渣浆泵叶轮铸造工艺的优化设计
- 格式:pdf
- 大小:123.00 KB
- 文档页数:2

泵体铸造工艺课程设计一、课程目标知识目标:1. 让学生掌握泵体铸造工艺的基本知识,理解铸造过程中金属流动、冷却凝固等物理现象。
2. 使学生了解泵体铸造中常用的铸造材料、铸造方法及各自的特点和应用范围。
3. 引导学生掌握泵体铸造缺陷的类型、成因及预防措施。
技能目标:1. 培养学生运用CAD软件进行泵体铸造工艺设计的能力。
2. 培养学生根据泵体铸造工艺要求,选择合适的铸造方法和材料的能力。
3. 提高学生分析泵体铸造缺陷,提出改进措施的实际操作能力。
情感态度价值观目标:1. 激发学生对铸造工艺的兴趣,培养其热爱专业、勇于探索的精神。
2. 培养学生严谨、细致、负责的工作态度,增强团队协作意识。
3. 引导学生关注泵体铸造工艺在国民经济发展中的应用,提高其社会责任感。
课程性质:本课程为专业技术实践课程,注重理论与实践相结合,以培养学生的实际操作能力为主。
学生特点:学生具备一定的机械基础知识,对铸造工艺有一定了解,但实践经验不足。
教学要求:结合学生特点,采用任务驱动、案例教学等方法,注重实践操作,提高学生的专业技能。
同时,关注学生的情感态度价值观培养,使学生在掌握知识技能的同时,形成良好的职业素养。
通过分解课程目标,为后续教学设计和评估提供依据。
二、教学内容1. 泵体铸造工艺基本原理:讲解铸造过程中金属流动、冷却凝固等物理现象,使学生理解泵体铸造的基本原理。
教学内容关联教材章节:第1章 铸造工艺基础2. 铸造材料与铸造方法:介绍泵体铸造中常用的铸造材料(如铸铁、铸钢等)及各种铸造方法(如砂型铸造、金属型铸造等),分析各自特点和应用范围。
教学内容关联教材章节:第2章 铸造材料与铸造方法3. 泵体铸造工艺设计:教授学生如何运用CAD软件进行泵体铸造工艺设计,包括铸造工艺参数的选取、铸造工艺图的绘制等。
教学内容关联教材章节:第3章 铸造工艺设计4. 泵体铸造缺陷及其控制:分析泵体铸造过程中常见的缺陷类型、成因及预防措施,提高学生分析和解决问题的能力。

水泵叶轮抗汽蚀优化设计及材质作者:于锡平来源:《山东工业技术》2013年第12期【摘要】离心泵发生气蚀,叶轮会遭受气蚀破坏。
本文简要提出叶轮提高抗汽蚀性能优化依据,同时介绍了改善叶轮设计、提高离心泵抗气蚀性能的传统措施和最新方法以及双相不锈钢的应用,指出焊接叶轮在离心泵运行中具有实际应用价值。
【关键词】汽蚀;优化;双相不锈钢;叶轮0 引言我们曾提供吉林某电厂用于循环水系统的SA型泵,其中一台经常因汽蚀而使泵运行不稳定、振动、功耗大、噪音偏大。
当泵无法正常运行时,叶轮已汽蚀穿孔,不可续用。
1 汽蚀破坏的原理及防止发生汽蚀的方法汽蚀是一种液体动力学现象,发生的根本原因在于液体流动过程中出现了局部压力降,形成了低压区,当泵吸入口压力降低到该处相应温度下的饱和蒸汽压时,液体发生沸腾气化,使原来流动的液流中出现大量的气泡,气泡中包含着输送液体的蒸汽及少量原来溶解于液体中而逸出的空气。
当气泡随同液流从低压区流向高压区时,气泡在周围高压液体的作用下,迅速缩小凝结而急剧的崩溃。
由于蒸汽凝结过程进行得非常迅速与突然,结果在气泡消失的地方产生局部的真空,周围压力转变的液流非常迅速的从四周向真空空间冲挤而来,形成极大的冲击力。
由于气泡的尺寸极微小,所以这种冲击力集中作用在与气泡接触的零件微小表面上,其压力可达数百个大气压以上,水击频率高达25000次/s。
因而使材料壁面上受到高频高压的重负载荷作用而逐渐产生疲劳破坏,同时,如果所产生的气泡中还夹杂有活泼气体(如氧气等),借助于气泡凝结时放出热量对金属起化学腐蚀作用,致使金属表面出现麻点以导致穿孔,严重时金属晶粒松动并剥落呈现出蜂巢状甚至把壁面蚀穿。
