锅炉安全技术监察规程TSGG00012012工业锅炉培训学习
- 格式:ppt
- 大小:31.70 MB
- 文档页数:69
![[实用参考]《锅炉安全技术监察规程》TSG-G0001-2012简称新锅规](https://uimg.taocdn.com/1837cfaab9d528ea81c779af.webp)

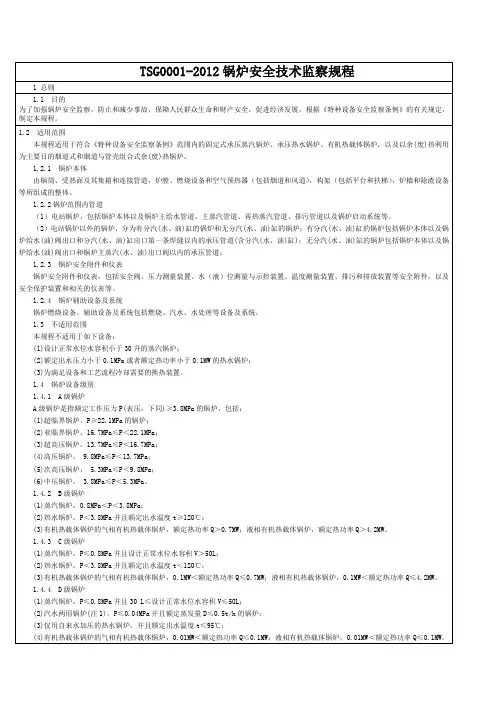
缝熔敷金属及热影响区夏比V 型缺口室温冲击试验;(3)焊接试件的材料为合金钢时,A 级锅炉锅筒的对接焊缝,工作压力大于或者等于9.8MPa 或者壁温大于450℃的集箱类部件、管道的对接焊缝,A 级锅炉锅筒、集箱类部件上的管接头的角焊缝,在焊接工艺评定时应当进行金相检验4.3.2.3 试验结果评定附加要求(1)全焊缝金属拉力试样的试验结果应当满足母材规定的抗拉强度R m 或者屈服强度R p0.2;(2)金相检验发现有裂缝、疏松、过烧和超标的异常组织之一者,即为不合格;仅因有超标的异常组织而不合格者,允许检查试件再热处理一次,然后取双倍试样复验(合格后仍须复验力学性能),全部试样复验合格后才为合格4.3.2.3 焊接工艺评定文件(1)施焊单位应当按照产品焊接要求和焊接工艺评定标准编制用于评定的焊接工艺指导书(PWPS),经过焊接工艺评定试验合格,形成焊接工艺评定报告(PQR),制订焊接工艺规程(WPS)后才能进行焊接;(2)焊接工艺评定完成后,焊接工艺评定报告和焊接工艺规程应当经过制造单位焊接责任工程师审核,技术负责人批准后存入技术档案,保存至该工艺评定失效为止,焊接工艺评定试样至少应当保存5年4.3.3 焊接作业 4.3.3.1 基本要求(1)受压元件焊接作业应当在不受风、雨、雪等影响的场所进行,采用气体保护焊施焊时应当避免外界气流干扰,当环境温度低于0℃时应当有预热措施;(2)焊件装配时不得强力对正,焊件装配和定位焊的质量符合工艺文件的要求后才能进行焊接。
4.3.3.2 氩弧焊打底 下列部位应当采用氩弧焊打底:(1)立式锅壳锅炉下脚圈与锅壳的连接焊缝; (2)有机热载体锅炉管子、管道的对接焊缝; (3)油田注汽(水、油)锅炉管子的对接焊缝。
(4)A 级高压以上锅炉,锅筒和集箱、管道上管接头的组合焊缝,受热面管子的对接焊缝、管子和管件的对接焊缝,结构允许时应当采用氩弧焊打底4.3.3.3 受压元件对接(1)锅筒(锅壳)纵、环缝两边的钢板中心线应当对齐,锅筒(锅壳)环缝两侧的钢板不等厚时,一般应当采用中心线对齐,也允许一侧的边缘对齐;(2)名义壁厚不同的两元件或者钢板对接时,两侧中任何一侧的名义边缘厚度差值若超过本规程4.3.4.4规定的边缘偏差值,则厚板的边缘应当削至与薄板边缘平齐,削出的斜面应当平滑,并且斜率不大于1:3,必要时,焊缝的宽度可以计算在斜面内,参见图4-1;图4-1 不同厚度钢板(元件的对接)4.3.3.4 焊缝边缘偏差锅筒(锅壳)纵、环向焊缝以及封头 (管板)拼接焊缝或者两元件的组装焊缝的装配应当符合以下规定:(1)纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚的10%,且不超过3mm ;当板厚大于100mm 时,不超过6mm ;(2)环缝两边钢板的实际边缘偏差值 (包括板厚差在内)不大于名义板厚的15%加1mm ,且不超过6mm ;当板厚大于100mm 时,不超过(a)纵缝(b)环缝δ—名义边缘偏差;t 1—薄板厚度;t 2—厚板厚度;L —削薄的长度。
