连轧中的张力控制
- 格式:docx
- 大小:25.13 KB
- 文档页数:2

一、冷连轧机的工作原理四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。
轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。
带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。
在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。
当张力达到设定张力的100% 时,张力闭环控制投入运行,进入正常张力轧制阶段。
张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。
轧机张力的产生与测量张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2#机架间的带钢产生拉拽,从而产生张力。
张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。
张力在轧制过程中的主要作用有如下几点:(1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个重要问题。
在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。
棒材连轧机组自动化系统构成及微张力控制摘要:对某轧钢厂小型棒材连轧机组自动化系统布局、设备选型和功能进行了介绍,目的对类似轧钢行业在自动化系统设备设计和选型过程中提供一个借鉴和帮助;通过重点介绍微张力控制原理、微张力采集、微张力在交流/直流电机中的计算以及工程实现方法,对微张力控制在工程中的实际应用提供一个思路和方法。
此自动化系统设计合理,布局紧凑,微张力控制运行稳定。
某轧钢厂引进国外棒材连轧技术加热炉由法国STEIN公司提供,轧机设备由意大利POMINI公司提供,电气商为德国SIEMENS公司。
连轧机组由18架轧机和4架减定机组成,设计能力为年产60万t棒材,于2000年建成投产,产品覆盖从螺纹钢10X3的三线切分到ø65mm圆钢。
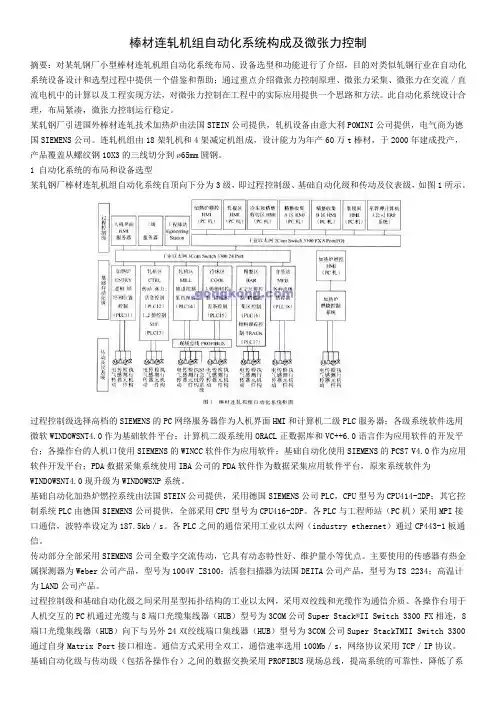
1 自动化系统的布局和设备选型某轧钢厂棒材连轧机组自动化系统自顶向下分为3级,即过程控制级、基础自动化级和传动及仪表级,如图1所示。
过程控制级选择高档的SIEMENS的PC网络服务器作为人机界面HMI和计算机二级PLC服务器;各级系统软件选用微软WINDOWSNT4.0作为基础软件平台;计算机二级系统用ORACL正数据库和VC++6.0语言作为应用软件的开发平台;各操作台的人机口使用SIEMENS的WINCC软件作为应用软件;基础自动化使用SIEMENS的PCS7 V4.0作为应用软件开发平台;PDA数据采集系统使用IBA公司的PDA软件作为数据采集应用软件平台,原来系统软件为WINDOWSNT4.0现升级为WINDOWSXP系统。
基础自动化加热炉燃控系统由法国STEIN公司提供,采用德国SIEMENS公司PLC,CPU型号为CPU414-2DP;其它控制系统PLC由德国SIEMENS公司提供,全部采用CPU型号为CPU416-2DP。
各PLC与工程师站(PC机)采用MPI接口通信,波特率设定为187.5kb/s。
各PLC之间的通信采用工业以太网(industry ethernet)通过CP443-1板通信。
热连轧带钢张力控制问题及对策作者:张自强来源:《消费导刊》2015年第03期摘要:保证带钢正常连轧的基本条件是各机架在单位时间内的“金属秒流量”相等。
从现有的带钢连轧工作来看,连轧张力问题的控制技术,通常都采取各种措施来加强控制而避免其发生不正常情况,目前的热连轧带钢采取了一些新的工艺和新的控制处理方法,其短期内的工作比较理想,但要保持长期运转正常,还应该从不同的角度着手,制定多元化的张力控制对策,确保热连轧带钢生产过程平稳,创造出更大的经济效益。