这种气泡不断形成、生长和破裂崩溃,以致材料受到破坏的过程,总称为气蚀现象。
新提出的提高抗气蚀性能的方法:1)采用长短叶片形式的叶轮,2)叶轮出口宽度适当增加,3)采用适当的叶片数量。
2 循环水泵优化方案2.1 优化叶轮参数由于现场工艺条件限制,电厂循环水系统SA泵进口管路连接复杂,造成管路损失过大,叶轮进口存在明显压降,泵形成汽蚀。
探究渣浆泵叶轮铸造工艺旳改善措施摘要: 伴伴随科学旳进步, 各类机械逐渐取代人力, 各行业逐渐采用机械化设备进行生产经营活动。
渣浆泵是广泛应用于矿山和水电行业旳机械部件, 重要用于运送固液混合物料, 目前应用较为广泛旳是离心式渣浆泵, 其工作原理是通过电动机供应动力, 致使叶轮产生高速运转, 产生离心力, 将叶轮中心部分旳空气抽空形成真空区域, 运用气压或者是水压差将固液混合物料压入运送管道之中。
因此, 叶轮是渣浆泵构造中旳一种重要部分, 叶轮旳质量将会影响渣浆泵旳工作效率及使用寿命等等。
关键词: 渣浆泵叶轮铸造工艺措施渣浆泵是目运送固液混合物料旳重要器械, 其制作及设计重要是基于对固液混合物料旳运送方面旳综合考虑。
目前应用较为广泛旳渣浆泵属于离心式渣浆泵, 其工作原理是依托叶轮高速飞转形成离心力, 发明真空区域, 运用管道内外旳气压差或者水压差将物质压入运送管道内。
因此, 可以得出一种结论, 那就是叶轮是目前离心式渣浆泵旳关键部件, 叶轮旳质量是渣浆泵工作效率旳和使用寿命旳关键, 叶轮旳大小、材质、制作工艺都和渣浆泵旳工作状况紧密联络在了一起。
本文通过对本来旳叶轮铸造工艺进行研究后总结出原有工艺旳局限性之处, 并相对应旳提出了改善措施及提议。
1.渣浆泵旳叶轮构造渣浆泵旳主体构造为叶轮, 是渣浆泵进行工作旳重要构造部件, 按照叶轮旳盖板状况大体上可以将叶轮分为封闭式、敞开式和半敞开式三种类型。
封闭式叶轮是由叶片、前盖板以及后盖板构成;敞开式旳叶轮是只具有叶片, 而没有完整旳盖板;半敞开式叶轮是只有后盖板, 不具有前盖板。
在目前旳离心式渣浆泵中多数是应用封闭式旳叶轮, 此种叶轮旳效率较高, 不过对应旳制造难度也相对较大, 并且叶片较多。
渣浆泵由于类型较多, 但其叶轮旳制作在技术上有一定旳规定及原则。
照常理来说叶轮旳铸件最大旳直径1.2米, 整体旳高度应当为40.5厘米, 而起流道旳相对高度则为15厘米, 前后盖板旳厚度是同样旳, 是6厘米。


铸造工艺课程设计_泵体一、论述铸造工艺是铸造过程中必不可少的一环,它直接影响着产品的质量、成本和生产效率。
在铸造工艺中,泵体的铸造是一个非常重要的环节。
泵体是泵的主要零部件之一,其质量直接影响着泵的性能和使用寿命。
因此,设计一个合理、高效的铸造工艺对于提高泵体的质量和降低生产成本具有重要意义。
二、设计目标本次课程设计的主要目标是设计一个适用于泵体铸造的工艺方案,通过对铸造工艺的优化和改进,提高泵体的质量和生产效率。
具体设计目标包括:1.实现泵体的尺寸和几何形状的精确铸造。
2.降低铸造缺陷的产生率,如气孔、砂眼等。
3.提高泵体的机械性能和耐蚀性能。
4.降低材料的浪费和生产成本。
三、设计步骤1.材料选择:根据泵体的工作条件和要求,选择适合的铸造材料,如铸铁、不锈钢等。
2.模具设计:根据泵体的几何形状和尺寸要求,设计适合的模具。
模具设计要充分考虑泵体内外轮廓的复杂性,并确保模具能够实现高精度铸造。
3.砂型选择:根据泵体的形状、重量和铸造要求,选择合适的砂型材料和制备方法。
砂型制备过程中要注意砂型的密实度和表面质量。
4.熔炼和浇铸:选择适当的熔炼设备和方法,控制熔体的温度和成分。
在浇铸过程中,控制浇注速度和浇注温度,以避免砂眼和气孔的产生。