锅炉安全技术监察规程释义河南省特种设备协会2013 年5月第一部分编制说明第一章修订过程第二章修订原则第三章主要变化第二部分条文释义第一章总则第二章材料第三章设计第四章制造第五章安装、改造、修理第六章安全附件和仪表第七章燃烧设备、辅助设备及系统第八章使用管理第九章检验第十章热水锅炉及系统第十一章有机热载体锅炉及系统第十二章铸铁锅炉第十三章 D级锅炉第十四章附则第一部分规程编制说明第一章修订过程一、规程历史演变一)规程诞生的时代背景1、1955年4月30日20时10分天津毛纺厂一台20 t/h锅炉爆炸,死8人,重伤17人,轻伤52人。
2、锅炉爆炸原因:苛性脆化引起。
3、苏联专家建议,民政部设锅炉检查局。
4、参考苏联规程,着手制定我国锅炉规程。
二)六0规程的诞生1、名称:蒸汽锅炉安全规程2、文函:劳动部(60)中劳护字第102号3、颁布:1960年10月22日4、实施:自颁布之日起生效5、内容:共12章 160 条附则12条6、评价:苏联规程翻版三)六五规程的修订1、名称:蒸汽锅炉安全监察规程2、文函:劳动部(65)中劳锅字第98号3、颁布:1965年10月12日4、实施:自颁布之日起生效5、内容:共12章146 条6、修订:增2章材料胀接减2章给水泵事故处理7、十年文化大革命8、七九年南阳柴油机厂事故四)八0规程的修订1、名称:蒸汽锅炉安全监察规程2、文函:国家劳动总局(80)劳总锅字第23号3、颁布:1980年7月11日4、实施:1981年1月1日起执行5、内容:共10章152 条6、修订:水质管理与使用管理合并,附则改为附录共5条7、改革开放开始8、引进国际标准五)八三年部分条文修改1、参考ISO/R831和ASME标准2、共修改13条重点修改材料附录修改1条3、1983年5月24日颁布4、国务院4号的颁布5、国务院在天津召开会议宣贯六)热水锅炉规程的诞生1、名称:热水锅炉安全监察规程2、文函:劳动人事部劳人锅(1983)字第4号3、颁布:1983年6月3日4、实施:1984年7月1日生效5、内容:共10章124 条附录共5条6、评价:蒸汽规程的翻版七)八七规程的修订1、名称:蒸汽锅炉安全技术监察规程2、文函:劳动人事部(1987)劳人锅字第4号3、颁布:1987年2月17日4、实施:1987年10月1日起执行5、内容:共10章200条2个附录6、修订:修改121条占57%新增19条占9%未变72 条占34%删除7条附录:作文字调整八)九一热水锅炉规程的修订1、名称:热水锅炉安全技术监察规程2、文函:劳动部劳锅字(1991)第8号3、颁布:1991年5月22日4、实施:1992年1月1日起执行5、内容:共12章155条无附录6、修订:1)新增铸铁锅炉的特殊要求2)强调卧式锅壳式外燃锅炉必须解决管板裂纹泄漏和壳式肚皮鼓包问题。
锅炉安全技术监察规程培训学习一、锅炉安全技术监察的概念和原则1.概念:锅炉安全技术监察是指对锅炉的安全技术进行监督和管理,以确保锅炉在运行过程中不发生事故,保证生产和生活的安全。
2.原则:锅炉安全技术监察的原则主要包括预防为主、安全第一、综合治理、科学管理的原则。
预防为主是指通过前期的检查和维护工作,预防锅炉事故的发生;安全第一是强调锅炉安全问题的重要性,将安全放在首要位置;综合治理是指要综合考虑锅炉安全的各个方面,从源头上进行治理;科学管理是指运用科学的方法和手段对锅炉进行管理和监察。
二、锅炉安全技术监察的内容和要求1.内容:锅炉安全技术监察的内容主要包括锅炉设备和附件的检查、调试和运行监测、安全防护设施的维护和检查、锅炉操作人员的培训和管理等方面。
2.要求:在进行锅炉安全技术监察时,要求各个方面的工作都符合国家相关规定和标准,确保锅炉的安全运行。
