SPHC热轧板卷边部黑线成因分析
- 格式:pdf
- 大小:384.81 KB
- 文档页数:3
洗 —5 道次冷连轧 —退火 —平整 —包装出厂 , 部
分以轧硬卷交货 。
SP HC 热轧实行“三高一低”工艺 ,即加热温
度 H T ≥1200 ℃,精轧开轧温度 F Ts ≥1020 ℃,终 轧温度 F Tf ≥860 ℃,卷取温度 C T ≤600 ℃,以使 AlN 在高温时固溶析出 ,在快速低温卷取中避免
由于热轧板产生黑线的影响因素较多 ,既有 铸坯边角部缺陷带来的问题 ,也有热轧 、冷轧生产
过程中产生的 ,为此进行了系统全面的分析工作 , 最后基本消除了黑线缺陷 。
2 SPHC 热轧板卷边部黑线缺陷特征
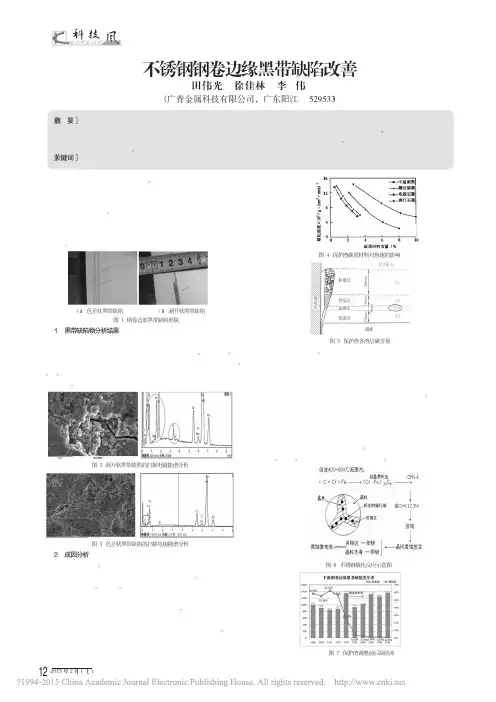
SP HC 板卷边部黑线缺陷一般发生在距边部 10mm 处 ,沿轧向平行于板卷边部 ,长度不等 ,有 时断续出现 。该缺陷有 2 种类型 ,一种是敞口型 缺陷 ,带有缺陷的 SP HC 热轧板卷经酸洗后 ,在 酸洗板的下表面沿轧向呈敞口线条状 ,如图 1a 所 示 。另一种是闭口缺陷 ,对原板酸洗后检查 ,未发 现明显缺陷 ,但是在冷轧到第 3~第 5 道次后开 始出现线状缺陷 (如图 1b 所示) ,而在相同冷轧工 艺条件下其他原板并无此问题 ,这表明该缺陷不 是冷轧工序引起的 。此缺陷严重影响冷轧产品的 成材率 。
其析出 ,而在冷轧后的退火过程中慢慢析出 ,以抑
制不利织构而促进有利织构的形成 。
冷轧工艺的要点是采用大压下量和良好的润
滑 ,以产生强的有利织构 ,为下一步退火产生高的
退火织构创造条件 。退火时 ,得到更强的{111}织
构 ,从而使钢板得到优良的冲压性能和成型性能 。
本次出现黑线缺陷的产品 ,其热轧 、冷轧和退火工
Analysis on the Mechanism of Edge Black Line Defect on the SPHC Hot Rolled Strip
L IU Jian2chao1 , HU Heng2fa1 ,2 (11 Meishan Iron & Steel Co1Lt d. ,Baosteel , Nanjing 210039 ,China ; 21 The State Key Lab1of Rolling and Automation ,Nort heastern Universit y ,Shenyang 110004 ,China)
4 边部黑线形成机理
41 1 边部黑线形成工序 有一次在 SP HC 板卷热轧时 ,因热卷箱故障
使轧线异常停机 ,此时板坯前段正经可逆粗轧机 R2 第 5 道轧制 ,后段尚未进入 ,发现进第 5 道次 前没有黑线 ,而轧制后有明显黑线 ,表明黑线是在 第 5 道次轧制后形成的 。而现场数据 、生产工艺 都在正常的控制范围内 ,据此初步断定铸坯边部 温度低是产生黑线的原因 。为进一步证实此推 断 ,取样并用有限元进行模拟计算 ,用热模拟试验 机进行了板卷高温力学性能试验 。 41 2 板坯粗轧过程温度场分布
图 2 R2 第 5 道次的板坯出口温度分布 1 - 中心 ;2 - 表面
第 25 卷 ·第 5 期 刘建潮等 : SP HC 热轧板卷边部黑线成因分析
·15 ·
41 3 SPHC 板坯热塑性热模拟试验 在 Gleeble 3500 热模拟试验机上进行了不同
温度下 (850~1100 ℃) 试样的高温拉伸试验 ,测定 拉断后试样的断面收缩率和伸长率 ,见图 3 。研 究了 SP HC 板卷在高温状态下的塑性随温度的 变化规律 ,在 850~930 ℃范围内 ,低碳钢存在高 温脆性区 。在这一温度区间 , SP HC 试样进入 (α +γ) 两相区 ,随着奥氏体向铁素体相变的发生 , 在奥氏体相界面上产生了薄膜状的先共析铁素 体 ,与奥氏体相比这一温度下的先共析铁素体的 变形应力较小 ,外部应力容易在铁素体相集中 ,因 局部累积变形较大 ,在先共析铁素体中产生了很 多空隙 ,空隙成长 、合并而导致脆裂 。
1 前言
低碳铝镇静钢 SP HC 是目前使用最广泛的 冲压用钢板品种之一 ,其特点是通过在低碳钢中 加 Al 脱氧并控制 AlN 的固溶和析出 ,获得较强 烈的{111} 织构 ,从而使钢板获得良好的深冲性 能[1 ,2 ] 。多年来 ,宝钢集团梅山钢铁有限公司在 SP HC 产品开发和生产方面进行了大量的技术攻 关 ,生产的 SP HC 板卷表面和内部质量均处于国 内前列 。但是 ,有时会在热轧板卷边部产生细微 的沿轧向黑线 ,在热板表面不易发现 ,经过酸洗或 冷轧后 ,就显现出来 ,影响了下游用户的加工和使 用。
2008 年 10 月 ·第 25 卷 Oct . 2008 Vol. 25
·第 No
5期 .5
S
T
轧 钢
EEL ROLL IN
G
· 1 3 ·
SPHC 热轧板卷边部黑线成因分析
刘建潮1 ,胡恒法1 ,2
