心轴法加工偏心齿轮
- 格式:pdf
- 大小:124.53 KB
- 文档页数:2

偏心齿轮的铸造工艺设计打开文本图片集摘要:偏心齿轮结构复杂,存在多个腔室,且腔室狭小,容易产生粘砂缺陷。
并且存在多个“+”字筋热节,并且补缩通道不畅,容易产生缩孔、裂纹缺陷,通过修改设计结构、优化铸造工艺参数,消除了铸造缺陷。
得到了质量优良的铸件。
关键词:粘砂;缩孔;工艺参数0引言偏心齿轮是压力机上的核心部件,它的质量的好坏关系到整个压力机的正常工作,特别是它的齿轮部位要经受长时间的咬合,力学性能指标要求很高。
偏心齿轮结构复杂,不利于顺序凝固,存在多个分散的热节,并且内部质量要求高,铸造有一定难度,容易出现质量问题。
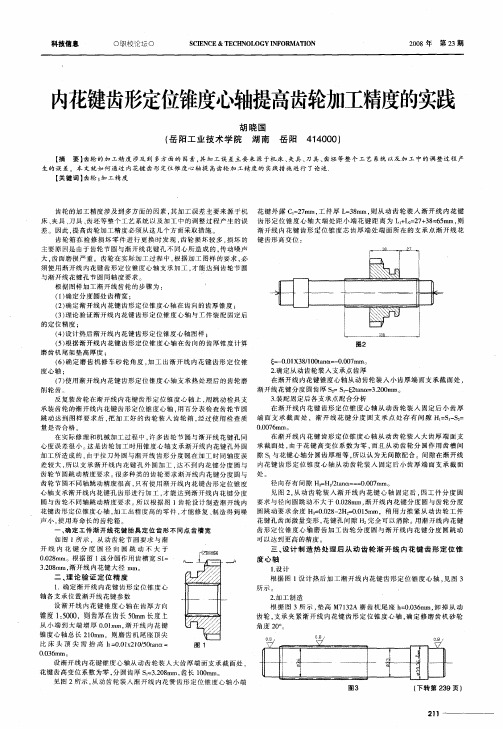
1偏心齿轮的结构分析偏心齿轮的三维图(见图1),底面是个大圆盘。
上部有个偏心圆筒,中部浮板及立筋把内腔分成8个小内腔,中间是一个轴通孔,此偏心轮材质ZG35CrMo,属于中碳低合金钢,此材质铸造性能较差,属于中间凝固方式,容易出现缩松、裂纹缺陷。
通过分析铸件结构发现,此铸件存在如下3个铸造难点:1、从冒口对底部大圆盘补缩通道呈"L"形,补缩距离过长,圆盘可能存在内部缺陷。
2、下部4个内腔孔容易出现粘砂,并且可操作空间狭小,清砂困难。
3、偏心圆筒中的浮板和立筋交接处的“十”筋是热节区,容易出现缩孔缺陷。
2工艺设计造型方法选择主型木质实样+组芯,分型面选在轴头的上表面,选择呋喃树脂砂做型砂,面砂是铬矿砂,背砂是石英砂。
考虑到四个内腔空间狭小,并且只有侧面的出砂孔,容易产生粘砂缺陷,在制造此4个内腔芯时选用粘砂倾向较小的碱酚醛树脂砂撞制。
涂料使用优质的醇基锆英粉,并保证涂料层厚度为2mm左右。
针对底面大圆盘远离冒口补缩困难的情况,在大圆盘的外边缘底面放置一圈直接外冷铁,实施末端冷却,加大温度梯度。
并且将中间轴孔铸死一定高度,铸成盲孔,加宽对底部的补缩通道,形成了开口向上的补缩通道。
对于中间轴盘的3个“+”筋热节,两侧热节上表面放置分别放置了暗冒口,并在暗冒口下放置了补贴,中间热节部位放置了两块随圆外冷铁,加快此部位的冷却,消除此热节的影响。

齿轮检验的3个公差组一般厂家检验ff、Fβ、Fr、Wk、ΔW,欧洲厂家主要要求检测Fi″、fi″、Fr、Wk。
还有一个隐含要求,就是装配后噪音要小。
1、齿轮的检测有三方面要求:传递运动的精确性、平稳性、载荷分布的均匀性。
2、这三个公差组各有数个检测项目,按国标要求每个公差组只检一项或两项(当然不是随意选)一般情况下设计者会给出每个公差组的精度等级和需检测的项目。
3、但有时图纸上会给出数个项目或只给精度等级和标准,这种情况下个人认为最好和设计沟通一下,看对方有什么要求,否则你费了半天劲可能人家一句话你就得从头再来。
若设计没什么要求那你可以按标准要求每个公差组检一项或两项就可以了,记住是按照标准要求,不是自己随意挑的。
4、个人感觉一般情况下是这样的,每一公差组检FP或公法线变动和FR,第二公差组检Fα和FPT,第三公差组检Fβ。
纯属个人感觉没有依据。
5、除了这三方面的要求外,还有齿厚要求,当然这个是好检的,可测公法线或跨棒距。
