹杂物和基体界面上的氢脆引起层状撕裂四、防止措施1、控制夹杂物冶炼降低杂质,脱S加Ti、Zr或稀土元素,促使夹杂物破碎、球化(成本高)2、改变接头形式、降低焊接应力接头形式在受力最小时即可防止层状撕裂,通过开坡口来减轻钢板Z向受承受的应力和应变。
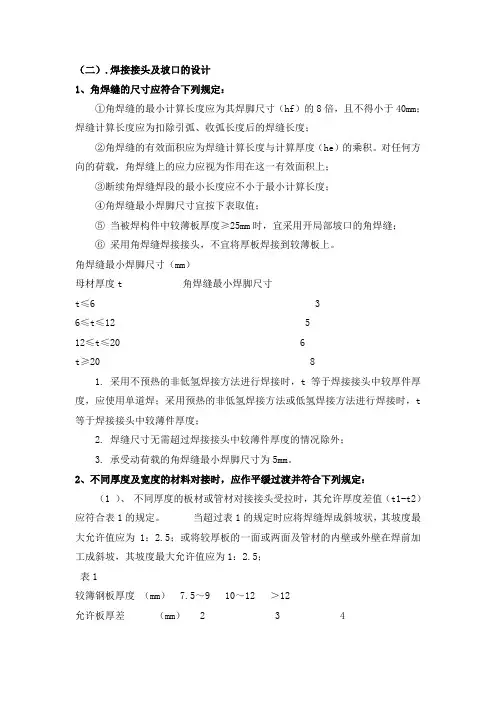
(二).焊接接头及坡口的设计1、角焊缝的尺寸应符合下列规定:①角焊缝的最小计算长度应为其焊脚尺寸(hf)的8倍,且不得小于40mm;焊缝计算长度应为扣除引弧、收弧长度后的焊缝长度;②角焊缝的有效面积应为焊缝计算长度与计算厚度(he)的乘积。
对任何方向的荷载,角焊缝上的应力应视为作用在这一有效面积上;③断续角焊缝焊段的最小长度应不小于最小计算长度;④角焊缝最小焊脚尺寸宜按下表取值;⑤当被焊构件中较薄板厚度≥25mm时,宜采用开局部坡口的角焊缝;⑥采用角焊缝焊接接头,不宜将厚板焊接到较薄板上。
角焊缝最小焊脚尺寸(mm)母材厚度t 角焊缝最小焊脚尺寸t≤6 36≤t≤12 512≤t≤20 6t≥20 81. 采用不预热的非低氢焊接方法进行焊接时,t等于焊接接头中较厚件厚度,应使用单道焊;采用预热的非低氢焊接方法或低氢焊接方法进行焊接时,t 等于焊接接头中较薄件厚度;2. 焊缝尺寸无需超过焊接接头中较薄件厚度的情况除外;3. 承受动荷载的角焊缝最小焊脚尺寸为5mm。
2、不同厚度及宽度的材料对接时,应作平缓过渡并符合下列规定:(1 )、不同厚度的板材或管材对接接头受拉时,其允许厚度差值(t1-t2)应符合表1的规定。
当超过表1的规定时应将焊缝焊成斜坡状,其坡度最大允许值应为1:2.5;或将较厚板的一面或两面及管材的内壁或外壁在焊前加工成斜坡,其坡度最大允许值应为1:2.5;表1较簿钢板厚度(mm) 7.5~9 10~12 >12允许板厚差(mm) 2 3 4图5.4.4 对接接头部件厚度、宽度不同时的平缓过渡要求示意(a)板材厚度不同加工成斜坡状;(b)板材厚度不同焊成斜坡状;(c)管材内径相同壁厚不同;(d)管材外径相同壁厚不同;(e)板材宽度不同3. 防止板材产生层状撕裂的节点、选材和工艺措施在T形、十字形及角接接头中,当翼缘板厚度等于、大于20mm时,为防止翼缘板产生层状撕裂,接头设计时应尽可能避免或减少使母材板厚方向承受较大的焊接收缩应力,并宜采取下列节点构造设计:1 )在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙(图5.5.1-1a);2 )在角接接头中,采用对称坡口或偏向于侧板的坡口(图5.5.1-1b);3 )采用双面坡口对称焊接代替单面坡口非对称焊接(图5.5.1-1c);4 )在T形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区(图5.5.1-1d);5)在T形、十字形接头中,采用铸钢或锻钢过渡段,以对接接头取代T 形、十字形接头(图5.5.1-1e、f);不良良图5.5.1-1 T形、十字形、角接接头防止层状撕裂的节点构造设计示意6)改变厚板接头受力方向,以降低厚度方向的应力(图5.5.1-2);5.5.1-2 改善厚度方向焊接应力大小的措施7 )承受静载荷的节点,在满足接头强度计算要求的条件下,用部分焊透的对接与角接组合焊缝焊缝代替完全焊透坡口焊缝(图5.5.1-3)。
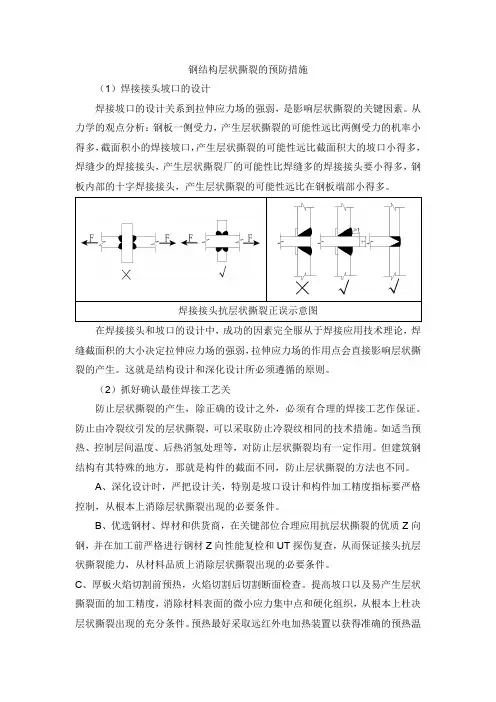