关键词:热连轧张力控制对策对于热连轧而言,从工艺要求和轧机控制方便性的角度考虑,希望采取无张力轧制,使各机架的“金属秒流量”始终相等。
但是,对于我国而言,目前的技术体系和操作手法还不是很完善,无张力轧制的应用还没有到时机。
因此,现阶段的热连轧带钢张力问题,还是比较严重的,如果不能得到有效的控制,势必会导致各项工作出现滞缓,不仅仅是造成经济上的损失,还会影响其他工作的顺利展开。
在此,本文主要对热连轧带钢张力控制问题及对策展开分析。
在此基础上提出张力控制措施和办法。
一、无活套微张力控制在目前的生产制造中,热连轧带钢张力问题,已经导致很多的企业出现了生产下降的问题,如果不采取有效的措施,势必会对连轧生产过程产生很大影响。
在长期的研究中,无活套微张力控制,是一种可行性较高的方法,该方法比较容易操作,且在张力的控制上,不会造成反复的现象,收到了应有的良好效果。
(一)双机架微张力控制电流比较法无活套微张力控制方法,是目前广泛应用的方法之一,对热连轧带钢的张力控制产生了很好的效果。
在应用该方法的过程中,可首先推行双机架微张力控制电流比较法,顾名思义,该方法主要是在电流上进行控制。
在连轧生产过程中,热连轧带钢的张力出现,已经成为了一种不可避免的情况,为此,双机架微张力控制电流比较法,就是从日常生产中出发的。
当扎件咬入第一个轧机,并且没有咬入第二架轧机的时候,工作人员可以对第一架轧机的电流,进行多次采样工作,将得到的样本来求出平均数值。
1450mm酸连轧机组活套张力控制冷连轧活套张力控制的动静态精度对于稳定轧制过程至关重要。
在结合活套张力控制原理的基础上设计出1 450 mm 冷连轧机活套电气控制系统,详细介绍了活套张力控制系统的控制原理及实现方案,对惯性力矩、弯曲力矩和摩擦力矩进行补偿,随后分析活套的运行情况。
实践证明此活套控制系统具有较好的控制效果,满足生产工艺的要求。
标签:冷连轧机;活套;恒张力控制;S120交流传动装置1、概述在冷轧带钢控制系统中,为保证产品质量和工艺过程稳定,无论是冷连轧机还是可逆冷轧机均需要稳定的张力控制。
按照不同的工艺要求:较典型的张力控制方法有间接张力控制和直接张力控制,间接张力控制常用于开卷、卷取、活套的控制;直接张力控制则用于精度较高的张力控制系统,冷连轧生产中常用于机架间的张力控制。
文中所设计的1450mm 6辊5机架酸连轧机组已于2019年初正式投产,其活套控制系统采用间接张力控制。
在活套的控制系统中,活套不仅需在同步运行时保持张力恒定,且要求系统能准确地在加减速过程中进行动态力矩补偿,并根据活套车的位置对张力给定进行修正。
2、入口水平活套2.1设备组成入口活套为水平活套,活套系统由活套车、活套车驱动装置、活套门、底部带钢支承辊、换辊小车和钢绳缓冲装置组成。
活套车上设有带钢转向辊、滑轮组及带钢支承辊和车轮,活套车的一侧设有水平滚轮,通过偏心轮来调整滚轮的开口度。
活套车上带有滑槽用以控制活套门的关闭。
活套车车体为焊接钢结构框架。
活套车驱动装置由电机减速机驱动,并保证活套车时刻处于可控状态。
当活套车运动时,设在活套车上的滑槽引导与活套门关联的连杆机构开始转动并带动活套门开闭。
活套门用于支撑存储的带钢,安装在活套车行进方向的两边,通过连杆机构由活套车驱动来完成开闭摆动。
底部带钢支承辊用来支持底部存储带钢的运行。
2.2设备性能酸洗入口活套由3臺电机组成,电机参数如下:其交流传动采用西门子公司交流传动装置,型号为:S120系列。
一、冷连轧机的工作原理四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。
轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。
带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。
在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。
当张力达到设定张力的100% 时,张力闭环控制投入运行,进入正常张力轧制阶段。
张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。