对于锅炉设备和附件的检查,要求进行定期的维护和保养,发现问题及时处理;对于运行过程中的监测,要求进行实时的监测,并及时调整参数;对于安全防护设施的维护和检查,要求保证设施的完好性和有效性;对于锅炉操作人员的培训和管理,要求进行有效的培训和监督,确保操作人员技术水平。
三、锅炉安全技术监察的工作流程和方法1.工作流程:锅炉安全技术监察的工作流程主要包括计划、实施、监督和整改四个阶段。
首先是制定监察计划,确定监察的范围和内容;然后是实施监察,按照计划对锅炉进行检查和维护;接着是监督,对实施情况进行监督和检查;最后是整改,对发现的问题进行整改和处理。
2.方法:锅炉安全技术监察的方法主要包括定期检查、随机抽查、日常监测和定期培训等。
定期检查是指每隔一定周期对锅炉进行检查和维护;随机抽查是指不定期对锅炉进行抽查,发现问题进行处理;日常监测是指对锅炉运行过程中的参数进行实时监测;定期培训是指对锅炉操作人员进行定期的技术培训。
四、锅炉安全技术监察的注意事项和应对措施1.注意事项:锅炉安全技术监察时要注意不仅要关注设备本身,还要关注锅炉操作人员的技术水平和安全意识,以及周围环境的影响。
图4-1 不同厚度钢板(元件的对接)4.3。
3.4 焊缝边缘偏差 锅筒(锅壳)纵、环向焊缝以及封头 (管板)拼接焊缝或者两元件的组装焊缝的装配应当符合以下规定: (1)纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚的10%,且不超过3mm ;当板厚大于100mm 时,不超过6mm ; (2)环缝两边钢板的实际边缘偏差值 (包括板厚差在内)不大于名义板厚的15%加1mm ,且不超过6mm ;当板厚大于100mm 时,不超过10mm; (3)不同厚度的两元件或者钢板对接并且边缘已削薄的,按照钢板厚度相同对待,上述的名义板厚指薄板;不同厚度的钢板对接但不带削薄的,则上述的名义板厚指厚板 4.3.3。
5 内径差和棱角度 锅筒(锅壳)的任意同一横截面上最大内径与最小内径之差不应当大于名义内径的1%。
锅筒(锅壳)纵向焊缝的棱角度应当不大于4mm 4.3.3.6 焊缝返修 (1)如果受压元件的焊接接头经过检测发现存在超标缺陷,施焊单位应当找出原因,制订可行的返修方案,才能进行返修; (2)补焊前,缺陷应当彻底清除。
补焊后,补焊区应当做外观和无损检测检查.要求焊后热处理的元件,补焊后应当做焊后热处理; (3)同一位置上的返修不宜超过2次,如果超过2次,应当经过单位技术负责人批准。
返修的部位、次数、返修情况应当存入锅炉产品技术档案 4.4 热处理 4。
4。
1 需要进行热处理的范围 (1)碳素钢受压元件,其名义壁厚大于30mm 的对接接头或者内燃锅炉的筒体或者管板的名义壁厚大于20mm 的T 形接头,应当进行焊后热处理; (2)合金钢受压元件焊后需要进行热处理的厚度界限按照有关标准规定执行; (3)除焊后热处理以外,还应当考虑冷、热成形对变形区材料性能的影响以及该元件使用条件等因素进行热处理 4。
4。
2 热处理设备 热处理设备应当配有自动记录热处理的时间与温度曲线的装置,测温装置应当能够准确反映工件的实际温度 4.4。
第三章主要变化一、增加了锅炉设备级别从危害性及失效模式出发,突出本质安全思想,对锅炉进行分级。
锅炉最危险的失效方式是爆炸,锅炉爆炸有承压部件爆炸和炉膛爆炸。
锅炉爆炸释放的能量与锅炉介质参数和容量紧密相关,锅炉介质参数和容量越大,爆炸造成的损失和危害越大。
锅炉设备共分为A、B、C、D四个级别。