钢结构层状撕裂的预防措施(1)焊接接头坡口的设计焊接坡口的设计关系到拉伸应力场的强弱,是影响层状撕裂的关键因素。
从力学的观点分析:钢板一侧受力,产生层状撕裂的可能性远比两侧受力的机率小得多,截面积小的焊接坡口,产生层状撕裂的可能性远比截面积大的坡口小得多,焊缝少的焊接接头,产生层状撕裂厂的可能性比焊缝多的焊接接头要小得多,钢板内部的十字焊接接头,产生层状撕裂的可能性远比在钢板端部小得多。
在焊接接头和坡口的设计中,成功的因素完全服从于焊接应用技术理论,焊缝截面积的大小决定拉伸应力场的强弱,拉伸应力场的作用点会直接影响层状撕裂的产生。
这就是结构设计和深化设计所必须遵循的原则。
(2)抓好确认最佳焊接工艺关防止层状撕裂的产生,除正确的设计之外,必须有合理的焊接工艺作保证。
防止由冷裂纹引发的层状撕裂,可以采取防止冷裂纹相同的技术措施。
如适当预热、控制层间温度、后热消氢处理等,对防止层状撕裂均有一定作用。
但建筑钢结构有其特殊的地方,那就是构件的截面不同,防止层状撕裂的方法也不同。
A、深化设计时,严把设计关,特别是坡口设计和构件加工精度指标要严格控制,从根本上消除层状撕裂出现的必要条件。
B、优选钢材、焊材和供货商,在关键部位合理应用抗层状撕裂的优质Z向钢,并在加工前严格进行钢材Z向性能复检和UT探伤复查,从而保证接头抗层状撕裂能力,从材料品质上消除层状撕裂出现的必要条件。
C、厚板火焰切割前预热,火焰切割后切割断面检查。
提高坡口以及易产生层状撕裂面的加工精度,消除材料表面的微小应力集中点和硬化组织,从根本上杜决层状撕裂出现的充分条件。
预热最好采取远红外电加热装置以获得准确的预热温度,防止付加应力的产生。
层状撕裂的防止一概述厚度较大的钢板在轧制过程中存在各向异性。
经过轧制之后,钢板内部由硫、磷偏析产生的杂质和其它非金属夹杂物被压成薄片,出现分层(夹层)现象。
分层使钢板厚度方向受拉的性能恶化,并有可能在焊缝收缩或在拉力作用下出现层间撕裂。
层状撕裂主要发生在T形、十字形和角部接头中,这些部件约束程度大,使母材在厚度方向引起应变,由于延性有限无法调节,当钢板存在分层缺陷时,容易发生层间撕裂。
结构复杂,焊缝集中的节点,约束大,如刚接框架节点域中柱的翼缘板也可能产生层状撕裂。
二层状撕裂的起因由前述可知,层状撕裂主要由两个原因共同促成,即:①钢板存在分层缺陷;②在钢板分层处表面焊接和(或)其厚度方向有外拉力作用。
三防止层关撕裂的措施我国《建筑抗震设计规范》GB50011-2001和《高层民用钢结构技术规范》JBJ99-88等均有对焊接连接的节点,当钢板厚度大于50(或40)mm,并承受沿厚度方向的拉力作用时,应采用厚度方向性能钢板(抗层间撕裂的Z向钢板)的条款。
但是,Z向钢板目前产量较小,价格也比普通钢板高很多,而且采用质量好的钢板并不能消除焊缝收缩,也不一定能防止高约束节点处的层状撕裂,仅能减少层状撕裂的危险性。
因此,防止层状撕裂问题,必须从设计、制造工艺和检查等方面综合考虑。
要做到与焊接材料协调,可能产生层状撕裂的节点,设计时应考虑使其节点结构具有最大的柔性,避免高约束,使焊缝收缩应力最小。
具体措施如下:1.设计a. 在设计中不任意加大焊缝,在满足强度要求时应尽可能采用最小焊脚尺寸,在满足焊透深度要求时,应采用较小的焊接坡口角度和间隙;b. 避免焊接节点沿厚度方向受拉力作用;c. 相关节点采用高强度螺栓连接;d. 钢板厚度较大的角接接头焊缝,采用收缩时不易产生层状撕裂的构造(下图);T形接头采用对称(K形)坡口焊缝;e. 相关位置采用Z向钢板。