轧机张力的产生与测量张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2#机架间的带钢产生拉拽,从而产生张力。
张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。
张力在轧制过程中的主要作用有如下几点:(1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个重要问题。
在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。
微张力自动控制在棒材连轧中的应用摘要:从棒线型材厂4棒生产线的工艺入手,对微张力级联调速、咬钢动态速降补偿、轧制转矩、张力值、断级联控制等概念进行分析,重点研究微张力自动控制的具体实现过程,了解微张力运行过程中存在问题,并确定相应的解决措施与下一步工作计划。
关键词:微张力控制;张力值;断级联;1 前言柳钢棒线型材厂4棒生产线全线Φ610×6+Φ430×6+Φ380×6轧机共18架,为短应力线轧机,粗、中轧为平立交替布置,精轧除14#轧机为立式轧机外,其余为水平轧机;端进端出蓄热式步进加热炉,加热能力为180 t/h(连铸直供坯),燃料为焦炉煤气。
设计年生产能力80万吨,主要生产Φ12~18 mm带肋钢筋。
坯料断面165 mm×165 mm,长度10 m。
为提高产品尺寸均匀性,保证产品质量,决定在4棒运行粗中轧微张力控制程序。
本文总结微张力控制过程、运行效果等。
2 相关概念分析(1)微张力控制原理在棒材连轧生产过程中,因为各机架间的秒流量存在偏差从而形成张力,为了保证轧制稳定性,机架间一般采取微张力轧制。
通过测量某一机架的自由轧制转矩与实际轧制转矩的差值,再转化为机架间张力值。
根据张力值大小与实测轧件头、中、尾料型差来判定张力值是否符合要求,并设定张力值允许偏差,通过程序自动调整机架转速,让张力值满足标准要求,最终达到轧件头、中、尾尺寸均匀的目标。
(2)自由轧制转矩、实际轧制转矩、张力值当轧件通过N-1架轧机,PLC系统会在动态速降补偿过程完成后,N架轧机准备咬钢前,这一段时间范围内自动采集N-1架轧机的轧制转矩值,此轧制转矩值未受到张力影响,称为N-1机架的自由轧制转矩值。
当轧件通过N架轧机,机时,PLC系统会在N机架动态速降补偿过程完成后,N+1架轧机准备咬钢前,这一段时间范围内自动采集N-1架轧机的轧制转矩值,此轧制转矩受到N架轧机的影响,属于N-1机架的实际轧制转矩值。
2010-10-30张力控制的基本原理为了保证热连轧的正常连续轧制,必须遵循的基本原则是:机架间金属秒流量相等。
即An×Vn=An-1×Vn-1 (1)式中 An——第n架的轧件截面面积Vn——第n架的轧件出口速度可以看出,决定金属秒流量大小的因素,一是轧件截面面积,另一个就是轧制速度。
而第一个因素决定于工艺参数,如孔型道次、辊缝压下量、钢温等,一旦调整好就固定不变,所以只能通过选择和调整不同的轧制速度来满足这一基本条件。
从式(1)可以推出对于相邻机架间的速度关系应当满足公式Rn=Vn/Vn-1=An-1/An (2)式中心——金属延伸率(或减径因子),其物理意义可模拟成进入机架n-1与机架n的轧件截面之比。
然而,在实际应用中,由于轧件受钢温、材质、坯料形状、孔型磨损等扰动因素的影响,无法保证精确的截面值。
这样,为了达到式(2)新的平衡关系,在粗、中轧机组中引入了张力控制的功能(在精轧机组中用活套功能来实现),得到式Vn=Vn-1×Rn(1+Km+Kt) (3)式中 Vn、Vn-1-机架n与n-1的出口线速度Rn——轧件通过n机架的延伸系数Km——手动干预时对n一1机架的速度调整系数Kt——张力作用反映到n--1机架的速度调整系数同时,根据张力自动调节理论,张力变化与速度变化还具有以下传递函数关系δF/A=士Kt/(1+Tts)×δV (4)式中δF/A——轧件上单位面积的张力增量Kt/(1+Tts)——放大倍数为Kt,时间常数为Tt的一阶惯性环节δV——轧机速度增量这样,调整张力,就可以协调机架间的速度,从而达到保证机架问金属秒流量相等的目的。
