带式输送机安装要求
- 格式:pdf
- 大小:183.84 KB
- 文档页数:5
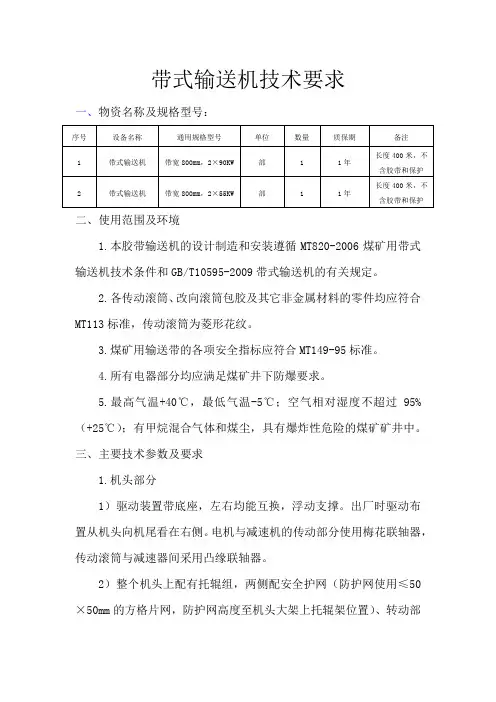
带式输送机技术要求
一、物资名称及规格型号:
序号 设备名称 通用规格型号 单位 数量 质保期 备注
1 带式输送机 带宽800mm,2×90KW 部 1 1年 长度400米,不含胶带和保护
2 带式输送机 带宽800mm,2×55KW 部 1 1年 长度400米,不含胶带和保护
二、使用范围及环境
1.本胶带输送机的设计制造和安装遵循MT820-2006煤矿用带式输送机技术条件和GB/T10595-2009带式输送机的有关规定。
2.各传动滚筒、改向滚筒包胶及其它非金属材料的零件均应符合MT113标准,传动滚筒为菱形花纹。
3.煤矿用输送带的各项安全指标应符合MT149-95标准。
4.所有电器部分均应满足煤矿井下防爆要求。
5.最高气温+40℃,最低气温-5℃;空气相对湿度不超过95%(+25℃);有甲烷混合气体和煤尘,具有爆炸性危险的煤矿矿井中。
三、主要技术参数及要求
1.机头部分
1)驱动装置带底座,左右均能互换,浮动支撑。出厂时驱动布置从机头向机尾看在右侧。电机与减速机的传动部分使用梅花联轴器,传动滚筒与减速器间采用凸缘联轴器。
2)整个机头上配有托辊组,两侧配安全护网(防护网使用≤50×50mm的方格片网,防护网高度至机头大架上托辊架位置)、转动部件配有护罩。
3)机架为焊接结构,用螺栓组装,机头传动装置所有的零部件均安装在机架上,电动机和减速器可根据具体情况安装在机架的左侧和右侧。
4)驱动装置架使用板式结构制作具有足够的刚度、强度和稳定性,制造误差符合有关标准的要求。
5)电动机采用高效节能矿用防爆交流电动机,厂家选用国内知名品牌(如:浙江卧龙电机、佳木斯电机、河南南洋电机)。
6)联轴器有较强的弹性,有较高的抗冲击能力和缓冲减震能力。联轴器可以快速拆装维修,安装及拆卸时可只移走需要检修的电机或减速器或滚筒,而无须移动相邻的部件。联轴器设有可拆装的防护罩。
7)减速器采用国内知名品牌减速器,其输出扭矩应满足本输送机提升负载的要求。减速器自带逆止功能。减速器采用油池式润滑方式,减速器与电动机的联接应保证较强同心度。

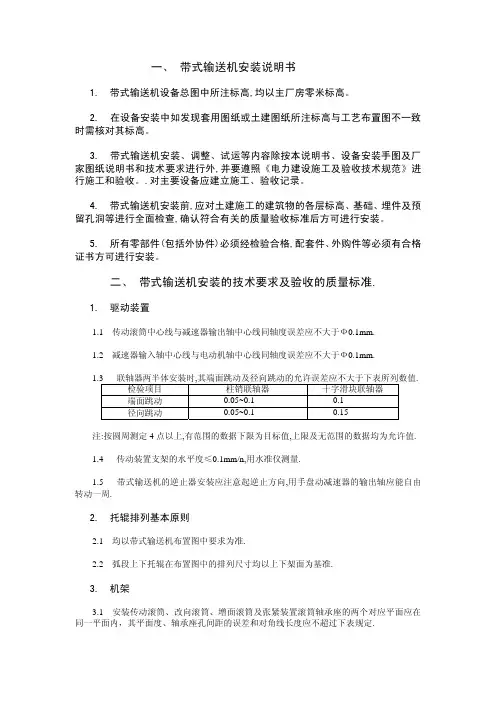
带式输送机安装标准
带式输送机是一种常用的物料输送设备,广泛应用于矿山、港口、化工厂等领域。正确的安装是保证带式输送机正常运行和延长使用寿命的关键。本文将介绍带式输送机安装的标准和注意事项,以便操作人员正确安装和维护带式输送机。
1. 安装前的准备工作。
在安装带式输送机之前,需要做好以下准备工作:
确定安装位置和方向,保证输送机与其它设备的配合和连接顺畅。