对受动力作用和大气环境恶劣的结构,如海上采油平台,其重要构件的钢板沿厚度方向所受拉力较大时,相应区域可采用Z向钢板;高层建筑钢结构刚性框架节点域由于焊缝集中,且约束程度大,梁端弯矩很大时可采用Z向钢;2 制造工艺a. 采用低氢型焊条,在满足设计强度要求时,选用屈服强度较低的焊条;b. 严格规定焊接顺序和焊接工艺,防止在约束状态下施焊,尽可能减小垂直于板面方向的约束;c. 适当提高预热温度施焊和进行必要的后热处理;d. 带有角部和T形接头的小组件在构件装配前全部焊好,构件最后装配只作对接焊接;e. 在容易发生层状撕裂的母材表面先用低氢型焊条堆置焊层;f. 采用“锤击”或其它特殊的工艺方法,减小母材厚度方向的应变。
钢结构层状撕裂的防止措施钢板的层状撕裂一般在板厚方向有较大拉应力时发生.在焊接节点中,焊缝冷却时,会产生收缩变形。
如果很薄或没有对变形的约束,钢板会发生变形从而释放了应力。
但如果钢板很厚或有加劲肋,相邻板件的约束,钢板受到约束不能自由变形,会在垂直于板面方向上产生很大的应力。
在约束很强的区域,由于焊缝收缩引起的局部应力可能数倍于材料的屈服极限,致使钢板产生层状撕裂.。
层状撕裂只可能发生在基材内,而且当它出现在接近焊缝的焊脚位置时,往往正好位于热影响区边缘,并且不会延伸至钢板表面.层状撕裂表面往往时纤维状的,发生在热影响区外并且具有阶梯行当纵向断面,纵向的尺寸往往数倍于横向尺寸。
这些特征可以容易将它与发生在热影响区内的由于氢引起的断裂区分开。
当有可能层状撕裂发生时,为防止钢板的层状撕裂,可采取一下措施:(1)改进节点的连接形式改进节点连接形式以减小局部区域内由于焊缝收缩而引起的应力集中,或避免使钢板在板垂直方向受拉。
(2)采用合理的焊缝形式及小焊脚焊缝焊缝的形式对基材变形有很大影响。
坡口焊缝的坡口越大,焊缝表面积也越大,将增加收缩应力。
单坡坡口焊缝会在整个连接厚度方向上产生不对称收缩应变而双坡焊缝会减少和平衡部分收缩变形,当板材厚度不大于19mm时,用双坡口代替单坡口并不能显著降低焊缝收缩变形。
随意用全熔透坡口焊代替角焊缝或在不需要熔透焊的连接中也要求采用全熔透焊,并不妥当,它会增加局部应力,容易导致层状撕裂。
(3)分段拼装在可行的情况下,应将一个大节点分成几个部分分别焊好后再拼装,并对各部分中焊缝的焊接次序进行仔细安排.此外,应尽可能减少定位焊点的尺寸及数量。
这些都将有利于节点焊缝去的收缩变形。
(4)谨慎布置加劲肋加劲肋会对焊缝变形产生约束.应按计算的要求设计加劲肋及其焊缝。
(5)选择屈服强度低的焊条只要能满足受力要求,应尽可能选择屈服强度低的焊条。
美国焊接学会的<<结构焊接规范>>和美国钢结构协会的<<建筑结构设计、制作、安装规程>>均指出:焊条、焊丝和焊剂应于基材"匹配"。
有效防治建筑墙体面层开裂的方法建筑墙体面层开裂是常见的问题,主要是因为建筑材料的性能、施工工艺、环境因素等多种原因所致。
为了有效防治建筑墙体面层开裂,需从以下几个方面着手:1.选用合适的建筑材料:选择抗裂性能较好的建筑材料,如高强度水泥、特种水泥、抗裂剂等,可以有效减少面层开裂的可能性。
同时,要确保建筑材料符合国家标准,避免使用低质量材料。
2.加强墙体结构设计:在墙体结构设计中,考虑墙体面层的力学性能和变形特性。
合理设置横向和纵向的钢筋加固,以增加墙体的抗裂能力。
此外,墙体应设置伸缩缝或施加预应力,以适应温度变化和地震等外部力的作用。