二、规定了特殊情况处理渠道为促进锅炉科学技术进步,对采用新结构、新工艺、新材料、新技术等情况,制定了安全的解决途径。
鼓励创新,但创新是有风险的,新规程明确规定,对此类问题应当由专家组成的特种设备安全技术委员会进行评审,既可突出专家的作用,又可回避风险。
三、增加了大型电站锅炉用材料近些年由于电站锅炉的迅速发展,原规程所列材料已经远远不能满足大型电站锅炉用材料的需求。
本次修订结合我国锅炉设计、制造、运行和检验等方面的实际经验积累,经锅炉制造单位、电力单位、检验机构和科研单位等方面充分协商,在参考国外材料标准及应用的基础上,大力增加大型电站锅炉用材料,并规定了这些材料的适用范围。
四、简化了材料验收程序和内容随着我国锅炉用材料,特别是常规用材料制造水平的提高,从材料的制造源头提高了锅炉用材料的质量。
因此,本规程修订时增加了对B级及以下锅炉的碳素钢材料,满足一定的要求后,不再强制要求进行入厂后的理化和无损检测复验。
同时参照国际通行的做法,增加了材料使用单位人员在材料制作单位源地验收后,不强制要求进行入厂后的理化和无损检测复验,这样在质量得到保证的前提下可以大大地减少制造成本。
五、加强了立式锅炉技术要求考虑到近些年立式锅炉爆炸事故,本次修订针对容易发生事故的部位,特别是立式锅炉下脚圈与锅壳的连接部位,做出采用氩弧焊打底的规定,以保证此薄弱部位的焊接质量。
同时为检修方便,下部必须开设3个及以上的手孔。
六、大量减少产品焊接试板考虑到目前我国焊接水平特别是常规用材料的焊接质量已大幅提高,并根据多年来实际焊接试验检验发展问题的概率极小的情况,本次修订大量减少碳素钢材料的产品焊接试板。
图4-1 不同厚度钢板(元件的对接)4.3。
3.4 焊缝边缘偏差 锅筒(锅壳)纵、环向焊缝以及封头 (管板)拼接焊缝或者两元件的组装焊缝的装配应当符合以下规定: (1)纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚的10%,且不超过3mm ;当板厚大于100mm 时,不超过6mm ; (2)环缝两边钢板的实际边缘偏差值 (包括板厚差在内)不大于名义板厚的15%加1mm ,且不超过6mm ;当板厚大于100mm 时,不超过10mm; (3)不同厚度的两元件或者钢板对接并且边缘已削薄的,按照钢板厚度相同对待,上述的名义板厚指薄板;不同厚度的钢板对接但不带削薄的,则上述的名义板厚指厚板 4.3.3。
5 内径差和棱角度 锅筒(锅壳)的任意同一横截面上最大内径与最小内径之差不应当大于名义内径的1%。
锅筒(锅壳)纵向焊缝的棱角度应当不大于4mm 4.3.3.6 焊缝返修 (1)如果受压元件的焊接接头经过检测发现存在超标缺陷,施焊单位应当找出原因,制订可行的返修方案,才能进行返修; (2)补焊前,缺陷应当彻底清除。
补焊后,补焊区应当做外观和无损检测检查.要求焊后热处理的元件,补焊后应当做焊后热处理; (3)同一位置上的返修不宜超过2次,如果超过2次,应当经过单位技术负责人批准。
返修的部位、次数、返修情况应当存入锅炉产品技术档案 4.4 热处理 4。
4。
1 需要进行热处理的范围 (1)碳素钢受压元件,其名义壁厚大于30mm 的对接接头或者内燃锅炉的筒体或者管板的名义壁厚大于20mm 的T 形接头,应当进行焊后热处理; (2)合金钢受压元件焊后需要进行热处理的厚度界限按照有关标准规定执行; (3)除焊后热处理以外,还应当考虑冷、热成形对变形区材料性能的影响以及该元件使用条件等因素进行热处理 4。
4。
2 热处理设备 热处理设备应当配有自动记录热处理的时间与温度曲线的装置,测温装置应当能够准确反映工件的实际温度 4.4。