检查设备的包装是否完好,零部件是否齐全,有无损坏。
准备好必要的安装工具和设备,确保安装过程顺利进行。
2. 安装过程。
按照设备图纸和安装说明书的要求,进行基础的测量和布置,确保输送机的安装位置和水平度符合要求。
安装输送机的支架和支撑,保证其稳固可靠。
安装输送机的传动装置和托辊,注意传动装置的正确安装方向和扭矩要求。
安装输送带,注意调整带式输送机的张紧装置,保证输送带的张紧度和对中度符合要求。
安装输送机的保护罩和防护装置,确保操作人员的安全。
3. 安装后的调试。
安装完成后,需要进行带式输送机的调试和检查:
检查输送机的运行是否平稳,有无异常声音和振动。 调试传动装置和张紧装置,保证其工作正常。
检查输送带的对中度和张紧度,调整至合适的状态。
对输送机的各项安全装置和防护装置进行检查,确保其可靠性和有效性。
4. 安装后的维护。
安装完成后,需要对带式输送机进行定期的维护和保养:
定期检查输送带的磨损情况,及时更换磨损严重的部件。
定期检查传动装置和托辊的润滑情况,保证其正常工作。
定期检查安全装置和防护装置的有效性,确保操作人员的安全。
5. 安装后的验收。
安装完成后,需要进行带式输送机的验收:
进行设备的空载试运行,检查其运行情况和工作性能。
对设备进行质量检查和安全评估,确保其符合安装标准和要求。
通过本文的介绍,相信大家对带式输送机的安装标准有了更深入的了解。正确的安装和维护对于带式输送机的正常运行和使用寿命至关重要。希望操作人员能够严格按照安装标准进行操作,确保输送机的安全运行和高效工作。

序
号保护名
称安装位置及标准
电磁式防滑保护装置的磁铁应安装在从动滚筒侧
面,速度传感器应安装在与磁铁相对应支架上。
滚轮式防滑保护装置的滚轮速度传感器应安装在
下胶带上表面或上胶带下表面,并应保证胶带与
滚轮有足够的摩擦力。安装时,应在传感器的支
架部位制作支架。
传感器应采用标准托架固定在带式输送机头大架
上,不得用铁丝或其他物品捆扎固定。
防跑偏保护装置应用支架安装在皮带易出现跑偏
的地段,不得用铁丝捆绑,皮带跑偏且胶带推动
传感器的导杆偏离中心线15°±5°时,跑偏开关
应动作,并应发出跑偏语音报警;当延时10s±5s
后仍处于跑偏状态时,保护装置主机应自动切断
电源。
自动纠偏装置安装在带式输送机上的间隔应为上
胶带50m一组、下胶带100m一组。
跑偏保护装置应成对使用,且距离机头、机尾
10m-15m处应各安装1组,当带式输送机有坡度变
化时,应在变坡位置安装1组,简易胶带跑偏保护
可在机头安装1组。防打滑
保护装
置
防跑偏
保护装
置 应急管理部第4号令规定“带式输送机防打滑、跑偏、
装,确保安全有序生产。
1
2跑偏保护应用专用托架固定在带式输送机大架或
纵梁上。
煤仓处堆煤保护传感器应安装在机头下胶带200mm