3.控制施工工艺:在施工过程中,严格控制墙体面层的施工工艺,遵循相关规范和标准。
特别是墙体面层抹灰的工艺要严密,避免抹灰层与墙体脱离或出现空鼓等问题。
此外,要注意施工现场的环境条件,避免大风、高温、干燥等极端情况对墙体面层的影响。
4.加强质量检查:在施工完成后,进行墙体结构的质量检查。
对墙体的抗拉强度、水泥结合性能、墙体垂直度等进行检测,确保墙体面层的质量符合要求。
如果发现问题及时处理,避免开裂的进一步扩大。
5.定期维护保养:墙体的面层开裂往往与墙体的维护保养有关。
定期检查墙体,及时修复、补强裂缝,防止裂缝扩大。
同时,要做好防水措施,避免墙体面层受潮或水渗透,导致开裂。
以上是防治建筑墙体面层开裂的几个方法,通过选择合适的建筑材料、加强结构设计、控制施工工艺、加强质量检查、定期维护保养等措施,可以有效减少墙体面层开裂的可能性,保障墙体的稳定性和寿命。
建筑行业在实际操作过程中应注意按照标准施工,提高工人的技术水平,确保工程质量。
166YAN JIUJIAN SHE钢结构中厚板焊接层状撕裂 预防控制Gang jie gou zhong hou ban han jie ceng zhuang si lie yu fang kong zhi尚亚杰中厚板焊接引起的分层撕裂是不同于热裂纹和冷裂纹的特殊裂纹。
它们通常发生在t 形接头、转角接头和十字接头热影响区的滚动区,或起源于根部裂纹。
其结果对结构件存在极大危害并且无法满足钢结构焊缝质量验收标准。
为了减少中厚板焊接中层状撕裂的发生,我们分析了产生这种现象的原因,进行合理的设计坡口,并消除了控制焊接应力产生的措施,并使用零件的整平消除压力并释放局部热量。
通过释放应力、焊接锤击和其他方法可以减少残余应力,从而提高焊接合格率。
一、层状撕裂产生的原因焊接和焊接后冷却过程中,或焊接后承受载荷时,可能发生层状撕裂。
导致分层撕裂的主要因素是材料因素,如低碳钢、低合金钢和高硫低合金钢。
钢的含碳量越高,钢结构越脆,分层撕裂越敏感。
焊缝中扩散氢含量能促进分层撕裂的扩展。
氢扩散在根部或热影响区剥落中起着间接但重要的作用。
二、防止措施某钢结构厂房项目钢柱采用Q235B 材质的原材,截面尺寸主要为日字柱1500*100*50mm、箱型柱1000*1000*50mm,在制造和安装过程中有许多角焊缝、T 形焊缝和坡口焊。
在其组合焊缝的热影响区将产生较大的焊接应力,可能出现阶梯式的应力开裂。
为了避免这种情况,在施工前根据项目情况制定以下预防措施:(1)严格控制钢中硫含量,在满足降低局部焊接变形引起应力集中的要求的同时,优化焊接节点的连接方式。
(2)采用合理的焊接方法和较小的焊脚焊缝,通常在焊缝基体范围内发生夹层撕裂,当夹层撕裂发生在焊接位置附近时,它通常位于热影响区的边缘,而不是待扩展的基体表面。
最好使用对称的码板或偏斜于角部接头处的侧板的码板,以使焊接收缩产生的拉应力与板厚方向成一定角度,特别是在特厚板的情况下,侧板码板表面的角度应超过板厚的中心,这样可以减少分层撕裂的趋势。
超厚板箱型层状撕裂的预防与处理措施朱沈来发布时间:2022-06-30T02:28:50.559Z 来源:《建筑模拟》2022年第4期作者:朱沈来1 李江阔2 高志献2[导读] 随着钢板厚度及结构体系复杂度的增加,出现沿板厚方向层状撕裂的倾向性也相应增大,钢结构焊接难度大大提高。
本文通过对造甲村超厚板箱型的研究,从钢板选材、焊接接头优化加工及焊接工艺等方面,提出防止超厚板在焊接过程中产生的层状撕裂的措施,并简单介绍在实际加工过程中产生的层状撕裂的解决方式。