渴望与大家一同进步,有愿意讨论的可加我QQ951666310,注明机械,或发邮件wzfsxx@一典型零件检测view09f4486fb84ae45c3b358ce1.html1.5齿轮的检测1.5.1 齿轮线性尺寸的测量1.5.1.1分析工作任务书1.阅读齿轮零件图,了解减速器直齿圆柱齿轮的结构;只供学习与交流2. 熟练掌握齿轮的基础知识;3.掌握齿轮检测原理;4. 掌握常用的齿轮检测工具;5.选择齿轮的检测方案,确定测量工具;6.进行检测;7.记录数据并进行数据处理;一典型零件检测1.5齿轮的检测1.5.1 齿轮线性尺寸的测量1.5.1.1分析工作任务书1.阅读齿轮零件图,了解减速器直齿圆柱齿轮的结构;2. 熟练掌握齿轮的基础知识;3.掌握齿轮检测原理;4. 掌握常用的齿轮检测工具;5.选择齿轮的检测方案,确定测量工具;6.进行检测;7.记录数据并进行数据处理;只供学习与交流8.上交检测报告,进行评价。


五种齿轮的加工方法
齿轮的加工方法有很多种,以下是其中五种常用的方法:
1. 铣齿:这是一种成形法加工方法,使用盘形模数铣刀或指状铣刀进行铣削。
铣刀的刀齿截面形状与齿轮齿间形状相对应,这种方法加工效率和加工精度均较低,仅适用于单件小批生产。
2. 滚齿:属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。
滚齿是除铣齿以外常用的一种利用展成法的切齿工艺。
3. 剃齿:在大批量生产中剃齿是非淬硬齿面常用的精加工方法。
剃齿还可形成鼓形齿,用以改善齿面接触区位置。
4. 插齿:插齿是除滚齿以外常用的一种利用展成法的切齿工艺。
插齿时,插齿刀与工件相当于一对圆柱齿轮的啮合。
插齿刀的往复运动是插齿的主运动,而插齿刀与工件按一定比例关系所作的圆周运动是插齿的进给运动。
5. 展成法磨齿:展成法磨齿的切削运动与滚齿相似,是一种齿形精加工方法,特别是对于淬硬齿轮,往往是唯一的精加工方法。
展成法磨齿可以采用蜗杆砂轮磨削,也可以采用锥形砂轮或碟形砂轮磨削。
以上内容仅供参考,建议查阅专业机械书籍或咨询机械工程师以获取更多有关齿轮加工的信息。
齿轮滚插齿加工过程中偏心产生的原因及检测方法作者:刘支萍等来源:《中国科技博览》2014年第23期[摘要]汽车行业变速器齿轮滚插齿加工过程中,由于受到机床传动链误差、夹具制造安装误差及齿坯定位基准精度影响,不可避免的产生偏心,影响齿轮加工精度。
尽可能的减小偏心,将提高齿轮加工精度。
[关键词]偏心、几何偏心、运动偏心、分度圆、分度蜗轮副中图分类号:TD335 文献标识码:A 文章编号:1009-914X(2014)23-0008-01前言齿轮已是现代机械不可缺少的传动元件,广泛用于各行各业的机械中。
汽车行业变速器齿轮精度要求6级~7级,大批量生产时主要采用滚齿(插齿)—剃齿(磨齿)工艺。
本文就汽车齿轮加工工艺中滚、插齿偏心产生的原因及其检测方法进行分析论述。
一、偏心分类及其定义齿轮加工过程中,不可避免的产生偏心。
根据其产生的原因,可分为几何偏心和运动偏心两种。
几何偏心主要指工件加工时的回转轴线与安装使用时的回转轴线不重和造成的二者偏心量(如图2所示)。
几何偏心主要由机床工作台、夹具及工件制造误差以及相互间安装误差引起。
运动偏心主要是指加工过程中机床传动链误差造成的偏心(如图3所示)。
运动偏心主要由机床的分度蜗轮及传动齿轮等传动元件的制造和装配误差引起。
二、几何偏心的产生原因及其检测方法由于几何偏心主要由机床工作台、夹具及工件制造误差以及相互间安装误差引起。
因此现将齿轮滚插齿加工时常用的装夹方式作一介绍:2.1 齿轮滚插齿加工时的装夹定位方式盘类齿轮加工时,一般采用内孔定心,端面定位的装夹方式加工。