水平以下,其平面位置应在煤仓口范围内。
胶带与煤仓直接搭接时,应分别在煤仓满仓位置
及溜煤槽落煤点上方500mm各安装一个堆煤传感
器,传感器应灵敏可靠
两部带式输送机转载搭接时,堆煤传感器应在卸
载滚筒前方吊挂,传感器触头水平位置应在落煤
点的正上方,并应在带面中间,距下部胶带上带
面最高点距离不大于500mm,且吊挂高度不应高于
卸载滚筒下沿;安装时应满足洒水装置的要求。
皮带与溜煤槽搭接时,堆煤保护传感器触头可安
装在卸载滚筒一侧,吊挂高度不应高于卸载滚筒
下沿,水平位置距卸载滚筒外沿不应大于200mm。
堆煤保护控制线应在巷道顶板垂直引下,传感器
触头应垂直吊挂,并应可靠固定。
两部带式输送机倾斜或垂直搭接时,煤位传感器
可安装在卸载滚筒一侧,传感器触头位置不得高
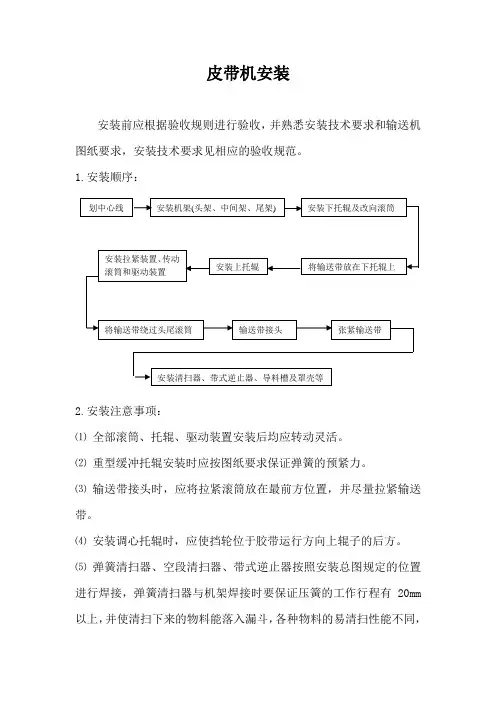
皮带机安装
安装前应根据验收规则进行验收,并熟悉安装技术要求和输送机图纸要求,安装技术要求见相应的验收规范。
1.安装顺序:
2.安装注意事项:
⑴ 全部滚筒、托辊、驱动装置安装后均应转动灵活。
⑵ 重型缓冲托辊安装时应按图纸要求保证弹簧的预紧力。
⑶ 输送带接头时,应将拉紧滚筒放在最前方位置,并尽量拉紧输送带。
⑷ 安装调心托辊时,应使挡轮位于胶带运行方向上辊子的后方。
⑸ 弹簧清扫器、空段清扫器、带式逆止器按照安装总图规定的位置进行焊接,弹簧清扫器与机架焊接时要保证压簧的工作行程有20mm以上,并使清扫下来的物料能落入漏斗,各种物料的易清扫性能不同,划中心线 安装机架(头架、中间架、尾架) 安装下托辊及改向滚筒
将输送带放在下托辊上 安装上托辊 安装拉紧装置、传动滚筒和驱动装置
张紧输送带 输送带接头 将输送带绕过头尾滚筒
安装清扫器、带式逆止器、导料槽及罩壳等 应视具体情况调整压簧的松紧来改变刮板对输送带的压力,达到既能清扫粘着物又不致引起阻力过大的程度。
⑹ 安装垂直拉紧装置时,可在上部两个改向滚筒间用钢板遮盖,以防止物料撒落在拉紧滚筒里损坏输送带。
⑺ 导料槽与输送带间压力应适当。
⑻ 带式输送机中的焊接件采用E43电焊条,连续焊缝,•焊缝高等于被焊件薄件厚度。
⑼ 头架与尾架用预埋螺栓固定,胶带机中部支架与预埋钢板焊接。
⑽ 胶带机凹凸弧段曲线部分的主梁要求按其曲线半径弯制,凡在建构筑物有伸缩缝处,在该位置处的胶带机主梁相应断开,其间距为20mm,该处增设1~2个支架,中部支架除图中有特殊注明外,均按有斜撑、无斜撑相间排列。
⑾ 一般情况下,10组上托辊设一组自动调心上托辊,8组下托辊设一组自动调心下托辊。
⑿ 各上、下托辊及导料栏板与主梁连接时,若导料栏板与上、下托辊安装相碰,可在现场酌情调整托辊间距。
⒀ 带式输送机受料处的主梁上设金属盖板,当它与上托辊安装相碰时,可适当切割。