朱沈来1 李江阔2 高志献21 中建二局安装工程有限公司廊坊钢结构分公司2 中建二局河北建设有限公司河北廊坊 065000摘要:随着钢板厚度及结构体系复杂度的增加,出现沿板厚方向层状撕裂的倾向性也相应增大,钢结构焊接难度大大提高。
本文通过对造甲村超厚板箱型的研究,从钢板选材、焊接接头优化加工及焊接工艺等方面,提出防止超厚板在焊接过程中产生的层状撕裂的措施,并简单介绍在实际加工过程中产生的层状撕裂的解决方式。
关键字:钢结构;超厚板;层状撕裂一、工程概况丰台区花乡造甲村1512-653等地块综合性商业金融服务业及二类居住用地项目(3-3#还建办公商业等3项)钢结构工程,项目位于丰台区花乡造甲村,西侧为万寿路南延,东侧为造甲村三号路,南侧为造甲村二号路,北侧为造甲村四号路。
总建筑面积为90759 m2,地下建筑面积为31259平米,地上建筑面积为59500 m2。
地下共三层,局部地下四层,地下三层主要功能为商业、自行车库、超市及机动车库等,局部地下四层为垃圾运输通道。
地上共16层,1~6层为裙房,功能为商业、餐饮、电影院等,7-16层塔楼为办公。
图1 丰台造甲村项目整体效果二、工程重难点超厚板焊接时填充焊材熔敷金属量大,焊接时间长,热输入总量高,构件施焊时焊缝拘束度高、焊接残余应力大,焊后应力和变形大。
三、制作技术要点为确保焊接质量、减小焊接变形、减少焊缝填充量、减少冷、热裂纹产生,制定以下工艺。
厚钢板焊接加工层状撕裂的原因以及预防措施对于厚度不小于40 mm的厚钢板而言,在焊接过程中易发生层状撕裂,究其原因,有两方面,一方面为钢板越厚,非金属夹杂缺陷越多;另一方面为焊缝越厚,焊接应力和变形就越大,今天就来解析一下厚钢板加工焊接时层状撕裂的原因以及预防措施。
一、厚钢板焊接加工层状撕裂的原因层状撕裂产生的主要原因为钢中存在片状硫化物与层状硅酸盐或大量成片地密集于同一平面内的氧化铝夹杂物,可能导致Z向塑性降低,沿钢材轧制方向发生阶梯状的层状撕裂。
二、厚钢板焊接加工防层状撕裂的预防措施1.原材料控制(1)要求Q345B钢中S含量≤0.04%、P含量≤0.04%。
在原材料进厂复验过程中,对钢板的S、P含量需进行严格的控制,S、P含量的实测值应低于标准要求的1/2。
(2)厚板原材料进厂后应逐块进行无损检测,检测板内有无夹层。
(3)对不符合要求的钢板必须要求退货处理。
2.焊接接头设计要点(1)在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙。
(2)在角接接头中,采用对称坡口或偏向于侧板的坡口。
(3)采用双面坡口对称焊接代替单面坡口非对称焊接。
(4)在T形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区。
3.焊接材料的选择在满足接头强度要求的条件下,选用具有较好熔敷金属塑性性能的焊接材料,气保焊丝ER50-6是一种强度等级较低的低氢性焊接材料,焊丝的熔敷效率高且具有较好的塑性性能,也是一种公认的厚板焊接材料。
4.焊接方法的选择在焊接厚板时,采用富氩混合气体保护焊,此种焊接方法为低氢焊接方法的一种,比纯CO2气体保护焊更容易、更有效的控制焊缝金属内部的含氢量。
5.坡口的制备(1)厚板的坡口制备需优先采用机械坡口机进行加工,避免采用火焰切割,以免导致焊接部位重复受热。