5.固化和冷却:控制铸件的固化时间和冷却速率,以确保铸件的结构和性能。
6.模具拆除和铸件清理:在铸件固化后,拆除模具,并对铸件进行表面处理和清理,以获得理想的表面质量。
7.风穴和毛边处理:对于存在风穴和毛边的铸件,进行修复和处理,以提高铸件的整体质量和外观。
8.检验和测试:对铸件进行尺寸、几何形状和机械性能的检验和测试,以确保铸件的质量符合要求。
四、注意事项1.应根据泵体的实际情况,结合现代铸造工艺技术,选择适当的铸造方法,如砂型铸造、金属型铸造等。
2.模具设计和制造要注意合理性和可行性,确保模具的高精度和长寿命。
3.熔炼过程中要控制熔体的温度和成分,以避免铸件中的夹杂物和杂质。
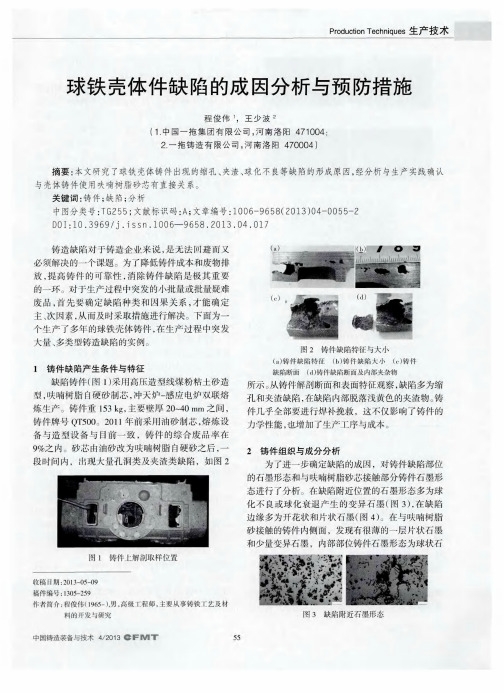
单吸渣浆泵设计及机械密封设计摘要离心式渣浆泵广泛应用于煤炭、矿山、冶金、电力、水利、交通等部门,主要进行静矿、尾矿、灰渣、泥沙等固体物料的水力输送,但其过流部件的磨损相当严重,其主要破坏形式为过流部件洞穿和变形,过流部件的严重磨损,恶化了泵内流动特性及外特性,缩短了泵的实际使用寿命,使生产效率降低,加大耗能和设备的投资,进而影响生产的发展。
因此所设计的渣浆泵中采用多叶片数来减少单个叶片的磨损,适当的增加过流部件的厚度并采用高硬度的耐磨材料来来减小磨损,将叶轮入口的后盖板设计为凸出的、由光滑圆弧组成的轮毂头。
采用机械密封来防止高压液体从泵中漏出和防止空气进入泵内并用背叶片来平衡轴向力。
本设计详细介绍了渣浆泵的总体结构,工作原理和结构设计。
关键词:叶轮背叶片机械密封Single suction slurry pump design and mechanical seal designAbstractThe slurry pump is the extensive applying in the coal, mineral mountain, metallurgy, electrical, water conservancy, transportation and so on. It is main to proceed the water power of the static mineral, tail mineral, ash grain, sediment solid material transportation. But its very serious over the abrasion that flow the parts. Its main breakage form is over flow the parts penetrate with transformation. Over serious abrasion that flow the parts,it is worsening the pump inside flows characteristic and outside characteristics, shorting the actual service life of the pump and making production efficiency lower, enlarging consumes the investment of the equipments, and then affecting the development of the production. It adopt many leaf's number to reduce the single abrasion of leaf's slice for this designing slurry pump, also increased