在自动控制算法中,机架n与n-1间的张力是通过测量机架n-1电机的电磁转矩变化量来实现的。
因为在轧制过程中.轧制转矩可用下式来Tm=TT+Tt+Ta+Tf (5)式中 Tm——总的轧制力矩TT——轧件金属压下量所需的轧制力矩Tt——张力所产生的力矩Ta——加速力矩Tf——机械摩擦等所产生的附加力矩在稳定轧制状态下,Ta=0,若进一步忽略Tf,则Tm=TT+Tt (6)其中Tt与工艺参数有关.如孔型道次、轧制压下量、钢温、材质等,一旦确定,应为常数,则δTm=δTt=(D/2)×δF=i×η×δTm1即δF=(2/D)×i×η×δTm1 (7)式中δF——机架间张力变化量D——机架有效辊径1i——减速箱速比η——机械传动系统效率δTm1——主电机上轴输出转矩由式(7)可见,在一定的条件下,从电机的输出转矩变化量上就可以推算出该机架所受的张力变化。
微张力控制在连轧棒材生产中应用摘要:现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。
阳春新钢铁一棒棒材,粗轧6台轧机,中轧6台轧机均采用微张力轧制,精轧机采用无张力轧制。
张力是连轧中最活跃的因素,防止张力的消极作用,是连轧中张力控制的关键。
关键词:张力;微张力;级联调速;微张力调整中图分类号:TU198文献标识码:A 文章编号:前言微张力控制的目的是使中轧机组各机架之间的轧件按微小的张力进行轧制。
微张力控制是保证高速棒线材轧机顺利轧制和提高产品质量的必要手段。
张力控制是一个复杂的过程,高速棒线材一般采用“电流-速度”间接微张力控制法。
它的基本思想是:张力的变化是由线材的秒流量差引起的,而调整轧机的速度就能改变秒流量,以达到控制张力的目的。
其控制方法同轧机速度的级联调节方向有关,如果级联速度为逆调,则需控制各机架的前张力;如果级联速度为顺调,则需控制各机架的后张力,即:当钢坯咬入下一机架后,根据本机架同下游机架之间的堆拉关系来调整下机架的速度设定,使本机架与下机架之间的张力维持在设定值。
张力控制的原则保证轧制的顺利进行,不能造成堆钢或拉断现象;控制的张力值要使轧件处于稳定状态的效应大于各种外界因素变化引起的不稳定效应;应使轧件头中尾尺寸偏差尽可能小;张力的控制主要靠调速来实现,调速必须采用级联调速的方式。
在实际实施中,需要着重解决以下两个难点:无张力矩的存储在本系统中没有测张元件,微张控制的控制目标是使轧机在无张力矩下轧制。
所以,无张力矩的计算与存储就成为微张控制中的关键。
无张力矩是靠轧件的头部来确定的。
如下图所示。
当轧件进入第一机架,未进入第二机架时,第一机架处于无张轧制状态,在进入第二机架前确定第一机架无张力矩并记录。
当轧件进入第二机架时,第一机架的力矩会由于一、二机架速度不匹配发生变化,这时靠调节第二机架速度,使第一机架恢复到记录下的无张力矩值。
微张力控制在中小型轧机中的应用摘要:莱钢中小型材的热连轧生产线,采用的为多架轧机轧制的次序来完成,微张力控制在其中的作用非常突出,在没有采用微张力控制的热连轧系统中,钢材的质量达不到标准要求,本文从微张力控制的核心部分作了详细介绍。
关键词:微张力钢坯内张力电机转矩R因子1 前言莱钢中小型材的热连轧生产线是国内技术较成熟的一条生产线,其中的张力控制是核心控制部分。
为了实现无张力控制,理想上应使轧机各机架速度的“秒流量”相等。
为了保证产品尺寸精度,提高轧制产品质量,避免由于各种原因导致的堆钢和拉钢,需要在轧制的各个机架之间尽量避免张力产生,由于粗轧区轧件截面积比较大,不易形成活套。
所以采用微张力控制技术。
2 微张力自动控制系统的组成莱钢轧钢厂中小型材轧机的全部机械设备由意大利DANIELI公司提供。
其电控设备由瑞典ABB公司提供,它按照集散控制系统的组成,由上到下分为操作站设定级、过程站控制级与传动执行级。
其控制功能如下:(1)操作站设定级完成与微张力自动控制有关的上层设定及其系统监控功能,主要是微张力控制粗轧机组态的选择,即通过画面设定哪几架轧机之间被选作微张力控制,哪几架轧机之间被选作自动活套控制。
对微张力控制中相邻两机架之间的张力大小进行设定。
(2)过程控制站为ABB的MP200/1,主要完成与微张力有关的物料跟踪、逻辑时序互锁、传动执行级的速度级联、速度给定及微张力控制算法等功能。