(2)制定合理的坡口角度,在满足焊缝连接强度的同时,尽可能减小坡口尺寸,以达到减少焊缝熔敷金属填充量的目的。
(3)在坡口加工过程中,应严格按照既定要求限制坡口角度及钝边尺寸的偏差。
中间包层状撕裂产生的原因及预防措施马钢机制公司(马鞍山市 243011) 江 济摘要 针对中间包焊接时产生层状撕裂问题,从产品结构、焊接工艺等方面分析了层状撕裂的原因,并制定相应的工艺措施,避免了层状撕裂的产生。
关键词: 中间包 侧板 T 形接头 焊接工艺 层状撕裂G ENER A TING CAU SE AN D PREVENTIVE MEASURE OF LAME LLAR TEARINGOF BAKIEManufacture Company of Maanshan Iron &Steel Co.,Ltd Jiang JiAbstract Aimed at the problem of lamellar tearing in the welding of bakie ,generating cause of lamellar tearing was analyzed from the product structure and welding procedure etc.,and then relevant procedure measure that could prevent from lamellar tearing was designed.K ey w ords : b akie , side plate , T -joint , w elding procedure , lamellar tearing 中间包是钢厂连铸生产线中的重要备件,钢水先流入中间包,然后通过其内水口铸入结晶器中,其质量好坏直接影响生产线正常运行。
1999年我厂承担了中间包制作任务,完成后发现中间包外侧板T 形接头处产生了严重开裂现象,其特征沿钢板厚度方向(钢板轧制方向)出现台阶状的裂纹,其部位、形状如图1所示。
图1 裂纹的部位和形状 裂纹在焊接热影响区,这是典型的层状撕裂现象,我们用清根补焊的方法修复,无济于事,相反造成了更多的裂纹。
工艺与装备109厚板层状撕裂产生机理及防止措施魏万库1祁元程1孔繁荣1易军2张科1杨宇轩1(1.中建钢构四川有限公司,成都620564; 2.中建钢构有限公司,深圳518000)摘要:本文结合工厂制作实际制作经验,对厚板层状撕裂的基本类型、产生机理、控制要点及返修处理等 方面进行简单分析总结,并提出一些措施和方法。
关键词:钢结构层状撕裂机理控制措施1概述中建钢构四川有限公司承接制作某场馆钢结构工程。
该工程由训练馆、体育馆、专业足球场和会客厅组成。
其中,专业足球场屋面构件外圈节点中存在80m m厚板,且主要为 T型和角接两种较易发生层状撕裂的接头形式。
在构件制作 初期,此类接头便出现了层状撕裂,通过工艺方案的及时 调整,避免了后续此类缺陷的发生。
项目效果如图1所示,80mm钢材节点模型如图2所示,层状撕裂实例如图3所示。
图1某场馆项目效果图图2 80mm钢材节点模型图图3 80mm钢材层状撕裂头例图本项目中,设计的厚板对接接头有2种T型接头和1种角接接头,依次如图4 (a)、图4 (b)和图4 (c)所示。
(a) (b) (c)图4厚板接头形式前期构件制作过程中,图4 (b)、图4 (c)均出现了 层装撕裂。
因构件为箱型结构,只能从外侧开设坡口。
最 初开设为单边垫板坡口,坡口大小为25°〜30°,根部间 隙为5〜8mm。