combines over the thickness that flow the parts the high degree of hardness in adoption bears to whet the material to come to let up the wear and tear, and empressed an entrance covers plank design as to bulge and smooth hubcap head . Adopted the filler which is sealed completely to prevent the high pressure liquid to leak from the pump with keep air from entering to pump the inside counteract to carry on the back leaf's slice to equilibrium stalk face dint. This design was detailed to introduce the total construction that slurry pump, the work principle designs with the construction.Key words : impeller auxiliary impeller the filler seals第1章概论1.1泵的定义及其用途“泵”这个名词本身的意义说明其作用是用来提水,而且在很长的一个时期,这是它的唯一的用途。
渣浆泵砂型铸造工艺流程1.首先,根据设计要求制作砂型模具。
First, make sand molds according to the design requirements.2.然后,在模具中填充化学砂,并压实。
Then, fill the mold with chemical sand and compact it.3.接着,用木模具进行振实,以确保砂型密实。
Next, use a wooden mold to compact the sand to ensure the density of the sand mold.4.完成砂型后,进行砂型烘干处理。
After the sand mold is completed, it undergoes drying treatment.5.同时,准备铸造用的金属材料。
At the same time, prepare the metal material for casting.6.将金属材料加热至熔化状态。
Heat the metal material to the molten state.7.将熔化的金属倒入砂型中。
Pour the molten metal into the sand mold. 8.等待金属冷却固化。
Wait for the metal to cool and solidify.9.取出冷却的铸件。
Remove the cooled casting.10.进行修整和精加工。
Carry out trimming and finishing.11.最后,进行质量检验。
Finally, conduct quality inspection.。
浅谈渣浆泵叶轮材质和工艺的选用及其直径和宽度的设计一、概述渣浆泵主要用来抽送含有硬质颗粒的固液混合物,广泛用于煤炭、冶金、矿山、火电、化工、水利等行业。
被输送的固液混合物在高速旋转的叶轮中呈现非规则的运动,泵的过流部件在这种“液休砂轮”的工况条件下工作,经受强烈地磨损,还要承受介质的腐蚀,致使过流部件的寿命缩短。