(11 宝钢集团梅山钢铁有限公司 ,江苏 南京 210039 ; 21 东北大学轧制技术及连轧自动化国家重点实验室 ,辽宁 沈阳 110004)
明板卷边部轧制温度偏低 ,进入了两相区轧制[3] 。
表 1 SPHC 板卷化学成分
wt %
元素 C 酸洗板 01 042 冷轧板 01 045
Si 01 013 01 012
Mn 01 212 01 197
P 01 013 01 011
S Alt Als 01 017 01 003 01 003 01 014 01 004 01 004
艺依据上述原则制定 ,符合规范要求 。
31 2 SPHC 板卷化学成分和显微组织
在出现黑线缺陷的酸洗板和冷轧板上 ,分别
在缺陷部位和中间正常部位取样进行化学成分
(见表 1) 和金相分析 。SP HC 酸洗板和冷轧板的
金相组织均为铁素体加少量渗碳体 ,但是进一步
观察发现 ,酸洗板边部组织混晶现象比较严重 ,说
5 结论
通过以上试验和对比分析 ,得出如下结论 : (1) SP HC 板卷边部黑线出现在粗轧可逆轧 机第 5 道次轧制后 ; (2) 边部黑线出现的主要原因是粗轧板坯边 部温降大 ,进入了高温脆性温度区间 ,轧制变形时 发生撕裂 ,形成黑线缺陷 ; (3) 通过控制粗轧温度和优化立辊的孔型和 侧压工艺 ,可以减少边部黑线的发生几率 。
R2 第 5 道次时 , 板坯中间坯边部温度为 900 ~ 1000 ℃,处于脆性温度区间内 。在随后的平轧时 板坯边角部金属呈拉应力状态[5] ,由于此时材料 的塑性较低 ,因此容易产生撕裂 ,表现为黑线缺 陷。
根据试验分析结果 ,生产中对粗轧温度进行 了相应的控制和提高 ,使板坯边部温度避开脆性 温度区间 ,同时对立辊的孔型和侧压工艺进行优 化 ,基本解决了 SP HC 板卷的边部黑线缺陷 ,满 足了用户的要求 。
成狗骨状[4] 。粗轧中间坯边部发生较尖锐的凸
起 ,凸起部位在冷却水的冲击下温降快 ,造成板坯
边部和中部的温差较大 ( 同前述有限元分析结
果 ) 。在 SP HC板卷实际生产过程中 ,当轧制至
参考文献 :
[ 1 ]李慧琴 ,王玉峰 ,邢淑清 ,等 1 CSP 生产条件下冷轧板退火织 构的实验研究[J ]1 轧钢 ,2007 ,24 (1) :18 - 211
图 3 SPHC 拉伸试样断面收缩率
41 4 讨论
随温度的变化
平轧道次轧件产生宽展时 ,角部单元的金属
变形到上表面 ,侧面单元变成新的角部单元 ,即金
属发生侧翻 ,使角部金属呈拉应力状态 ,由此产生
轧制缺陷 。
在立辊进行一般的调宽轧制时 ,由于调宽压
下量与板坯宽度相比很小 ,变形不能渗透到板坯
宽度的中央部位 ,仅产生板坯侧边的表面变形 ,形
[ 5 ]陈 韧 ,刘立文 , 李梦炜 ,等 1 粗轧板坯侧翻变形的数值模拟 [J ] . 中国冶金 ,2007 , (8) :29 - 321
致谢 : 本工作是梅山钢铁有限公司热轧厂 、制造部 、技术中
心等单位的相关领导和技术人员共同完成的 。粗轧温度 场计算分析工作还得到了东北大学轧制技术及连轧自动 化国家重点实验室老师的大力支持和帮助 ,在此一并表 示诚挚的感谢 !
摘 要 :通过系统分析得出 SP HC 热轧板卷边部黑线的成因是 :在粗轧侧压过程中 ,热轧板卷边部温度低 ,进 入了高温脆性温度区 ,轧制变形时发生撕裂而形成黑线缺陷 。通过控制粗轧温度 、优化立辊孔型和侧压工艺 , 可以减少边部黑线的发生几率 。 关键词 : SP HC 板卷 ;边部黑线 ;侧压 ;粗轧温度 中图分类号 : T G335. 55 文献标识码 :B 文章编号 :1003 - 9996 (2008) 05 - 0013 - 03
Abstract : The cause of edge black line defect o n t he SP HC hot rolled st rip was analysed1 The result showed t hat t he main mechanism is t he edge of t he st rip in t he brittle temperat ure region wit h lower temperat ure dur2 ing t he ro ughing vertical rolling p rocess1 The p robability of t he edge black line defect was reduced notably by t he applicatio n of reasonable technical step s ,such as cont rolling rolling temperat ure ,opt mizing pass of vertical mill ,etc1 Key words :SP HC st rip ;edge black line ;vertical rolling ;roughing rolling temperat ure