焊接完成后出现了层状撕裂,如图5所示。
此类层状撕裂缺陷主要出现在接头中的竖向零件板厚方向 约中间部位,而少量裂纹不易发现,即使发现修复比较困难,且成本很髙。
当构件在服役过程中因应力状态发生改变,则有很大可能发生扩散而再次发生层状撕裂,从而破坏结构设计应 有的力学性能、安全性。
因此,它对结构具有极大的危害性。
图5初期坡口及层状撕裂缺陷位置2层状撕裂的产生机理层状撕裂是平行于焊缝、垂直于板厚方向(即Z向)、发生于钢板母材本身的一种断裂形式。
由于焊接时的热量 在板厚方向产生了拉应力,且破坏了钢材本身具有的抗层 状撕裂性能。
防止钢材层状撕裂的z向钢-回复如何防止钢材层状撕裂的问题。
引言:钢材层状撕裂是一种常见的缺陷,其发生会导致钢材的结构破裂和强度下降,从而对工程造成严重影响。
为了确保钢材的质量和可靠性,需要采取相应的措施来防止层状撕裂问题的发生。
本文将详细介绍如何通过优化钢材的生产工艺、合理设计工艺流程控制、调整合金元素含量等方面进行层状撕裂问题的预防。
主体部分:1.了解层状撕裂问题及其成因:钢材层状撕裂是指钢材中出现沿层状方向的撕裂缺陷,通常出现在热轧或热处理过程中。
其主要成因可以归结为以下几点:第一,过高的轧制温度和压力导致钢材内部组织结构不稳定,容易出现层状撕裂。
第二,钢材的化学成分不合理,过高或过低的含碳量、含硫量等都会增加层状撕裂的风险。
第三,不适当的冷却和回火工艺也会导致层状撕裂的发生。
2.优化生产工艺:钢材的热处理和轧制工艺是防止层状撕裂问题的关键。
首先,控制轧制温度和压力,确保钢材内部组织的均匀变形,避免局部过热导致层状撕裂。
其次,在冷却过程中采用适当的冷却速率和工艺,避免温度梯度过大造成层状撕裂。
此外,通过适当的回火工艺,使钢材获得均匀的晶粒细化和组织再结晶,有助于预防层状撕裂。
3.合理设计工艺流程控制:在钢材生产过程中,合理设计工艺流程和控制参数也能有效防止层状撕裂的发生。
首先,建立严格的热处理参数控制体系,确保每一道热处理工序的温度、时间和冷却速率等参数符合要求,避免温度过高或过低导致层状撕裂。
其次,严格控制加热和冷却速率的变化范围,避免温度梯度过大引起的层状撕裂。
最后,定期检查热处理设备的性能和工艺流程的稳定性,及时进行维护和调整,确保工艺流程的稳定性和可靠性。
4.调整合金元素含量:钢材的化学成分对层状撕裂的发生有着重要影响。
合金元素的选择和含量调整可以有效减少层状撕裂的风险。
首先,控制钢材中含碳量的范围,过高的碳含量容易导致层状撕裂。
其次,适当添加合金元素,如钼、铌、钛等,可以改善钢材的层状撕裂倾向。
建筑钢结构厚板层状撕裂控制及预防措施Control and prevention measures of layer tearing in steel structure thick plate一、建筑钢结构厚板层状撕裂的基本原因1、 Basic causes of layer tearing in steel structure thick plate层状撕裂的基本原因是由于板材厚度的不均匀性、板材材料的不均匀性、板材焊接接头的质量不佳、板材的热变形不良、板材的热处理不良等原因导致的。
