1-焊缝标注方法
- 格式:ppt
- 大小:806.00 KB
- 文档页数:22

焊接符号在机械制图中标注大全
1、焊缝标注方法
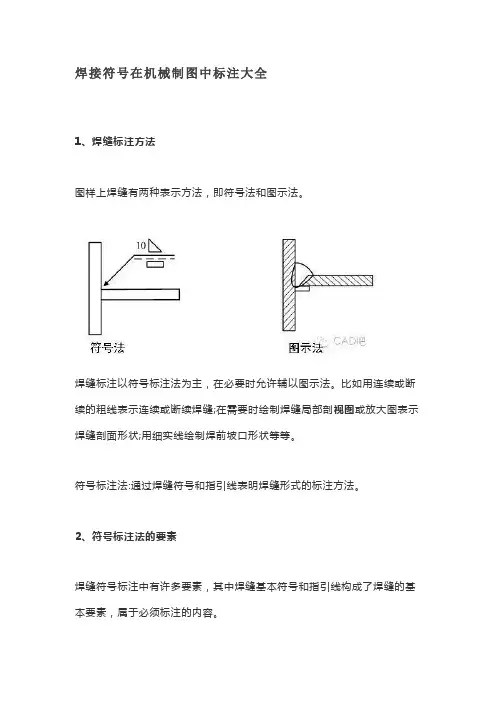
图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素
焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。 除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
•
3、焊缝符号及其标注
(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:
(2)辅助符号是表示焊缝表面形状特征的符号。不需要确切地说明焊缝的表面形状时可以不加注辅助符号。辅助符号配置在基本符号固定位置。辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。 4、指引线及其标注
指引线由箭头线和基准线组成。
(1)箭头线:
箭头可指向接头侧和非接头侧;
箭头线相对焊缝的位置一般没有特殊要求;
允许箭头线弯折一次。 •
•
•
•
(2)基准线
基准线含有实线基准线和虚线基准线。虚线基准线可画在实线基准线的上方或下方;
焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧; 标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注
(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。焊缝尺寸符号共
有16个(详见GB/324-88),例如: (2)焊缝尺寸符号及数据的标注原则(如图):
焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;
坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。

H
H 焊缝基本符号 焊缝辅助符号 焊缝尺寸符号
名称 示意图 符号 名称 示意图 符 号 说 明 符号 名称 示意图 符号 名称 示意图
I形焊缝
平面符号
焊缝表面平齐
(一般通过加工)
δ
工作厚度
e
焊缝间距
V形焊缝
凹面符号
焊缝表面凹陷
α
坡口角度
k
焊角尺寸
单边V形焊缝
凸面符号
焊缝表面凸起
b
根部间隙
d
熔核直径
带钝边V形焊缝
焊缝补充符号
p
钝边
s
焊缝有效厚度
带钝边U形焊缝
带垫板符号
表示焊缝底部有垫板
c
焊缝宽度
N
相同焊缝数量
带钝边J形焊缝
三面焊缝符号
表示三面有焊缝
R
根部半径
H
坡口深度
角焊缝
周围焊缝符号
表示环绕工件周围焊缝
l
焊缝长度
h
余高
槽焊缝
现场符号
表示在现场或工地进行焊接
n
焊缝段数
β
坡口面角度 β
带钝边单边V形焊缝
交错断续
焊接符号
表示两侧交错断续焊接
标注示例
H
H
焊缝标注示例 符号说明 整体注释
“ ”:焊缝基本符号,表示带钝边的单斜边坡口;
“6”:焊缝尺寸符号,表示坡口深度;
“45º”:焊缝尺寸符号,表示坡口角度;
“14”:焊缝补充符号,表示相同焊缝数量。
待焊部位为带钝边的单斜边坡口,坡口角度45º,焊角高6mm。相同焊缝14处。
“ ”:焊缝基本符号,表示箭头指向侧的角焊缝;
“10”:焊缝尺寸符号,表示角焊缝焊角尺寸;
“⌒”:焊缝辅助符号,表示焊缝表面凸起;
待焊部位为单面角焊缝(箭头对侧不焊),焊角高10 mm,焊缝表面凸起。
“ V ”:焊缝基本符号,表示无钝边的V形坡口;
“60º”:焊缝尺寸符号,表示坡口角度;
“O”:焊缝补充符号,表示周围焊缝;
“口”:焊缝补充符号,表示焊缝底部有垫板。
待焊部位为60º 的V形坡口,焊缝底部加衬垫板,焊缝环绕工件周围。

常用焊接方法在图样上的表示代号
1. 常用焊接方法的代号
GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:
1——电弧焊
11——无气体保护的电弧焊
111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊
114——自保护药芯焊丝电弧焊
12——埋弧焊
121——丝极埋弧焊 122——带极埋弧焊
13——熔化极气体保护焊
131——MIG焊:熔化极惰性气体保护焊
135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)
136——非惰性气体保护药芯焊丝电弧焊
137——非惰性气体保护熔化极电弧点焊
14——非熔化极气体保护电弧焊
141——TIG焊:钨极惰性气体保护焊
142——TIG点焊
15——等离子弧焊
2——电阻焊
21——点焊 22——缝焊 23——凸焊 24——闪光焊
3——气焊
311——氧-乙炔焊
其它焊接方法
71——铝热焊 72——电渣焊 78——螺柱焊
2.焊接方法在图样上的表示方法
1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:
121
2)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO2气体保护焊打底,然后采用埋弧自动焊填充,为:
3.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照
焊接方法 GB5185-85 GB324-64
焊条电弧焊 111 S
埋弧焊 12 Z
熔化极氩弧焊(MIG) 131 C
钨极氩弧焊(TIG) 141 A
气焊 3 Q
摩擦焊 42 M
电渣焊 72 D
电阻对焊 25 J
硬钎焊 91 H
焊缝符号及标注原则
GB324-88中规定了焊缝符号和在图样上的标注原则。
![焊缝的标注方法[1]要点](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/7908f45fbe1e650e52ea992f.webp)
焊缝符号表示法
GB 324-88
国家技术监督局1988-12-10批准 1989-07-01实施
1 主题内容及适用范围
本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准
GB 5185 金属焊接及钎焊方法在图样上的表示代号
3 总则
3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。必要时也可在焊缝符号中表示这些内容。
4 符号
4.1 基本符号
基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号 注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。
4.2 辅助符号
辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 辅助符号的应用示例见表3。
表3 辅助符号的应用示例
4.3 补充符号
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表4。
表4 补充符号
序号 名 称 示 意 图 符 号 说 明
1 带垫板符号1)
表示焊缝底部有垫板
2 三面焊缝符号1)
表示三面带有焊缝
3 周围焊缝符号
表示环绕工件周围焊缝 4 现场符号
表示在现场或工地上进行焊接
5 尾部符号
可以参照GB 5185标注焊接工艺方法等内容
采用说明:
1)ISO 2553标准未作规定。