夹具多为涨心式或端面压紧式两种;轴类齿轮加工时,由于受到工件结构及刚性的限制,一般采用中心顶尖孔定心,某一端面定位的装夹方式加工,夹具多为下顶尖定心、某一端面定位、上顶尖定心并压紧式或某一端面定位、和端面相连的轴径定心抱紧、上顶尖定心压紧式。
2.2 几何偏心的产生原因以盘类齿轮滚齿、插齿加工为例,祥述几何偏心的产生与检测方法。
机械压力机偏心齿轮的加工技术摘要:文章分析了机械压力机的偏心齿轮加工技术,制定了偏心齿轮焊接工艺方案,给出了合适的加工和检测方法。
关键词:偏心齿轮;焊接工艺;加工工艺;工装机械压力机是合肥合锻股份有限公司继液压机之后又一个重要的新兴产业及利润增长点,自2007年第一条机械压力机线研制成功以来,该产业发展迅猛,现已形成JH36双点,JH39四点及LHS4多连杆系列等多个系类,上百种型号产品,累积实现销售收入数十亿元,可谓是跨越式的发展历程。
这里除了核心的研发以外,最重要的是“机械压力机主传动等关键零件工艺技术攻关”起到了关键的作用。
偏心齿轮是机械压力机的关键零件之一,在压力机上梁主传动系统中,偏心齿轮与连杆、导柱、和滑块构成了曲柄滑块机构。
通过曲柄滑块机构将偏心齿轮的回转运动转化为滑块的直线往复运动,从而实现了机械压力机的冲压功能。
偏心齿轮的制造精度直接影响机械压力机滑块的运动精度,进而影响机械压力机的整机工作。
1.工艺分析(1)大吨位机械压力机偏心齿轮大多采用焊接结构。
齿圈,偏心体材料多数采用45钢或42CrMo钢,辐板为Q235板,套为ZG270-500。
齿圈和偏心体碳当量高难以焊接;中碳钢,合金钢,低碳钢,铸钢焊接应力差别大,焊接在一块焊后容易拉裂,焊接难度大。
(2)偏心体中心外圆与齿顶圆、高速轴孔不同心,同台2件偏心距应相等,不等允差0.03.(3)齿槽中心应与孔中心及偏心体中心在同一直线上,允差0.05.2.工艺流程针对以上难点,我们采取以下工艺措施,①齿圈,偏心体焊前粗车调质处理。
②在环状齿圈的内径上堆焊一层碳含量较低、焊接性较好的材料,再将此材料与辐板焊接。
不仅可部分消除过高碳当量的不利影响,而且在环状齿圈内径上堆焊时,相当于在局部表面上施行堆焊,径向收缩的不利影响减到了最低。
从降低淬透性的角度出发。
对42CrMo。
齿圈进行预热,工件整体温度的提高会降低焊接部位的冷却速度,能较好地避免形成淬硬组织,从而避免了焊接裂纹的产生。
起重机偏心齿轮的工作原理
起重机偏心齿轮是起重机的一种传动装置,它的工作原理是利用齿轮的偏心安装,使得齿轮相对于轴心的位置发生偏移,从而改变传动比,实现起重机的升降或转动。
具体工作原理如下:
1. 偏心安装:起重机偏心齿轮一般由两个或多个齿轮组成。
其中一个齿轮被设置为偏心齿轮,即轴心不在齿轮的中心位置上,而是偏离轴心一定距离。
2. 齿轮传动:起重机的电机驱动动力输出轴旋转,使得偏心齿轮与其他齿轮相互啮合。
通过齿轮传动,动力可以传递到其他部件上,如起重机的升降装置或转动装置。
3. 偏心传动:由于偏心齿轮的存在,齿轮的旋转中心与传动轴的轴心不重合,而是在一定距离内发生偏移。
这样,当齿轮转动时,偏心部分会产生一个离心力,使得齿轮产生倾斜或偏移的作用。
4. 传动比的改变:由于偏心齿轮的离心作用,齿轮的传动比发生变化。
当齿轮倾斜或偏移时,传动比会随之变化,从而改变起重机的升降高度或旋转角度。
通过调节偏心齿轮的偏离轴心的距离或齿轮的倾斜角度,可以控制起重机的升降
速度或旋转速度。
这种传动方式具有简单、结构紧凑、效率高的优点,在起重机中得到广泛应用。