The basic cause of layer tearing is caused by the unevenness of plate thickness, material, poor quality of plate welding joint, poor thermal deformation of plate, poor heat treatment of plate, etc. 二、建筑钢结构厚板层状撕裂的控制及预防措施2、 Control and prevention measures of layer tearing in steel structure thick plate(1)板材厚度均匀性控制:为了保证板材厚度的均匀性,应严格按照设计要求,按照规范的生产工艺生产板材,并且应在板材制作过程中,定期检测其厚度,确保其厚度的均匀性。
(1) Control of plate thickness uniformity: In order to ensure the uniformity of plate thickness, the plate should be produced according to the design requirements and the standard productionprocess, and the thickness should be tested regularly during the plate making process to ensure the uniformity of its thickness.(2)板材材料均匀性控制:为了保证板材材料的均匀性,应严格按照设计要求,按照规范的生产工艺生产板材,并且应在板材制作过程中,定期检测其材料,确保其材料的均匀性。
层状撕裂预防措施
1.当法兰盘厚度等于或大于40mm时,法兰与管连接处的角焊缝应比正常焊时
减小坡口角度(正常焊时为30°—35°,减小为20°—25°),增大焊脚尺寸(增大20%)。
T形接头、十字接头角接接头焊接时采用双面坡口对称焊接代替单面坡口非对称焊接。
2.选用低氢或超低氢焊接材料。
(即碱性焊条GB/T5117-1995,ISO3690-1997
附录1-1983(E))
3.严格烘干焊条或焊剂。
为了防止温度过高引起药皮变质,一般低氢焊条在
350℃,烘干2小时;超低氢焊条在400℃,烘干2小时。
在现场使用焊条应放在焊条保温箱内随用随取,以防受潮。
4.选用低匹配焊条。
选择强度级别比母材略低的焊条有利于防止冷裂纹。
(焊缝
强度为母材强度的82%时可以达到等强度要求。
)例Q345钢材可用E43焊条。
5.软层焊接。
用抗裂性能好的焊条(碱性焊条)作底层,内层采用与母材等强
度的焊条,而表层2-6mm采用稍低于母材的焊条,这样可以增加焊缝金属的塑性储备。
6.严格控制焊接热输入。
在充分保证焊接接头韧性的前提下适当加大热输入。
7.合理选择预热温度。
预热温度一般选在70℃-100℃为宜。
多层焊时应控制层
间温度不低于100℃。
8.紧急后热。
紧急后热的工艺在于及时。
一定要在热影响区冷却到产生裂纹的
上限温度Tuc之前(一般在100℃)迅速加热,加热温度也高于Tuc,并且需保温一段时间(当板厚t≤25mm时保温1小时,当板厚t>25mm时保温2小时)。
9.加强工艺管理:
1)彻底清理焊接坡口;
2)保证焊条或焊剂的烘干;
3)提高装配质量。
避免出现过大错边或过大的装配间隙,尽量不使用夹具
进行强制装配;
4)保证焊接质量。
焊工质证上岗,按工艺规程操作,防止产生气孔、夹渣、
未焊透、咬边等工艺缺陷;
5)注意施工环境。
焊接场所相对湿度不得超过80%时。
气保焊时风速不得
超过2m/s,手弧焊或药芯自保护焊时风速不得超过8m/s。