(3)传动执行级主要完成微张力控制部分轧机的传动,在系统中由DCV 700全数字直流调速装置完成。
3 微张力的控制原理(1)微张力控制实质上是通过对相邻两工作机架中上游机架的电机转矩进行检测,并加以存储记忆,形成表示钢坯内张力大小的张力实际值,它与设定的张力给定值的偏差,通过比例、积分控制校正上游机架的速度来协调上下游机架之间的关系,以实现微张力控制。
实现微张力控制的关键是准确测量各轧机的轧制力矩,系统通过检测对应机架电机的电枢转矩经过滤波、补偿等计算间接得到轧机的轧制力矩值。
第1讲 连轧与张力
在连轧生产中,张力影响其他工艺参数,其他工艺参数亦决定着张力,因此,张力是纽带,张力调节是最敏感的调节量,研究连轧,必须研究张力。
所以对连轧与张力的研究有着重要意义。
1、连轧的基本概念
所谓连轧是指轧件同时通过数架顺序排列的轧机进行的轧制,各轧机通过轧件而相互联系、相互影响、相互制约。
从而使轧制的变形条件、运动学条件和力学条件具有一系列的特点。
具体内容如下。
A 连轧的变形条件
为保证连轧过程的正常进行,必须使通过连轧机组各架轧机的金属秒流量保持相等,此即所谓连轧过程秒流量相等原则,即
====n v F v F v F h n 2h 21h 1 常数
或 ====n n n v h B v h B v h B h 2h 221h 11 常数 如以轧辊速度v 表示,则式1-17可写成
()()()n n n S v F S v F S v F h 2h 221h 11111+==+=+
在连轧机组末架速度已确定的情况下,为保持秒流量相等,其余各架的速度应按下式确定,即 n i S F S v F v i
i n n n i ,,;)()(2111h h =++= 如果以轧辊转速表示,则公式1-18可写成
()()()n n n n S n D F S n D F S D F h 2h 2221h 111111n +==+=+ 秒流量相等的条件一旦破坏就会造成拉钢或堆钢,从而破坏了变形的平衡状态。
拉钢可使轧件横断面收缩,严重时造成轧件断裂;堆钢可造成轧件引起设备事故。
B 连轧的运动学条件
前一机架轧件的出辊速度等于后一机架的入辊速度,即
1H h +=i i v v
C 连轧的力学条件
前一机架的前张力等于后一机架的后张力,即
===+q q q i i 1H h 常数
应该指出,秒流量相等的平衡状态并不等于张力不存在,即带张力轧制仍可处于平衡状态,但由于张力作用各架参数从无张力的平衡状态改变为有张力条件下的平衡状态。
在平衡状态破坏时,上述三式不再成立,秒流量不再维持相等,前机架轧件的出辊速度也不等于后机架的入辊速度,张力也不再保持常数,但经过一过渡过程又进入新的平衡状态。
2、如何理解理论的连轧和实际连轧的关系
(1)为保证连轧过程的正常进行,理论上要求通过连轧机组各架轧机的金属秒流量必须保持相等。
(2)实际的连轧过程中通过连轧机组各架轧机的金属秒流量肯定不等。
(3)如果按照理论上相等金属秒流量所对应的工艺参数对每架轧机进行设定,进行轧钢,那么钢是不能顺利生产出来的。
(4)那么如何才能保证连轧的顺利进行呢?
采用的手段是大断面采用张力轧制,小断面采用活套轧制。
(5)张力轧制能保障连轧的顺利进行吗?活套轧制能保障连轧的顺利进行吗?
3、实际的连轧过程是一个非常复杂的物理过程
当连轧过程处于平衡状态(稳态)时,各轧制参数之间保持着相对稳定的关系。
然而,一旦某个机架上出现了干扰量(如来料厚度、材质、摩擦系数、温度等)或调节量(如辊缝、辊速等)的变化,则不仅破坏了该机架的稳态,而且还会通过机架间张力和出口轧件的变化,瞬时地或延时地把这种变化的影响顺流地传递给前面的机架,并逆流地传递给后面的机架,从而使整个机组的平衡状态遭到破坏。
随后通过张力对轧制过程的自调作用,上述扰动又会逐渐趋于稳定,从而使连轧机组进入一个新的平衡状态。
这时,各参数之间建立起新的相互关系,而目标参数也将达到新的水平。
由于干扰因素总是会不断出现,所以连轧过程中的平衡状态(稳态)是暂时的、相对的,连轧过程总是处于稳态→干扰→新的稳态→新的干扰这样一种不断波动着的动态平衡过程中。