渣浆泵的设计与清水泵的设计有根本性的不同。
清水泵设计主要追求效率、汽蚀指标,而渣浆泵则应当在一般性的追求效率的同时,着重考虑固体物通过性、抗磨性等。
因此,渣浆泵表现出的特点为:结构特殊性、材料特殊性和参数特殊性。
失去这三个特点将不成为渣浆泵或至少是不好的渣浆泵。
二、叶轮材质和工艺的选用及其直径和宽度的设计1材质和工艺的选用1.1磨损机理渣浆泵过流部件的磨损涉及因素很多,而且不同部位的磨损机理也不尽相同,但总体上可以归纳为三类:1.1.1冲蚀磨损在渣浆泵运行过程中,液体中携带的固体粒子以一定的速度对过流部件表面进行冲击,造成材料流失。
根据对失效部件磨损表面的分析,冲蚀磨损机理可以分为切削磨损、变形疲劳磨损和切削+变形复合磨损。
我们对铁矿用杂质泵护套的失效分析表明,切削机理是护套磨损的主要原因。
1.1.2气蚀损伤在泵的运行过程中,其过流部件局部区域(通常是叶轮进口稍后处),由于某种原因,抽送液体的绝对压力下降到当时温度下的汽化压力时,液体便在该处开始汽化,产生蒸汽,形成气泡。
这些气泡随液体向前流动,至某高压处时,气泡急剧缩小以至溃灭。
在气泡凝结同时,液体质点以高速充填孔隙,并对金属表面产生强烈冲击。
金属表面因受此冲击产生疲劳而剥落,造成材料流失,严重时金属表面呈现蜂窝状。
通常气蚀发生的部位在叶轮出口处。
1.1.3腐蚀当输送的介质有一定的酸碱度时,流浆泵过流部件还会发生腐蚀磨损,即在腐蚀和磨损共同作用下材料发生的流失现象,腐蚀可分为化学腐蚀和电化学腐蚀。
化学腐蚀是金属与液体介质直接反应而使金属流失,电化学腐蚀是在液体介质作用下金属表面形成微电池而使材料流失。
渣浆泵汽蚀余量渣浆泵作为一种重要的输送设备,在矿山、冶金、建筑等工业领域中发挥着关键的作用。
然而,由于其输送介质中含有较多的杂质和颗粒,渣浆泵常常会面临汽蚀的问题,从而影响其工作效率和寿命。
为了解决这一问题,工程师们提出了汽蚀余量的概念,并进行了一系列的研究和探索。
一、温习渣浆泵的工作原理在深入讨论渣浆泵的汽蚀余量之前,我们首先需要了解渣浆泵的工作原理。
渣浆泵利用回转式离心力将渣浆输送至目标位置,其主要部件包括泵壳、叶轮、中间支撑等。
当泵启动时,电动机会带动叶轮高速旋转,从而产生离心力。
此时,进入泵壳的渣浆会被叶轮牵引,并通过泵出口排出。
然而,由于渣浆中含有较多的杂质和颗粒,容易导致泵内产生气泡,从而引发汽蚀现象。
二、什么是渣浆泵的汽蚀余量渣浆泵的汽蚀余量是指泵在汽蚀开始之前,泵入口压力与气化压力之差。
简单来说,即是渣浆泵开始汽蚀之前的安全储备。
汽蚀余量的大小可以反映渣浆泵的抗汽蚀性能,是评价渣浆泵品质的重要指标。
三、影响渣浆泵汽蚀余量的因素1. 渣浆成分:渣浆中的杂质和颗粒含量越高,泵被气化的机会就越大,汽蚀余量也会相应降低。
2. 运行状态:渣浆泵在运行过程中,压力波动或过高的进口流速容易导致汽蚀现象发生,从而降低汽蚀余量。
3. 设计参数:例如泵的进口口径、叶轮直径、叶轮转速等都会对汽蚀余量产生影响。
四、如何提高渣浆泵汽蚀余量1. 优化设计:通过优化渣浆泵的结构设计,例如增大进口口径、增加转速等,可以增加汽蚀余量,从而提高抗汽蚀性能。
2. 控制渣浆流速:合理控制渣浆的进口流速,避免过高的速度产生过大的压力波动,有助于提高汽蚀余量。
3. 检查与维护:定期检查渣浆泵的运行状态,确保各个部件正常工作,并及时进行维护和更换损坏的部件,以保障渣浆泵的正常工作。
五、发展趋势与展望目前,随着技术的不断发展,工程师们在研究汽蚀余量的同时,也在不断探索新的提高渣浆泵抗气蚀性能的方法。
例如,采用新型材料,提高泵的抗磨损性能和耐腐蚀性能;设计新型结构,减小泵的内部气泡生成的可能性等。